 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

カスタム機械加工コストの実態:工場が事前に明かさない真実
現代の製造業にとってカスタム機械加工が本当に意味するもの
エンジニアが、どのサプライヤーの在庫にも存在しない高精度部品をどのようにして製作しているのか、一度でも考えたことがありますか? そのような部品の製作には、カスタム機械加工が活用されます。この製造手法の本質は、CNC技術を用いて、顧客が指定した正確な仕様に完全に適合する部品を製作することにあります。つまり、独自の形状・寸法、厳しい公差、および標準的な量産手法では実現できない顧客特有の要件を満たす部品です。
大量生産とは異なり、 同一部品の大量出荷を優先する カスタム機械加工サービスは、柔軟性と高精度を重視します。既存の製品ラインナップに縛られることはありません。代わりに、設計チームが、正確な寸法、形状、材質要件を明記した詳細なCADモデルを作成します。その後、CNC装置およびプログラミングによって、そのデジタル設計図が、驚くほど高い精度で物理的な部品へと変換されます。
青写真から精密な現実へ
コンセプトから完成部品に至るまでのプロセスは、体系化された手順に従って進められます。まず、お客様のエンジニアリングチームが、すべての重要な寸法を明記した包括的な設計を作成します。次に、試作工程に入り、機械加工された部品に対して機能性を確認するための厳格な試験が実施されます。この検証が完了して初めて、本格的な量産工程が始まります。
こう考えてみてください。「大量生産」は「1時間あたり、同一の部品を何個製造できるか?」を問うのに対し、「カスタム機械加工」は「この唯一無二の部品には、どのような正確な仕様が求められるか?」を問います。この違いこそが、メーカーがあなたのプロジェクトに取り組む姿勢を根本的に規定します。
カスタム機械加工は、設計意図と物理的現実との間に不可欠な橋渡し役であり、複雑なエンジニアリング概念を、構想通りに正確に機能する精密部品へと変換します。
標準部品の限界
標準的な市販部品は、汎用用途には十分に機能します。しかし、プロジェクトで公差が0.003~0.005インチという極めて厳しい要求を満たす必要がある場合、あるいは既存のカタログ製品では実現できない特殊な形状を設計に求められる場合はどうなるでしょうか?こうした状況こそ、高精度機械加工サービスの価値が最も発揮される場です。
航空宇宙産業、医療機器産業、防衛産業などは、この手法に大きく依存しています。これらの産業で使用される部品は、極めて厳格な規格を満たす必要があります。たとえ微視的な寸法誤差であっても、安全性や性能に悪影響を及ぼす可能性があるからです。例えば、外科手術器具は、民生品で許容されるような寸法変動を一切許容できません。
その利点は、単なる高精度にとどまりません。
- カスタム仕様 既存システムとの互換性を向上させるもの
- 優れた材料選定 特殊合金やエンジニアリングプラスチックを含む多様な材料
- 革新的なデザイン 企業に競争上の優位性をもたらすもの
- エラーの削減 より厳格な品質管理プロセスを通じて
この記事を通じて、カスタム製造を支える主要なCNC加工プロセスについて理解し、適切な材料の選定方法、公差要件の把握、代替製造手法との比較、そしてご自身の特定のニーズに最も適した製造パートナーの選び方を学びます。プロトタイプ開発であれ、限定生産計画であれ、これらの基本的な知識を理解しておくことで、プロジェクトの目標および予算に合致した、根拠のある意思決定が可能になります。

カスタム製造を支える主要なCNC加工プロセス
カスタム機械加工が提供する価値を理解したところで、次にその「魔法」を実現する工作機械について探っていきましょう。精密製造の基盤を支えるのは、主に4つのCNC加工プロセスです。それぞれが特定の用途に対して明確に異なる能力を備えており、どのプロセスをいつ用いるべきか、またそれらがどのように連携するかを理解することは、プロジェクトの成功とコストに大きく影響します。
CNCフライス加工および旋盤加工の基礎
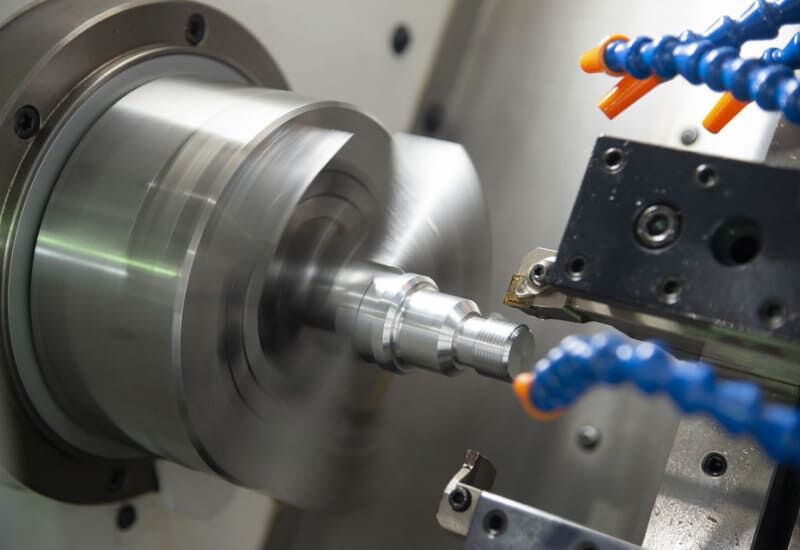
アルミニウムの塊から複雑な3D形状を彫刻する様子を想像してみてください。それが実質的にCNCフライス加工が行う作業です。回転する切削工具がワークピース上を多方向に移動し、 材料を削り取り、精巧な幾何形状を形成します。 また、凹部(ポケット)、溝(スロット)、表面形状などの特徴も加工可能です。最新の5軸フライス盤では、ワークピースを再位置決めすることなく、事実上あらゆる角度からアプローチできるため、公差の累積を最小限に抑え、±0.0005インチ(約±0.013 mm)という寸法精度を達成できます。
なぜフライス加工はこれほど汎用性が高いのでしょうか? CNC切削機械は、複雑な輪郭を正確に加工でき、詳細な表面テクスチャを再現でき、手作業では到底実現不可能な特徴形状も創出できます。内部空洞を備えたプロトタイプ用ハウジングであれ、精密な取付面を有する量産用部品であれ、フライス加工はその幾何学的複雑さを難なく処理します。
CNC旋盤加工は、根本的に異なるアプローチを採用します。この工程では、被加工物が回転し、固定された切削工具がそれを円筒形状に仕上げていきます。シャフト、ブッシュ、ピンなど、回転対称性を持つ部品が該当します。高品質なCNC旋盤加工サービスでは、直径寸法において±0.0005インチ(約±0.013 mm)の公差を達成でき、精密な嵌合を要する部品の製造に不可欠な工程です。
ライブツーリング機能を備えた最新式CNC旋盤では、旋盤加工とフライス加工の境界が曖昧になります。これらの機械は、被加工物をチャックで保持したまま、穴あけ、タッピング、さらにはフライス加工まで行うことが可能であり、セットアップ時間の短縮と、複数回の取扱による誤差の排除を実現します。スイス型旋盤は、従来の旋盤ではたわみ問題により加工が困難な、細長く薄い部品の製造に特に優れています。
どちらを選択すべきかは、部品の主な形状を考慮してください:
- 主に円筒形 回転対称形状を有する → CNC旋盤加工
- 複雑な3D形状 ポケットや輪郭形状を有する → CNCフライス加工
- 両方の形状が組み合わさったもの → 多軸マイルトーンセンター
高精度ドリル加工
一見単純に思えるでしょう?「穴を開けるだけ」だと思われがちですが、実はそうではありません。カスタム製造における高精度ドリル加工は、単にドリル刃を金属に押し込む作業よりもはるかに複雑です。この工程には、正確な直径を得るためのリーマ加工、ファスナー頭部の収容を目的としたカウンターボーリング、そして長さ対直径比が10:1を超える部品に必要な深孔加工などが含まれます。
組立用途においては、穴の公差が極めて重要です。たとえば、シャフト用ベアリングでは、適切な機能を発揮するために正確な内径の穴が必要です。穴が大きすぎると振動が生じ、小さすぎると摩擦が増して早期摩耗を招きます。現代のCNCドリル加工では、位置精度を通常±0.001インチ(約±0.025 mm)、特に重要な特徴部では直径公差を±0.0005インチ(約±0.013 mm)以内に達成しています。
放電加工(EDM)が不可欠となる場合
従来のCNC切削工具では、必要な形状にアクセスできない場合、あるいは材料が非常に硬く、従来の加工方法では工具が瞬時に破損してしまう場合には、放電加工(EDM)がその解決策となります。
