 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

固定式ストリッパプレートとフローティング式ストリッパプレート:金型の成否を決める重要な選択

すべての金型設計者が習得しなければならない重要なストリッパープレートの選定
高量産のスタンピング作業を稼働中に、突然部品がパンチに張り付き、エッジに予期しないバリが発生し、メンテナンスチームが原因の特定に奔走する状況を想像してみてください。原因は何でしょうか?多くの場合、その根本原因は金型設計時に下された基本的な判断——用途に適さないストリッパープレートタイプを選択してしまったこと——にあります。
あなたがどんなプロジェクトを行おうとしているのか エンジニアリングプログレッシブダイズ 自動車部品の製造や精密電子機器向け金型の設計において、固定式とフローティング式ストリッパープレートの違いを理解することは不可欠です。この選択は、直接的に部品品質、工具寿命、および利益に影響を与えます。
なぜストリッパープレートの選択が金型性能を決定するのか
ストリッパープレートとは正確には何でしょうか?これは各ストローク後にワーク材をパンチから取り外す役割を果たす部品です。適切なストリッパープレートの脱型により、製品がきれいに分離され、スラグ引きの防止やサイクルタイムの安定化が実現します。正しい構成を選択すればダイスは円滑に動作しますが、誤った選択をすると生産現場で次々と問題が発生するでしょう。
ストリッパープレートは単に材料を剥離するだけでなく、パンチのガイド機能、材料の動き制御、そして全体的なダイスの安定性にも影響を与えます。そのため、固定式とフローティング式のどちらを選ぶかという決定は、ダイス性能のあらゆる側面に波及する極めて重要な判断となるのです。
不適切なストリッパー選定による隠れたコスト
不適切なストリッパープレートタイプを選定すると、初期の金型投資を超えるさまざまな悪影響が生じます。
- 製品の損傷: 不適切なストリッピング力による傷、変形、寸法のばらつき
- 工具の早期摩耗: パンチの位置ずれや過剰な摩擦が部品の寿命を短くします
- 計画外のダウンタイム: 頻繁な調整や緊急修理により生産スケジュールが中断されます
- 廃棄率の増加: 不十分な押し出しにより不良品が発生し、材料が無駄になります
高精度スタンピング成功への布石
金型設計者が直面する課題は次のとおりです。ストリッパプレート選定に関する情報は、技術マニュアルやサプライヤーカタログ、さらにエンジニア間で伝承されるノウハウに分散しており、明確で実行可能な意思決定基準とともにこれを一元的に整理したリソースは存在しませんでした。しかし、今ここにその解決策があります。
本ガイドでは、固定式とフローティング式のストリッパプレートについて包括的な評価を行い、体系的な選定フレームワークと実用的な推奨事項を提供します。それぞれのタイプが最適に機能する状況、関連するトレードオフの理解方法、そして特定の用途に応じた重要なツーリング選定に対する自信を得ることができます。
ストリッパプレート選定の評価基準
固定ストリッパープレートとフローティングストリッパープレートの詳細に入る前に、この選択を行うための明確なフレームワークが必要です。明確な基準がなければ、これら2つの選択肢の比較は工学的な判断ではなく当て推量になってしまいます。ストリッパープレート金型およびダイス用途に適したストリッパープレート構成を選定する際に専門家が用いる評価手法をここで確立しましょう。
ストリッパープレートの成功を決める5つの要因
エンジニアが自らの用途に最適なストリッパープレートを評価する際、常に以下の5つの重要な観点に戻ります。それぞれの要因は、特定の生産要件に応じて異なる重みを持ちます。
- ストリッピング力の要件 :素材をパンチから剥離するために必要な力は、通常パンチング力の10〜25%の範囲です。ストリッピング負荷が高いアプリケーションでは、一貫した圧力を供給できる頑丈なプレート設計が求められます。
- 材料の厚さとの適合性: 薄い材質は、ストリッピング中に厚い材料とは異なる挙動を示します。使用するプレートは処理する材料の厚さ範囲に適したものを選定しなければならず、不一致は部品の損傷や排出不良を引き起こす可能性があります。
- 生産量の考慮事項: 大量生産では、何百万回ものサイクルにわたり性能を維持できるストリッパープレートが求められます。少量生産では、より頻繁な調整を要するシンプルな構成でも許容できる場合があります。
- メンテナンス要件: 一部のストリッパープレート設計では、定期的なスプリング交換、潤滑、または再アライメントが必要です。こうした継続的なメンテナンス要件を理解することで、実際の運用コストを正確に算出できます。
- コスト効果: 初期購入価格だけでは、総所有コストの一部しかわかりません。所有コストを評価する際には、設置の複雑さ、調整によるダウンタイム、部品交換頻度、および部品品質への影響を考慮する必要があります。
各ストリッパータイプの評価方法
この比較を通じて、上記の各基準に対して固定ストリッパープレートとフローティングストリッパープレートを評価していきます。それぞれのタイプが優れている点や限界が生じる点について、明確な分析をご覧いただけます。このような体系的なアプローチにより、主観的な好みを排除し、測定可能な性能要因に基づいたご判断が可能になります。
専門家が使用する選定フレームワーク
経験豊富な金型設計者は、習慣やサプライヤーの推奨だけに基づいてストリッパープレートを選択するわけではありません。彼らは応用条件とプレートの能力を体系的に照合します。これから詳述する比較を進める際に、これらの評価項目を念頭に置いてください。これにより、特定のスタンピング課題に対して最適な性能を発揮する構成へと導かれます。
安定性とコスト効率のための固定ストリッパープレート
評価フレームワークを理解したところで、固定式と浮動式ストリッパプレートの比較における最初の候補を検討してみましょう。固定式ストリッパプレートは、部品の排出に対する基本的なアプローチであり、特定の用途範囲においてシンプルさ、剛性、および一貫した性能を重視する設計思想です。
スタンピング工程で予測可能な動作とコスト効率の高い金型が求められる場合、固定式ストリッパは賢明な選択となることが多くあります。しかし、それらがどのように機能し、どこで優れた性能を発揮するかを正確に理解することが、成功したダイ設計と問題のある設計との違いになります。
固定式ストリッパが一貫した性能を発揮する仕組み
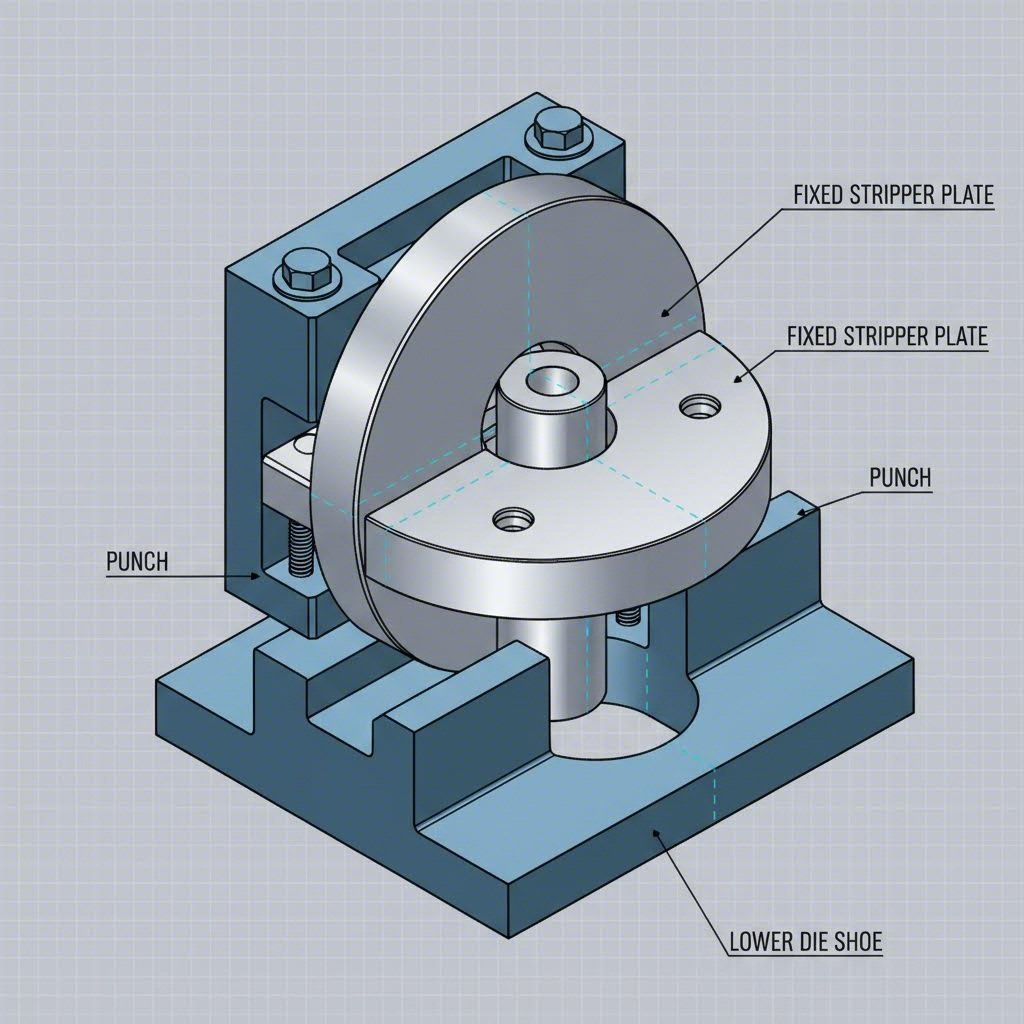
固定式ストリッパプレートは、ダイシューやパンチホルダーアセンブリに剛体的に取り付けられ、プレスストローク中を通じてダイ部品に対して一定の位置を維持します。スプリング式の対応品とは異なり、これらのプレートは独立して移動せず、材料をパンチから剥離させるためにプレスストローク自体に依存しています。
この剛性マウント設計により、すぐに気づくことになるいくつかの性能特性が生まれます。
- パンチガイド機能: このプレートは安定した基準面を提供し、ストリッパープレートへの取り付け用パイロットパンチを案内し、高速運転中も位置の一致を維持します。
- 一定のクリアランス: スプリングたわみによる変動がないため、パンチとストリッパー間の隙間は常に一定に保たれ、均一なストリッピング動作を確保します。
- 振動防止: 金型構造への堅牢な接続により、部品品質に影響を与える可能性のある運転中の振動を抑制します。
ストリッパープレート用のストレートパイロットパンチを使用する場合、固定構成によりこれらの 重要なアライメント部品 が正確な位置に保たれます。この安定性は、複数の工程で段階的に誤アライメントが蓄積する可能性のあるプログレッシブダイアプリケーションにおいて特に重要です。
固定式ストリッパープレートに最適な用途
固定ストリッパーは、その固有の強みに合った用途で最も優れた性能を発揮します。以下のプロジェクトに該当する場合、この設計を検討してください。
- 薄板材料: 1.5mm未満の厚さの材料は、フローティング設計が提供する制御された圧力なしでも、きれいにストリップできる場合が多いです。
