 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

CNC加工店・サービスの裏側:初めて購入する方に誰も教えてくれない真実

CNC工場およびサービスの実際の内容とは
製造施設の前を通り過ぎたとき、その中で実際に何が行われているのか疑問に思ったことはありませんか?「CNC工場およびサービス」という言葉を聞いたとき、あなたはおそらく、不思議なマシンが並んで静かに稼働している光景を思い浮かべるでしょう。しかし、実際に部品の製作を依頼する立場から見ると、それは一体どのような意味を持つのでしょうか?
シンプルな答えはこうです:CNC工場とは、コンピューター制御の工作機械を用いて、 金属などの原材料から高精度部品を製造する専門施設です。 「サービス」という部分は、単なる材料の切削作業をはるかに超えており、カスタム加工や試作(プロトタイピング)から、設備の保守・修理・校正、さらにはオペレーター向けの訓練に至るまで、あらゆる工程を含みます。
CNC工場と一般製造業との違いは何でしょうか?
一般製造施設を百貨店に例えるなら、それは幅広い生産ニーズに対応する施設です。一方、CNC加工所は、精密機械加工に特化した専門ブティックのような存在です。
その根本的な違いとは、コンピュータ数値制御(CNC)技術です。従来の機械加工では、すべての切削作業に手動操作が必要ですが、CNC工作機械は事前にプログラミングされた指令に従って、切削・穴あけ・フライス加工・旋盤加工などの作業を自動化します。また、 Kremin Inc. によると、この自動化により「優れた品質、再現性、およびコスト効率性」が実現され、これは手作業による工程では到底達成できない水準です。
『自宅近くのCNC加工所』といった検索は、多くの場合、こうした専門施設へとユーザーを導きます。なぜなら、一般の製造業者には通常備わっていない、マイクロメートル単位(つまり1ミリメートルの千分の一)の公差精度や、寸法・形状にばらつきなく同一部品を量産できる能力を提供しているからです。
CNCサービスの全範囲について解説
「私の近くにある製造工場」を検索する際には、利用可能なサービスの全範囲を理解することで、適切な質問ができるようになります。現代のCNC加工施設では、通常、基本的な機械加工にとどまらず、はるかに多様なサービスを提供しています。
主要な機械加工サービス:
- CNCミリング - 回転式切削工具を用いて材料を除去する加工法で、複雑な形状や平面加工に最適です
- CNC旋盤加工/旋盤作業 - 工作物を回転させながら切削工具で加工する方法で、円筒状部品の製造に最適です
- 多軸加工 - 5軸マシンは、一度のセットアップで高度に複雑な幾何形状を創出でき、生産時間を短縮します
- 電気火花加工(EDM) - 従来の切削加工では実現が困難な、精巧な形状や微細なディテールを創出できます
設計・開発サービス:
- CAD/CAM対応 - コンピューターで作成された設計データ(CADファイルなど)の受領および処理
- 試作物の開発 ・量産開始前の試作段階で少量を製造してテストを行う
- リバースエンジニアリング ・元の設計図面が入手できない場合に、既存部品を複製する
- 設計支援 ・製造性およびコスト効率を向上させるための部品最適化を支援する
仕上げおよび二次加工:
- 表面加工 ・アルマイト処理、電気めっき、塗装、粉体塗装
- 熱処理 ・応力除去、焼入れ、焼なましなどの熱処理工程
- 品質検査 ・三次元測定機(CMM)による検証および記録文書作成
- 組立サービス ・複数の部品を組み合わせて完成品のアセンブリを構成する
複雑そうに思えますか? 実際、その通りです。だからこそ、信頼性の高いCNC加工業者は、CNCプログラマー、旋盤・フライス加工技術者、品質保証専門家、エンジニアなど、高度な専門知識を持つ人材を雇用しています。これらの専門家が、お客様のプロジェクト要件を正確に理解し、完成部品へと具現化します。初めてCNC加工サービスをご利用になるお客様には、すべての技術的詳細を理解する必要はありません。大切なのは、優れたCNCサービスパートナーが、プロセス全体を通じて丁寧にサポートし、お客様の具体的な用途に最も適した加工方法を提案してくれるという点です。

技術基準および認証の解説
あなたはすでに 私の近くのCNC機械 それは有望に見えます。同社のウェブサイトには、ISO 9001、AS9100D、IATF 16949といった印象的な認証バッジが掲載されています。しかし、これらの頭字語は、あなたのプロジェクトにとって実際にどのような意味を持つのでしょうか?また、加工業者が±0.001インチという公差を提示した場合、あなたは感嘆すべきでしょうか、それとも懸念すべきでしょうか?
技術用語の煩雑さを排除し、これらの仕様が部品に対して実際にどのような意味を持つのかを明確にお伝えします。
公差仕様を平易な言葉で理解する
たとえば、ベアリング内に完璧に収まるシャフトが必要だとします。このシャフトが大きすぎると、ベアリングに収まりません。小さすぎると、ガタツキが生じます。公差とは、理想の寸法から許容される変動幅のことを指します。
実際の公差の適用例は以下の通りです:
- 標準公差(±0.005インチまたは±0.127mm) - 精密な嵌合が必須でない、一般的な用途向け部品に適しています。ブラケット、ハウジング、装飾用部品などが該当します。
- 高精度公差(±0.001インチ~±0.002インチ、または±0.025mm~±0.05mm) ― 部品が正確に嵌合する必要がある場合に必要です。機械式アセンブリ、ギア、機能部品などで一般的です。
- 超高精度公差(±0.0005インチまたは±0.0127mm以下) ― 航空宇宙産業、医療機器、光学機器など、ミクロン単位の微小な変動が重要な用途に限定されます。
なぜこれがお客様にとって重要なのでしょうか?より厳しい公差を要求すると、高度な設備、低速での切削加工、追加の品質検査が必要となり、すべての工程でコストが増加します。バトンルージュにある信頼性の高い機械加工工場(あるいは他の地域の工場でも同様)は、単に最も厳しい(そして最も高価な)公差をデフォルトで選択するのではなく、お客様のプロジェクトに実際に必要な公差を一緒に検討・決定するべきです。
潜在的な加工工場とプロジェクトについて打ち合わせる際には、次のシンプルな質問をしてください。「貴社が一貫して確保できる公差はどの程度ですか?また、それをどのように検証していますか?」品質管理の優れた工場では、三次元測定機(CMM)や統計的工程管理(SPC)を用いて寸法を検証しており、単なる目視検査だけではありません。
業界認証がお客様のプロジェクトに実際に意味すること
認証バッジは単なるマーケティング用の装飾品ではありません。これらは、エラーを防止し、品質を追跡し、プロセスを継続的に改善するための検証済みシステムを表しています。ただし、各認証には異なる目的があります。
Qimtek社によると、ISO 9001は「おそらく最も一般的な製造業向け規格」であり、「企業がプロセス主導型のアプローチを採用すること、および発生したエラーを随時厳密に分析すること」を要求します。
以下に、主要な各認証が実務上で意味するところを示します:
| 認証 | 含まれる内容 | サービスする産業 | 主要な要件 |
|---|---|---|---|
| ISO 9001 | 一般的な品質管理システム | 全産業向け — 基礎的な規格 | 文書化されたプロセス、エラー分析、顧客フィードバック体制、継続的改善 |
