 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

剥離せずに鋼に銅めっき:下処理からストライクめっきまで

ステップ1:鋼材への銅めっきの適切な方法を選択する
機能的目標を明確にする
鋼材に銅めっきを行う場合、最初に(そして最も重要に)考えるべき質問は、銅層に何を求めるかです。はんだ付け性の向上、EMIシールドのための電気伝導性、ろう付けのための強固な下地、あるいは装飾的な銅仕上げを目的としているのでしょうか。それぞれの目的に応じて、適切なめっき方法と工程が異なります。
鋼材に適した銅皮膜適用方法を選択する
複雑な形状の鋼部品を持っていると想像してみてください。電源装置を使ってめっき浴を準備すべきでしょうか、それとも化学的手法の方が適しているでしょうか。その答えは、均一性、被覆性、生産量に対するニーズによって異なります。選択肢を詳しく見ていきましょう。
| 属性 | 電析銅(電気めっき) | 無電解銅めっき | 置換/浸漬銅 |
|---|---|---|---|
| 均一性 | 単純な形状には適しているが、くぼみ部分では均一性が劣る | 非常に優れており、複雑な形状でも均一に処理可能 | 不十分。薄く、密着性の低い層となる |
| 必要な装置 | 電源、銅アノード、および浴槽が必要 | 化学反応中心で、電源は不要 | 最小限—浸漬タンクと溶液のみ |
| 密着性のリスク | 下処理と活性化が十分であれば低い | 低い;強い化学結合 | 高い;鋼鉄への持続的な密着には不適 |
| 厚さの制御 | 精密(電流と時間によって) | 良好;浴液の化学組成と時間に依存 | 非常に限られている |
| 最適な使用例 | 速度、コスト、膜厚の制御が可能。鋼材へのめっき処理で最も一般的 | 複雑な形状や内部形状にも均一に被覆 | 他のめっき処理のための前処理。最終仕上げではない |
| 処理後 | 研磨または追加のコーティングが必要な場合がある | 通常、後続の工程にそのまま使用可能 | 耐久性を持たせるには、上塗りめっきが必要 |
電析銅と無電解銅の選択タイミング
電析銅( 銅電気めっき 速度,コスト制御,精密厚さが必要とするほとんどの産業用および趣味用アプリケーションの選択です バスバー,コネクタ,または装飾仕上げなどです 電気接触と精密な準備を保証できる限り,平らまたは単純な形の鋼部品に最適です. 一方,電解のない銅塗装は,PCBや複雑な機械部品のように複雑な幾何学,深い穴,または内部通路を扱うとき,一致性が重要で電源が実用적이지 않은ときに輝きます. ゆっくりと 浴室化学反応に敏感ですが 難しい形状では 覆い隠しと粘着は 卓越しています
特殊なケースのプラチングの代替品
工業用用または金属製の粘着を必要とする場合, コーティングやロール粘着などの機械的な方法が使用されますが, ほとんどの店やDIYには実用ではありません. 移動 (浸透) 銅は,真の銅電圧塗装または電解処理の前に予備活性化段階として使用されるが,耐久性のある粘着性のある鋼材の仕上げのために推奨されない.
簡単な 方法: 方法 を プロジェクト に 合わせる
- 部品の詳細を記録する: ジオメトリ,鋼材の種類,必要な許容量,マスキングの必要性
- 目標の銅厚みと粘着要求を定義する
- 方法を選んでください
- 電気金属金属 (銅電圧) 速度,コスト,制御可能な厚さのために最適; 電力供給と準備が必要です
- 電気のない銅塗装: 複雑な形や内部形に均一性を保つのに最適. ゆっくりで化学に依存する
- 移動/浸透銅: 確立されたプロセスで指示されている場合に限り、事前活性化として使用してください
- 機械的・冶金的結合: 業務用(DIY用ではありません)
実用的なヒント:フォーラムのアドバイスと標準的な作業手順の違い
常に酢だけでの処理などの短縮方法よりも、十分な脱脂処理と表面活性化を優先してください。オンラインのDIYアドバイスの中には簡単な方法を提案するものもありますが、専門的な清掃工程を省略すると密着不良や剥離の原因になります。
-
チェックリスト:めっき処理前に部品図面から確認すべき項目
- 部品の形状(単純か、複雑か、内部空洞があるか?)
- ベース鋼材の種類および既往処理の有無
- 厳守が必要な公差およびマスキングすべき表面
- 必要な銅層の厚さ
- 必要な接着または耐久性クラス
目標を明確にし、最初に適切なデータを収集することで、剥がれや接着不良のリスクなく、必要な性能と信頼性を実現する銅めっき鋼プロセスを選択できます。
ステップ2:完璧な銅めっきのための鋼材表面の準備
鋼材の表面処理の基本
なぜ一部の銅めっき鋼部品は剥がれたり剥離したりするのか、一方で何年も持つものもあるのか、考えたことはありますか?その答えはほぼ常に表面処理にあります。ご自宅で 銅めっきを行う場合でも プロの作業場で行う場合でも、強力な接着を得るための第一歩は、入念な洗浄および活性化のプロセスです。ここではそれぞれの工程を詳しく説明し、DIYでの銅めっき または産業用めっきにおいても、結果が悪くなるような落とし穴を回避できるようにしましょう。 または産業用めっきにおいても、結果が悪くなるような落とし穴を回避できるようにしましょう。
脱脂、脱酸化、およびウォーターブレイクテストによる確認
- グロスクリーン: すべての油分、汚れ、および汚染物質を除去してください。高品質な洗浄剤または適切な溶剤系脱脂剤を使用してください。残渣が残るとプロセス全体が失敗する可能性があるため、入念に作業を行ってください。
- 機械的下処理: 最終的な表面粗さ(RA)が許容される場合、スカッフパッドまたはブラスト媒体で鋼材を軽く研磨してください。これにより新鮮な金属が露出し、銅層の密着性が向上します。これは、 鋼材への銅めっきの方法 .
