 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

機械部品 から オーダーメイド 機械 製品 まで
CNC部品とは実際に何を意味し、なぜそれが重要なのか
「CNC部品」と検索した際、まったく異なる方向を示すように思われる検索結果の多さに圧倒されるかもしれません。ご自身のフライス盤用の交換スピンドルをお探しですか?それとも、次回のプロジェクト向けに高精度で機械加工されたアルミニウム製ブラケットが必要ですか?このような混乱が生じるのは、「CNC部品」という用語が、購入者、技術者、エンジニアが日常的に遭遇する、まったく異なる2つのカテゴリーを包括しているためです。
機械構成部品 vs 機械加工製品
この根本的な区別を理解することで、何時間ものイライラや、場合によっては高額なミスを回避できます。「CNC部品」という表現は、CNC機械自体を構成する内部部品と、これらの機械によって製造される完成品の両方を指します。自動車部品を検索する際に、エンジンルーム内の部品か、それとも カスタム製作されたボディパネル かが分からない状態で検索するようなもの——それが、この用語を navigating( navigating は原文ママ)する際に多くの人が直面する課題です。
交換用部品を調達するバイヤーにとって、この明確さは、CNCルーターパーツLLCのような工作機械サプライヤーに連絡するか、あるいはカスタム機械加工サービスに問い合わせるかを決定づけます。保守作業を行う技術者は、CNC機械の部品構成を正確に理解することで、問題を的確に診断できます。一方、製品設計を行うエンジニアは、所定の公差および材質特性を有する機械加工部品を必要とします。
CNC部品に関する用語の区分を理解する
ご自身の状況に該当するカテゴリを迅速に特定できるよう、以下の分類をご参照ください。
| カテゴリ | 意味 | 例 | この製品が必要なのはどんな人か |
|---|---|---|---|
| CNC機械部品 | CNC機械自体を構成する内部部品 | スピンドル、ボールねじ、リニアガイド、ステッパーモーター、コントローラー | 機械所有者、保守技術者、機械製造業者 |
| CNC加工製品 | CNC装置を用いて製造されたカスタム部品 | アルミニウム製ブラケット、鋼製シャフト、プラスチック製ハウジング、真鍮製継手 | 製品デザイナー、製造業者、調達担当者 |
本ガイド全体を通じて、CNC部品の両カテゴリに関する詳細な情報が提供されています。工場の現場で摩耗したCNC部品のトラブルシューティングを行う場合でも、航空宇宙用途向けにカスタム加工された部品を仕様策定する場合でも、以降の各セクションでは、適切な判断を下すために必要な実践的な知識をご提供します。
すべてのCNC機械に内蔵される必須構成要素
CNC機械の内部で実際に何が起こっているか、これまで考えたことはありますか? 多くのガイドでは単に部品名を列挙するだけですが、これらのCNC機械部品がどのように機能し、また互いに連携して動作するかを理解することで、受動的なユーザーから、問題の診断・性能の最適化・より賢明な購入判断ができる専門家へと成長できます。それでは、あらゆるCNCシステムの核となる4つの主要な部品カテゴリについて、詳しく解説していきます。
高精度な移動を実現する機械的部品
CNC機械の機械システム デジタル指令を物理的な動きに変換する 驚くべき精度で CNC機械のこれらの部品は,意図した位置からマイクロンの範囲内でツールと作業部位を位置付けする責任があります.
- スパインドル: 機械の回転の中心である スピンドルは数百から数千のRPMの速度で 切断ツールを保持し 動かします 高速のスピンダは,表面の仕上げ品質を維持しながら,材料を効率的に取り除くのに必要な切断力を生成します.