- 高速プレス加工: 毎分400ストロークを超える作業では、可動部品が少なく、動作が安定していることから、固定式が有利です。
- 精密電子部品: リードフレーム、コネクターターミナル、マイクロプレス部品などは、固定プレートが提供する安定性を必要とします。
- 薄板自動車部品: 薄鋼板またはアルミニウム材からのブラケット、クリップ、小型構造部品。
- 単純なブランキング作業: 材料の挙動が予測可能な、シンプルな幾何形状を持つ単一工程用金型
この場合の鍵となるポイントは?材料の厚さが適切な範囲内にあり、パンチと材料の相互作用が予測可能である場合に、固定ストリッパー板は特に優れた性能を発揮します。ストリッパー板の上表面との接触が最小限に抑えられ、制御されている場合に特に効果的です。
固定ストリッパーの長所と短所の詳細
すべての金型設計の意思決定にはトレードオフが伴います。固定ストリッパー板が金型設計にもたらすものを正直に評価してみましょう。
利点
- 低い初期費用: 構造がシンプルなため製造費用が削減され、同程度のフローティング式設計と比較して、よく20〜30%低減される。
- シンプルな設計と設置: 部品点数が少ないため、セットアップが速く、トラブルシューティングが容易で、組立ミスが減少する
- 保守の手間がほとんど不要: バネの疲労もなく、調整機構のキャリブレーションも不要、潤滑が必要な可動部品もない
- 薄板材に対して優れた性能を発揮: 制御された力が重要でない材料に対して確実なストリッピングを実現します
- 寿命が長くなること 摩耗部品が少ないため、適切に設計された固定式プレートはフローティング式のものよりも長持ちする場合が多いです
- サイクルごとの動作が一貫しています: スプリングの劣化や調整ずれによって生じる変動要因を排除します
欠点
- 対応可能な材料の厚さ範囲が限定されます: ストリッピング圧力の制御が必要となる厚板材では対応が困難です
- パンチの取り付け誤差に対して許容範囲が狭いです: スプリングによる緩衝がないため、わずかな取り付け誤差が直接パンチおよびダイ部品に伝わります
- 事前ストリッピング機能がありません: パンチが噛み合う前の段階で材料を保持できないため、複雑な成形加工への適用が制限されます
- 適応性の低下: 金型製作後は、ストリッパー動作の微調整が困難
- 材料のスプリングバックへの課題: 厚手の材料では、カウンターフォースを提供するフローティング構造がない場合、パンチがたわむ可能性がある
固定式ストリッパープレートは、金型設計における80/20のソリューションです。複雑さのごく一部で、全用途の80%をカバーできます。重要なのは、自社の用途がこの大多数に含まれるかどうかを判断することです。
固定式ストリッパープレートを指定する際、材料選定は極めて重要です。高生産量用途にはD2などの工具鋼が優れた耐摩耗性を発揮しますが、中程度の生産ロットにはOHNS(油焼入れ収縮防止鋼)が費用対効果の高い代替選択となります。ストリッパー面の硬度は通常58〜62HRCの範囲で、耐久性を確保しつつ過度な脆さを避けています。
これらの特性を理解することで、情報に基づいた選択ができるようになります。また、アプリケーションがフローティングストリッパープレートが提供する追加機能を必要としているかどうかを的確に判断できるようになります。
最大の汎用性を実現するフローティングストリッパープレート
固定式ストリッパープレートの許容範囲を超えるような成形条件になった場合、どうすればよいでしょうか?材料の板厚が増す場合、部品形状が複雑になる場合、あるいは精度要件が厳しくなる場合には、より高度なソリューションが必要です。そのような場面で活躍するのがフローティングストリッパープレートです。スプリング駆動式のこのプレートは、固定式では対応できない厳しいスタンピング作業を確実に処理します。
フローティングストリッパーは、固定式と可動式の比較において高級クラスに位置づけられ、制御された押出力と適応性を備えており、困難なダイ作業を信頼性の高い生産プロセスへと変革します。
厳しい用途に適したスプリング負荷式の高精度設計
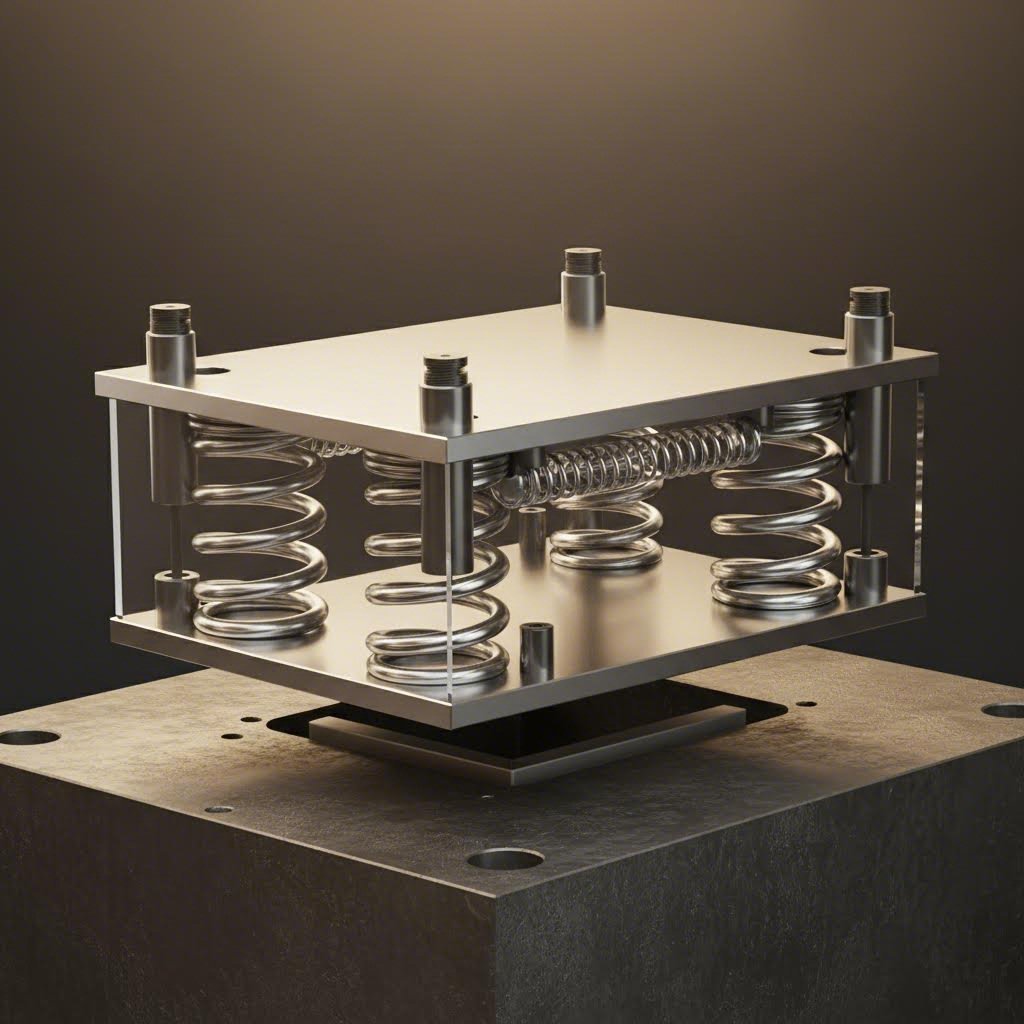
剛性のストリッパープレートと異なり、フローティングストリッパープレートはばねやその他の弾性要素に取り付けられており、独立した垂直方向の動きを可能にします。この一見単純な違いが、ストリッパーが被加工材と相互作用する方法を根本から変化させます。
ばね作動式の設計が実際にどのように機能するかを以下に示します:
- 摺合前の接触: プレスが下降する際、フローティングプレートはパンチが接触する前に材料に接触し、それを保持して被加工物を安定させ、よりきれいな切断を実現します
- 穿孔中の制御された圧力: パンチが材料を貫通する際、ばねが圧縮され、切断ストローク全体を通じて材料に対して一貫した下向きの力を維持します
- 上昇時の能動的なストリッピング: 上昇行程中、ばねの力が積極的に材料をパンチから押し離すため、重力と摩擦に頼るだけではありません
- 自動的な摩耗補償: ばね負荷式の設計は、ダイの調整を必要とせずに、パンチのわずかな摩耗を自動的に吸収します
ストリッパープレートスプリングリテーナーはこのシステムにおいて重要な役割を果たし、スプリングを所定の位置に固定しつつ適切な圧縮ストロークを可能にします。これらの部品は緩みや破損なく数百万回のサイクルに耐えなければならないため、長期的な信頼性を確保するには高品質なリテーナー選びが不可欠です。
その制御された圧力供給こそが魔法を生み出します。固定式プレートが材料に対して単一かつ静的な関係しか持たないのに対し、フローティング設計は材料のばらつき、パンチの状態、運転条件に応じて変化する動的な相互作用を実現します。
フローティングストリッパーが固定式代替品を上回る場合
特定の用途では、事実上フローティングストリッパープレートが求められます。以下のいずれかの状況に該当するプロジェクトでは、追加投資が必要ですが、通常、品質と生産性という面で十分なリターンが得られます。
- 厚板加工: 1.5mmを超える材料厚さでは、材料の浮き上がりを防ぎ、パンチの完全貫通を確実にするために制御された押付力を必要とします
- プログレッシブダイ加工: マルチステーションダイは、フローティングプレートが提供する素材の制御によってメリットを得ており、連続工程全体で位置決めを維持します
- スラグ引き抜け防止: ストリッピング時の能動的な下向き圧力により、スラグがダイを通って引き戻される傾向が大幅に低減されます
- 高精度な部品位置決め: 調整可能なストリッパープレートにより、位置精度の厳しい公差が要求される用途に対して素材の押さえ力を微調整できます
- 変動する素材条件: 板厚のばらつきや硬度の異なるロットの素材を加工する場合、スプリングのたわみがこれらの変化に対応します
- 複雑な部品形状: 成形部、絞り部、または複雑な外周形状を持つ部品は、制御された素材取り扱いから恩恵を受けます
射出成形の金型アプリケーションでは、ストリッパープレートの成形を検討してください。これらは複雑なキャビティ形状から部品をばね力で確実に排出するという同様の機能を持っています。この基本原理は金属スタンピングにもそのまま応用可能であり、制御された力の適用により、剛体システムでは解決できない問題を解決します。
フローティングストリッパーの利点と限界
適切な判断を行うには、長所と制約の両方を正直に評価する必要があります。フローティングストリッパープレートは魅力的な利点を提供しますが、トレードオフがないわけではありません。
利点
- 優れた部品制御: パンチ行程中、材料は常に正確な位置に固定され、寸法のばらつきを引き起こすずれがなくなる
- 厚い材料にも効果的に対応: ばね力により、固定式プレートでは対処しきれない材料のスプリングバックや持ち上がり力を打ち消す
- スラグ引き抜きを大幅に低減: 能動的なストリッピング圧力により、スラグがパンチとともに引き抜かれるのではなく、ダイ開口部内に保持される