- 化学的洗浄: アルカリ性溶液による浸漬洗浄を行ってください。これにより、残留する有機物を除去できます。流水で十分にすすぎ、洗浄剤と泡の跡を完全に除去してください。
- 錆・スケール除去: 鋼材に錆やスケールが見られる場合は、酸浸漬(通常は希塩酸または希硫酸)で酸化物を除去してください。直ちにすすぎ、中和処理を行って急激な再錆を防いでください。
- ウォーターブレイク試験: 流れ水の下に置いてください. 水が連続したシートを形成すると,表面はきれいになります. 壊れたら 掃除手順を繰り返します このテストは,両者にとって最高の友人です dIY電圧塗装 専門的な仕事です
- アクティベーション: 塗装直前には,残った酸化物を除去するために,短く酸浸しにする. すぐにおかしくして,直接塗装やストライクバスタイミングに移動します.
- 仮面とラック: 覆い込まない場所を保護するためにマスクを塗りましょう. 部品を電源がしっかりと接触し 鋭い縁を避けられる スタックに設置します 鋭い縁は電流を集中させ 燃焼を引き起こす可能性があります
水断試験をスキップしたり,アクティベーションとプラチング間の遅延を省略したりしないでください. 適正な粘着のために すぐには ストライクバスタブに移すことが重要です
信頼性の高い電流経路のためのマスクとラッキング
適切なマスクとラッキングは 美学的な理由だけでなく 銅のカバーを均等に保ち 強く粘着するために不可欠です 部品を一組に塗装すると 銅が不均等か 接触が悪いため 欠けた点が見つかります 探査する人にとって必須です 探査の際に,電流が流れるようにします. 電気塗装の方法 または 銅板の金属をどのように 専門的な結果が得られます
-
常識 誤り (そして プロ の 助言)
- 酸で過大切削:短時間浸泡は最適です 長期にわたる露出は表面を荒らし,粘着力を弱めることがあります.
- 洗浄された部位を裸手で触る: 再汚染を避けるために,最終清掃後に常に手袋を使用します.
- 水断試験 を 省く: この 簡単な 検査 は 数え切れない もの の 時間 の 再 作業 を 省く.
- 活性化と塗装の間を急いで: 1分間の遅延でも,特に湿った環境では,酸化物が再構成される可能性があります.
両方に対して または産業用めっきにおいても、結果が悪くなるような落とし穴を回避できるようにしましょう。 産業用ジョブにおいて、この表面処理手順に従うことで密着不良を防ぎ、明るく耐久性のある銅めっき仕上げの基盤を整えます。次に、結果がロット間で一貫した安定した電気めっき装置を構築する方法について説明します。
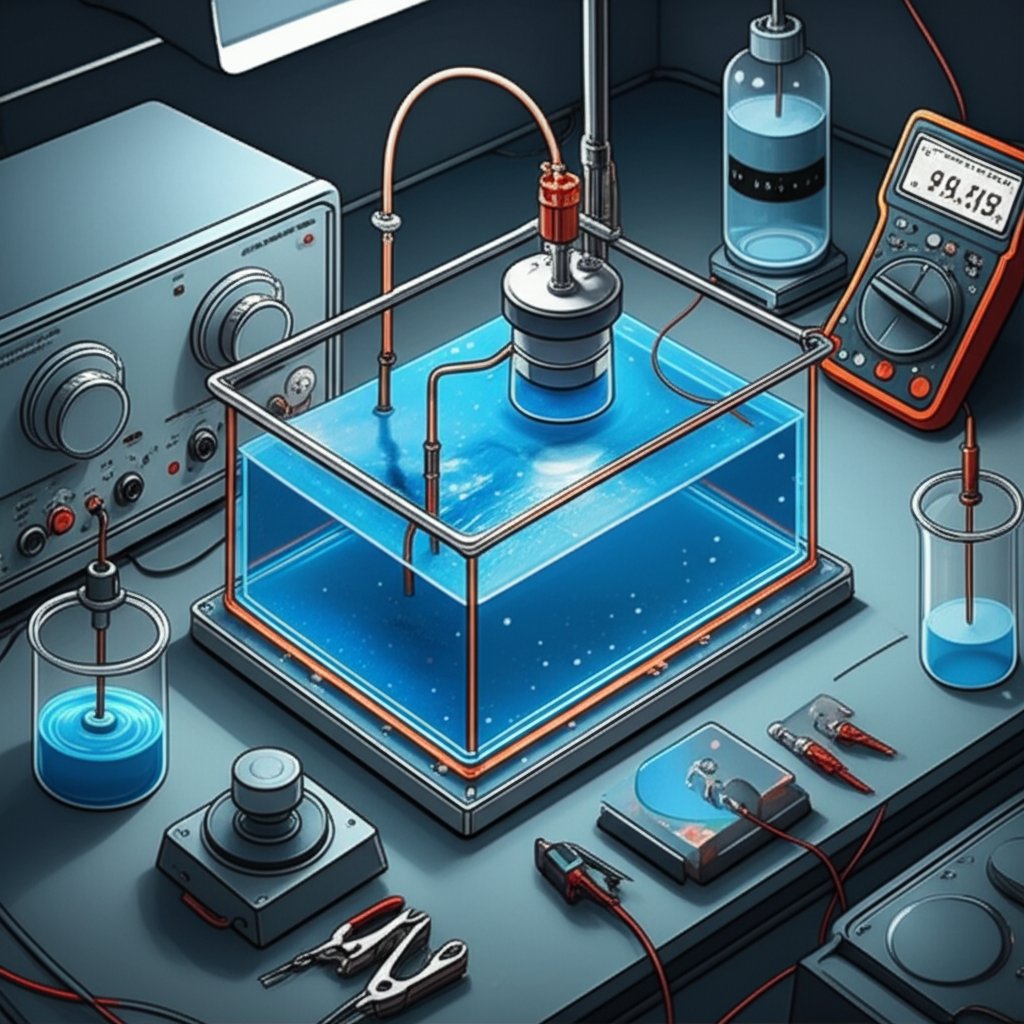
ステップ3:一貫した結果を得るための安定した電気めっき装置の構築
電源および配線の基本
部品のめっきを行った際に、銅めっきが均一にならず、予測できない結果になった経験はありますか?その原因の多くは、信頼性の低い 電気めっき装置 にあります。鋼材への再現性が高く高品質な銅めっきを実現するには、適切な銅めっき装置と接続から始める必要があります。これはプロジェクトの堅固な土台を築くことと同じです。一つの細部を欠いても、結果に悪影響が出る可能性があります。
- 直流電源: 電圧と電流が調整可能で、理想的には内蔵型の電流計を備えたもの。これにより、めっき速度を正確に設定し、プロセスをきめ細かく監視できます。
- 銅製バスバーおよびリード線: 必要な電流に対応できるよう、清潔で頑丈な配線を使用してください。接続が不十分だと、局所的な発熱やめっきムラの原因になります。
- ラック/治具: これらの部品が被処理物に対して強固で一貫性のある電気経路を提供することを確認してください。複雑な形状の場合特に、電流分布を均一にするために、回転式のラックや可動機構が有効です。
アノードの選定と配置
適切な 銅陽極 適切に配置することは均一な析出のために極めて重要です。アノードは、新しい表面となる銅イオンの供給源であると考えてください。アノードが不純物を含んでいたり、位置が不適切である場合、表面の粗さ、膜厚のムラ、あるいは密着性の問題が生じる可能性があります。最も重要な点は以下の通りです:
- アノード材料: 常に高純度の銅アノードを使用してください(鋼材への銅めっきでは、リン添加銅が一般的です)。アノード内の不純物は、欠陥や導電性の低下を引き起こす可能性があります。
- アノード対カソード比率: 銅アノードの表面積は、被めっき品の表面積以上、またはやや大きめであるべきです。これにより電流分布が均一になり、均一な析出が可能になります。