| AS9100D | 航空宇宙品質管理 | 航空・宇宙・防衛分野の部品 | ISO 9001の要求事項に加え、安全性確保のための手順、トレーサビリティ、定期監査、リスク管理 |
| IATF 16949 | 自動車品質管理 | 自動車サプライチェーンの製造事業者 | ISO 9001の要求事項に加え、欠陥予防、統計的工程管理(SPC)による制御、PPAP文書化、FMEA分析 |
| ISO 13485 | 医療機器の品質マネジメント | 医療機器 | 完全なトレーサビリティ、設計管理、リスク管理、規制遵守 |
多くのバイヤーが見落としがちな重要なポイント: IATF 16949はISO 9001を基盤としています 自動車業界特有の要求事項を追加することで構成されています。NSFの説明によると、「IATF 16949の認証を取得するには、まずISO 9001の基準を満たす必要があります」。つまり、IATF認証を取得済みの工場は、自動車業界特有のプロトコルを導入する前に、すでに一般的な品質保証能力を実証済みであるということです。
特に自動車用途において、IATF 16949では、以下のような専門的なツールの使用が工場に求められます:
- 統計的プロセス管理 (SPC) - 欠陥が発生する前に加工工程の変動を検出するためのリアルタイム監視
- 故障モードおよび影響分析(FMEA) - 何が問題を引き起こす可能性があるか、およびそれを防止する方法を体系的に特定すること
- 生産部品承認プロセス(PPAP) - お客様の仕様に適合する部品を一貫して製造できることを示す文書による証拠
では、ショップを評価する際にこれは何を意味するのでしょうか?自動車向け部品の調達を行う場合、IATF 16949認証取得工場は「任意」ではなく、顧客から「必須」とされる可能性が極めて高いです。航空宇宙分野の作業では、同様にAS9100D認証が不可欠です。一般産業用途では、ISO 9001認証が体系的な品質マネジメントを保証します。
要約すると:単に認証ロゴ(バッジ)の有無だけを確認するのではなく、候補となるショップに対して、その認証がお客様の具体的なプロジェクトにどのような影響を及ぼすかを積極的に質問してください。また、単なるマーケティング用語の羅列ではなく、実務上のメリットを明確に説明できる事業者を重視しましょう。
CNCフライス加工、旋盤加工、EDM加工サービスの選択
公差(許容差)と認証についての理解は深まりました。しかし、初めて購入される方の多くが迷いがちなのは、次の質問です。「実際に依頼すべきCNC加工プロセスはどれでしょうか?」ご希望の部品はフライス加工で製造すべきでしょうか、それとも旋盤加工でしょうか?また、EDM加工が適しているのはどのようなケースでしょうか?不適切な加工プロセスを選択すると、単にコストの浪費にとどまらず、仕様を満たさない部品が出来上がってしまうおそれがあります。
朗報です。賢明な意思決定を行うために、 工学の学位は必要ありません。 いくつかの基本原則を理解すれば、適切な質問が可能になり、自宅近くのCNC機械加工サービスから提示される提案を評価することもできます。
プロジェクトに最適なCNC加工プロセスを選定する
まず、部品の形状を確認してください。RapidDirect社の加工比較ガイドによると、「主に円筒形の部品にはCNC旋盤加工が適しています。輪郭やポケットを有する複雑なプリズム形状の部品には、CNCフライス加工が最も適しています。」
各主要加工プロセスの仕組みと選択タイミングは以下の通りです:
CNCミリング: 固定された材料ブロックの上を回転する切削工具が移動し、層状に材料を削り取り、目的の部品を形成する様子を想像してください。ワークピースは固定されたまま、工具がX、Y、Z軸(場合によってはそれ以上の軸)に沿って移動します。
- 最適な用途: 平面、ポケット、スロット、角度付き形状、複雑な3D輪郭
- たとえば: ハウジング、ブラケット、エンジン部品、多様な特徴を備えたカスタムプレート
- メリット: 非常に多機能—単純な穴あけから複雑な彫刻的な形状まで、あらゆる加工に対応します
CNCターニング: 逆のアプローチをイメージしてください。材料が高速で回転し、固定された切削工具がその表面を成形します。これにより、円形・対称形状の部品を効率的に製造できます。
- 最適な用途: 円筒状部品、シャフト、ロッド、ブッシング、ねじ付き部品
- たとえば: ピン、プーリー、油圧ピストン、スピンドルなど、回転対称性を持つすべての部品
- メリット: 円形部品の加工において、フライス加工よりも高速かつコスト効率が優れています
EDM (電気放電加工): この工程では、材料を切削する代わりに電気火花を用いて溶かし(エロージョン)除去します。工具とワークピースとの物理的接触がないため、従来の切削では実現不可能な形状も製作可能です。
- 最適な用途: 極めて高硬度の材料、複雑な内部形状、鋭角、薄肉部
- たとえば: 射出成形金型キャビティ、航空宇宙部品、医療用インプラント、高精度工具
- メリット: 従来の切削工具を破損させてしまうような高硬度材料を加工できます
ご判断の参考となる実用的な比較を以下に示します:
| CNC加工 | 最適な適用例 | 典型的な公差 | 物質的相容性 | 制限 |
|---|---|---|---|---|
| CNCミリング | プリズム形状の部品、複雑な輪郭、ポケット、スロット、多機能部品 | ±0.001" ~ ±0.005"(±0.025mm ~ ±0.127mm) | アルミニウム、鋼、チタン、真鍮、プラスチック、複合材料 | 単純な円筒形部品では加工速度が遅く、硬度の高い金属では工具摩耗が増加する |
| CNCターニング | 円筒形部品、シャフト、ロッド、ねじ付き部品、対称形状の特徴を持つ部品 | ±0.001インチ~±0.003インチ(±0.025mm~±0.076mm) | ほとんどの金属およびプラスチックに対応可能。棒材加工に特に優れる | 二次加工を伴わなければ、平面、角度付き、または非対称形状の特徴を製造できない |
| 電子機器 | 焼入材、複雑な空洞、鋭角の内角、薄肉部品 | ±0.0001インチ~±0.001インチ(±0.0025mm~±0.025mm) | 電気伝導性を有するすべての材料(焼入工具鋼や特殊合金を含む) | 加工速度が遅く、コストが高くなる。また、電気伝導性を有する材料のみでしか加工できない |
特別なサービスが差を生むとき
各工程が「不適切」である状況を理解することで、時間の節約と高額なミスの防止が可能になります。以下に、率直な整理を示します。
以下の場合はフライス加工を選択しないでください:
- 部品が主に円筒形状である場合――旋盤加工の方がより高速かつ低コストです
- 焼入材の内部形状に対して極めて厳しい公差が要求される場合――代わりに放電加工(EDM)をご検討ください
- 生産数量が極めて多く、かつ部品の形状が単純な場合――他の加工方法の方が経済性に優れている可能性があります
以下の場合は旋盤加工を選択しないでください:
- 部品に平面、ポケット、または中心軸に対して非対称な形状がある場合
- 角度付き穴、側面スロット、あるいは複雑な3次元輪郭が必要な場合
- 部品の形状が複数方向からの工具アクセスを必要とする場合
以下の場合はEDMを選択しないでください。
- 標準的なフライス加工または旋盤加工で要求される公差を達成できる場合——EDMは従来の加工方法に比べて大幅に高コストです。