放電加工(EDM)は、物理的な接触を伴わず、制御された電気火花によって材料を侵食する加工方法です。ワイヤー放電加工(Wire EDM)は、±0.0001インチ(約±2.54 μm)という極めて狭い公差で複雑な2次元プロファイルを加工できます。これは標準機械加工の公差よりも10倍厳密です。シンカー放電加工(Sinker EDM)は、成形電極を用いて内部形状を形成し、複雑な3次元型腔を製作します。精密機械加工の専門家によると、 EDMでは、表面粗さRa 0.1 μmまでの仕上げ面が得られます 。これにより、二次的な研磨工程を完全に不要にできる場合が多くあります。
EDMは、特に60 HRCを超える高硬度材——工具鋼、タングステンカーバイド、および従来の切削工具を急速に摩耗させるような特殊合金——の加工において卓越した性能を発揮します。医療機器メーカーは、極めて高い硬度と複雑な幾何形状の両方を要する外科手術器具の製造において、頻繁にEDMを指定しています。
加工方法の比較(概要)
適切な加工方法を選択するには、お客様の具体的な要求仕様に基づく判断が必要です。以下の比較表は、各加工法がどのような加工能力を提供するかを理解するための参考となります:
| プロセスタイプ | 最適な適用例 | 典型的な公差 | 物質的相容性 |
|---|---|---|---|
| CNCミリング | 複雑な3次元形状、表面形状、凹部(ポケット)、溝(スロット) | ±0.0005" から ±0.002" | アルミニウム、鋼、チタン、プラスチック、複合材料 |
| CNCターニング | 円筒状部品、シャフト、ブッシング、ねじ付き部品 | ±0.0005" から ±0.001" | すべての機械加工可能な金属およびエンジニアリングプラスチック |
| ドリル加工/リーマ加工 | 高精度穴、カウンターボア、深穴加工用途 | 直径公差 ±0.0005インチ、位置公差 ±0.001インチ | ほとんどの金属およびプラスチック |
| ワイヤー/シンカー放電加工(EDM) | 焼入材、複雑な形状、内部空洞部品 | ±0.0001" から ±0.0005" | あらゆる導電性材料(特に焼入鋼) |
複雑な部品製造における複数工程の組み合わせ
多くのサプライヤーが事前に明確に説明しない点は以下の通りです:ほとんどの高精度部品は、複数の工程を経て製造されます。例えば、CNCフライス加工で作製されたハウジング部品には、旋盤加工によるボス部、取付け用のドリル穴、そして放電加工(EDM)によるスロット加工など、同一部品上で複数の異なる加工が施されることがあります。こうした工程の複雑さを理解しておくことで、現実的な納期およびコストを見積もることが可能になります。
信頼性の高いCNC旋盤加工サービスを提供する事業者は、通常、放電加工(EDM)の専門業者と提携しているか、あるいは自社内で複数の加工工程に対応できる体制を整えています。見積もりを検討する際には、ご依頼部品が実際にどのような工程を経て生産されるかを確認してください。工程数(セットアップ回数)が少ないほど、寸法公差の制御が容易になり、コストも低減されます。複数の加工工程を一括して対応できる工場では、外部の下請け業者へ各工程を発注する場合と比べ、より厳しい仕様を維持することが可能です。
真の問題は、高精度部品をどの材料で製造するかという点に集約されます。この選択は、最適な加工プロセスが何かという点に影響を与えるだけでなく、最終部品の性能特性にも直接影響します。
カスタム機械加工部品向け材料選定ガイド
適切な材料を選定することは、あなたのカスタム機械加工プロジェクトにおいて 最も重大な意思決定となる可能性があります 。その理由は、材料選定が加工条件(切削条件)、表面仕上げ品質、および実際の使用環境下における最終部品の性能に直結するからです。しかし、多くの加工業者はこの議論を全く行わず、お客様自身で判断することを余儀なくさせています。
ここでは、金属および合金、エンジニアリングプラスチック、特殊材料という3つのカテゴリーに分けて、それぞれの選択肢を解説します。各カテゴリーには、ご要件に応じた明確な利点があります。
要求の厳しい用途向けの金属および合金
強度、耐久性、熱的性能が最も重視される場合、金属は依然として最も信頼できる選択肢です。ただし、どの金属を選ぶべきかは、あくまでご使用目的に完全に依存します。
アルミニウム合金 軽量性という明確な理由から、航空宇宙および自動車分野のアプリケーションで広く採用されています。Xometry社の材料ガイドによると、これらの軽量材料は優れた熱伝導性を備えており、熱処理により強度を高めることができます。例えばアルミニウム7075は、引張強さ540 MPaを発揮しながらも高い切削性を維持しており、重量削減が直接的に燃費向上に寄与する構造用機体部品に最適です。
- アルミニウム 6061 – 優れた溶接性、広範囲にわたる押出成形対応、汎用用途に最適
- アルミニウム7075 – 高強度(540 MPa)、優れた疲労抵抗性を有し、航空宇宙分野で好まれる
- アルミ 5083 – 非熱処理系合金の中で最も優れた耐食性を有し、海洋環境への適用に適しています
ステンレス鋼 腐食抵抗性が最優先される場合、これは不可欠となります。304および316などのオーステナイト系ステンレス鋼は、旋盤加工、ねじ切り、穴あけ、フライス加工などの切削加工において優れた切削性を示します。316グレードにはモリブデンが含まれており、クロル酸に対する耐食性・安定性が向上するため、医療機器および化学処理装置に最適です。
耐摩耗性が求められる用途ではどうでしょうか?ここでは、ブロンズの機械加工が極めて有効です。CNC加工によるブロンズ部品は、ベアリング、ブッシュ、スライディング面など、自己潤滑性により保守作業の頻度を低減できる用途に優れています。真鍮合金(銅-亜鉛系合金)は、優れた切削性および高温での成形性を備えており、船舶および自動車分野への適用に適しています。
亜鉛合金金属 自動車および電子機器用途においては、特に注目すべき合金です。これらの合金は優れた鋳造性と二次加工における良好な切削性を兼ね備えており、中程度の強度が要求される複雑なハウジング、ブラケット、構造部品の製造においてコスト効率に優れます。
エンジニアリングプラスチックおよび特殊材料
化学薬品耐性や電気絶縁性、あるいは単に金属よりも軽量な代替材料が必要な場合、エンジニアリングプラスチックは優れた性能を発揮します。重要なのは、材料の特性をご要件に応じた機能に正確に適合させることです。
デルリン材 (デュポン社のホモポリマー・アセタールの商標名)は、高精度機械部品において特に際立っています。Xometry社のアセタール加工仕様によると、ポリアセタール(デルリン)は、標準公差±0.010インチ、達成可能な公差±0.001インチという優れた寸法安定性を有しています。このデルリン樹脂は−40°C~120°Cの広範囲な温度条件下でも特性を維持します——これはほとんどのプラスチックをはるかに上回る性能です。
- デルリン 150 – 高い衝撃抵抗性と低摩擦性を備え、ギアおよびブッシュへの使用に最適
- デルリン 100 AF – ベアリング用途における耐摩耗性を向上させるため、PTFEが配合された製品
衝撃抵抗性が最も重要となる場合、機械加工用途にはナイロンの採用をご検討ください。この熱可塑性樹脂は、優れた引張強度に加え、傷つきにくさを兼ね備えており、繰り返し荷重を受ける構造部品に適しています。
PEEK (ポリエーテルエーテルケトン)は、エンジニアリングプラスチックにおける最上級クラスに位置付けられます。高温下でも化学耐性を維持するとともに、優れた疲労抵抗性および低摩擦係数を発揮します。医療用インプラントや航空宇宙部品では、生体適合性や過酷な使用条件を満たすために、しばしばPEEKが指定されます。