- 間隔と配置: 均一な被覆のため、部品の周囲にアノードを均等に配置してください。大きな槽では複数のアノードが必要になる場合があります。アノードを袋状のフィルター(フィルターバッグ)に入れる方法は、アノードスラッジが浴中に混入するのを防ぎます。
槽、攪拌、および温度管理
次に、化学反応が起こる環境について説明します。槽と攪拌装置は、電源や 銅電極 と同じくらい重要です。以下の点を検討してください:
- タンク材質: メッキ液と適合性のある容器を選んでください。多くの銅メッキ浴ではポリプロピレンまたはガラスが一般的な選択肢です。
- 攪拌: 攪拌を一定に保つ(空気または機械的攪拌)ことで、銅の析出が均一になり、焼けや粗さを防ぐことができます。DIYのセットアップでは、シンプルなアクアリウム用ポンプや磁気スターラーが使用できます。産業用の copper electroplating equipment では、機械的攪拌が用いられることがあります。
- 温度制御: 多くの銅めっき液は、特定の温度範囲内で最も良好な性能を発揮します。ホットプレート付き磁気スターラーまたは浸漬型ヒーターを使用して、めっき浴の最適な温度を維持できます。
- ろ過(プロ向けセットアップ): 連続的なろ過により、めっき浴に不純物が混入するのを防ぎ、滑らかで光沢のある析出が得られます。プロフェッショナルな運用では必須です。
めっき装置のチェックリスト
| 構成部品 | 用途 | ヒント |
|---|---|---|
| DC電源 | めっき速度を制御 | 可変式(電流計付き) |
| 銅陽極 | 銅イオンの供給源 | 高純度、可能であれば袋入り |
| リード線およびバスバー | 電気を導く | 清潔で太めのゲージ |
| タンク | 溶液を保持する | 非反応性物質 |
| 撹拌システム | 析出の均一性を向上させる | エアポンプまたは攪拌機 |
| 温度管理 | 浴槽の性能を維持する | ホットプレートまたは浸漬型ヒーター |
| ラック/治具 | 部品をしっかりと固定する | 安定した,良い接触 |
| フィルタリング (オプション) | 微粒子を除去する | プロのセットアップのために |
信頼性のある電圧塗装銅キットのための組み立て注文
- 銅アノードをタンクに固定し,作業部件を均等に配置します.
- 鉄部品を 安定した電気接触を 確保するために 固定装置にしっかりと 置き去りにしてください
- 電源から陽性電線をアンード (s) に,陰性電線を部品 (カソード) に接続する.
- 接続を二度確認してください 解けた線は結果を台無しにするかもしれません
- 極性を確認してください:システムに電源を入れる前に、メッキを行う部品は負極(カソード)である必要があります。
- 攪拌を開始し、浴を推奨温度まで上げてください。
- 電源を投入し、メッキ開始時に電流と電圧を監視してください。
電源を入れる前には、常にカソード(あなたの部品)が負極端子に接続されていることを確認してください。極性が逆では銅が析出せず、銅メッキキットや被加工物を損傷する可能性があります。
家庭で 銅電解メッキキット を使用する場合でも、産業用の 銅メッキ装置 を設置する場合でも、これらの詳細に注意を払うことで、毎回滑らかで均一な銅皮膜を得ることができます。次に進みますか?次は、最適な性能を得るために銅メッキ浴の準備と管理について詳しく説明します。
ステップ4:鋼材向けの銅メッキ浴の準備と制御
鉄鋼 の 銅 塗装 方法 を 選べ
洗面をしたり ぼんやりと不均等な銅を 見たり ひどいことでも 仕事を終えた後 剥がれていましたか? 銅 塗装 方法 の 成功 の 秘訣 は,特に 鉄 材 に 関し て 働く とき,正しい 化学 物質 を 選んで 制御 する こと に ある. 重要なものを分解して 共通の罠を避け 耐久的で明るい銅層を手に入れるようにしましょう
適用される場合 電気塗装用銅硫酸溶液 業界標準です シンプルで低コストで高伝導性があるため好まれています 特に酸銅硫酸浴は,鋼材の装飾用および機能用銅電圧塗装に使用されている. しかし,鋼は浸泡銅 (弱い,粘着しない層) に易く,まず適切なストライクまたは活性化層を適用しない限り,酸風呂から直接塗装することが推奨されません. シアン化物による溶液は 時には ストライキに使用されますが 適切な制御装置がない限り 安全や環境上の理由で 避けることが最善です
- 浴場 の 種類 を 選べ: 銅硫酸水浴は 銅の電解液です プロの店では,特殊用途のためにフルーボラートやピロフォスファート浴も使用するかもしれないが,硫酸は最もアクセスしやすく,制御しやすい. [ソース] .