- 加工材料が電気的に導電性を持たない場合(プラスチック、セラミックス、ほとんどの複合材料など)。
- 納期が極めて重要である場合——EDMは従来の切削加工と比較して材料除去速度が遅いため、加工時間が長くなります。
3軸加工と5軸加工の違いについて:RapidDirect社によると、選択は部品の複雑さによって異なります。3軸工作機械では、切削工具をX・Y・Zの3つの直線方向に移動させます——これは、表面へのアクセスが容易な比較的単純な形状の部品には十分です。一方、5軸工作機械では、さらに2つの回転運動が追加され、工具がワークピースに実質的に任意の角度からアプローチできるようになります。
実用的な影響とは?5軸加工は、工程数を削減し、曲面部品の表面仕上げ品質を向上させ、3軸機械では実現不可能な複雑な形状の加工を可能にします。ただし、RapidDirect社によると、5軸加工には「高価な機械、高度なソフトウェア、専門的な知識を有する作業員」が必要であり、コストが高くなるという課題があります。単純な部品については、3軸加工でも同等の品質をより低コストで実現できます。
バトンルージュにある機械加工工場またはCNCサービスプロバイダーを評価する際には、以下の質問をしてください:
- 「私の部品の形状に基づき、どの加工方法を推奨されますか?また、その理由は何ですか?」
- 「代替となる加工方法はありますか?それらはコストおよび納期の面でどのように比較されますか?」
- 「この部品の製造を容易にするために、設計上の変更点はありますか?」
優れた加工工場は、単に注文を受け付けるだけではなく、お客様が依頼した加工方法が本当にご要件に合致しているかどうかを一緒に検討・理解するお手伝いをします。こうした協働的なアプローチは、材料選定においてさらに重要になります。なぜなら、材料選定には独自のトレードオフ(利点と欠点)が伴うからです。

CNCプロジェクト向け材料選定ガイド
お客様は、部品に最適なCNC加工プロセスをすでに特定しました。次に、性能、耐久性、および予算に直接影響を与える重要な判断が待ち受けています——それは「どの材料を選ぶか?」という問いです。この段階で、初めてCNC加工を依頼される多くのお客様が戸惑いを感じる一方で、優れたCNC加工業者との連携が非常に価値あるものとなるのです。
実際のところ、材料選定とは「最も優れた」選択肢を見つけることではありません。それは、お客様の具体的な用途に「最も適した」材料を見極めることなのです。あるプロジェクトには完璧な材料でも、別のプロジェクトではまったく不適切である可能性があります。
お客様の用途にとって実際に重要な材料特性
特定の材料について検討する前に、まずその部品が実際に果たすべき機能を明確にしてください。According to(※注:原文のまま)によると、最初のステップは「要件を優先順位付けすること」であり、「絶対に必要な要件(must-haves)から始め、次第に望ましい要件(nice-to-haves)へと順に整理していく」ことです。このプロセスにより、通常は選択肢が管理可能な短い候補リストに絞り込まれます。 Protolabs according to
評価すべき主な要素は以下のとおりです:
- 機械的負荷 - この部品は重量を支えるのか、衝撃に耐えるのか、あるいは繰り返しの応力サイクルに耐えられるのか?
- 動作環境 ・温度の極端な変化、湿気への暴露、化学薬品との接触はありますか?
- 重量に対する感度 ・1グラム単位の軽量化が重要ですか、それとも質量は無関係ですか?
- 表面の要件 ・装飾的な仕上げ、耐摩耗性、あるいは機能的な接触面が必要ですか?
- 生産量 ・試作数量ですか、それとも大量生産ですか?
これらの優先事項が明確になったところで、一般的な材料がさまざまな用途分野においてどのように性能を発揮するかを検討しましょう。
構造部材および高負荷用途:
- 炭素鋼 ・優れた強度対コスト比を有し、腐食が懸念されないブラケット、フレーム、荷重支持部品に最適
- ステンレス鋼(304、316) ・強度と耐食性を兼ね備えており、湿気や化学薬品にさらされる構造部品に好適
- アルミニウム7075 ・Weerg社によると、「航空宇宙、軍事、レーシング分野で使用される最も強力な合金の一つであり、鋼鉄に近い強度を、その約3分の1の重量で実現する」
軽量性および高性能用途:
- アルミニウム 6061 - 作業用合金の定番;Weerg社はこれを「非常に多用途で、優れた機械的強度と優れた切削性を備えた」合金と評価しており、多くの分野に適しています
- アルミ 5052 - 海上環境および燃料タンク向けの優れた耐食性
- チタン合金 - 航空宇宙産業および医療用インプラント向けの、究極の比強度性能;コストは著しく高くなります
腐食性環境向けアプリケーション:
- ステンレス鋼 316/316L - Weerg社によると、これらは「厳しい環境や食品・化学薬品関連用途に理想的な、優れた耐食性」を備えています
- アルミニウム(一般) - 表面に形成される保護性酸化被膜により、自然に耐食性を有します
- 真鍮 - 海上用ハードウェアおよび装飾部品に最適;天然の抗菌性を有します
高温用途:
- ステンレス鋼(高ニッケル系グレード) ・高温下でも強度を維持
- PEEK (ポリエーテルエーテルケトン) ・Protolabsでは、高温用途向けプラスチック部品として人気のある材料と評価されており、継続的な480°F(250°C)への暴露に耐えられる
- Ultem ・厳しい熱環境に適したもう一つの高性能熱可塑性樹脂
外観重視および低応力用途:
- アルミニウム(アノダイズ処理済み) ・着色性が極めて優れており、軽量でプロフェッショナルな外観を実現
- アセタール(デルリン) ・滑らかで低摩擦のプラスチックであり、外観が見える部品や機構部品に最適
- ABS ・ハウジング、カバー、非構造部品などにコスト効率の良いプラスチック
材料選定におけるコスト対性能のトレードオフ
アルミニウムと鋼の機械加工選択は、実際におけるトレードオフの働きを完璧に示しています。
まず重量を検討してください。Weerg社の分析によると、アルミニウムは「鋼よりも約3倍軽量」です。この差は、重量が直接性能に影響を与える分野——航空宇宙産業における燃料効率、自動車の加速性能、携帯型機器の人体工学的設計——において極めて重要です。
しかし、鋼は一般に絶対的な機械的強度がより高いです。Weerg社は、この実用上の違いを次のように説明しています:アルミニウムは「鋼よりも強度が低いが、優れた比強度(強度/重量比)を持つ」。言い換えれば、同じ物理的サイズでは鋼の方がより大きな荷重に耐えられる一方、アルミニウムは同等の荷重をより軽量で、ただしより大きな寸法で支えることができます。
切削性はコストに大きく影響します。アルミニウムは切削速度が速く、工具摩耗が少ないため、加工工場の単価が低く、納期も短縮されます。一方、鋼材はより頑健な工具を必要とし、切削速度が遅く、多くの場合冷却液も必要となるため、部品単価が上昇します。ただし、鋼材の原材料価格が比較的安いため、単純な部品ではこれらの切削コスト増加分を相殺できる場合があります。
プラスチックの場合、トレードオフの内容は異なります。ABSおよびアセタールは、試作や低応力用途において経済的なソリューションを提供します。PEEKは優れた性能を発揮しますが、コストは大幅に高くなります——耐熱性、耐薬品性、または機械的特性が実際にその性能を必要とする場合にのみ、導入価値があります。