- ポリカーボネート – 破損しにくく、高剛性であり、透明構造部品に最適
- PTFE (テフロン) – 極めて優れた化学耐性を有するが、熱膨張のため寸法精度の厳しい部品の製造には課題がある
- Uhmw polyethylene – 優れた耐摩耗性と自己潤滑性を有し、極低温環境下でも優れた性能を発揮
材料選定がプロジェクトに与える影響
多くのサプライヤーが事前に明言しない重要な点は、材料選定がプロジェクトのあらゆる側面に影響を及ぼすという点です。硬い材料は、送り速度を遅くする必要があり、工具交換もより頻繁に行う必要があります——これにより直接的にコストが増加します。一方、柔らかいプラスチックは標準的な工具で良好な表面仕上げが得られる場合がありますが、継続的な荷重下ではクリープ(徐変)が発生する可能性があります。
以下の実用的なトレードオフを検討してください:
- 切削性 vs. 性能 – 切削性の優れた合金は加工速度が速いものの、強度が低下する場合があります
- 表面仕上げ性能 – 一部の材料は美しい鏡面仕上げが可能ですが、他の材料は二次加工を要します
- 熱的挙動 – 熱膨張係数の高いプラスチックでは、厳密な公差を確保することが困難になります
- 費用 の 影響 – 特殊合金および特殊プラスチックは、プレミアム価格が設定されています
最適なアプローチとは?まず性能要件を明確に定義し、その後、その仕様を満たしつつ、機械加工が可能でコスト効率も高い材料を遡って特定することです。仕様について述べるならば、許容差(トランランス)の要求事項を正確に理解することが、カスタム部品が設計通りに機能することを保証する次の重要なステップとなります。
高精度許容差と品質管理基準の解説
材料を選定し、適切なCNC加工方式を選択しました。次に、予算および部品の機能性に大きく影響を与える問いが立ち上がります。「実際には、どの程度厳密な許容差が必要なのでしょうか?」この点こそが、多くのカスタム機械加工プロジェクトにおいて、優れた成果を収めるか、あるいは過剰仕様による高額な教訓となるかの分岐点なのです。
ASME規格によると、公差とは、寸法の基本値から許容される全偏差範囲を指し、部品が正しく適合・機能することを保証します。しかし、多くの加工業者が説明しない重要な点があります:すべての寸法に同じ精度レベルが求められるわけではありません。公差の分類を理解することで、重要度の高い箇所にのみ適切な公差を指定し、不要なコスト増加を避けられます。
公差クラスの理解とその影響
公差要件は、それぞれ異なる用途に応じて明確に区分されたクラスに分類されます。一般的な商業用公差は、組立時の適合性が厳密に要求されない、ほとんどの汎用CNC加工部品に最適です。一方、航空宇宙産業や医療機器向けの高精度CNC加工サービスを製造する場合には、より厳しい公差仕様が必要となり、それに伴い製造の複雑さも増していきます。
以下に、公差クラスとその実用的な意味合いを比較した例を示します:
| 公差クラス | 標準範囲 | 共通用途 | コストへの影響 |
|---|---|---|---|
| 標準市販品 | ±0.005" から ±0.010" | ブラケット、ハウジング、非重要構造部品 | ベースライン価格 |
| 精度 | ±0.001" から ±0.005" | アセンブリインターフェース、ベアリングの嵌合、ギア部品 | 15–30%のプレミアム |
| 高精度 | ±0.0005" から ±0.001" | 油圧部品、医療機器、光学マウント | 40–75%のプレミアム |
| 超精密加工(スイス型旋盤加工) | ±0.0001" から ±0.0005" | 航空宇宙用計測機器、外科用インプラント、マイクロエレクトロニクス | 100%以上 のプレミアム |
公差が厳しくなるにつれてコストがどのように上昇するかに注目してください。これは、超精密加工を実現するには、加工速度を遅くする必要があり、検査頻度を高め、温度・湿度制御された環境を整え、またマイクロメートルレベルの精度を専門とするスイス型旋盤加工センターなどの特殊な設備を用いることが多くなるためです。
精密製造の専門家によると、工作機械の精度は、達成可能な公差に直接影響します。主軸のランアウト、ガイドウェイの摩耗、熱膨張などにより、系統的な誤差が生じ、それが生産中に累積していきます。このため、すべての工場が同一の精度を提供できるわけではないのです——各社の設備能力には大きな差があるからです。
厳密な公差が必要となる場合
では、機械加工部品の公差を厳しく設定すべきタイミングとはいつでしょうか?機能寸法——つまり、部品が意図した用途を果たす上で直接的に影響を及ぼす特徴——に注目してください。
- 組立インターフェース 部品同士が所定のクリアランスまたは干渉量で確実に嵌合しなければならない箇所
- ベアリングボアおよびシャフト径 精密なランニングフィット(回転用フィット)を要する箇所
- シール面 漏れが機能を損なう可能性がある箇所
- 取付特徴部 他の部品との位置合わせを確立する箇所
実用的なヒントとして:機能性が厳密な公差を要求する箇所にのみ、最も厳しい公差を適用してください。たとえば、ハウジングのベアリングボアには±0.0005インチが必要でも、取付穴には標準的な±0.005インチで十分な場合があります。このような選択的アプローチ——エンジニアが「機能公差解析」と呼ぶ手法——は、性能を損なうことなくコストを最適化します。
金属のCNC加工公差は、材料特性とも相互作用します。熱膨張係数が高いため、アルミニウムは温度管理された環境下での測定を必要とします。一方、焼入鋼は寸法安定性に優れていますが、より慎重な加工が求められます。また、CNCによる金属表面粗さ(仕上げ)も測定精度に影響を与えます——粗い表面では、実際の寸法がどこにあるかという点で不確実性が生じます。
一貫性を保証する品質管理手法
公差を規定しても、堅牢な検証手法がなければ意味がありません。ここで統計的工程管理(SPC)が不可欠となります。根据 IATF 16949ガイドライン によると、SPCは製造工程を監視し、不良品が発生する前にばらつきを検出し、製品品質の継続的改善を実現します。
管理図は、製造工程全体における寸法変動を追跡します。プロットされたデータ点が設定された管理限界内に収まっている場合、工程は安定しています。限界に近づく傾向が見られた時点で是正措置を講じることで、部品が仕様を超過する前に対応が可能になります——これにより、製造後の検出から、製造中の予防へと焦点がシフトします。
IATF 16949(自動車業界向け)およびAS9100D(航空宇宙業界向け)などの認証規格では、体系的な品質アプローチが義務付けられています。これらは単なる書類作成作業ではありません。以下を要求します:
- 文書化された測定手順 検査方法の一貫性を確保すること
- 校正済みの機器 トレーサビリティのある精度基準に基づくこと
- 工程能力調査 機器が仕様を一貫して満たす能力を定量的に評価すること
- 是正措置システム 症状ではなく根本原因に対処すること
測定システムの能力そのものが公差の検証に影響を与えます。業界標準によると、測定不確かさは検証対象の公差の10%未満である必要があります。つまり、±0.001インチの公差を検証するには、±0.0001インチまたはそれ以上の測定精度が必要です。三次元測定機(CMM)は、複数の重要特徴を持つ複雑な部品に対して、この能力を提供します。
公差がコストおよび品質に与える影響を理解することで、根拠に基づいた仕様設定が可能になります。しかし、他の製造方法で同程度の結果が異なる価格帯で得られる場合、カスタム機械加工と比較するとどうなるでしょうか?