- パンチの摩耗にも対応: 切断刃が鈍化しても、スプリングのたわみにより即時の調整なしで効果的なストリッピングが維持されます
- 調整可能な力の伝達: スプリングのプリロードと選定により、ストリッピング力の調整が可能で、特定の用途要件に合わせて最適化できます
- パンチの損傷を防止: 制御された材料の噛み込みにより、切断刃を破損または欠ける原因となる側面荷重を低減します
- 刃の品質を向上: 適切な材料の抑圧により、穴あけ部周辺のバリ形成および変形を最小限に抑えます
欠点
- 初期コストが高い: スプリング、保持具、および精密加工の要件により、初期の金型投資が増加します
- スプリングのメンテナンスが必要: 圧縮スプリングは時間の経過とともに疲労するため、定期的な点検および交換が必要です
- より複雑なセットアップ: 適切なスプリングプリロードおよびストローク調整には、熟練したダイセッターとより多くのセットアップ時間が必要です
- 追加の摩耗箇所: スプリングポケット、ガイドピン、およびレテーナー面には、監視を要する部品が含まれます
- 不均一の可能性: 摩耗したりマッチしていないスプリングは、ストリッパープレート表面全体で不均等なストリッピング力を発生させる可能性があります
- ダイ高さの増加: スプリングストロークの必要条件により、全体のダイスタック高さが増し、プレスとの互換性が制限される場合があります
フローティングストリッパープレートの成功において、適切なスプリング選定は極めて重要です。スプリングは作動範囲全体にわたり十分な力を発揮すると同時に、数百万回の圧縮サイクルに耐えなければならず、これは適当な仕様ではなく、慎重な設計によって達成されるバランスです。
フローティングストリッパープレートを指定する場合、スプリング力の計算には特に注意を払う必要があります。ストリッピング力は、パンチに対する材料の保持力および真空効果を克服しなければならず、同時に製品の変形を防ぐために十分な柔軟性も必要です。この計算は、材料の種類、板厚、パンチ周長、切断クリアランスなど、それぞれの用途に特有の変数に依存します。一般的な公式を適用するのではなく、経験豊富な金型エンジニアやスプリングメーカーに相談し、特定の要件を評価してもらうことが重要です。
フローティングプレートが提供する調整可能性は、金型試運転や生産最適化の際に特に価値があります。ストリッピング性能が不十分な場合でも、金型の大規模な改造をすることなく、スプリングのプリロードを調整したり、スプリング定数を交換したりできるため、固定式プレートにはない柔軟性を持っています。
固定式とフローティング式の両方を十分に検討した上で、次に高度なエンジニアリング技術がどのようにストリッパープレートの性能をさらに向上させるかを探ることができます。
自動車業界の卓越性のための高精度設計ストリッパーソリューション
固定式ストリッパー板が薄い材料に対してコスト効率をどのように実現するか、またフローティング構造が厚手素材の厳しい要件にどう対応するかを見てきました。しかし、プロジェクトで両者の長所の両方を求められる場合はどうでしょうか?自動車OEMメーカーが欠陥ゼロの部品を要求し、公差がマイクロメートルレベルまで狭まり、生産量が数百万単位に達するとき、従来のアプローチでは限界に達します。
このような場面で、高精度設計されたストリッパープレートソリューションが登場します。現代のダイ設計技術は、高度なシミュレーション技術、認定された製造プロセス、および専門的な設計手法を組み合わせることで、特定の用途要件に最適化されたストリッパーシステムを創出します。プラスチック部品用の射出成形金型ストリッパープレートであれ、金属部品用のスタンピング金型ストリッパーであれ、卓越性を追求する設計原理は一貫しています。
現代のストリッパープレート設計におけるエンジニアリングの卓越性
適切なストリッパープレートの性能と卓越した結果の違いは何でしょうか?その答えは、すべての用途が独自の要求を持つことを理解することにあります。材料の特性はサプライヤー間で異なります。部品の形状は局所的な応力集中を引き起こします。生産速度は熱的挙動に影響を与えます。専門的な設計では、一般的な仕様ではなく、体系的な分析を通じてこれらの変数を考慮します。
射出成形におけるストリッパープレートとは何かを考えてください。これは熱サイクルに耐え、充填剤入りポリマーによる摩耗に抵抗し、部品表面全体にわたって一貫した脱型力を発揮しなければなりません。金属プレス用のストリッパープレートは別の課題に直面します。高周波の衝撃荷重、研磨性のある材料との接触、そして精密な位置決めが求められます。専門の金型設計は、こうした用途固有の要求に対応するために以下の点を考慮します。
- 材料選定の最適化: 工具鋼のグレードを特定の摩耗パターン、荷重条件、および表面仕上げ要件に合わせる
- 幾何学的解析: 複雑な部品の周囲にわたるストリッパー荷重分布を評価し、局所的な過負荷を防止する
- 熱管理 高速運転中に発生する熱がクリアランスや材料特性に与える影響を考慮する
- 統合計画: 他のダイ部品と調和して動作するストリッパーシステムを設計し、全体的な最適性能を実現する
射出成形金型設計におけるストリッパープレートのアプローチは、スタンピング用途において貴重な知見を提供する。金型設計者は、鋼材を切削する前に行う脱型挙動の予測に日常的にシミュレーションツールを使用している。この手法は、プログレッシブスタンピングダイエンジニアが複雑なストリッパープレートの課題に対処するために、ますます採用しているものである。
CAEシミュレーションによるストリッパー性能の最適化方法
複雑そうに聞こえますか? 必ずしもそうではありません。コンピュータ支援工学(CAE)シミュレーションにより、ストリッパープレートの最適化は当て推量から科学へと変化します。製造を開始する前に、エンジニアは仮想環境でさまざまな構成をテストし、潜在的な問題を予測して、性能を最適化するために設計を改良できるのです。
CAEシミュレーションは、従来の手法では信頼性高く答えられない重要な課題に対応します。
- 力の分布マッピング: ストリッピング荷重がプレート表面全体にどのように分布するかを可視化することで、補強または緩和が必要な領域を明らかにします。
- たわみ解析: 負荷時のプレートたわみを予測することで、プレスストローク全体を通じて重要なクリアランスを維持する設計を特定できます。
- ばね定数の最適化: フローティング設計の場合、シミュレーションは作動範囲全体で一貫した力を発揮するためのばねの組み合わせを決定するのに役立ちます。
- 摩耗予測: 高摩耗ゾーンを特定することで、表面処理の選定やメンテナンス計画に役立ちます。
- 熱的影響のモデリング: 温度による寸法変化を理解することで、製造時のクリアランス問題を防止できます
小異科技などの企業は、金型製造に着手する前に先進的なCAEシミュレーションを活用してストリッパープレート設計を最適化しています。このアプローチにより、変更コストが僅か数セントで済む段階で潜在的な問題を早期に発見でき、コンセプトから量産対応金型までの開発期間を短縮できます。
シミュレーション主導の手法は、固定式とフローティング式のストリッパープレートを選定する際に特に有効です。経験則に頼るのではなく、特定の用途に対して両方の構成をモデル化し、予測される性能を客観的に比較することが可能になります。分析結果によっては、よく設計された固定式プレートが従来フローティング式に割り当てられていた用途に対応できる場合があることが明らかになることもあります。逆の場合も同様です。
欠陥のない結果のための高精度製造
最も洗練された設計であっても、それを現実のものとするための精密な製造がなければ意味を成しません。特に自動車用途では、厳しい仕様に一貫して適合する金型を生産できる製造能力が求められます。このような状況において、IATF 16949のような認証が単なる装飾ではなく、真に意味を持つものとなるのです。
IATF 16949認証は、自動車サプライチェーンの要件に特化して設計された品質マネジメントシステムであることを示しています。ストリッパープレートの製造において、これは以下のような形で具体化されます。