- 指示に従って混合: 選択した銅電圧塗装溶液については,常に供給者の指示に従ってください. 荒らしさを起こすかもしれない微粒子を除去するために,使用前に洗浄します.
- 制御 pH と 温度: 電圧洗面用の硫酸銅は,酸性pH値 (酸性硫酸水浴では通常0.81.2),温度の適度に最も有効である. 供給者の推奨範囲内にとどめることで,一貫した結果が得られ,欠陥は最小限に抑えられます.
- すべての追加と調整をログ: 添加物,調整物,浴場の測定物 すべてを記録する. この習慣はトラブルシューティングと一貫した結果を 容易にするのです
- フィルターと維持: 連続フィルタリングは プロの操作に最適です 趣味家 の ため に は,浸水 する 前 に 定期的に 濾過 し,細かく 洗い流す こと が,浴場 を 清潔 に 保つ こと に 役立ち ます.
レシピライブラリ:
- 趣味家 低コストの風呂 電気めっきには、蒸留水と硫酸で希釈した基本的な硫酸銅溶液を使用してください。溶液の透明度や色を確認し、濁ったり汚染された場合は交換してください。
- キット式サプライヤー浴: 市販のパッケージ化された銅電気めっき液には、通常、界面活性剤や光沢剤が含まれています。混合およびメンテナンスについては、キットに付属の説明書に従ってください。これらのキットは使いやすさを重視して設計されていますが、依然としてpH値や汚染の定期的なチェックが必要です。
- プロ仕様の作業場用浴: プロフェッショナルな設備では、高純度の硫酸銅と硫酸に加え、光沢剤、均一化剤、界面活性剤などの専用添加剤を組み合わせて使用し、最大限の光沢と滑らかさを実現します。これらの浴は連続的にろ過され、定期的な化学分析によってモニタリングされます。
光沢剤、均一化剤、界面活性剤
添加剤は、銅めっき液の微調整ノブのようなものです。光沢剤は銅の結晶構造を整え、鏡面のような仕上げを実現します。均一化剤は特に高電流密度部での堆積を均等にするのを助け、界面活性剤は表面張力を低下させ、めっき浴が隅々やエッジまで均等に届くようにします。 [参考] .
- 光沢剤: 少量添加されるこれらの有機化合物は、銅皮膜をより滑らかで光沢のあるものにします。過剰使用すると、もろさや筋状の模様が生じる可能性があります。
- 均一化剤: 膜厚の制御を助け、エッジの焼け(バーニング)を低減します。複雑な形状やアスペクト比の高い部品に特に有効です。
- 界面活性剤: めっき浴が細部のすみずみまで行き渡ることを保証します。複雑な鋼材部品への均一なめっきには不可欠です。
これらは常にメーカーの推奨量に従って添加してください。多すぎても少なすぎても、光沢の消失、粗さ、または不均一な堆積を引き起こす可能性があります。
簡単なめっき浴の状態チェック
銅めっき液に手入れが必要なのはどのようなときでしょうか?外観、析出品質、または電気的挙動に変化が見られた場合です。以下は最も一般的な警告サインです。
- 浴面に過剰な泡または異常な気泡が発生する
- 色の変化(濁っている、緑がかった、または茶色がかる)
- 同じ電流を維持するために必要な電圧が上昇する
- 試験片に粗いまたは光沢のない析出物が現れる
- 欠陥の発生頻度が増加する(焼け、ピット、密着不良など)
定期的にハルセルで浴をテストするか、小さな鋼製サンプルにめっきを行って確認してください。問題が見つかった場合は、汚染(油分、金属不純物)、pHの変動、または添加剤の消費をチェックしましょう。専門店では化学分析を行うこともありますが、趣味で行っている人でも、時間とともに浴の性能記録を付けておくことができます。
電気めっき用の硫酸銅溶液を清潔に保ち、バランスを整え、適切に記録することで、鋼材への完璧な銅析出の基盤が整います。次に、鋼材を活性化し、密着性を確保してはがれを防ぐためのストライク層を施す方法について説明します。
ステップ5:鋼材を活性化し、密着性を高めるためにストライク銅めっきを施す
鋼材におけるストライク層の重要性
入念に下処理を行った後でも、なぜ一部の銅めっき鋼材部品ではめくれや膨れが生じるのかと思ったことはありますか?その原因は、多くの場合最初の層——つまりストライク層——に隠れています。鋼材は銅や真鍮とは異なり、浸漬析出(immersion deposition)に対して非常に敏感です。これは銅イオンが自発的に析出し、弱く密着しない層を形成するプロセスです。そのため、専用のストライク工程が不可欠なのです。この工程を省くと、美しく銅でコーティングされた鋼材であっても、剥離したり応力下で破損したりする可能性があります。特に耐久性のある銅めっき鋼材仕上げや、機能的な銅下地付き鋼材を目指している場合はなおさらです。
鉄の汚染を低減する活性化シークエンス
銅めっきを施す前に、鋼鉄の表面は酸化物や不純物が完全に除去されている必要があります。複雑に聞こえますか? 実際には、タイミングと手順を守るだけの簡単なことです。以下が、常に確実に成功させるための方法です。
- 最終すすぎ 洗浄後は、洗浄剤や汚れの跡がすべて取り除かれるよう、鋼鉄を十分にすすぎます。
-
酸活性化 新しくすすぎ終えた部品を、希薄な硫酸または塩酸などの弱酸に短時間(通常15~60秒)浸けます。この工程で、残存するわずかな酸化物も完全に除去されます。
ヒント: すばやく作業し、活性化後すぐにすすぎを行って、一時的な錆(フラッシュラスト)の発生を防いでください。 - 直ちの転送 部品が乾燥したり、放置されたりしないよう、濡れた状態のまま直ちにストライク銅めっき浴へ移します。これにより、新たな酸化物の生成を防ぎ、表面を密着可能な状態に保つことができます。