カスタム機械加工 vs その他の製造手法
公差および品質管理について理解した今、さらに大きな問いが浮かび上がります:あなたのプロジェクトにとって、カスタム機械加工は本当に最適なアプローチなのでしょうか?多くの工場では、適合性に関係なく受注を優先するため、こうした会話を積極的に行いません。しかし、不適切な製造方法を選択すると、工具費の無駄、納期の遅延、あるいは期待通りに機能しない部品などにより、数千ドルもの損失を被る可能性があります。
CNC加工とその代替手段(3Dプリンティング、射出成形、鋳造)を客観的に比較し、サプライヤーの営業トークではなく、お客様の具体的な要件に基づいた適切な判断ができるようにしましょう。
カスタム機械加工 vs. 加法製造
3Dプリンティングは試作プロセスを革新しましたが、万能な解決策ではありません。Xometry社の製造方法比較によると、CNC加工された部品は、加工工程による影響をほとんど受けずに、素材そのものの固有特性をそのまま発揮します。これは、機械的性能が重要な場合において大きな利点です。
現実として、加法製造は層ごとに部品を構築するため、本質的な制約が生じます。FDM方式で印刷されたABS部品は、素材本来の引張強さのわずか10%程度しか達成できない場合がありますが、SLS方式で成形されたナイロン部品は、ほぼ100%に近い強度を実現できます。このようなばらつきがあるため、強度の一貫性が絶対に不可欠な荷重負担部品には、3Dプリンティングを用いるリスクが高くなります。
以下の用途では、カスタム機械加工部品が優れています:
- 素材本来の全強度 層間接着による異方性の弱点がない
- 表面の表面塗装 積層造形法では達成が難しい特性
- 厳密な寸法公差 ほとんどのプリンターが確実に再現できる範囲を超える
- 材料の選択肢 硬化鋼や3Dプリントで加工できない特殊合金を含む
とはいえ、3Dプリントはセットアップ速度において優れています。CNCサービスでは、最初の切削開始前に、プログラミングおよび治具設定に多大な時間がかかることがあります。一方、3Dプリントでは、ファイルをアップロードしてすぐに造形を開始できます。機械的特性が問われない幾何形状の検証や適合性チェックにおいては、積層造形法がより短納期・低コストで対応可能であり、同等のCNC部品と比較して、コストはしばしば5~10分の1程度に抑えられます。
最終的な判断は、部品の機能要件にかかっています。自問してください。「この部品は荷重下で機能する必要がありますか?それとも単に設計の適合性を確認するだけですか?」
鋳造または成形がより適している場合
生産数量によって状況は一変します。生産数量が数千個規模に達すると、金型費用などの初期投資が高額であっても、射出成形やダイカスト成形がますます魅力的な選択肢となります。
Hubs社の製造ガイドによると、射出成形は大量生産向けの製造工程として最も一般的な手法の一つです。金型の設計・製作が完了すれば、成形工程自体は非常に高速であり、需要が高く納期が厳しい業界にとって理想的です。ただし、金型製作にはコストがかかります。単純な形状であれば約3,000米ドルですが、複雑な多腔金型では10万米ドル以上になる場合もあります。
ダイカストは、金属加工用途において同様の経済性を提供します。製造プロセスの比較によると、1万個の生産規模では、CNC切削加工と比較して、ダイカストを採用することで年間30万米ドルを超えるコスト削減が実現可能です。これは、高額な金型投資費用が数千個の部品に分散されるため、1個あたりのコストが大幅に低下するからです。
しかし、こうした比較ではしばしば見落とされる点があります。CNCプロトタイピングは、開発段階において特に優れています。設計が未確定の段階で、試験後に修正が必要になる可能性のある射出成形用金型に5万ドルもの費用をかけるのは、財務的に合理的ではありません。金属切削加工であれば、製造用金型への本格的な投資を行う前に、素早く試作・改良を重ね、設計を最適化できます。
以下の場合は鋳造を検討してください:
- 年間生産数量が1,000~5,000個を超える
- 部品の形状に内部空洞が含まれる 加工が困難
- 設計が最終確定済み かつ変更される可能性が極めて低い
- 納期に余裕がある 金型製作に典型的な8~16週間のリードタイムを確保できる
製造方法の比較
この包括的な比較により、ご自身のプロジェクト要件に最も適合する手法を評価できます。
| 方法 | 理想的な生産数量範囲 | 幾何学的加工能力 | 材料の選択肢 | 納期 | 部品単価の傾向 |
|---|---|---|---|---|---|
| CNC加工 | 1〜5,000ユニット | 複雑な外部形状、厳密な公差 | すべてのエンジニアリング用金属およびプラスチック | 通常1~15日 | 生産数量にかかわらず安定 |
| 3Dプリント(FDM/SLS) | 1~500個 | 内部格子構造、有機的形状 | 熱可塑性樹脂、DMLSによる一部金属 | 通常1~5日 | 部品単位あたりのコストは一定 |
| インジェクション成形 | 5,000個以上 | 複雑な形状、サイドアクションによるアンダーカット対応 | 熱可塑性樹脂、熱硬化性樹脂 | 金型製作:8~16週間+量産:数日 | 生産数量が増えるにつれて大幅に低下 |
| 圧力鋳造 | 2,000ユニット以上 | 複雑な金属部品、薄肉部品 | アルミニウム、亜鉛、マグネシウム合金 | 10~20週間(金型製作)+日数(量産) | 生産数量が増えるにつれて大幅に低下 |
| 砂型鋳造 | 1,000~2,000個 | 大型部品、内部空洞 | 鉄金属および非鉄金属 | 2~6週間 | 中程度(量産規模が大きくなるにつれて低下) |
プロジェクトに適した正しい選択をする
多くのサプライヤーが見落としてしまう意思決定プロセスは、以下のようになります:
ステップ1:ご要望の生産数量を明確にする。 試作5個か、量産500個か、それとも50,000個か?この単一の要因が、経済的に適した製造プロセスを左右することが多いです。
ステップ2:幾何学的複雑さを評価する。 内部流路や格子構造(ラティス構造)には積層造形法が適しています。公差が厳しい外部形状には切削加工が適しています。大量生産における複雑な内部空洞には鋳造が適しています。
ステップ3:材料要件を評価する。 高硬度工具鋼または航空機級チタンが必要ですか?CNC加工では、実質的にあらゆるエンジニアリング材料を対応可能です。一方、鋳造および成形は、選択肢を大幅に制限します。
ステップ4:納期を検討します。 来週に急ぎの試作品が必要ですか?その場合はCNC加工または3Dプリントが適しています。6か月後の製品発売を計画しており、その後も安定した量産を予定している場合、成形または鋳造用金型への投資を検討してください。
ステップ5:プロジェクト全体のコストを算出します。 部品単価50ドルのCNC加工見積もりは、部品単価2ドルの射出成形と比較すると高額に思えるかもしれません。しかし、1万点以上でなければ費用対効果が得られない4万ドルの金型費用を考慮すれば、状況は変わります。
カスタム機械加工は、他のどの方法にも真似のできない「最適なバランス」を実現します。すなわち、短納期、材料選択の柔軟性、寸法精度、そして単一試作から中量産に至るまでの経済的実行可能性です。こうしたトレードオフを理解しておくことで、潜在的な製造パートナーとの会話がより的確になり、また相手が自社の技術能力に都合のよい解決策を提案している(=お客様の要件ではなく自社の都合を優先している)場合を的確に見極められるようになります。
コストの話になりますが、実際にはカスタム機械加工の価格を左右する要因とは何でしょうか? これは、ほとんどの加工業者が、最初の段階でお客様に尋ねられることを望まない点です。
カスタムプロジェクトにおけるコスト要因と価格設定戦略
製造方法を比較し、カスタム機械加工がプロジェクトに最適であると判断しました。次に、調達担当者が最も恐れる質問がやってきます。「なぜこの見積もりはこんなに高いのでしょうか?」ここに、多くの工作機械店が積極的に明かさない真実があります——機械加工用金属材料費は最終価格のごく一部に過ぎません。コスト構成全体を理解することで、品質を犠牲にすることなく予算を最適化できます。
カスタム機械加工費用を左右する要因