- 文書化された工程管理: すべての製造工程が再現性を保証する検証済みの手順に従って実施される
- 測定システムの検証: 検査装置は定期的にキャリブレーションおよび能力評価が行われる
- 追跡可能性 材料の認証および加工記録により、完成部品と原材料とのトレーサビリティが確保される
- 継続的改善: 品質データの体系的な分析を通じて、継続的な工程改善が推進される
ストリッパープレートの精度が部品品質に直接影響し、自動車OEMが欠陥をサプライチェーンを通じて追跡する場合、こうした製造管理は選択肢ではなく必須となる。たとえば、銀メッキ仕上げのストリッパーは、一貫性のある表面処理およびめっき厚さの制御を必要とするが、これは厳格な製造プロセスがあって初めて実現可能である。
許容される性能と優れた性能の違いは、しばしば製造精度にかかっている。つまり、10分の1ミクロン単位ではなく、マイクロメートル単位で設計意図通りに部品を一貫して生産できる能力の差である。
プロフェッショナルな金型エンジニアリングサービスは、CAEシミュレーション、認定製造、アプリケーション専門知識を統合し、特定の要件に最適化されたストリッパープレートソリューションを提供します。少毅(シャオイ)のエンジニアリングチームはこの統合的アプローチを体現しており、シミュレーション主導の設計手法により、最短5日での迅速なプロトタイピングを実現し、初回通過承認率93%を達成しています。彼らの 包括的な金型設計および製作能力 は、固定式およびフローティング式ストリッパーの両方においてOEM基準を満たすために専門的エンジニアリングを要する厳しい自動車用途に対応しています。
高精度ダイエンジニアリング専門企業と提携する主なメリットには以下が含まれます:
- 迅速なプロトタイピング能力: 検証試験用の迅速ツーリングにより開発スケジュールを短縮
- 高い初回通過承認率: シミュレーションで検証された設計により、試作工程の反復が削減され、量産立ち上げが加速
- OEM規格対応ツーリング: 自動車顧客が求める文書化、品質、トレーサビリティの要件を満たす
- アプリケーション固有の最適化: 独自の要件に合わせたストリッパープレート設計を実現するエンジニアリング専門知識のメリットを享受してください
腐食防止のために銀メッキストリッパーサーフェス処理が必要な場合でも、研磨性材料向けの特殊硬化処理が必要な場合でも、精密エンジニアリングにより、初品から寿命末期まで意図通りの性能を発揮する金型部品を保証します。
最適なストリッパープレート性能の基盤として優れたエンジニアリングを確立した上で、システムを完成させるために必要な構成部品やアクセサリーについて見ていきましょう。
ストリッパープレートの主要構成部品およびアクセサリー
ストリッパー板の選択(固定式またはフローティング式)は、完全なシステムの一部にすぎません。このプレートを取り囲む部品が、ダイの全体的な性能、工具寿命、および部品品質に大きく影響します。パイロットパンチ、スプリングリテーナー、ストリッパーボルトは、選択したプレート設計と連携して、信頼性の高いストリッピングシステムを構築します。
このように考えてください:たとえ最高級のフローティングストリッパープレートであっても、不適切なパイロットパンチや仕様違いのスプリングと組み合わせれば、その性能は低下してしまいます。こうした補助部品を正しく理解することで、個別の対策ではなく、完全なシステム構築が可能になります。
ストリッパープレートシステムにおけるパイロットパンチの選定
パイロットパンチは単なる穴あけ以上の極めて重要な機能を持っています。これらの精密部品は、プログレッシブ金型の作業中に被加工材の位置決めを一貫して維持し、各工程で正確な位置で加工が行われるようにします。ストリッパープレートに取り付けるためのカーバイド製パイロットパンチを選ぶことは、すべての金型工程にわたって累積する高いアライメント精度への投資であると言えます。
ストリッパープレート用のストレートパイロットパンチは、厳しい要件を満たしている必要があります。
- 同心度: パイロットの直径は、シャンクに対して数マイクロメートル以内の真円度を保たなければならず、位置決め誤差が累積するのを防ぎます。
- 表面仕上げ: 滑らかなパイロット表面は、ストリップ送り時の摩擦を低減し、パイロット穴の摩耗を最小限に抑えます。
- 硬度: パイロット先端は、繰り返しの材料接触による摩耗に耐えながら、寸法安定性を維持する必要があります
- 長さ精度: 適切なパイロット噛み込み深さにより、切断用パンチが材料に接触する前にストリップ位置が確実に決まります
パイロットパンチの噛み込みとストリッパープレートのタイプとの関係には細心の注意が必要です。固定式ストリッパー構造では、切断用パンチがプレート表面を貫通する前に、パイロットがストリップに完全に噛み込んでいなければなりません。フローティングストリッパーはより柔軟性があり、スプリング負荷式のプレートが材料を保持しながらパイロットが位置決めを行うため、制御された噛み込み順序が実現され、位置ずれのリスクが低減されます。
ストリッパー性能を高める重要な構成部品
パイロットパンチ以外にも、生産寿命を通じてストリッパープレートシステムの性能に影響を与えるいくつかの構成部品があります:
- スプリングリテーナーの選択肢: これらの部品は、フローティングストリッパー用途において圧縮スプリングを固定します。高品質のリテーナーは数百万サイクルにわたりスプリングの位置を保持し、不均一なストリッピング力を引き起こす緩みや位置ずれを防止します。スプリングの確実な位置決めにはショルダースタイルのリテーナーを、調整の容易さを重視する場合にはソケットヘッドデザインをご検討ください。
- ストリッパー用ボルトの構成: フローティングプレートを金型部品に接続するボルトは、強度と調整性の両立が求められます。細目ネジはプリロードの精密な制御を可能にし、標準ネジは交換が容易です。ボルトの材質選定(標準合金鋼から高級グレードまで)は、繰り返し荷重下における疲労寿命に影響します。
- ガイドピンおよびブッシュシステム: 適切なプレートガイドは、パンチストリッパープレートの上面接触問題を引き起こす横方向の動きを防止します。高精度に研磨されたガイドピンと高品質ブッシュを組み合わせることで、摩耗が進行しても正確なアライメントを維持できます。
- キープラプレートおよびバックブロック: これらのサポート部品は、ストリッパプレートの表面にわたってストリッピング荷重を分散させ、部品品質に影響を与える局所的なたわみを防ぎます。
パンチの移動距離(ストリッパプレートを越えてパンチが移動するストローク長)は、部品選定に大きく影響します。長いパンチストロークには、より堅牢なパイロットガイドとフローティング設計におけるスプリングの長いストローク容量が必要です。ストリッパプレートが不正配置時に上部表面と擦れ合うと、両方の部品が早期摩耗します。
超硬パイロットパンチと標準パイロットパンチの比較
最も重要な部品選定の一つが、パイロットパンチの材質選択です。超硬材と標準工具鋼のパイロットの選択は、金型寿命、メンテナンス頻度、および長期的な運用コストに影響を与えます。
| 特徴 | 超硬ストレートパイロットパンチ | 標準工具鋼パイロット |
|---|---|---|
| 耐摩耗性 | 非常に優れている—数百万サイクル後も直径を維持 | 良好—徐々に摩耗するため定期的な交換が必要 |
| 初期コスト | 標準タイプの3〜5倍の価格 | 初期投資が少ない |
| 最適な適用例 | 大量生産、研磨性材料、厳しい公差 | 中程度の生産量、非研磨性材料、標準的な公差 |
| 破損のリスク | より高い脆性があるため、取り扱いに注意が必要 | 衝撃や位置ずれに対してより許容性が高い |
| 再研削の可能性 | 限定的—通常は再研削ではなく交換される | 複数回の再研削により使用期間が延長される |
ストリッパープレートへの取付け用の超硬ステレートパイロットパンチは、過酷な使用条件下で顕著な利点を提供します。ステンレス鋼やシリコン鋼などの研磨性材料を加工する場合、従来の製品と比べて超硬パイロットははるかに長い期間、精密な直径を維持できます。計画停止時間の少ない3交代運転を行う工程では、交換頻度の低減が、初期投資額の高さを正当化することがよくあります。