清浄状態を保ったまま、ストライク浴から形成浴へ移行
ここからが重要な工程です:ストライク銅めっき。メインの銅めっき浴とは異なり、ストライク浴はゆっくりと制御された析出ができるように配合されています。その目的は、鋼材表面に薄く密着性の高い銅の層を形成し、鋼にしっかりと密着させ、その後に厚く光沢のある銅めっきを積み重ねるための基盤を提供することです。以下の手順に従って進めましょう。
- ストライク浴: 活性化され、湿潤状態の鋼材をストライク浴に投入します。鋼材の基材の場合、従来はシアン化物系ストライクが用いられますが、適切な化学組成のもとでは酸性またはピロリン酸系ストライクも使用可能です。ストライク浴は低濃度の銅と高濃度の錯化剤(シアン化物など)を含み、析出速度を遅くし、浸漬銅の析出を防ぎます。一般的な電流密度は10~30ASF(平方フィートあたりのアンペア)で、浴温は通常120~145°Fの範囲です。数分間めっきするだけでよく、薄く連続した銅層が形成される程度で十分です。
- しっかりとすすぐ: ストライク後は、部品を十分にすすいで、ストライク液の残留物を完全に除去してください。
- メイン浴への移行: 部品を—再び湿った状態のまま—メインの銅めっき浴に移動させます。酸化や汚染を防ぐため、この工程は素早く行う必要があります。
適切なストライク処理により、薄く密着性の高い層が形成され、浸漬銅の析出を防止し、鋼板上のめっきの発泡や剥離を事実上なくします。この工程を省略したり、急いだりすることは、銅めっき鋼板の故障の主な原因となります。
タイミングと確認:酸化物の混入を防ぐ
- 間隔を短く保つ: 活性化処理、ストライク処理、および厚みを増すめっき浴の間の時間を最小限に抑えます。遅延が生じた場合は、新鮮で酸化物のない表面を確実にするために、部品の再活性化を検討してください。
- 密着性の確認: 短時間のストライクめっき後、非重要部分で素早くテープ剥離試験を行います。銅層が剥がれる場合は、完全な厚さにする前に、洗浄および活性化工程を見直してください。業界標準のテープ剥離試験および曲げ試験は、銅めっき鋼板の密着性を確認するための信頼性の高い方法です。
まとめ:完璧な銅めっき鋼板のために密着性を確実に確保
このアクティベーションおよびストライク手順に従うことで、装飾的な銅被覆鋼材の外観を目指す場合でも、銅下地付き高機能鋼材を目指す場合でも、あらゆる銅メッキ鋼プロジェクトの堅牢な基盤を構築できます。次に、目標の膜厚と仕上げを確実に達成するために、銅析出をどのように制御するかをご説明します。
ステップ6:制御と一貫性を保ちながら目標膜厚までメッキを行う
電流密度とメッキ時間を調整する
下処理から完璧な銅仕上げへ進む準備はできていますか? ここが、綿密な計画と実際の制御が一致する瞬間です。鋼材への適切な銅析出は、単に電源を入れるだけではなく、一貫性があり高品質な結果を得るためにすべての変数を調整することにかかっています。複雑に聞こえますか? では、ショップで作業している場合でも、 銅メッキ手順 銅メッキの方法を探求している場合でも、 銅メッキする方法 家にいて
- 表面積を計算する: まず、部品の総表面積を正確に測定または推定してください。これは正しい電流を設定するために不可欠です。例えば、複数のフィクスチャをめっきする場合、ラック上のすべての部品の面積を合計します。
- 電流密度の設定: 使用している銅浴の技術データシートを参照し、推奨される電流密度を確認してください。通常は1平方インチ(ASI)または1平方フィート(ASF)あたりのアンペアで示されます。表面積に目標電流密度を乗じて、整流器を設定します。例えば、100平方インチの面積に0.2 ASIを適用する場合、20アンペアになります。
- 徐々に上昇させる: 一気に電源を全開にしないでください。電流範囲の下限から始め、徐々に増加させてください。これによりエッジの焼け付きを防ぎ、特に鋭い角やマスクされた領域において銅層が均等に形成されるようにします。
- 監視と調整: 電流計と電圧計を常に確認してください。設定値および行った調整を記録しておいてください。同じ電流でも電圧が上昇していることに気づいた場合は、浴液の汚染や接触不良の可能性があるため、作業を中断して原因を調査してください。
- 膜厚の計画: サプライヤーが銅の析出速度(例えば、設定電流におけるミル/時間)を提供する場合は、その値を用いて電気めっき時間の計算を行います。 電気化学的めっきプロセス 計算を行い、めっき時間を決定します。そうでない場合は、めっきを間欠的に行い、テスト用のサンプル上で膜厚と密着性を定期的に点検してください。
攪拌および形状管理
めっき後に筋状の模様、膜が薄い部分、または光沢のない箇所が現れたことはありますか? 銅の電気めっき その原因の多くは、攪拌不足または固定された部品によるものです。攪拌は 銅の電解 における知られざるヒーローです。金属イオンの流れを維持し、深いくぼみ部分を含むあらゆる表面に均一な皮膜を形成するために不可欠です。
- 攪拌方法の選択: ほとんどのセットアップでは、空気の気泡を導入する方法や機械的撹拌が効果的です。複雑な形状の場合は、部品自体を浴中で移動させる(回転または振動させる)ことを検討してください。
- なぜ重要なのか: 撹拌は、カソード界面での金属イオンの枯渇を防ぎ、ピッティングを低減し、表面からの水素気泡の放出を助けます。また、温度を均一に保つ効果もあり、これは均一なめっきを実現するために非常に重要です。 銅メッキ 終わって