オンラインでCNC加工の見積もりを依頼すると、価格を決定する複数の相互関連する要素が存在します。業界におけるコスト分析によると、加工時間はしばしば主要なコストドライバーであり、特に大量生産では、わずかな設計上の非効率が数千個の部品にわたって積み重なり、コスト増加を招きます。
実際に見積もりに影響を与える要素は以下の通りです:
- 材料費および切削性 – ステンレス鋼やチタンなどの硬い材料は、切削速度を遅くする必要があり、専用の工具も必要となるため、加工時間とコストの両方が増加します。アルミニウムなどの柔らかい材料は加工が速い一方で、合金の種類によってはキログラム単価が高くなる場合があります。
- 複雑さとセットアップ時間 – 複数の工程設定、カスタム治具、または5軸加工を要する部品では、人件費が大幅に増加します。設計最適化に関する研究によると、セットアップコストはロット数が少ない場合に特に大きくなりますが、生産数量に関係なく固定費用として発生します。
- 許容差の要件 – より厳しい公差(許容誤差)を要求する場合、送り速度を遅くする必要があり、検査頻度も高まり、場合によっては温度・湿度制御された環境が必要になります。標準的な商用公差から超精密公差へと一段階進むごとに、基本コストが15~100%増加します。
- 表面仕上げの仕様 – 「機械加工後そのまま」の仕上げから、研磨、陽極酸化処理、めっきなどの表面処理へと進むには、二次加工工程が必要となり、これにより時間とコストの両方が増加します。
- 注文量 – ここから経済学が興味深くなります。非反復工数(NRE)コスト——プログラミング、治具設計、初期セットアップ——は、ご注文数量全体に按分されます。
に従って 試作経済性分析 つまり、この単品800ドルの見積もり価格は、決して不当な高額請求ではありません。これらのNREコストは、最初の部品に全額負担されています。注文数量を5個に増やせば、部品単価はおよそ半分に低下します。
予算を最適化するための戦略
「近くのCNC加工業者」や「近くの機械加工業者」を検索しても、地域に近い加工店は見つかるかもしれませんが、単なる近接性だけでは最適なコストパフォーマンスが保証されるわけではありません。賢いコスト最適化は、見積もり段階ではなく、設計段階から始まります。
以下の実績のあるコスト削減戦略をご検討ください:
- 製造向け設計 (DFM) – ケービティ(空洞)の深さの少なくとも3分の1以上の角丸半径を指定することで、より大型で高速な切削工具の使用を可能にします。特殊工具や複数の工程設定を要する形状要素は、可能な限り排除してください。
- 材料の置き換え – 303ステンレス鋼などの自由切削合金は、304よりも大幅に高速で切削可能であり、量産時には高めの材料コストを相殺できます。アルミニウム6061は、ほとんどの代替材料と比較して原材料コストが低く、優れた切削性を備えています。
- 公差の最適化 – 機能上必要となる箇所にのみ厳密な公差を指定してください。標準公差±0.005インチは追加コストがかかりませんが、±0.0005インチの公差は切削時間を約2倍にする可能性があります。
- 表面粗さ仕上げ要件の統合 – 同一部品に複数の表面粗さ仕上げを指定すると、マスキングや追加の取扱いが必要になります。可能であれば、単一の仕上げを選択してください。
- 戦略的な数量発注 – オンライン機械加工見積もりでは、数量に応じた大幅な価格割引(価格ブレイク)が明示されることが多くあります。コスト曲線を把握するため、1個、10個、50個、100個の各数量における段階的価格(ティアード・プライシング)を依頼してください。
納期経済性
部品を迅速に必要としていますか? 納期短縮サービス(エクスペディテッド・サービス)は、納期圧縮の度合いに応じて通常25~100%のプレミアム(追加料金)が発生します。しかし、このプレミアムが合理的となるのはどのような場合でしょうか?
以下のケースでは納期短縮を検討してください:
- 生産ラインの停止によるコストが急ぎ手数料を上回る
- 製品の発売期限を missed すると、売上に影響が出る
- 設計検証の遅延が、複数の下流工程を阻害している
一方で、標準納期(通常は営業日10~15日)であれば、加工業者はお客様の部品を同様の案件とまとめて処理できるため、自社の効率性が向上し、お客様にとってもより有利な価格設定が可能になります。
試作段階と量産段階における経済性の比較
試作から量産への移行は、戦略的な意思決定の節目となります。製造経済学の研究によると、10個の製造には最適な方法でも、10,000個になると財務的に破滅的な結果を招く可能性があります。
試作段階では、カスタム機械加工は金型などの工具投資が最小限で済むため、非常に適しています。プログラミングおよびセットアップ費用は1度だけ支払えばよく、設計の妥当性を検証した後、量産に向けた継続的なCNC加工を採用するか、あるいはより大量の生産に向けた鋳造または射出成形へと切り替えるかを判断できます。
現代のオンライン見積もりシステムは、価格の透明性を大きく変革しました。CADファイルをアップロードし、材料および公差を指定するだけで、複数のサプライヤーから即時または当日中に見積もりを受領できます。これにより、競争力のある価格へのアクセスが民主化されましたが、最も安い見積もりが必ずしも最良の価値を意味するとは限りません。品質管理システム、コミュニケーション対応の迅速性、納期遵守実績は、部品単価と同様に重要です。
コスト要因を理解しておくことで、潜在的なサプライヤーとの生産的な対話を進めやすくなります。ただし、業界によって要求仕様は大きく異なります。自動車向けに有効な仕様が、航空宇宙産業や医療機器分野の規格を満たすとは限りません。
自動車から航空宇宙までの業界応用
コスト要因を理解することで、効果的に予算管理が可能になります。しかし、多くのサプライヤーが強調していない重要な点があります。すなわち、あなたが対象としている業界が、カスタム機械加工プロジェクトのあらゆる側面を根本的に規定しているということです。規制への適合性、材料の認証、および文書化要件は業界ごとに大きく異なり、これらの要件を満たさない場合、部品の不合格、高額な再加工、あるいはそれ以上の深刻な問題を招く可能性があります。
自動車、航空宇宙、医療という3つの分野における応用例をもとに、それぞれが精密製造に対してどのような異なるアプローチを要求するかを検討しましょう。
自動車用精密部品
自動車産業は、生産遅延を一切許容しない極めて厳しい利益率で運営されています。単一のサプライヤーの問題が、1分あたり5万ドル以上もの損失を伴う全組立ラインの停止を引き起こす可能性があるため、品質の一貫性は絶対に譲れない条件となります。このため、IATF 16949認証は、自動車向けサプライヤーにとって事実上の最低限の要件となっています。
アメリカン・マイクロ・インダストリーズ社の認証ガイドによると、IATF 16949は自動車業界における品質マネジメントの国際標準であり、ISO 9001の原則に加え、継続的改善、欠陥防止、および厳格なサプライヤー監視を目的とした業界特有の要求事項を統合した規格です。製造事業者は、資格要件を満たすために、堅牢な製品トレーサビリティおよび工程管理能力を実証する必要があります。
カスタム機械加工を必要とする代表的な自動車部品には以下が含まれます:
- シャシー・アセンブリ ― 車両のアライメントおよび安全性を確保するために、寸法精度が厳密に要求される構造部品
- トランスミッション部品 ― 滑らかな動力伝達と耐久性を実現するために、きわめて狭い公差が要求されるギア、シャフト、ハウジング
- カスタムブッシング ― サスペンションシステムおよびステアリング・アセンブリ向けに、CNC加工された耐摩耗性ブロンズ製部品
- ブレーキシステム部品 ― 寸法精度が制動性能に直接影響を与える安全上極めて重要な部品
- エンジンマウントブラケット ― 振動を制御し、パワートレインの正確なアライメントを確保するための高精度インターフェース
自動車製造業を他と区別するものは何でしょうか?大量生産への期待と品質要求の両立です。年間50,000個の同一仕様ブッシングが必要になる場合もあります。ブラケットの製造には、板金パンチ加工および金属パンチング工程が、機械加工と併用されることがよくあります。また、アルミニウムスピニング加工は、電気システム向けの軽量ハウジングを製造します。
航空宇宙および医療用グレードの要件