Protolabsでは、切削加工による試作部品と射出成形による量産部品で同一の樹脂を使用することを推奨しており、これにより「試作部品は実際の検証が可能であり、量産部品と同様の性能を発揮する」ことを保証しています。
表面仕上げの選択肢と、それらが重要となるタイミング
表面粗さ(Ra:平均粗さ)は、問題が発生するまで見過ごされがちな仕上げ要件です。以下に、各仕上げレベルが実際にはどのような意味を持つのかを示します。
- Ra 3.2 μm(125 μin)-標準機械加工面 -工具痕が目視で確認可能;非接触面、内部形状、塗装予定部品などに適用可能
- Ra 1.6 μm(63 μin)-高品位機械加工面 -より滑らかな外観;ほとんどの機械組立部品および外観部品に適しています
- Ra 0.8 μm(32 μin)-精密研削面 -シール面、軸受頸部、精密スライドフィット部などに必要
- Ra 0.4 μm(16 μin)以下 -光学機器、医療機器、高精度計測機器向けの研磨仕上げ
二次処理により、選択肢がさらに広がります。ProtoLabs社によると、アルミニウム合金の場合、「耐久性を重視するならアノダイズ処理が望ましく、外観を重視する場合はクロメート処理がより適しています」。アノダイズ処理は、傷に強い硬質な酸化皮膜を形成し、染料による着色も可能です。一方、クロメート変成処理は、特徴的な外観を付与するとともに防食性能を提供します。
表面仕上げを指定する際には、以下の点を念頭に置いてください:要求仕様が厳しくなるほどコストは上昇します。たとえば、「この用途では本当にRa 0.8 μmの表面粗さが必要なのか?それとも、Ra 1.6 μmでも同等の機能性能が得られるのではないか?」と自問してみてください。知識豊富なCNC加工業者は、厳しい表面仕上げが真正に価値を生む場所と、単にコスト増加を招くだけの場所を明確に区別してご提案できます。
材料および表面仕上げの選定が明確になった後、次に気になるのは、CNC加工が他の製造方法と比べてどのように位置づけられるかという点でしょう。こうした比較を通じて、高精度機械加工が最もコストパフォーマンスに優れるタイミング、および代替手法がより合理的となるタイミングが明らかになります。
CNC加工 vs 3Dプリンティング、射出成形、鋳造
材料を選定し、CNC加工プロセスについて理解しました。しかし、製造を正式に決定する前に、ぜひ検討すべき重要な問いがあります。「このプロジェクトにとって、CNC加工は本当に最適な製造方法なのでしょうか?」その答えは、場合によっては「はい」であり、また場合によっては明確に「いいえ」です。
ほとんどのCNC加工業者は、代替手法がより適している場合でもそれを教えてくれません。そもそも彼らのビジネスは加工にあるからです。しかし、こうした各手法のトレードオフを理解することで、より賢明な意思決定が可能になり、高額な失敗を回避できます。以下では、CNC加工と3Dプリンティング、射出成形、鋳造を、あらゆる点で正直かつ公平に比較検討します。
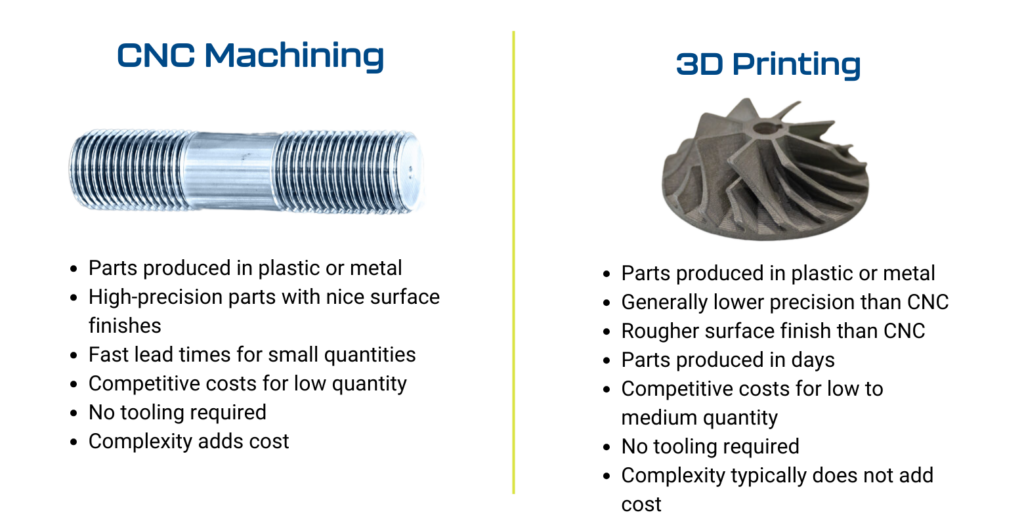
CNC加工が他の手法よりも優れている場合
CNC加工は、精度製造分野において長年にわたり支配的な地位を維持してきました。その理由は十分にあります。ノースイースト・プレシジョンCNC社によれば、「CNC加工は優れた精度と極めて厳しい公差(マイクロメートル単位)を実現します。そのため、エンジン部品や医療用インプラントなど、高い精度が求められる部品の製造に最適です。」
CNC加工が他の製造方法を実際に凌駕する点は、以下の通りです:
精度と公差制御: 用途において厳密な寸法精度が求められる場合、CNC加工はその要求を確実に満たします。『 The Steel Printers 』によると、CNC加工は「±0.001mmの公差を達成可能であり、これは鋳造および金属3Dプリントの両方よりもはるかに優れた精度である」とされています。3Dプリントや鋳造では、二次加工(後工程)を施さない限り、このようなレベルの寸法精度には到底到達できません。
素材の多様性: CNC機械は、実質的にあらゆる切削可能な材料—金属、プラスチック、木材、複合材—に対応できます。ノースイースト・プレシジョンCNC社によれば、「CNC機械はアルミニウム、鋼、チタンなどの金属、プラスチック、さらには木材など、幅広い材料を加工可能です」。一方、射出成形は主にプラスチックに限定され、3Dプリントは材料の種類が徐々に増加していますが、依然として選択肢が限られています。
試作および小ロット生産における短納期: 部品をすぐに必要としていますか? CNC加工では金型の開発が不要です。The Steel Printers社は、「金属3Dプリントは少量ロット向けに最も迅速な方法」であると説明していますが、CNC加工もそれに次ぐ速さであり、後処理の要件を考慮すると、しばしばCNC加工の方が優位になります。Northeast Precision社はさらに、「CADモデルの準備とGコードの作成が完了すれば、機械はほぼ即座に切削を開始できます」と述べています。
金型投資なしでの設計の柔軟性: 変更は非常に簡単です。寸法の調整が必要な場合、オペレーターはGコードを直接修正できます。これに対し、Northeast Precision社は「成形品の仕様に変更がある場合、金型そのものにも変更を加える必要があり、それがさらに納期の延長につながる」と指摘しています。
表面仕上げ品質: 機械加工された表面は、通常、鋳造品や3Dプリント部品に比べて後処理が少なくて済みます。「Steel Printers」社は、「最終的な機械加工部品は通常、熱処理のみの後工程で済む」と指摘しています。一方、鋳造品および3Dプリント部品は、所定の仕上げを達成するために頻繁に機械加工を必要とします。
他の製造方法がより適している状況
率直にお伝えしますと、CNC機械加工が常に最適な選択肢とは限りません。こうした状況を認識しておくことで、コスト削減と手間・ストレスの軽減につながります。
3Dプリントが優れる場合:
- 極めて複雑な形状 - 「Steel Printers」社によると、「金属3Dプリントは、CNC機械加工では実現不可能な軽量構造や内部空洞形状も製造できます。」例えば、ラティス構造、内部冷却チャネル、あるいは有機的形状などが該当します。
- 高度にカスタマイズされた単品部品 - 各ユニットが異なる場合、3Dプリントではバリエーションごとのセットアップ時間が不要になります。
- 材料効率に関する懸念 - CNC加工は除去式であり、材料が切り取られてしばしば廃棄されます。The Steel Printers社は、「金属3Dプリンティングでは、部品を製造するために必要な量の材料のみを使用し、余剰分は通常再利用可能です」と指摘しています。
射出成形が優れている場合:
- 大量プラスチック成形生産 - 同一のプラスチック部品を数千個から数百万個必要とする場合、射出成形の単位当たりコストは比類なく優れています。高価な金型費用は、大量生産によって回収されます。
- 一貫した品質を保った複雑なプラスチック形状 - 金型が完成すれば、すべての部品が同一の仕様で製造されます。
- 統合された機能 - クリックフィット、ライビングヒンジ、および単一の成形品内への複雑なアセンブリ。
鋳造が優れている場合:
- 大型金属部品 - The Steel Printers社は、「大型部品を製造する際には、鋳造が選択すべき方法です。一般に、従来の製造方法は大型部品の製造においてははるかに優れています」と説明しています。