- プロのヒント: くすんだ部分や縞模様が見られる場合は、撹拌を強化してください。これにより、特に複雑な形状の鋼部品において、光沢や均一被覆性(スローイングパワー)が改善されることが多いです。
視覚的指標と工程中の管理
どのようにしてご自身の 電気めっき 工程は順調に進んでいますか? 視覚的指標が最も頼りになる味方です:
均一なサーモンピンク色の銅は、健全な銅の析出を示しています。暗く、粉状の端部は焼け(バーニング)を示しているため、電流を減らすか、撹拌を強化してください。くすみは通常、ブライトナー濃度の不足または電流密度の不足を示しています。
- 工程中の点検: 均一性、光沢、および密着性を確認するために工程を一時停止してください。必要に応じて、非重要部でテープ剥離試験や傷つけるテストを行ってください。
- 工程間のすすぎ: ストライク、ビルド、および中間工程の各段階の間は常に部品をすすぎます。これによりドラッグインが減少し、浴槽を清潔に保つことができます。
- すべての工程を文書化する: 各回の処理で電流、電圧、浴温、攪拌方法、およびめっき時間を記録します。これらの記録はトラブルシューティングや成功の再現に役立ちます。
ステップバイステップ:制御された銅めっき手順
- 表面積に応じて計算された電流で整流器に通電します。
- ゆっくりと電流を上げながら、エッジの焼けや異常な析出物の色が出ないか監視します。
- 部品の形状に応じて必要に応じて調整しながら、一定の攪拌を維持します。
- 電圧と電流を監視し、粗さ、光沢の低下、または焼けが見られた場合は調整を行います。
- 計算された、または目標とする膜厚になるまでめっきを行い、必要に応じて中断して点検します。
- 部品をすすぎ、乾燥した後、仕上がり、被覆性、および密着性を点検します。
電流制御、攪拌、および目視検査の技術を習得することで、大規模な工場での作業であっても、あるいは趣味として完璧を目指す場合でも、鋼上に信頼性が高く高品質な銅析出を実現できます。 銅メッキする方法 ガレージ内。次に、トラブルシューティングについて取り上げます。高額な再作業になる前に、一般的な銅めっき欠陥をすばやく診断して修正する方法です。
明確なマトリックスを使用して鋼材の銅めっきにおける欠陥をトラブルシューティングする手順7
鋼材上への銅めっきの迅速な欠陥診断
銅めっき処理を終えたあと、鋼部品に光沢のない部分、ふくれやざらつきが現れた経験はありませんか?あなた一人ではありません。最高の 電気メッキ液 条件下でも、予期せぬタイミングで欠陥が生じることがあります。しかし安心してください。ほとんどの問題は明確なパターンに従っており、実用的なトラブルシューティングマトリックスを使えば、素早く原因を特定して修正でき、時間とストレスを節約できます。
欠陥マトリックス:症状、原因、検査方法、および対策
| 症状 | 原因 が ある こと | 確認のための検査 | 是正措置 |
|---|---|---|---|
| 光沢のない析出物 | 電流密度が低い、ブライトナーが消費されている、攪拌が不十分 | ハルセル試験を実施するか小さなサンプルめっきを行う。攪拌状態を確認する | 電流を増加し、供給業者の指示に従って光沢剤を追加し、攪拌を改善する |
| エッジの焼け/黒ずみ | 電流密度が高すぎる、鋭いエッジ | 次回の処理で電流を低下させ、鋭い角部を確認する | 電流を低下/ゆっくりと立ち上げ、スリーブ/シールドを使用し、エッジを丸める |
| 穴を掘る | 浴中に不純物、ガスの閉じ込め、ろ過不良 | フィルターを点検し、浴の透明度を観察し、気泡の有無を確認する | 浴をろ過し、軽く研磨し、界面活性剤を添加する |
| ふくれ/剥離 | 前処理不良、ストライク処理なし、表面汚染 | 影響を受けた領域でのテープ引張試験 | 再清掃を行い、活性化後すぐに塗布することを確認し、表面処理を繰り返す |
| 粗さ | アノードスラッジ、浴槽の汚染 | アノードバッグを点検し、浴槽内の異物を確認 | アノードバッグを交換/清掃し、溶液をフィルター処理 |
| 変色 | 汚染、pH値の不適切さ、添加剤のアンバランス | 浴槽分析(pH、汚染物質) | サプライヤーの指示に従って化学組成を調整し、浴槽を交換または処理 |
Simple Shop Testsで確認
バッチを取り出した直後の状況を想像してみてください 電析銅 浴槽からの部品に予期しない結果が生じた場合。推測する代わりに、以下の簡単なテストを実施してください。
- ハルセル試験: 異なる電流密度で小型の試験片をめっきし、光沢のない仕上がりや焼けなどの問題を特定します。
- テープ剥離試験: 非重要な領域にテープを貼って剥がし、密着性を確認します。膨れや剥離が見られる場合は、前処理およびストライク工程を見直す必要があります。
- 視覚検査 ピット、粗さ、色の変化に注意してください。これらは浴槽の汚染や攪拌の問題を示している可能性があります。
- pH/導電率チェック: 試験紙またはメーターを使用して、 電気メッキ液 が目標範囲内にあることを確認します。
覚えておいてください。実際の作業で使用する 電気めっきの式 (電流、時間、および皮膜厚さを関連付けるもの)は、プロセス管理の信頼性にしか依存しません。設定値が目標からずれれば、たとえ正しい計算をしていても欠陥が生じる可能性があります。
持続的な是正措置