部品が35,000フィートの高空を飛行する場合や、人体内に埋め込まれる場合、その重要性は劇的に高まります。航空宇宙分野のCNC加工および医療分野の機械加工は、いずれも「失敗が許されない」という極めて重要な共通点を持っています。
航空宇宙製造
AS9100D認証は、ISO 9001を基盤とし、航空業界特有の要件を追加した航空宇宙産業における品質管理標準です。スノーライン・エンジニアリング社によるAS9100D分析によると、この認証では、リスク管理、厳格な文書管理、および複雑なサプライチェーン全体にわたる製品保証(製品の完全性管理)が重視されています。
AS9100Dフレームワークは、リーダーシップ要件から継続的改善プロトコルに至るまで、全10の異なるセクションをカバーしています。この認証を取得し、維持することは、施設が監査時だけでなく、すべての生産ロットを通じて厳しい要求水準を満たすための規律性および実行能力を有していることを示します。
代表的な航空宇宙部品には以下が含まれます:
- 構造機体部品 – 全材料トレーサビリティを要するアルミニウムおよびチタン製部品
- 主脚装置 – 文書化された熱処理認証を有する高強度鋼製部品
- タービンエンジン部品 – 超高精度公差で加工された特殊合金製部品
- 飛行制御機構 – 機体の操縦性に寸法精度が影響を与える精密リンク機構
NADCAP認証は、特殊工程に対してさらに一層の評価を加えるものです。認証専門家によると、このプログラムは熱処理、化学処理、非破壊検査などの重要工程の認証に焦点を当てており、製造業者が最高水準で一貫して特殊作業を実施できることを検証します。
医療機器の製造
医療用機械加工では、他の産業には存在しない生体適合性に関する要件が課されます。部品が人体組織と接触する場合、あるいは永久に体内に埋め込まれる場合、材料選定および表面仕上げは生死を分ける重要な検討事項となります。
ISO 13485は、医療機器製造における品質管理の枠組みを定めています。業界の認証専門家によると、この認証を取得しようとする施設は、詳細な文書管理手法の導入、徹底した品質検査、および有効な苦情対応・回収(リコール)対応を実施しなければなりません。すべての医療機器部品は、安全性・信頼性・完全なトレーサビリティが確保されている必要があります。
米国FDAの21 CFR Part 820『品質システム規則(QSR)』は、米国特有の要件を追加しています。これによると 医療機器の開発研究 において、設計管理プロセスでは、潜在的な設計欠陥の特定、複数の設計コンセプトの作成、および反復的な設計レビューを通じた設計効果の検証・妥当性確認が求められます。
医療分野における一般的な機械加工応用例には以下が含まれます:
- 手術 道具 – 極めて優れた表面仕上げおよび刃先保持性を要するステンレス鋼およびチタン製工具
- 体内埋込デバイス – チタン、PEEK、コバルト・クロム合金などの生体適合性材料から加工された部品
- 診断機器のハウジング – 感度の高い電子システム向けの高精度エンクロージャ
- 整形 器具 – 患者個別対応型部品(カスタム形状および文書化された材質証明書を要する)
また、機械加工によるブロンズ部品は、耐摩耗性および抗菌性が機能的利点をもたらす医療機器への応用があります。
認証が書類作業を超えて果たす意義
2つの工場から見積もりを受け取ったとします。一方は認証取得済み、もう一方は未取得で、未認証工場の価格が20%安くなっています。魅力的でしょうか? では、認証が実際に何を意味するかを考えてみてください。それは、製品出荷後の欠陥検出にとどまらず、むしろ欠陥の発生そのものを予防するための体系的なアプローチです。
認証取得済みの工程とは、文書化された手順、校正済みの機器、訓練を受けた担当者、および根本原因に対処する是正措置システムが確立されていることを意味します。例えば、航空宇宙用構造部品において、原材料の製鋼所証明書から最終検査に至るまでの完全な材質トレーサビリティが求められる場合、あるいは医療機器においてFDA提出用に完全な製造履歴が求められる場合、その20%のコスト削減は、不適合部品がもたらすコストと比較すれば、たちまち無意味になります。
こうした業界固有の要件を理解することで、潜在的なサプライヤーが単に「約束する」だけでなく、実際にあなたの要求を満たすことができるかどうかを評価できます。しかし、実際の製造プロセスは、初期設計から完成部品に至るまで、どのように流れているのでしょうか?

完全なカスタム機械加工プロセスフロー
材料、公差、業界要件について学習しました。しかし、設計ファイルを提出した後には実際に何が起こるのでしょうか? ここが多くの加工業者が説明を曖昧にしがちなポイントであり、CADファイルから完成部品に至るまでの全工程を理解することで、現実的な期待値を設定し、高額な予期せぬ問題を回避できます。
CNC機械加工部品の製造プロセスは、相互に依存する段階から成る体系的な手順に従います。各ステップは前のステップに基づいて進められ、いずれかの工程を飛ばしたり急いだりすると、後工程で品質問題を引き起こすリスクがあります。では、実際に裏側でどのような作業が行われているのか、順を追ってご説明します。
CADファイルから完成部品まで
に従って 機械加工プロセスの専門家 、正確な寸法を備えた完璧な部品を製作するには、綿密な計画立案、高度なエンジニアリング技術、そして献身的な職人技が必要です。以下に、お客様のプロジェクトが実際に経る全工程を示します:
- 設計ファイルの提出および初期レビュー – お客様の旅程は、CADファイル(通常はSTEP、IGES、またはネイティブ形式)および重要な寸法、公差、表面粗さ要件を明記した技術図面をアップロードすることから始まります。エンジニアがファイルの完全性を確認し、必要なすべての仕様が文書化されているかをチェックします。
- 製造性設計(DFM)分析 – ここでは、経験豊富な加工業者が真価を発揮します。エンジニアが製造上の制約を考慮してお客様の設計を評価し、機械加工が不可能な形状、不必要に高コストとなる要素、あるいは品質問題を引き起こしやすい特徴を特定します。改善のためのフィードバック(例:機械加工時間を短縮するために角部のRを大きくすることを提案、あるいは性能を損なわずより高速に加工可能な材料への変更を推奨)をお届けします。
- 見積もりおよび注文確定 – DFMレビューに基づき、材料費、主な機械加工工程、二次加工工程、および特殊要件を含む詳細な価格提示を受け取ります。承認後、ご注文は生産キューに入ります。
- 材料の調達および準備 – 原材料は、お客様の用途に応じた適切な認証を取得した供給元から調達されます。製造の専門家によると、大型のシート、バー、またはビレットは、機械加工に適した扱いやすい寸法にまで削減されます。この準備工程により、部品の製造は適切なサイズの素材(ブランク)から開始され、不適切な素材準備は生産全体に誤差を引き起こすため、極めて重要です。
- CAMプログラミング – CAMソフトウェアがお客様のCADモデルを、工作機械向けの正確な加工指示へと変換します。プログラマーは切削工具が実行する正確な動きを決定し、効率性を最適化しつつ精度を維持するようツールパスを設計します。これは、すべての動作が綿密に計画される必要のある複雑なダンスの振り付けに例えることができます。
- 一次機械加工工程 – ここで、お客様の部品が物理的な形状を帯びます。部品の形状に応じて、複雑な3次元形状にはCNCフライス加工、円筒状要素には旋盤加工、高精度の穴開けにはドリル加工などが適用されます。最新の多軸工作機械では、一度のセットアップで複雑な部品を完成させることができ、取扱い回数を最小限に抑え、より厳密な公差を維持します。
- 二次加工と仕上げ – 主要な機械加工の後、部品にはしばしば追加の処理が必要となります。バリ取りは切削工具によって生じた鋭いエッジを除去します。陽極酸化処理、めっき、塗装などの表面処理は耐食性および外観の向上を図ります。また、所定の硬度要件を満たすために熱処理が施される場合があります。
- 最終検査および文書化 – 出荷前に、寸法検査によりすべての仕様が満たされていることを確認します。ノギス、マイクロメーター、または三次元測定機(CMM)を用いて、部品が指定された公差範囲内にあるかを検証します。品質管理により、各部品が「精密さ」への約束を確実に果たすことを保証します。
- 梱包と配送 – 認定部品は、輸送中の損傷を防ぐため厳重に包装され、お客様が指定された納期に合わせて出荷されます。
製造工程全体における品質チェックポイント