しかし、炭化物の脆さは注意を要します。金型セットアップ時の不適切な取り扱いや偶発的な衝撃、あるいは重度の不整列により、炭化物製パイロットが即座に破損する可能性があります。一方で、工具鋼製の代替品であれば、同じような過酷な状況でも表面の損傷で済むかもしれません。この特性は材料選定だけでなく、ストリッパプレートの種類選定にも影響を与えます。フローティングストリッパーによる制御された噛み合わせ順序は、炭化物部品を脅かす衝撃荷重を低減します。
部品レベルでの意思決定は、金型システム全体に波及します。ストリッパプレートに固定する高価な炭化物製パイロットパンチに投資しても、スプリングレテーナーの品質を軽視すれば、そのシステムは最も弱い要素によって性能が制限されることになります。
ストリッパープレートシステム用のパイロットパンチおよびアクセサリーを指定する際は、動作環境全体を考慮してください。システム内のコンポーネント品質レベルを一致させ、生産量に適した材料を選択し、選択した固定式またはフローティング式プレート設計とすべての要素が調和して動作することを確認してください。
代替ソリューションとしてのストリッパーバーおよびリング
ここまでは固定式とフローティング式のストリッパープレートの選択に焦点を当ててきましたが、そもそもプレートが最適な解ではない場合もあるのではないでしょうか? 最善の解決策は、固定式とフローティング式のどちらを選ぶかではなく、一歩引いて考えることで、ストリッパーバーやリングストリッパーの方がより効果的に用途に対応できる可能性があることに気づくことです。
これらの代替的なストリッピング方法は、ダイ設計において重要なニッチを占めています。それぞれのアプローチが優れている状況を理解することで、シンプルな用途に対して過剰設計を行うことを避けつつ、複雑なダイには適切なソリューションを提供できるようになります。
ストリッパーバーがプレートよりも優れた性能を発揮する場合
シンプルなブランキング加工を想像してみてください。シート材から単純な円形や矩形の部品を、1回のパンチで成形する作業です。このような用途に本当に、複雑さとコストのかかるフルプレートストリッパーが必要でしょうか?多くの場合、答えは「不要」です。
ストリッパーバーは、より簡単なダイ構成に適した効率的な代替手段です。これらの狭い高炭素工具鋼製バーは、ダイ開口部にわたって取り付けられ、パンチの両側でワークに接触します。プレスが上昇する際、バーが材料を保持し、その間にパンチが引き抜かれます。
以下の用途では、ストリッパーバーの検討をおすすめします。
- シンプルなブランキングダイ: 単一ステーションで、単純な形状の部品を成形する工程では、簡素化された構造が有利です
- 大きなパンチ面積: 入手可能な材料幅よりも広いストリッパープレートが必要になる場合、ダイ開口部に渡して設置するバーは実用的な解決策となります
- クイックチェンジツール: フルプレートを取り外すよりも、パンチの交換や研磨のためにストリッパーバーを使用すれば、アクセスが迅速になります
- 限られたダイ高さ: バーの最小限の垂直プロファイルは、プレス制約のある用途において閉じ高さを節約します
- コストに敏感なプロジェクト: バーはフルプレートよりも材料と機械加工が少なくて済むため、金型投資を削減できます
トレードオフは何でしょうか?ストリッパーバーはプレートほど材料を制御できません。ストリッパーバーはワーク全体ではなく、狭いラインに沿ってのみ接触するためです。薄板材や部品の平面度が重要でない工程では、この制限はほとんど問題になりません。しかし、材料の確実な押さえが求められる用途では、フルプレートストリッパーの方が優れた選択肢です。
特殊用途向けリングストリッパー
単体で動作する円形パンチの場合はどうでしょうか?リングストリッパー(ストリッパーリングまたはコラーストリッパーとも呼ばれる)は個々のパンチを同心円状に囲み、必要な場所に正確に局所的なストリッピング力を提供します。
このプレートストリッパーの代替案は、特定のシナリオで優れた性能を発揮します。
- 単一パンチによるピアッシング工程: 一つの円形穴がダイス機能を支配する場合、リングストリッパーはフルプレート構造なしで効率的なストリッピングを実現します
- タレットパンチ工具: 個別のパンチステーションは、各ツールに一体となったストリッピングシステムを備えることでメリットを得ます
- 大径パンチ: 大型の円形パンチは狭い領域に集中する大きなストリッピング力を発生します。リングはこのような負荷を効率的に処理できます
- 改造用途: 既存のダイスにストリッピング機能を追加する際、フルプレート方式を導入するよりもリング方式の方が容易なことが多いです
- スプリング式のバリエーション: リングストリッパーは、個々のパンチごとにフローティング動作を行うために個別スプリングを組み込むことができます
リングストリッパーは通常、ストリッパープレートまたはホルダーにわずかなめり合い嵌合またはセットねじで取り付けられます。リングの内径はパンチのガイド機能を果たし、下端面はストリッピング時に被加工材に接触します。このガイド機能とストリッピング機能の両立により、たわみやすい長尺・細径パンチにおいて特に有用です
プレート、バー、リングの選択
どのストリッピング方法があなたの用途に適しているかをどのように判断しますか?この決定は、ダイスの複雑さ、部品の形状、および生産要件に基づいて行われます。
| ストリッピング方法 | 最適な適用例 | 重要な利点 | 主な制限事項 |
|---|---|---|---|
| ストリッパープレート(固定/フローティング) | プログレッシブダイ、複雑な形状、高精度部品 | 材料の完全制御、パンチ案内、多様な用途への対応 | コストが高くなる傾向、設計が複雑 |
| ストリッパーバー | シンプルなブランキング、大型部品、クイックチェンジダイ | コストが低く、パンチアクセスが容易で、高さが最小限 | 材料の抑圧力が限定的で、精度が低い |
| リングストリッパー | 円形パンチ、タレットツーリング、後付け適用 | 集中した力、パンチガイド機能、モジュール式設計 | 円形パンチ専用、個別設定が必要 |
選択肢を検討する際は、以下の指針となる質問をしてください。
- 何個のパンチにストリッピングが必要ですか? 近接して複数のパンチを使用する場合はプレートが適し、離れた個別のパンチにはバーまたはリングが適します。
- どのような部品形状を製造していますか? 複雑な外形形状にはプレートが必要ですが、単純な形状はバーまたはリングで対応可能です
- 材料の平面性はどの程度重要ですか? 厳しい平面性の要求がある場合は、フルプレートストリッパーへの採用が進みます
- 予算の制約はどの程度ですか? 予算が限られている場合、適切な用途ではよりシンプルなバー式ソリューションを採用する方が有利です
- パンチの交換頻度はどのくらいですか? 頻繁に交換する場合は、アクセスが容易なバー式またはリング式が適しています
最適なストリッピング方法とは、利用可能な中で最も高度なオプションではなく、アプリケーションの実際の要件に合ったものです。シンプルなブランキング金型にストリッパープレートを使用するのは過剰設計であり、プログレッシブ金型でストリッパーバーだけを使用するのは設計不足です
多くの生産用金型では、これらの方法を戦略的に組み合わせています。プログレッシブ金型では、ほとんどの工程でフローティングストリッパープレートを使用しつつ、特に大きなストリッピング力を発生する大径パンチを持つ個別の工程にはリングストリッパーを採用することがあります。このハイブリッド方式により、各工程のストリッピングシステムをその特定の要求に最適化できます
代替のストリッピングソリューションについて理解が深まった今、これらすべての選択肢を統合された選定フレームワークの中で包括的に比較検討する準備が整いました。
固定式とフローティング式ストリッパープレートの完全な比較