- 停止して記録する: 生産を一時停止し、すべての設定値、浴液のパラメータ、および観察された症状を記録してください。
- 変数を分離する: 電流、攪拌、化学組成など、一度に1つの要因だけを変更し、根本原因を特定できるようにしてください。
- テストと調整: 各調整後に小型の試験片でテストを行ってください。欠陥が解決するまで量産しないでください。
- 記録を維持する: すべての工程ごとにトラブルシューティング記録を残してください。電圧、電流、または浴液の挙動における傾向は、繰り返し発生する問題の原因を明らかにすることがよくあります。
再発防止:浴液を定期的にフィルターし、工程間で部品を十分にすすぎ、すべての調整を記録してください。これらの習慣こそが、鋼材への銅めっきにおいて同じ欠陥を防ぐ最善の手段です。
-
予防のためのチェックリスト:
- 定期的なメンテナンスの一環として、フィルターを交換または清掃する
- 各工程の後に部品を二度すすぐ
- 電流、電圧、浴液の変更内容はすべて記録し、効果のあるものを追跡する
- アノードバッグを定期的に点検し、必要に応じて交換する
- 定期的にハルセル試験を実施し、めっき浴の状態を監視する
トラブルシューティングにおいてまず原因の診断を重視し、 電気めっきの式 プロセスパラメータを確認するために使用することで、停止時間を最小限に抑え、 電析銅 すべての仕上げが品質基準を満たすようにできます。次に、安全対策と廃棄物の適切な取り扱いについて説明し、めっき作業を清潔で規制に準拠した状態に保つ方法を見ていきます。
ステップ8:鋼材への銅めっきにおいて安全を実践し、廃棄物を責任を持って処理する
個人用保護具と実験室での習慣
あなたが作業しているのは めっき薬品 および 銅溶液 の取り扱いにおいて、安全は単なるチェックリストではなく、 安全なめっき作業 の基盤です。浴槽の準備中に、誤って酸や硫酸銅が飛び散る事故を想像してみてください。あなたは本当に守られていますか?適切な保護具と正しい習慣こそがすべてを左右します。
- 安全メガネまたはゴーグルを着用する: 常に飛沫や蒸気から目を保護してください。処方箋付きでもよいですが、飛沫保護に最適で、ほとんどのめっき薬品にも耐えられるフルカバーゴーグルが最も望ましいです。 安全眼鏡 またはフルカバーゴーグルが飛沫保護に最適で、ほとんどのめっき薬品にも耐えられます。
- 耐化学薬品性手袋: ニトリル、ネオプレン、またはPVC手袋は、酸、塩基、金属塩から体を保護するバリアを提供します。
- エプロンまたは実験室コート: 衣類や皮膚を液滴やこぼれから守ります。
- 換気: 十分に換気された場所で作業するか、フードを使って発生する蒸気を吸い込まないようにしてください。 銅溶液 またはその他の化学物質。
優れた実験習慣は個人用保護具(PPE)を超えて広がります。すべての容器にラベルを付け、作業場を整理整頓し、めっきエリアでは絶対に飲食をしてはいけません。一貫した習慣を持つことで自分自身を守るだけでなく、より清潔で安全な結果につながることに気づくでしょう。
より安全な薬品と慎重な取り扱い
- 常にシアン化物フリーのものを利用してください めっき薬品 のための 安全なめっき作業 —これらは危険性が低く、小規模な事業所やDIY環境での取り扱いが容易です。
- 酸や塩基を混合する際は、必ず酸を水に加え、逆にしてはいけません。これにより、激しい反応のリスクが最小限に抑えられます。
- 化学薬品は互換性のある、明確にラベル付けされた容器に保管してください。すべての試薬について有効期限とロット番号を管理してください。
- 未知の化学物質を混ぜてはいけません。また、こぼれ対応キットを常備してください。こぼれた場合は直ちに拡散を防ぎ、サプライヤーのSDS(安全データシート)で推奨されている中和剤を使用してください。
- 感電や短絡を防ぐため、定期的に電気機器やコードを点検してください。特に「 銅の電解 」が発生している湿った環境では注意が必要です。
廃棄物の分別および中和の基本
- 銅を含むすすぎ水や使用済みの 銅溶液 めっき液は、一般廃棄物から分別して保管してください。これらの溶液には溶けた金属が含まれており、健康や環境に有害である可能性があります。
- めっき廃液を排水溝、ごみ箱、または地面に絶対に流さないでください。適切な処分のために回収・保管してください。
- 中和または処理については、現地の有害廃棄物当局または認可された廃棄物処理業者に相談してください。規制は地域によって大きく異なり、不適切な処分は罰金や環境への被害を引き起こす可能性があります。
- すべての廃棄物は密閉された互換性のある容器に保管し、内容物と危険情報を明確に表示してください。
廃棄物処理の規制は地域によって異なるため、銅めっき廃棄物を処分する前には、常に現地の当局または認定された廃棄物処理業者に確認してください。責任ある取り扱いは、あなた自身と環境の両方を守ります。 [参考]
まとめ:安全なめっきとは賢明なめっきである
安全ゴーグル、手袋、および適切な換気を優先することにより、 鋼材への銅めっき プロセスのすべての段階でリスクを最小限に抑えることができます。慎重な取り扱いが重要です めっき薬品 清潔で,従順で,持続可能なワークショップにとって不可欠です. 塗装の終わりに 覚えておいてください 今日の安全習慣は 明日の良い結果と 頭痛の減少の基礎になります 次に,銅の仕上げを検証し,継続的な改善のためにプロセスを文書化する方法をお教えします.