専門的な製造現場と、単に部品を製作するだけの工場との違いは以下の通りです。品質とは、最終検査という単一の工程ではなく、すべての工程に組み込まれたものなのです。統計的工程管理(SPC)は、生産の一貫性を監視する上で中心的な役割を果たしており、不良部品が発生する前にばらつきを検出し、是正措置を講じます。
機械加工中、作業者は工具の摩耗状態、切削油の流量、寸法精度を継続的に監視します。製造プロセスに関する研究によると、自動化は重要ですが、予期せぬ課題への対応には依然として人的専門知識が不可欠です。熟練した機械工は、工具の摩耗が部品品質に影響を及ぼす前に、その限界に近づいていることを的確に判断できます。
管理図は、重要寸法をリアルタイムで追跡します。測定値が規格限界に近づきつつも、まだ仕様範囲内である場合でも、オペレーターは是正措置を講じます。この予防的なアプローチにより、製造後に欠陥を検出するのではなく、欠陥そのものを未然に防止します。
アクリル材のCNC加工およびその他の特殊材料では、追加的な配慮が必要です。熱可塑性樹脂は、溶融や表面損傷を防ぐため、切削速度および冷却液の適用方法に細心の注意を払う必要があります。信頼性の高いアクリル材CNC加工サービスでは、こうした温度感受性材料に対して特定の作業手順を厳格に遵守しています。
材料のトレーサビリティは、工程全体にわたり貫徹されています。原材料の工場証明書から最終検査報告書に至るまで、文書化によって、完成部品とその原材料の出所とを結ぶ断絶のない連鎖が構築されます。これは、航空宇宙、医療、自動車分野など、完全なトレーサビリティが必須とされる用途において極めて重要です。
迅速なプロトタイピングと生産スケールアップ
現代の施設は、いかにして品質基準を維持しながら、最短で1営業日という短納期で試作品を提供できるのでしょうか?その答えは、効率化されたワークフローと専任の迅速対応体制にあります。
迅速試作の専門家によると、従来の試作手法では、数週間から数か月もの納期を要することが多いです。一方、迅速試作技術を用いれば、部品を数時間から数日で製造することが可能となり、製品開発サイクルを大幅に加速できます。
ナイロン、デルリン、その他のエンジニアリングプラスチックの切削加工においては、これらの材料が標準工具で高速加工可能なため、特に短納期での対応が実現しやすくなります。金属製試作品については、形状の複雑さによって若干長い納期が必要となる場合もありますが、経験豊富な施設であれば、お客様のスケジュール要件に応じて驚くほど迅速な納品が可能です。
真の価値は、試作から量産へのスケーリング段階にこそ発揮されます。例えば シャオイ金属技術 この移行がいかにシームレスに機能するかを実証します。IATF 16949認証および厳格な統計的工程管理(SPC)プロトコルを導入することで、試作5台分であれ量産部品5,000点分であれ、一貫した品質を維持しています。緊急の試作に対応する最短1営業日という迅速な納期も、複雑なシャシー部品の組立やカスタム金属ブッシュなど、高精度が求められる部品の製造品質を一切損なうことはありません。
このスケーラビリティを可能にする要因は何でしょうか?いくつかの要素が複合的に作用しています。
- 標準化されたプロセス あらゆる生産数量において同一の動作をする
- 柔軟な設備能力 変化する需要に迅速に対応できる
- 文書化された手順 お客様の部品をどのオペレーターまたはどの機械で製造しても、品質の一貫性を保証する
- 品質システム 生産数量に比例してスケールする
この一連のプロセス全体(お客様による最初のファイル提出から、梱包・納品に至るまで)を理解しておくことで、潜在的な製造パートナーを評価する際に、適切な質問を投げかける準備が整います。ここから、極めて重要な意思決定へと進みます。すなわち、ご要件に最も適した加工業者をいかに選定するかという課題です。
適切なカスタム機械加工パートナーの選定方法
CNC加工のプロセスや使用材料、許容公差の要件、業界固有の規格に至るまで、一連の工程をすべて理解してきました。次に待ち受けるのは、プロジェクトの成否を左右する重大な意思決定——すなわち、最適な製造パートナーの選定です。「自宅近くのCNC加工業者」や「自宅近くのCNC工場」で検索すれば数十件の候補が表示されますが、その中から、実際の技術力と実績を持つ信頼できる事業者を、単に耳当たりの良い約束だけをする業者と見分けるには、どうすればよいでしょうか?
3ERPのサプライヤー選定ガイドによると、CNC加工サービスの選定は単なる価格比較以上の作業です。経験、設備、材料の入手可能性、認証取得状況、納期、およびコミュニケーションの効果性を綿密に評価する必要があります。では、実際に何に注目すべきか、またどんな兆候が「即座に他社へ切り替えるべき」サインなのかを詳しく解説します。
評価すべき必須能力
潜在的なパートナーを審査する際には、自社近隣の「CNCサービス」を探している場合でも、海外のサプライヤーを評価している場合でも、以下の包括的なチェックリストを用いて、その実際の能力を評価してください:
- 関連する業界認証 – ISO 9001は、品質マネジメントシステムの基盤となる規格です。自動車分野では、IATF 16949認証が必須であり、欠陥防止および継続的改善に向けた体系的なアプローチを示すものです。航空宇宙分野のプロジェクトには、AS9100D認証が求められます。認証専門家によると、これらは単なる華やかなバッジではなく、企業が自らの能力を証明するために厳格な監査を受けてきたという保証なのです。
- 設備の能力と種類 – 多様で高度な技術を備えた機械設備を有するサービス事業者は、幅広いプロジェクトに対応できます。具体的には、3軸、4軸、5軸のCNCマシニングセンターについて確認してください。フライス加工および旋盤加工の両方を実施可能でしょうか?また、高硬度材料向けの放電加工(EDM)設備を保有していますか?設備の種類および品質は、プロジェクトの成否を左右する要因となります。
- 品質管理システム – 認証だけにとどまらず、実際の検査プロセスを理解することに注力してください。生産の一貫性を監視するために、統計的工程管理(SPC)を導入していますか? 使用している測定機器は、ノギス、三次元測定機(CMM)、光学比較測定機のいずれですか? 厳格な品質管理とは、出荷前の最終検査だけでなく、生産中の定期的なチェックを含むものです。
- 材料調達および専門知識 – ご近所の機械加工業者すべてが、お客様が求める特定の材料を確実に取り扱えるわけではありません。指定された合金やエンジニアリングプラスチックを迅速に調達できるかどうかを確認してください。材料の調達遅延は、納期の延長およびコストの大幅な増加を招く可能性があります。
- 納期の信頼性 – 通常の納期を把握することは極めて重要です。業界調査によると、納期の長期化はプロジェクトの停滞や財務的損失を引き起こす要因となります。緊急時のための短納期対応オプションについても確認し、納期通りの納品実績を裏付ける参考先(顧客事例)の提供も依頼してください。
- コミュニケーションの応答性 – 効果的なコミュニケーションプロセスとは、サプライヤーがお客様の問い合わせに迅速に対応し、進捗状況を随時報告し、発生した問題を速やかに是正できることを意味します。透明性の高いコミュニケーション手段と定期的な進捗報告を提供するサービスをご検討ください。
- 拡張性 – そのサプライヤーは、現在の試作ニーズに対応可能であり、将来的には量産規模への拡大にも対応できるでしょうか? 需要増加に柔軟に対応できるパートナーを選定することで、今後の事業成長が生産能力の制約によって妨げられることを防げます。
- 技術的専門知識 – 次によります: サプライヤー審査の専門家 、技術的スキルとは、工作機械の操作にとどまらず、複雑な設計意図を理解し、CAD/CAMソフトウェアを活用でき、実用的かつ有益なDFM(製造可能性評価)フィードバックを提供できる能力も含みます。
たとえば、施設としては シャオイ金属技術 包括的な能力が実際にはどのようなものかを示しています。IATF 16949認証、厳格なSPC品質管理、および最短で営業日1日という迅速な納期対応力は、複雑なシャシー部品の組立から高精度金属ブッシングに至るまで、自動車用機械加工プロジェクトにおいて強力な候補となることを裏付けています。この認証、品質管理体制、そして迅速な納期対応力の三位一体は、真剣な製造パートナーに求められる基準を体現しています。