固定式ストリッパープレート、フローティング式設計、高精度設計ソリューション、および代替ストリッピング方法について学んできました。ここでは、これまで待ち望んでいた包括的な比較検討を行います。すべての重要な要素を横並びで分析し、意思決定に活かせる実用的なガイドラインを提供します。
ここで目指すのは、あらゆる状況で優れた唯一の正解を選ぶことではありません。代わりに、各タイプのストリッパープレートを特定の用途要件に適切にマッチさせるための明確なフレームワークを提供します。最適な選択は、生産のニーズ、材料の特性、性能上の優先事項といった、それぞれの状況に完全に依存しています。
固定式対フローティング式:直接比較
固定式とフローティングストリッパープレートの選定を検討する際には、特に重要な6つの要素があります。以下の比較表は、これらの主要な性能要因について、高精度設計型、フローティング型、固定式の3つのソリューションレベルを示しています。
| 評価項目 | 高精度なソリューション | フローティングストリッパープレート | 固定式ストリッパープレート |
|---|---|---|---|
| ストリッピング力の能力 | CAEシミュレーションにより特定アプリケーションに最適化されており、精密な調整でパンチ力の10~25%を処理可能 | スプリングの選定により調整可能。通常、高いストリッピング力を効果的に処理できる | 剛性取り付けで対応可能な範囲に限られるため、低負荷用途に最適 |
| 材料の厚さ範囲 | 薄板から厚板まで全範囲に対応。用途に応じた最適化が可能 | 1.5mmを超える材料に優れ、圧力の制御が必要な厚板材の処理に適している | 1.5mm未満の薄板材に最適。厚板材への対応は困難 |
| 維持 要求 | シミュレーションデータによる予知保全を実現。サービス間隔の最適化 | 定期的なスプリング点検および交換が必要。周期的な調整が必須 | メンテナンスが最小限。摩耗部品が少なく、監視や交換の必要が少ない |
| 初期コスト | プレミアム投資。初期コストは最も高いが、性能最適化によって相殺される | 中程度から高め。固定式代替品より20~40%高価 | 初期投資が最も低く、適切な用途では経済的 |
| 最適な適用例 | 自動車OEM要件、ゼロ欠陥生産、複雑なプログレッシブ金型 | 厚板材料、プログレッシブ金型、スラグ引き防止、高精度位置決め | 薄板スタンピング、高速運転、シンプルなブランキング、電子部品 |
| 生産量の適応性 | 高品質が要求される大量生産。数百万サイクルに対応 | 中~高ボリューム;スプリング交換により定期的なメンテナンス期間が追加される | すべての生産量において対応可能;特に高速・大量生産の薄肉材加工にコスト効率が高い |
各オプションがそれぞれ明確な性能範囲を占めている点に注目してください。高精度設計されたソリューションは最大限の能力を発揮しますが、それに見合った投資が必要です。フローティング構造は汎用性と管理可能な複雑さのバランスを実現しています。固定式プレートは、その強みに合致する用途に対してシンプルさと経済性を提供します。
用途タイプ別選定マトリクス
一般的な比較を超えて、特定のアプリケーションシナリオでは明確な推奨事項があります。以下のマトリクスを使用して、プロジェクトの特性に最も適したストリッパープレート方式を選定してください。
| 適用シナリオ | 推奨されるソリューション | 理由 |
|---|---|---|
| IATF要件に対応した自動車用構造部品 | 精密エンジニアリング | OEMレベルのトレーサビリティ要求、ゼロ欠陥の期待、複雑な形状には高品位な金型が適している |
| 5ステーション以上のプログレッシブダイ | フローティング式または高精度設計 | 複数の工程にわたる素材の制御により、累積的な位置決め誤差を防止します |
| 厚鋼板のブランキング(2mm以上) | 浮遊 | スプリング力が材料のスプリングバックに対抗し、スラグ引き取りを防止します |
| 高速コネクターターミナルのスタンピング | 固定 | 薄材および極高速度では、スプリングによる追従性よりも剛性の安定性が好まれます |
| 試作および小ロット生産 | 固定 | 量産開始前に金型が変更される可能性がある場合、投資額を抑えることが適切です |
| 加熱プレートストリッパーの用途 | 精密エンジニアリング | サーマルマネジメントには、クリアランスを維持するためのシミュレーション主導の設計が必要です |
| 成形用ストリッパープレートの試作金型開発 | フローティング式または高精度設計 | 調整機能により設計の反復に対応可能。制御された押し出しは部品表面を保護します。 |
| シンプルな円形ブランキング加工 | 固定式(またはリングストリッパー) | 単純な形状では、フローティング構造の複雑さを正当化できません。 |
用途が複数のカテゴリにまたがる場合(たとえば、薄い材料を高速で処理するプログレッシブダイなど)は、それぞれの要因を適切に評価してください。主となる要件が通常選定を決定し、副次的な要因が初期の方向性を確認または調整します。
コストと性能のトレードオフを明確化
初期購入価格は総コストの一部しか示していません。賢明な金型選定では、生産ライフサイクル全体にわたる経済的全体像を考慮する必要があります。
- 初期投資: 固定式プレートはフローティング式と比べて20〜30%低コスト。高精度設計ソリューションはプレミアム価格になります。
- セットアップ時間: 固定式プレートは最小限の調整で迅速に設置可能。フローティング式はスプリングのプリロード調整を必要とし、高精度ソリューションには最適化されたセットアップ手順が含まれます。
- メンテナンス頻度: フローティングシステムのばねは50万~100万サイクルごとの点検が必要です。固定プレートは数年間メンテナンス不要で運転可能な場合があります。
- ダウンタイムコスト: ストリッパー関連の停止は、初期の金型投資に関係なく生産時間に影響します。不適切なタイプを選択すると、継続的なコストが発生します。
- スクラップ削減: 適切なストリッパー選定は直行歩留まりに直接影響します。高品質なソリューションは、不良率の低下により多くの場合費用を回収できます。
- 工具寿命への影響: 適切なストリッピング力はパンチとダイの寿命を延ばします。不一致のシステムはすべての切断部品の摩耗を加速させます。
射出成形で使用されるチューブ状エジェクション方式を備えた成形用ストリッパープレートを例に考えてください。初期の複雑さへの投資により、一貫した製品品質が実現され、二次工程や顧客返品が削減されます。この原則はスタンピングにも当てはまり、ストリッパープレートシステムへの適切な投資は、後工程での品質向上を通じて多くの場合、正のROIをもたらします。
最も高価なストリッパープレートは、購入価格に関係なく間違ったものである。100万個の生産で2%の余分なスクラップを発生させる低コストの固定式プレートは、一貫した品質を提供する高級フローティングシステムよりもはるかに大きな費用をもたらす。
ストリッパープレートへの投資に対するROIを計算する際には、以下のような見過ごされがちな要素を含めるべきである。
- 設計工数: 複雑な用途では、シンプルなストリッパーを使用した複数回のトライアウトが必要になる場合があるが、高精度に設計されたソリューションではそのような時間が不要になる
- 機会損失: ストリッパーの問題をトラブルシューティングしている間の生産開始遅延は、市場での立場や顧客の信頼を損なうコストとなる
- 連鎖的影響: ストリッパーによる部品の損傷は、下流工程での組立問題、保証請求、および評判への悪影響を引き起こす可能性がある
- 柔軟性の価値: フローティングストリッパーの調整機能により、材料のロット変動やパンチの摩耗に対してもダイの修正なしに対応できる
高リスクが伴う用途、例えば自動車の安全部品、医療機器、航空宇宙部品においては、高精度に設計された、または適切に仕様設定されたフローティングシステムの性能保証がそのプレミアム価格を正当化します。一方、許容公差が緩い汎用品部品については、固定ストリッパーが費用対効果の高い結果をもたらします。