- 極めて高い生産数量 ・数千個単位では、鋳造の規模の経済性が支配的になります。『Steel Printers』は、「部品の数量が増えるにつれて、鋳造用金型の製作にかかる固定費……を多数の部品に按分できる」と指摘しています。
- 材料の流動が容易な部品 ・複雑な内部構造を伴わない、より単純な形状。
カスタム製造方法の比較
この包括的な表は、お客様の特定プロジェクト要件に最も適した製造方法を評価する際にお役立ちます。
| 係数 | CNC加工 | 3Dプリンティング(金属) | インジェクション成形 | 鋳造 |
|---|---|---|---|---|
| 1~10個単位でのコスト | 中程度――金型不要 | 中程度~高――部品単価による課金 | 非常に高――金型コストが支配的 | 高――パターンおよび金型が必要 |
| 100個でのコスト | 中程度 - 設定コストを償却 | 高 - 線形スケーリング | 中程度 - 金型コストの分散 | 中程度 - 競争力が高まっている |
| 1,000個以上単位でのコスト | 単価が他の選択肢より高い | 最も高い - スケールしにくい | プラスチックでは最も低い | 金属では最も低い |
| 高精度加工能力 | 優秀(±0.001mmが可能) | 良好(通常±0.1~0.2mm) | 良好(通常±0.05~0.1mm) | 中程度(しばしば機械加工を要する) |
| 材料の選択肢 | 最も広範囲:金属、プラスチック、複合材料 | 成長中だが、対応可能な金属/ポリマーは限定的 | 主に熱可塑性樹脂 | ほとんどの金属が鋳造可能 |
| 納期(最初の部品) | 納期:数日~2週間 | 数日~1週間 | 数週間~数か月(金型製作) | 数週間(パターンおよび金型製作) |
| 設計変更の柔軟性 | 優れている——CADファイルを修正すればよい | 優れている——CADファイルを修正すればよい | 不良 - 金型の修正が必要 | 不良 - 新規パターンが必要 |
| 幾何学的複雑さ | 金型へのアクセス可能性によって制限される | 優秀 - 内部形状の成形が可能 | 適切な金型設計により良好 | 中程度 - 流動性に制限あり |
| 部品サイズ範囲 | 小サイズから大サイズまで | プリンターの造形可能体積によって制限される | 一般的には小サイズから中サイズまで | 小サイズから非常に大サイズまで |
プロジェクトに適した正しい選択をする
Steel Printers社は、意思決定フレームワークを次のように要約しています。「複雑さと生産数量との直接的な関係」が、最適な製造方法を決定します。以下は、同社の分析に基づく簡略化されたガイドラインです:
- 単体から数十個の部品: 形状の複雑さに応じて、3DプリントまたはCNC加工
- 数十個から数百個の部品: CNC加工(形状が単純な場合は、鋳造への移行を検討)
- 数百個から数千個: 金属は鋳造、プラスチックは射出成形
- 数千個以上: 経済性の観点からは、鋳造または射出成形がほぼ常に優位
『The Steel Printers』誌の結論によれば、「常に他の手法より優れている製造方法は存在しません。今後の進展においては、従来の製造技術と金属3Dプリントが互いに補完し合い、それぞれの弱点をカバーするという考え方こそが重要です。」
最も価値のある洞察とは?CNC加工が最も馴染み深い選択肢であるからといって、自動的に最適な方法だと決めつけないことです。数量要件、精度要件、材質仕様、納期を正直に検討してください。信頼できるCNC加工業者は、代替手法があなたのプロジェクトにとってより適している場合に、それを率直に伝えてくれます。こうした誠実さこそが、複数のプロジェクトにわたって価値を提供するパートナーシップを築く基盤となります。
製造方法が決定された後、次の判断は、地元の機械加工工場とオンラインサービスのどちらを選ぶかです。それぞれの選択肢は、プロジェクト規模およびサポート要件に応じて明確に異なるメリットを提供します。
あなたのプロジェクト規模に合ったCNC加工業者を見つける
CNC加工がプロジェクトに適していると判断しました。次に、意外にも多くのガイドが正直に取り上げていない決定が待ち受けています:「自宅近くの地元機械加工工場」と取引するか、それとも「オンラインCNC加工サービスプラットフォーム」を利用するかです。この問いに対する答えは単純ではありません。誤った選択をすると、必要のない利便性のために高額な料金を支払うことになったり、成功に不可欠なサポートを失うことになります。
両方のアプローチにはそれぞれ明確な強みがあります。それぞれが最も優れた成果を発揮する状況を理解することで、プロジェクトの要件に最も適したパートナーを選定できます。
地元機械加工工場 vs オンラインCNCサービス
これらの選択肢の最も大きな違いは、コミュニケーションの方法、注文の進行プロセス、および受けるサポートの内容にあります。「XTJ Precision Manufacturing」によると、 XTJ Precision Manufacturing 「従来のCNC加工サービスを選択すると、工場と直接連携することになります… 通常、ご要望や使用材料について工場チームと話し合います。」一方、オンラインプラットフォームでは、「ウェブサイトを介して部品を注文できる」ため、自動化された見積もりと最小限の直接対話で済みます。
それぞれのアプローチが実際に提供するものとは以下の通りです:
地元の機械加工工場のメリット:
- 工作機械オペレーターおよびエンジニアとの直接的なコミュニケーション ・複雑な要件について対面で議論でき、質問を投げかけ、技術的な詳細に関して即座に clarification(明確化)を得られます
- 設計コンサルテーションおよび専門的知識 ・XTJ社によると、従来型の工場は「専門的な設計支援を提供します。部品の品質向上やコスト削減に役立つアドバイスを受けることができます」
- 関係構築 ・施設と直接連携することで、信頼関係と相互理解が築かれ、今後のプロジェクトにも良い影響を与えます
- 透明性のある価格設定 ・「工場に直接支払うため、仲介業者による追加コストを回避できます」。これにより、プラットフォーム手数料(プロジェクト費用の10~20%増加要因)を節約できます
- 品質の一貫性 ・地元の工場では、「自社工場内で工程のすべてを管理」しており、各作業工程を直接監督できます
- 継続的なサービスおよびサポート - 機器の保守、修理、または校正が必要ですか?現地の施設では、製造と併せてこれらのサービスを提供していることが多くあります
オンラインCNC機械加工サービスのメリット:
- 即時見積もり - CADファイルをアップロードするだけで、手動による見積もり待ちをすることなく、すぐに価格をご確認いただけます
- 広範なサプライヤー・ネットワーク - 単一のプラットフォームを通じて、複数の認定機械加工工場にアクセスできるため、選択肢が広がります
- 便利な注文管理 - ウェブインターフェースを通じて、注文の追跡、プロジェクトの管理、書類処理が可能です
- 柔軟な配達オプション - 緊急度や予算に応じて、標準配送、迅速配送、経済配送からお選びいただけます
- 24/7アクセス可能 -スケジュールやタイムゾーンの調整をすることなく、いつでも注文を提出可能
- 迅速な設計反復 -XTJは、オンラインプラットフォームについて「新しい設計図をアップロードしたり、注文内容を迅速に変更したりできます。アイデアを試験的に検証し、部品を素早く入手できます」と指摘しています