ステップ9 品質 を 確認 し,プロセスを 文書化 し,賢明 に パートナー を 選べ
銅塗装の厚さ測定と粘着性検証
どのようにしてご自身の 銅製の仕上げ 鋼鉄の仕様が ちゃんと合ってるの? 信頼性の高い測定と粘着検査が不可欠です.特に安全性や高価な部品では. 時間をかけて 銅金属仕上げ ストレスの下では皮が剥がれ 薄すぎると知りました 家庭で塗装をするか 産業用ランを運営するかのどちらでも 作業の検証のための実践的な手順を紹介します
- 厚さ測定: 鋼材の基板の場合、磁気引き剥がし式の測定器(磁気誘導方式)が標準的なソリューションです。鋼のように基材が磁性体である場合、迅速かつ非破壊で膜厚を測定できます。非磁性の基材や多層仕上げには、渦電流式測定器を使用することがあります。どちらの方法も、部品を損傷させることなく、 めっき銅 が規定の仕様を満たしていることを確認するのに役立ちます。DIYの環境では、めっき時間とサプライヤーが提示するレートに基づいて膜厚を概算することもできますが、可能であれば常にテスト用のサンプルで確認してください。最高の精度や記録の提出が求められる場合は、X線蛍光(XRF)法やベータバックストリーミング法の使用を検討してください。これらは金属電気めっき業界の標準手法です。
- 密着性試験: 簡単なテープ剥離、スクラッチ-and-剥離、または犠牲領域や重要でない領域での曲げ試験により、 銅メッキ 層が適切に密着しているかを迅速に確認できます。特に重要な部品の場合は、必要に応じてラボでの断面観察や機械的試験へとステップアップしてください。
再現性のためのシンプルな工程記録を作成する
銅メッキ鋼鉄のバッチによって、なぜあるものは完璧に仕上がるのに、次のバッチでは問題が発生するのかと思ったことはありませんか?一貫した記録がその解決の鍵です。すべての変数を記録することで、傾向を把握し、トラブルシューティングを迅速化し、長期的にプロセスを最適化できます。 銅製の仕上げ 時間の経過とともにプロセスを
| 日付 | パート | 下準備ステップ | ストライク設定 | 成膜設定 | 追加装備 | 観察内容 | 結果 |
|---|---|---|---|---|---|---|---|
| 2025-11-12 | スチールブラケット | 脱脂、酸洗処理 | 10 ASF、3分 | 25 ASF、45分 | 光沢剤、界面活性剤 | 均一な析出、焼付きなし | テープ引張試験合格 |
| 2025-11-13 | コネクタ | アルカリ洗浄、ウォーターブレーク試験 | 15 ASF、2分 | 25 ASF、60分 | リベラー | エッジ焼け、中央が鈍い | 次回の運転で電流を調整 |
プロセス記録はバラツキを低減し、めっきコストを削減し、トラブルシューティングを容易にします。時間とともに、推測不要の完璧な銅めっき鋼の手順を構築できます。
銅めっき鋼において認定専門家と提携すべきタイミング
難しく感じますか? 設計許容差が厳しく、安全性が重要な部品、または大量生産が必要なプロジェクトの場合、専門家の支援を検討するのは賢明です。DIYでも 金属の電気めっき 試作やシンプルな作業には報酬が得られますが、重要な用途では追跡可能な品質、プロセス管理、および迅速な反復が求められます。
- 紹興 高度な表面処理および組立を含むエンドツーエンドのカスタム金属加工を提供しています。IATF 16949認証の品質保証と15年以上の経験により、自動車メーカーおよびTier 1サプライヤーは、自信を持って試作から量産へ迅速に移行できます。 提供されるソリューションの全ラインナップをご覧ください .
- 認定サプライヤーは、文書化された品質保証(QA)、プロセス記録、XRFやベータバックストリーム散乱などの先進測定ツールへのアクセスを提供します。これは、銅の厚さのマイクロメートル単位が重要となる業界において不可欠です。
- 外注により、複雑または大量の作業における全体コストや納期を削減でき、設計およびエンジニアリングにチームのリソースを集中させることも可能になります。
鋼材への高品質な銅めっきのためのおすすめ次のステップ
- 社内チェック用に信頼性の高い膜厚計への投資を行う
- すべてのロットに対して付着性試験を標準化する
- 傾向を把握し、問題の再発を防ぐために、詳細な工程記録を残してください。
- 重要部品や大量生産部品については、工程管理と追跡可能な結果を得るために、Shaoyiのような認定専門業者と提携してください。
正確な測定と文書化、必要に応じて専門家の協力を通じてフィードバックループを完結させることで、銅めっき鋼鉄部品がすべて耐久性があり均一な銅金属仕上げで貴社の工場を出荷するよう保証できます。これらの最終工程を習得すれば、メッキ工程も得られる結果と同じくらい信頼性の高いものになります。
鋼鉄への銅めっき:よくある質問
1. 鋼鉄に銅めっきは可能ですか?
はい、電解銅めっきや無電解めっきなどの方法で鋼鉄に銅めっきが可能です。成功の鍵は、十分な表面処理、適切な活性化、そして強固な密着性を確保するためのストライク層の適用にあります。このプロセスは機能的・装飾的な目的の両方に使用され、はんだ付け可能または導電性の表面を必要とする産業で一般的です。
2. 自宅で鋼鉄に銅めっきを行う最も適した方法は何ですか?
ほとんどのDIYプロジェクトでは、電解銅めっきが好まれる方法です。これは、皮膜厚さを制御でき、直流電源や硫酸銅溶液といった基本的な装置とも互換性があるためです。剥離を防ぐためには、十分な洗浄、表面の活性化、そしてめっき浴への即時移行が不可欠です。無電解銅めっきは複雑な形状に使用できますが、より繊細な化学管理が必要になります。
3. 鋼板への銅めっきが剥がれるのを防ぐにはどうすればよいですか?
剥がれを防ぐには、脱脂、機械的および化学的な洗浄、ウォーターブレイクテストの実施、めっき前の短時間の酸による活性化という厳密な表面処理手順に従ってください。本めっきの前に必ずストライク銅層を施してください。各工程間の即時移行と、遅延の最小化が、持続的な密着性を実現する鍵です。
4. 鋼板に銅めっきを行う際、どのような安全対策を取るべきですか?
常に安全ゴーグル、耐化学性手袋、および保護服を着用してください。換気の良い場所で作業し、すべての化学物質にラベルを貼り、未知の物質を絶対に混合しないでください。銅を含む廃棄物は現地の規制に従って処分し、すべての化学物質は安全で互換性のある容器に保管してください。これらの取り組みは、使用者と環境の両方を保護します。
5. 鋼材への銅めっきにプロのサービスを利用する検討が必要なのはどのような場合ですか?
プロジェクトが厳しい公差、安全性が重要な部品、または大量生産を必要とする場合は、Shaoyiのような認定サプライヤーとの提携が推奨されます。専門業者は工程管理、追跡可能な品質保証、高度な測定技術を提供でき、複雑な部品や自動車部品において試作から量産までのプロセスを効率化できます。