この包括的な比較フレームワークを活用すれば、一般的な生産シナリオに合わせた具体的な推奨事項を作成し、分析を実際の行動へと展開する準備が整います。
ストリッパープレート選定の最終的推奨事項
技術的な詳細を確認し、トレードオフを評価し、ストリッピングソリューションの全範囲を探ってきました。次に最も重要な段階へと進みます。これらすべての知識を、特定の用途に応じた確かな行動へと変換するのです。新しいプログレッシブダイを設計している場合でも、既存のスタンピング工程のトラブルシューティングを行っている場合でも、あるいは大量生産の立ち上げを計画している場合でも、これらの優先順位に基づく推奨事項が、適切なストリッパー板の選定へと導きます。
覚えておいてください。「絶対的に最良」のストリッパー板を見つけることが目的ではありません。独自のアプリケーション要件に合わせて、特定の状況において最適な性能、信頼性、コストパフォーマンスを実現するソリューションを選択することが真の目的です。
ストリッパー板選定のロードマップ
無数のアプリケーションを分析し、固定式とフローティング式のストリッパー板の選択についてあらゆる観点から検討した結果、明確な傾向が浮き彫りになりました。以下に示す優先順位付きの推奨事項は、経験豊富なダイ設計エンジニアが採用する意思決定プロセスを反映しています。
- IATF適合性を必要とする自動車用精密プレス加工向け: CAEシミュレーション能力と品質認定製造を組み合わせた、認定された金型エンジニアリング専門企業と提携してください。自動車用途における安全性への影響、OEMのトレーサビリティ要件、そしてゼロ欠陥という厳しい要求は、市販品ベースのアプローチではなく、精密設計されたソリューションを必要としています。紹一(Shaoyi)のような企業はこの能力を体現しており、シミュレーション主導の設計手法により、最短5日での迅速な試作が可能で、初回通過承認率93%を達成しています。IATF 16949認証および包括的な金型設計ノウハウを持つ彼らは、貴社の用途が専門的な金型エンジニアリング支援を求める場合に頼りになる存在です。
- 1.5mm未満の薄板材料向け: 固定ストリッパープレートは、費用対効果が高く信頼性の高い性能を提供します。剛性のある取り付け構造により、優れたパンチガイド機能、最小限のメンテナンス要件、および数百万サイクルにわたり安定した動作が実現されます。高速電子部品のスタンピング、薄板の自動車用ブラケット、およびシンプルなブランキング作業は、通常このカテゴリに該当します。このような用途では過剰設計を避け、フローティング式や高精度設計のソリューションを本当に必要とするプロジェクトに高価なツーリング予算を割り当てましょう。
- 厚板材またはプログレッシブダイ向け: フローティングストリッパープレートは、こうした用途に求められる制御された圧力と素材取扱性能を提供します。スプリング式構造は材料のスプリングバックに対抗し、スラグ引き抜けを防止し、長時間の連続生産中に発生するパンチ摩耗にも対応できます。1.5mmを超える材料や、複数ステーションを持つプログレッシブダイを使用する場合、フローティング式の調整可能で能動的なストリップ力は、通常その高い初期投資を正当化します。
- 試作および開発作業向け: 特定のアプリケーション要件が明確にそれ以外を示していない限り、固定ストリッパーから始めること。設計が量産開始前に変更される可能性がある場合、初期投資を抑えられる点で合理的です。試作結果で必要と判断された場合は、量産用金型において後からフローティング方式にアップグレードすることも可能です。
- 特殊装置アプリケーション向け: 装置の特定の要求事項を検討してください。たとえば、ヤードマックスの丸太割断機用ストリッパープレートは、精密プレス金型とはまったく異なる要件に直面します。重い衝撃負荷、屋外環境への露出、異なる材料特性などです。ストリッパーの選定は、プレス金型のガイドラインを一律に適用するのではなく、実際の使用環境に合わせて行うべきです。同様に、テスト装置用のイングンストリッパープレートは、他の要因がフローティング方式を推奨する場合でも、精度の高いアライメントが要求されるため、固定式が好まれることがあります。
アプリケーションに適したストリッパーのタイプを選定する
優先される推奨事項に加えて、選定をさらに洗練するためのアプリケーション固有の知見を検討してください。
- 部品の平面性が重要な場合: フローティングストリッパーは、制御された押さえ力により、切断中に材料が持ち上がって寸法の歪みが生じるのを防ぎます。
- 複数の材料厚さを加工する場合: ストックの違いに調整可能であるため、ダイの改造なしで対応できるアジャスタブルストリッパープレートは、その柔軟性から大きなメリットをもたらします。
- スラグ引き(スラグの残留)が品質問題を引き起こす場合: フローティング構造による能動的な下向き圧力は、パンチ面へのスラグ保持を大幅に低減します。
- ダイの高さが制限されている場合: 固定式ストリッパーは、最小限の垂直方向スペースを必要とするため、プレスの閉じ高さが限られた用途において貴重な空間を節約します。
- メンテナンス時間枠が限られている場合: 固定設計では部品数が削減されるため、点検、調整、または交換が必要な部品が少なくなります。
- 研磨性の材料を加工する場合: ストリッパーの選定に合わせて適切な表面処理および高品質なパイロットパンチ材質を組み合わせることで、寿命を延ばすことができます。
ヤードマックス・ログスプリッターのストリッパープレート交換などの特殊用途では、スタンピング金型の決定で重視される精度ではなく、耐久性と耐衝撃性に重点を置いたまったく異なる選定基準が適用されることに注意してください。
一般的なシナリオに対する専門家の推奨
特定の意思決定に直面している読者向けに、最も一般的なアプリケーションシナリオに基づく直接的なガイドラインを以下に示します:
- 新しいプログレッシブダイ工程を開始する場合: 設計段階でCAEシミュレーションに投資し、鋼材を切断する前にストリッパープレートの構成を最適化してください。シミュレーション費用は試作段階での修正コストに比べてごくわずかです。
- 部品品質が不安定な場合: 現在使用しているストリッパーのタイプが、材料の厚さおよび複雑さの要件に合っているかを評価してください。固定式からフローティング式へのアップグレードにより、慢性的な品質問題が解決されることがよくあります。
- 高ボリュームの自動車生産を計画する場合: プログラムの早い段階でIATF認証を受けたダイ設計の専門家と連携してください。 シャオイのエンジニアリングチームは oEM基準に合わせた高品質かつ費用対効果の高い金型を提供し、お客様の生産需要に応じてスケールアップ可能な大量生産能力を備えています。
- 予算制約と性能要件のバランスを取る場合: 必要な場所でのみフローティング式または高精度設計ソリューションを採用するために、予算を確保する目的で、適切な場所では固定式ストリッパーを使用します。
- 既存のダイを改造する場合: リングストリッパーは、ストリッププレート全体を交換することなく、特定のパンチ位置にフローティング式ストリッピング機能を追加するための実用的なアップグレード手段を提供します。
固定ストリッパープレートとフローティングストリッパープレートの選択は最終的に一つの原則に帰結します:解決策を実際の要件に適切に合わせることです。設計不足では品質問題が生じ、過剰設計では資源が無駄になります。最適な選択は、アプリケーションが本当に何を要求しているかを正直に評価することにあります。
ストリッパープレートの選定を進める際には、この決定が金型設計の他のすべての側面と密接に関連していることを忘れないでください。最良のストリッパープレートの選択とは、パンチ形状、材料特性、生産量、品質要件、保守能力といった要素を個別ではなく相互に関連した要因として総合的に考慮することです。不確かな場合は、お客様のアプリケーション全体を評価し、特定の成功に最適化されたソリューションを提案できる経験豊富な金型エンジニアに相談してください。
固定式とフローティング式ストリッパープレートに関するよくある質問
1. プレス金型におけるストリッパープレートとは何ですか?