しかし、しばしば見落とされがちな点があります:オンラインプラットフォームはサプライヤーのネットワークを活用しており、これにより品質のばらつきが生じる可能性があります。XTJによると、「各サプライヤーによって品質が変化する場合があります。オンラインプラットフォームは多数の工場を利用するため、ミスや納期遅延のリスクが高まることがあります」。同一の仕様・品質を複数回の注文で確実に確保する必要がある場合、この一貫性は極めて重要です。
生産規模に応じた工場タイプの選定
ご要望の生産数量は、最適な調達手法を選択する上で大きな影響を与えます。少量向けCNC加工と大量生産向けCNC加工では、それぞれ異なる要件があり、それに応じて最適なパートナーのタイプも異なります。
プロトタイプおよび小ロット(1~50個)向け:
どちらの選択肢もここでは有効ですが、優先事項が異なります。プロトタイプに反復作業や設計フィードバックが必要な場合、地元の工作所が優れています。「RapidDirect」によると、CNC工作所は「生産品質を最適化するために、最小限のコストと時間で設計を迅速に変更できる」そうです。こうした協調的な設計改善プロセスは、エンジニアと直接やり取りする際に、より自然に進行します。
オンラインプラットフォームは、設計が最終確定済みで、広範な相談を伴わず迅速な納期が求められる場合に最も力を発揮します。形状が既に実証済みの単純な部品については、ファイルをアップロードして数日で部品を受け取れるという点で、明確な効率性を提供します。
中量生産(50~500個)の場合:
この数量帯では、地元の機械工作所またはメーカー直取引がしばしば有利です。「XTJ」の比較によると、「大規模な受注で最も低価格を実現したい場合、および寸法精度が厳密に要求される場合には、直接のCNC機械加工サービスを選択すべきである」とあります。数量が増えるにつれてプラットフォーム手数料の負担が大きくなり、製造業者との直接交渉による価格設定がコスト面での優位性をもたらします。
さらに、中規模の生産ロットでは、単一ソースによる生産から得られる一貫性がメリットとなります。すべての部品は同一の機械、同一のオペレーター、同一の品質検査プロセスから供給されます。
大量生産(500個以上)の場合:
大規模な生産においては、直接的な取引関係が不可欠となります。RapidDirectでは、加工業者を評価する際には、「CNC加工業者の生産能力およびスケーラビリティの選択肢はどの程度か?特定の期間内にどの程度の数量を納入可能か?」という点を検討するよう推奨しています。大量生産には、十分な工作機械の保有台数、効率的なNCプログラミング、そして堅牢な品質管理システムを備えた業者が求められます。
オンラインプラットフォームでは、複数のサプライヤーへ作業を分散させるため、品質や仕様の一貫性が損なわれる可能性があります。一方、直接的なパートナーシップを築くことで、専任の生産スケジューリング、数量ベースの価格交渉、そして効率化された物流体制を実現できます。
納期の期待値と現実的な納品サイクル
現実的かつ妥当な納期を正しく理解しておくことは、不満を防ぎ、効果的な計画立案を支援します。以下は、実際に期待できる納期の目安です:
地元の機械加工工場の納期:
- 急ぎ注文: 在庫がある場合、単純な部品は1~3日
- 標準試作: 3~7営業日
- 複雑または高精度な部品: 1-2週間
- 量産生産: 数量および複雑さに応じて2~4週間
XTJ社によると、従来型のCNC加工施設では「3~7日で部品を製造できます。工場と直接やり取りできるため、納期の短縮(ラッシュオーダー)も依頼可能です」。この直接的なコミュニケーションにより、納期が極めて重要な場合でも柔軟な対応が可能になります。
オンラインプラットフォームの納期:
- 迅速対応サービス: 営業日3~5日(プレミアム価格)
- 標準納期: 通常2~3週間
- 経済的な選択肢: 3-4週間
XTJ社の分析によると、「ほとんどの作業は約3週間かかりますが、より迅速な対応を希望される場合は追加料金をお支払いいただけます。」このトレードオフは明確です:オンラインプラットフォームではスピードが追加コストを伴いますが、地元の工場では直接予約により標準的な納期を短縮できる場合があります。
サービス要素:部品製造を超えて
オンラインプラットフォームには真似できない、地元の機械加工工場が提供する一つの利点は、包括的なサービス関係です。設備の保守・修理や部品製造を超えた技術サポートが必要な場合、地元の施設は継続的な価値を提供します。
ウィスコンシン・メタル・テック社によると、強固な顧客関係とは「お客様の個別のニーズを的確に把握するために、積極的にコミュニケーションを図ること」を意味します。「特定の材質要件、厳しい公差、あるいは設計上の制約など、あらゆる要望に応じて、当社のCNC加工サービスを最適にカスタマイズいたします。」
この協力的なアプローチは、問題解決にも及びます。ウィスコンシン・メタル・テック社は、「課題は生じるものですが、当社の協力的なアプローチにより、皆様とともに解決策を見いだすことができます」と強調しています。問題が発生した場合——製造業においては、こうした事象は時折起こります——お客様の用途を理解し、迅速に対応できるパートナーがいることは、非常に大きな違いをもたらします。
継続的な取引関係(繰り返しの発注、設計の進化、または生産規模の拡大を伴うもの)においては、地域のパートナーシップが通常、より高い価値を提供します。一方、仕様が明確で、今後の追加対応が見込まれない単発プロジェクトの場合には、オンラインプラットフォームが効率的な取引を実現します。
最適な選択肢とは、どちらかの選択肢が普遍的に優れているかどうかではなく、ご自身の具体的なプロジェクト要件、納期、および関係性のニーズに最も合致するアプローチがどれであるかを判断することです。
ショップの種類を選択した後は、価格設定の仕組みを理解することで、見積もりを効果的に評価し、予期せぬコストを回避できます。ここから、CNCサービスの価格を実際に決定する要因について説明します。
CNC加工サービスの価格設定とコスト要因の理解
CNC加工の見積もりを受けて、なぜあの小さな部品がこれほど高額なのか疑問に思ったことはありませんか?あるいは、一見似ているように見える2つのプロジェクトが、大幅に異なる価格で戻ってきた理由に驚いたことはありませんか?あなたは決して一人ではありません。加工サービスの価格設定は、初めて利用する顧客にとってしばしば不透明であり、その不確実性が、プロジェクト開始前の段階ですでに意思決定の障壁となっています。
事実として、CNC加工のコストは恣意的に設定されているわけではありません。特定の要因に基づき、予測可能なパターンに従って算出されます。これらの要因を理解することで、単なる見積もり受領者から、賢明な判断を下せる知識豊富な顧客へと変化し、最初のRFQ(見積依頼書)提出前にコスト削減を図ることも可能になります。
CNC加工コストを左右する主な要因
コマカット社(Komacut)のコスト分析によると、機械加工部品の価格を決定する要素は、いくつかの相互に関連する項目から成り立っています。以下に、通常の影響度順にそれらを詳しく説明します。
材料の種類と使用量:
素材の選択は、単なる原材料価格を超えて、コストにさまざまな形で影響を与えます。Komacut社によると、「ステンレス鋼やチタンなどの硬く靭性の高い素材は、加工により多くの時間と特殊な工具を要するため、コストが上昇します。」一方で、「アルミニウムなどの軟らかい素材は機械加工が容易であり、これにより加工時間および工具摩耗の両方を削減できます。」
- 原材料費 - チタンは、アルミニウムや軟鋼と比較して、1キログラムあたりのコストが大幅に高くなります
- 加工性 - 硬い素材は切削速度を遅くする必要があり、これにより工作機械の稼働時間が延長されます
- 金型の摩耗 - 研磨性または靭性の高い素材は切削工具の消耗が早まり、工具交換費用が追加されます
- 特別な取り扱い - 一部の素材では、特定の切削油、送り量、または工作機械の設定が必要です
加工時間:
機械加工時間は、直接的に人件費および設備コストを左右します。Komacut社は、加工時間を左右する2つの主要な要因として、「使用材料の厚さ」と「部品の設計の複雑さ」を挙げています。材料が厚いほど、所定の深さを得るために複数回の切削パスが必要となります。また、複雑な形状では、精度を確保するために加工速度を落とす必要があり、工具交換も頻繁に行う必要があります。
部品の複雑さおよび設計特徴:
Fictiv社のコスト削減ガイドによると、特定の設計要素が価格に大きく影響を与えます:
- 公差 - 「公差を厳しく設定するとコストが上昇します。」±0.001インチという厳しい公差を達成するには、標準的な公差よりも慎重な機械加工が必要です。
- 穴のサイズおよび深さ - 「深く狭い穴は、正確に加工するのに時間がかかり、工具の破損が発生しやすくなります。」
- 内部半径 - 「R(曲率半径)が小さいほど、必要なエンドミルの直径も小さくなり…その結果、加工速度はさらに遅くなります。」
- 切断深さ - 特に深いポケット加工は、加工時間を大幅に延長させ、特殊な工具を必要とする場合があります。
- 壁厚 - 薄肉部品は、振動や変形を防ぐために特別な配慮が必要です。
- アンダーカット - Oリング溝などの特徴形状は、専用工具を必要とし、これによりコストが増加します。
セットアップおよび処理時間:
切断を開始する前に、多大な準備作業が行われます。Komacut社は、「CNC機械のセットアップは特に労力とコストがかかる作業であり、適切な工具および治具の設置、材料の準備、機械パラメータの設定などを含む」と指摘しています。この非反復工学(NRE)コストには以下の項目が含まれます:
- CAMプログラミング - ツールパスおよびGコード命令の作成
- 治具設定 - 各工程におけるワークピースの適切な固定
- 工具の取り付け - 切削工具の装着およびキャリブレーション
- 初物検査 - 最初の部品が仕様を満たしているかの検証
機械の種類および能力:
異なる設備には異なる時給単価が設定されています。Komacut社の分析によると、「5軸マシニングセンターは、高価な機械、高度なソフトウェア、専門的な技術者を必要とするため、3軸設備よりも時給単価が高くなります。」また、CNC旋盤加工は「円形形状の製造において、マシニング加工に比べて一般的に高速かつコスト効率が高くなります。」
数量およびロットサイズ:
数量は単価に劇的な影響を与えます。Komacut社によると、「大量生産では、固定のセットアップコストがより多くの部品に分散されるため、1個あたりのコストが低下します。」さらに、「一括での材料調達には、しばしば割引が適用されます。」この関係は明確です:10個注文する場合と比べて、100個注文した場合の1個あたりのコストは低くなります。
プロジェクトに適した正確な見積もりを取得する方法
有用な見積もりを得るには、事前に完全な情報を提供することが不可欠です。LongSheng社の見積もりガイドによると、見積もりの評価には「材料費、人件費、設備使用料、および必要に応じた後工程加工費など、さまざまな重要な要素を包括的に検討する」必要があります。
正確で比較可能な見積もりを受領するために:
- 完全なCADファイルを提供する - 3Dモデル(STEP、IGES形式)および寸法・公差を記載した2D図面
- 材料を明確に指定する - 材質規格(グレード)、熱処理状態(テンパー)、および必要な認証要件を含める
- 公差を正確に定義する - 重要寸法と一般公差を明確に区別して記載する
- 状態量の要件 - 即時のニーズと将来的な潜在的需要量の両方を含める
- 表面仕上げの要件を記述する - Ra値または必要な仕上げ加工を明記する
- 二次加工工程を特定する - 熱処理、めっき、陽極酸化処理、組立要件
CNC機械加工コストを増加させる一般的なミス
多くのコストドライバーは、お客様自身のコントロール下にあります。Fictivでは、不必要に価格を上昇させる回避可能なミスをいくつか特定しています。
許容差の過剰仕様: すべての寸法に対して±0.001インチの公差を要求する場合(実際にはごく一部の特徴のみが本当にその公差を必要とするにもかかわらず)は、コストが劇的に増加します。Fictivでは、「試作目的にはISO 2768 中級公差クラスを合理的な標準として採用し、機能上必須の場合にのみ厳しく設定すること」を推奨しています。
セットアップの複雑さを無視する: 複数のセットアップを要する設計はコストが高くなります。Fictivでは、「加工が容易で後工程で組み立て可能な複数の部品に設計を分割する」か、あるいは「すべての機械加工を単一の面で行えるよう設計を簡素化する」ことを検討することを提案しています。
不必要な高価な材料の選択: Fictiv社は「設計要件を満たす限り、可能な限り最も安価な材料を選択してください。機能プロトタイピングのみを目的としている場合は、ABSやCNC加工用アルミニウムなど、より安価なオプションを検討しましょう」と助言しています。
単一ユニットの発注: NRE(非反復工数)コストが単品発注では支配的になります。Fictiv社は「各部品を1個ではなく複数個製造することで単位コストを下げることを推奨しますが、過剰に製造して不要な部品を作成しないよう注意してください」と述べています。
特別な治具を必要とする特徴の設計: 複雑な形状を持つ部品は、位置決めのためにカスタムソフトジャワやサインバーなどの専用治具を必要とする場合があります。Fictiv社は、「可能な限り幾何学的複雑さを低減する」か、あるいは「後で組み立て可能な、より単純な部品に構成を分割する」ことを提案しています。
コスト増加の主な要因としてFictiv社が指摘する3つの要素を忘れないでください。「材料費(材料の在庫サイズおよび材料単価を含む)、治具のセットアップ(その数および複雑さ)、加工時間(可能であれば、加工が困難な部品の特徴や形状を排除することによって削減)」。
この価格に関する知識を身につければ、見積もりを意味のある形で評価し、コスト最適化の機会を特定し、機械加工パートナーとの生産的な関係を築くことができます。最後のステップは、高精度製造ニーズに応える信頼できるCNC加工業者を選ぶための基準を理解することです。
信頼できるCNC加工業者パートナーの選定
公差、認証、材料、価格要因について検討を重ねてきました。次に、これまでに得たすべての知識を統合して最終的な判断を行う段階です。つまり、一貫した品質と納期を実現し、お客様の事業成長に合わせて柔軟に対応できるCNC加工業者をいかに選ぶかという点です。不適切なパートナーを選んでしまうと、納期遅延、品質問題、予算の無駄遣いといったリスクが生じます。一方、適切なパートナーを選べば、それは競争上のアドバンテージへとつながります。