サプライヤー審査における赤信号
何を確認すべきかを知ることは、課題の半分にすぎません。評価中に警告サインを的確に認識できれば、将来的に発生する可能性のある高額なミスを未然に防ぐことができます。自社近くの機械加工工場や機械加工専門店を探す際には、以下の「赤信号」に注意してください。
- あいまいまたは欠落している認証 – 店舗が「品質重視」と主張しているにもかかわらず、最新の認証書類を提示できない場合は、極めて慎重に進めてください。正当な認証は年次監査および継続的なコンプライアンスを要します。認証書の提示を依頼することは、まったく妥当な要求です。
- 参考事例の提供を渋る – 近隣の確立されたCNC機械加工工場は、顧客の参考事例やケーススタディを readily 提供すべきです。そのような情報を提供することに消極的である場合、経験が乏しいか、過去の顧客から不満を寄せられている可能性があります。
- 著しく低い見積もり – 業界の専門家によると、最も安価な選択肢が常に最良とは限りません。コストを理由に品質を犠牲にしてはなりません。競合他社と比べて著しく低い見積もりは、材料・検査・文書管理などのいずれかの工程で手を抜いていることを示唆しています。
- 見積もり段階での Poor communication during quoting(対応や連絡が不十分) – サプライヤーが営業段階(自社の印象を良くしようとする意欲が高い時期)において迅速な対応ができない場合、注文を受注した後のコミュニケーションがさらに悪化することを想像してください。
- DFMフィードバックの absence – 製造可能性に関する提案を一切行わず、単に設計内容をそのまま見積もり提示するだけのショップは、技術的深みに欠けるか、あるいはお客様のプロジェクト成功を真剣に考えていない可能性があります。
- 品質管理プロセスについての議論を避けようとする姿勢 – 専門的な製造施設は、自社の品質保証体制を誇りとしています。検査方法、校正スケジュール、是正措置手順などについて曖昧な回答をする場合は、品質管理体制が不十分であることを示唆しています。
- 価格構成が不明確であること – 設置費用、プログラミング費用、納期短縮対応費用などの隠れた手数料は、最初から明示されるべきです。サプライヤーが細則にこうしたコストを埋め込むと、予算の予期せぬ超過を招き、長期的な信頼関係を損なう結果を招きます。
- 継続的改善の実績がないこと – 製造業の専門家によると、継続的改善(CI)を実践している企業は、自社の工程を定期的に分析・最適化しています。最近実施した具体的な改善事例を尋ねてみてください。継続的な投資は、お客様との長期的なパートナーシップを重視する企業の確かな証です。
最終的な決定をする
複数の選択肢(カスタム機械加工サービス会社や、より小規模な専門工房など)を評価した後、体系的なアプローチを用いて調査結果を統合してください。
| 評価基準 | 重量 | 確認項目 |
|---|---|---|
| 関連する認証 | 高い | 現在有効な認証書の写しを請求し、監査日を確認する |
| 設備能力 | 高い | 自社の部品要件に合致するか、相手の工作機械を確認する |
| 品質管理システム | 高い | 類似部品に関する工程能力データを依頼する |
| 納期実績 | 中~高 | 納期通りの納入率の統計データを請求し、参考先を照会する |
| コミュニケーションの応答性 | 中 | 見積もり段階における応答速度を評価する |
| 価格の透明性 | 中 | 内訳明細付きの見積もりを比較し、追加費用の可能性について確認する |
| スケーラビリティ(拡張可能性) | 中 | 将来的な生産量シナリオについて協議し、生産能力の柔軟性を評価する |
優れたパートナーシップとは、現時点でのニーズを満たすことにとどまらないことを忘れないでください。サプライヤー選定の専門家によれば、選定するパートナーは、自社の将来の要件にも対応でき、事業成長に合わせてスケールアップ可能であり、かつサービスの継続的改善を実践できる能力を示す必要があります。適切なカスタム機械加工パートナーは、単なる購買発注を処理するベンダーではなく、戦略的資産となるのです。
可能であれば、まず小規模な試験注文から始めましょう。これにより、大量発注を決定する前に、サプライヤーの製造能力、コミュニケーション能力、納期遵守性能を実際に検証できます。たとえ最も印象的な工場見学や能力紹介であっても、自社の特定要件に基づく実際の生産経験に代わるものはありません。
サプライヤーの厳格な審査に投資することは、製品ライフサイクル全体を通じて大きなリターンをもたらします。適切なパートナーは一貫した品質を提供し、納期を確実に守り、課題が生じた際にも積極的に連絡してきます。これは、単なる取引先としてのサプライヤーと、お客様の成功に真に貢献する製造パートナーとの違いです。
カスタム機械加工に関するよくあるご質問
1. CNC機械の時給はいくらですか?
CNC加工の時間単価は、機械の種類や加工の複雑さによって異なり、通常は25ドルから120ドルの範囲です。3軸マシンは一般的に1時間あたり25~50ドルですが、5軸マシンや放電加工機(EDM)などの特殊設備では、1時間あたり75~120ドルのプレミアム料金が適用されます。単価に影響を与える要因には、材料の硬度、公差要求、および地理的位置が含まれます。IATF 16949またはAS9100D認証を取得した施設では、単価が高くなる場合がありますが、その分、厳格な品質管理と包括的な文書管理が提供されます。
2. CNC加工と従来の機械加工の違いは何ですか?
従来の切削加工では、作業者が手動で切削工具を制御しますが、NC(数値制御)加工ではコンピュータによる自動制御によって工程が駆動されます。NC加工は、±0.0001インチという極めて狭い公差を実現する優れた再現性、より高速な生産速度、および手動加工では不可能な複雑な3次元形状の製造を可能にします。また、無人運転や統計的工程管理(SPC)モニタリングにも対応しており、自動車、航空宇宙、医療分野における高精度部品の製造に最適です。
3. どのような場合に、3Dプリントや射出成形ではなく、カスタム加工を選択すべきですか?
層間接着の弱点を避け、材料本来の強度を最大限に発揮したい場合、または3Dプリンティングでは達成が困難な高精度公差(厳密な寸法公差)や、焼入鋼・特殊合金などの多様な材料選択が必要な場合に、カスタム機械加工(CNC加工)をご選択ください。金型製作費用が見合わないプロトタイプから中量産(1~5,000個)まで、CNC加工は特に優れた選択肢です。一方、設計が最終確定済みで生産数量が5,000個を超える場合は、初期の金型投資額は大きくなりますが、部品単価は射出成形やダイキャスト成形の方が通常低くなります。
4. カスタム機械加工サプライヤーが保有すべき認証は何ですか?
必須の認証は業界によって異なります。ISO 9001は、品質マネジメントの基盤となる標準です。自動車分野の用途には、欠陥防止およびサプライヤー監視を義務付けるIATF 16949が求められます。航空宇宙分野のプロジェクトには、リスク管理プロトコルを含むAS9100D認証が必要です。医療機器製造には、ISO 13485およびFDA 21 CFR Part 820への適合が求められます。IATF 16949認証およびSPC(統計的工程管理)品質管理を導入している韶邑金属科技(Shaoyi Metal Technology)のような施設は、厳格な要求に応えるための体系的なアプローチを示しています。
5. 品質を犠牲にすることなく、カスタム機械加工コストを削減するにはどうすればよいですか?
製造性を考慮した設計(DFM)によりコストを最適化します。加工時間を短縮するため、コーナーのRはキャビティ深さの少なくとも3分の1以上に指定してください。機能上必須な場合にのみ厳密な公差を適用してください——標準公差(±0.005インチ)は追加コストが発生しませんが、±0.0005インチの高精度公差は40~75%のプレミアムコストが加算されます。切削性の優れた合金(例:ステンレス鋼303やアルミニウム6061)の採用を検討してください。表面仕上げ要件を統合し、マスキング工程を最小限に抑えてください。複数の数量レベルにおける段階的価格表(ティアード・プライシング)を依頼することで、コスト曲線を把握し、最適な発注数量を特定しましょう。