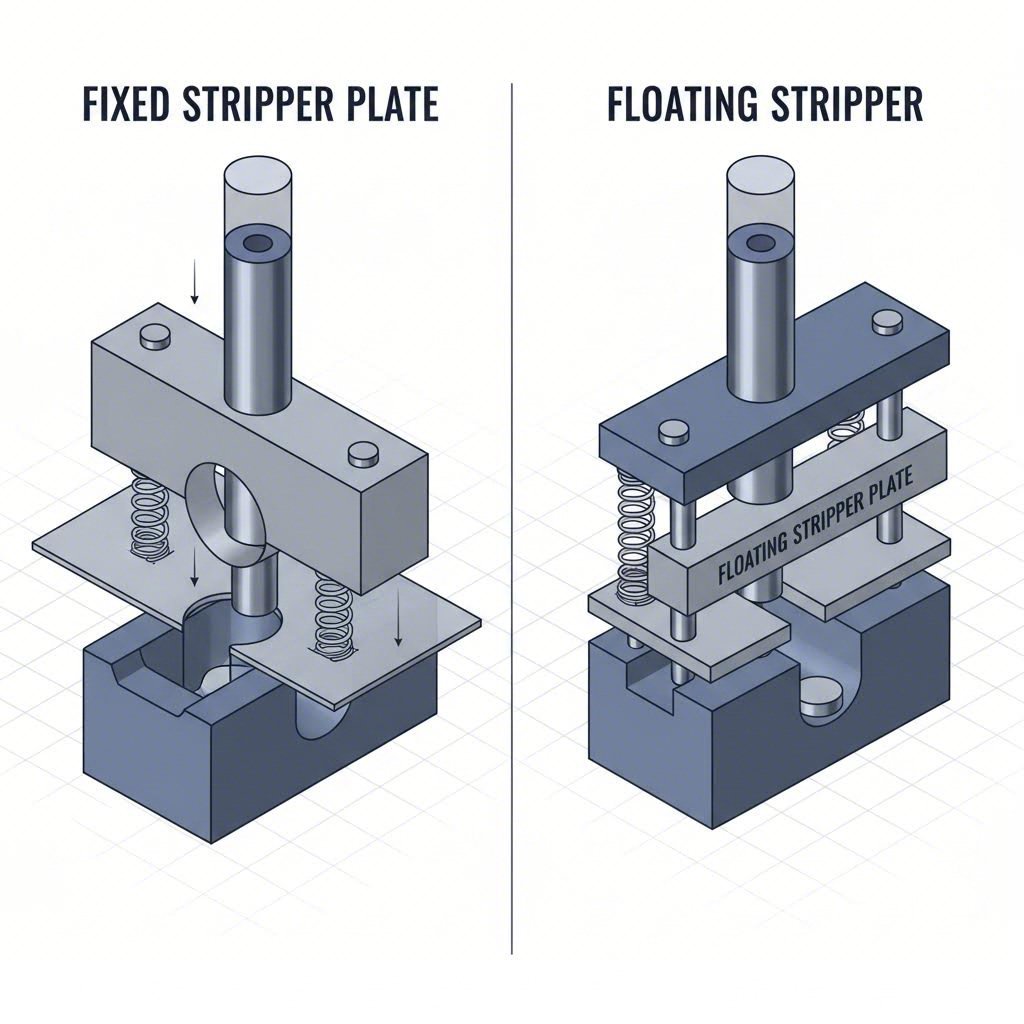
ストリッパプレートは、各ストローク後にパンチから被加工材を除去する重要な金型部品です。ストリッパプレートは固定式(剛性で取り付け)またはフローティング式(スプリング負荷)のいずれかです。固定ストリッパはストック材を剥離しますが、作業中に保持しません。一方、フローティングストリッパはスタンピング中に材料を積極的に押さえつけ、スプリングの力を利用して制御された排出を行います。ストリッパのタイプの選択は、部品品質、工具寿命、生産効率に直接影響します。
2. プレス工具用途におけるストリッピングフォースとは何ですか?
ストリッピングフォースとは、切断後にパンチに付着した材料を剥離するために必要な力のことです。通常、ブランキングフォースの10〜25%の範囲になります。フローティングストリッパプレートはスプリングの選定により調整可能なストリッピングフォースを提供しますが、固定式プレートはプレスストローク自体に依存します。適切なストリッピングフォースを設定することで、スラグの引き抜きを防止し、部品のきれいな分離を保証し、スタンピング作業におけるサイクルタイムの一貫性を維持できます。
3. 固定ストリッパプレートとフローティング式のどちらを使うべきか?
固定ストリッパープレートは、1.5mm未満の薄板材、毎分400ストロークを超える高速スタンピング作業、およびシンプルなブランキングダイに最適です。フローティングタイプと比較して20〜30%コストが低く、メンテナンスがほとんど不要で、精密電子部品のスタンピングにおいて優れた安定性を提供します。材料の挙動が予測可能で、厳密な押さえ力の制御が重要でない場合に、固定ストリッパーを選択してください。
4. フローティングストリッパープレートの主な利点は何ですか?
フローティングストリッパープレートは、1.5mmを超える厚板材、プログレッシブダイ、および精密な部品位置決めを必要とする用途に優れています。主な利点には、パンチング時の優れた材料制御、能動的な下向き圧力によるスラグの引き抜け防止、パンチ摩耗に対する自動補償機能、および調整可能なスプリング力があります。材料のスプリングバック、複雑な形状、または欠陥ゼロの生産要件により、制御されたストリッピング力を必要とする場合には不可欠です。
5. ストリッパーバーおよびストリッパーリングとストリッパープレートの違いは何か
ストリッパーバーは金型開口部にわたる細長い焼入れ鋼製ストリップであり、シンプルなブランキングや大型部品、低コストでのクイックチェンジ工具に最適です。ストリッパーリングは個別の円形パンチを囲むように配置され、単一パンチ作業やタレット工具に最適です。一方、ストリッパープレートは複雑なプログレッシブ金型に対して材料全体を制御できるため、多工程で高精度の作業に適しています。使用する部品の選定は金型の複雑さに基づいて行います。つまり、多工程の精密作業にはプレート、簡易作業にはバー、独立した円形パンチにはリングを使用してください。