本ガイドで得た知識を活用し、潜在的な機械加工パートナーを評価する方法を以下に示します。
CNCサービスパートナーに求めるべき要素
以下の必須基準から評価を始めましょう。それぞれが、本ガイドで説明した技術的基準および能力と直接関連しています:
- 業界に関連する認証 - 当社の認証区分について思い出されますか? お客様の用途に応じて、ショップの資格を照合してください。自動車向け高精度CNCサービスの場合、IATF 16949認証は必須です。例えば、 シャオイ金属技術 では、この規格に加えて統計的工程管理(SPC)の導入が実施されており、欠陥を単に検出するだけでなく、そもそも発生させないための品質システムが確立されています。
- 試作から量産へのスケーラビリティ - そのショップは、お客様の現時点でのニーズに対応できるだけでなく、将来的な成長にも対応可能でしょうか? プロトタイピングから量産までを一貫して対応できるパートナーを探しましょう。これにより、プロトタイプ製造業者と量産工場との間でしばしば発生する、品質ばらつきを招く煩雑な移行を回避できます。
- 納期対応能力 - 具体的に納期について確認してください。一部の認証取得済み施設では、緊急要件に対して1営業日という極めて短いリードタイムで高精度部品を納品可能です。これは、生産スケジュールが逼迫している状況において極めて重要です。
- 設備および生産能力の透明性 - レガル・メタル・プロダクツ社によると、 QTimeの高精度エンジニアリングチェックリスト 、ショップの「能力およびスケーラビリティオプション」を理解することで、「特定の納期で納品できるか」を評価できます。機器リストおよび現在の能力利用率の提出を依頼してください。
- 品質検証プロセス ― 部品が仕様を満たすことを、どのように証明しますか?三次元測定機(CMM)による検査、初品検査報告書(First Article Report)、および文書化された統計的工程管理(SPC)データは、単なる期待に基づく製造ではなく、体系的な品質管理を示しています。
- 技術相談への積極性 ― ショップはお客様の設計を最適化する支援を行ってくれますか、それとも単に提出された内容をそのまま見積もりますか?改善提案を行うパートナーは、お客様のプロジェクトに長期的に貢献できる専門性を有していることを示しています。
自動車および高精度用途向けの能力評価
自動車および高精度用途では、さらに厳格な審査が求められます。その重要性は、金銭的リスクのみならず、安全性への影響という点でもより高くなります。
こうした高度な要求を満たす用途向けにショップを評価する際には、以下の点を確認してください:
- PPAP文書作成対応能力 ― 自動車業界のお客様が要求する「生産部品承認プロセス(PPAP)」文書を提供できますか?
- FMEAの実施 -障害モードおよび影響分析(FMEA)を、問題が発生するのを待つのではなく、積極的に実施していますか?
- トレーサビリティシステム -各部品を、特定の原材料ロット、機械、作業者にまで遡って追跡できますか?
- お客様の部品タイプに関する実績 -シャシー組立に優れた工場が、電子機器ハウジングの製造に最適とは限りません。関連する事例研究(ケーススタディ)を請求してください。
評価プロセスの最終的な結論は、証拠に基づく信頼性に集約されます。認証は最低限の保証を提供しますが、こうした資格に加えて、複雑な金属ブッシュや、一貫した高精度が求められる自動車用精密部品などの取り扱い能力といった、実際に証明された技術力を併せ持つことで、信頼できる機械加工パートナーと、単に適切な設備を所有しているだけの工場との差が明確になります。
最高のCNC加工工場との関係は、単なる取引関係ではなく、お客様の成功がそのまま自社の成功につながるパートナーシップです。お客様の用途について質問を重ね、設計の改善を提案し、お客様の製造課題を真摯に解決しようとする姿勢を示す工場を探しましょう。
本ガイドで得た知識をもとに、もはや見知らぬ領域に足を踏み入れる初めての購入者ではありません。CNCサービスの範囲、認証の評価方法、各種加工プロセスが適用されるタイミング、および価格設定の要因について理解しています。この知識を活かして、的確な質問を行い、見積もりを意味のある形で比較し、プロジェクトにふさわしい精度・信頼性・サービスを提供する加工業者との関係を築いてください。
CNC加工業者およびサービスに関するよくあるご質問
1. CNC加工業者はどのような業務を行っていますか?
CNC機械加工業者は、金属、プラスチック、複合材料などの原材料から、コンピュータ制御の工作機械を用いて高精度部品を製造します。サービス内容は単なる切断作業にとどまらず、カスタム機械加工、試作、設備の保守・修理・校正、およびオペレーター向けの訓練にも及びます。CNC加工業者には、熟練したプログラマー、機械工、品質管理専門家が在籍しており、プロジェクトの要件をマイクロン単位の公差で実現された完成部品へと変換します。
2. CNCサービスとは何ですか?
CNCサービスは、CNCフライス加工、旋盤加工、多軸加工、放電加工(EDM)など、コンピュータ数値制御(CNC)による機械加工全般をカバーしています。製造にとどまらず、CAD/CAM処理、逆向設計(リバースエンジニアリング)、設計最適化などの設計支援も含まれます。二次加工サービスには、アルマイト処理や電気めっきなどの表面仕上げ、熱処理、三次元測定機(CMM)を用いた品質検査、および組立サービスが含まれます。
3. CNCフライス加工、旋盤加工、放電加工(EDM)のいずれを選ぶべきか?
部品の形状に基づいて選択してください。CNCフライス加工は、回転する切削工具を用いて平面、ポケット、複雑な3次元輪郭などの加工に適しています。CNC旋盤加工は、シャフトやブッシュなど円筒形状の部品を加工する場合に、より高速かつコスト効率が高くなります(ワークピースが回転します)。放電加工(EDM)は、電気火花を用いて極めて硬い材料を加工したり、従来の切削では不可能な複雑な内部形状を形成したりするのに有効ですが、コストが高く、導電性材料のみに適用可能です。
4. CNC加工業者を選ぶ際に確認すべき認証は何ですか?
ISO 9001は、あらゆる産業向けの基本的な品質マネジメントを提供します。航空宇宙分野のアプリケーションでは、AS9100D認証が不可欠です。自動車関連プロジェクトには、ISO 9001を基盤とし、統計的工程管理(SPC)、FMEA分析、PPAP文書化を追加したIATF 16949認証が求められます。医療機器製造にはISO 13485が必要です。単に認証の数を数えるのではなく、自社の業種要件に合致する認証を選定してください。
5. 地元の機械加工工場を利用するか、オンラインCNCサービスを利用するか、どちらが適していますか?
地元の工場では、工作機械オペレーターとの直接的なコミュニケーション、設計コンサルティングの専門知識、プラットフォーム手数料を含まない明確な価格設定、およびメンテナンス・修理を含む継続的なサービスサポートが得られます。一方、オンラインプラットフォームでは、即時の見積もり取得、24時間365日利用可能なアクセス性、および広範なサプライヤーネットワークが提供されます。反復的な検討や改良を要する複雑なプロジェクトには、地元のパートナーシップが優れています。一方、設計が確定済みで単純な部品については、オンラインプラットフォームが効率的な取引を実現します。大量生産の場合には、通常、直接的な工場との関係構築が有利です。