- ボールねじ: 精密な床で回転する軸は モーターの回転運動を線形運動に変換します 業界仕様によると,ボールスクリューは,優れた運動効率と最小限の熱発生で高速な供給を達成することができます. 転がりやすいボールベアリングは 逆効果をほとんどなくし 滑り方装置に匹敵できない 位置位置付け精度を可能にします
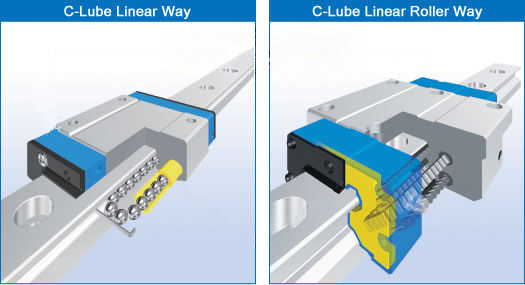
- 線形ガイド (鉄道): スライドレールまたはリニアスライドとも呼ばれるこれらの部品は、移動軸をその行程経路に沿って支持・案内します。現代のリニアガイドでは、従来の滑り摩擦ではなく転がり摩擦が採用されており、摩擦係数は従来のスライドガイドと比較して約1/50に低減されます。この劇的な低減により、より滑らかな動作、消費電力の削減、および部品寿命の延長が実現されます。
- 軸受およびブッシュ: すべての回転およびスライド部品をサポートする高精度ベアリングは、重負荷および高速回転下でもきめ細かな公差を維持しつつ、摩擦を最小限に抑えます。
こうした機械部品を調達する趣味家およびDIY製作者向けに、OpenBuilds Part Storeなどのサプライヤーが、カスタムマシンの構築を簡素化しつつもプロフェッショナルグレードの品質基準を維持するモジュラーなソリューションを提供しています。
CNC作業を駆動する電気システム
難しそうに聞こえますか? 電気部品は、CNC機械における「筋肉」と「神経系」のようなものだと考えてください。つまり、正確で協調された動きを実現するために必要な電力およびフィードバックを提供するのです。
- サーボモーター: 単純に回転するだけのモーターとは異なり、サーボモーターは位置を継続的に監視・調整する閉ループシステム内で動作します。サーボモーターはコントローラおよびフィードバック装置と統合され、閉ループシステムを構成することで、負荷が変動してもリアルタイムで補正を行い、位置決め精度を維持します。
- ステッパーモーター: これらのモーターは離散的な角度ステップで動作するため、エンコーダによるフィードバックの複雑さを伴わずに高精度な位置決めを必要とするアプリケーションに最適です。小型のCNCルーターおよび3Dプリンターに広く採用されています。
- CNCドライブユニット: CNCドライブは制御信号を増幅して、モーターに適切な電力を供給します。最新のドライブでは、パルス幅変調(PWM)を用いて、モーターの回転速度およびトルクを極めて高い効率で制御します。PWM波形はモーターへ変調信号を伝達し、ONパルスの期間が長いほど印加電圧が高くなり、回転が加速します。
- センサーおよびエンコーダ: 位置エンコーダ、リミットスイッチ、近接センサは、高精度な機械加工に不可欠なフィードバックループを提供します。これらの装置は、各軸の位置、工具の有無、および安全状態を制御システムに継続的に報告します。
- 電力供給: 安定的かつクリーンな電力供給により、電気ノイズが位置決め精度に影響を及ぼすことが防止されます。高品質の電源装置は、また、電圧サージや電圧変動から感度の高い電子部品を保護します。
制御アーキテクチャおよびソフトウェア統合
制御システムは、すべての機械機能を統括する「脳」として機能します。Gコードプログラムを読み込むと、これらの構成要素が指令を解釈し、完成品を生み出すための一連の動きを調整・制御します。
- CNCコントローラ: これらの専用コンピュータは、機械加工プログラムを処理し、各軸に対して協調された運動指令を生成します。 コントローラは、PID(比例・積分・微分)アルゴリズムを採用しています 指令された位置と実際の位置との差を継続的に最小化し、加工が意図した通りの正確な位置で行われることを保証します。
- ヒューマンマシンインターフェース(HMI): タッチスクリーン、キーパッド、ディスプレイパネルにより、オペレーターはプログラムの読み込み、パラメーターの調整、および機械状態のリアルタイム監視が可能です。
- ソフトウェアインタフェース: CAMソフトウェアが工具経路(トールパス)を生成し、ポストプロセッサがこれを機種固有のコードに変換します。最新のCNCアクセサリーには、リモート監視およびプログラム転送のためのネットワーク接続機能が搭載されていることが多くなっています。
- モーション制御カード: PCベースのシステムでは、専用のモーション制御ハードウェアが、滑らかで協調的な多軸運動に必要なリアルタイム演算を処理します。
CNC機械の真の精度は、単一の構成要素から生じるものではなく、機械的・電気的・制御システムが互いのばらつきをいかにシームレスに通信・補償しあうかという点にこそ現れます。
これらの3つのシステムは独立して動作するものではありません。サーボモータが軸を駆動すると、リニアガイドがスムーズな移動を保証し、ボールねじが回転運動を直線運動に変換し、エンコーダが位置を検出し、コントローラがドライブ信号を調整します——これらすべての処理が1秒間に数千回も繰り返されます。このような統合的なアプローチこそが、あらゆるコンポーネントカテゴリーにおいて品質が重要である理由を説明しています。つまり、チェーン上のどこかに弱い部分があれば、その時点でシステム全体の性能が損なわれてしまうのです。
この基盤が整った上で、次に気になるのは、こうした重要なコンポーネントを製造する際に使用される材料と、なぜそれらの選択が機械の精度を維持できる期間に直接影響を与えるのか、という点でしょう。
CNCコンポーネントの信頼性を支える材料
スパインドールが何年にもわたり20,000 RPMで回転し続け、故障しない理由や、リニアガイドが絶え間ない摩擦にもかかわらずマイクロメートルレベルの精度を維持し続ける理由について、これまで考えたことはありますか?その答えは、厳選された材料にあります——それぞれの材料は、その用途に求められる特定の特性に応じて選ばれています。こうした材料選定を理解することで、あなたは 部品の品質を評価し 、寿命を予測し、CNC工作機械部品の交換時期をより賢く判断することができます。
なぜ材料選定が部品の寿命を決定するのか
すべてのCNC部品は、機械的負荷、摩擦、発熱、環境への暴露など、それぞれ固有の応力の組み合わせにさらされています。製造に用いられる材料は、これらの課題すべてに同時に対応するとともに、数千時間に及ぶ運転時間において寸法安定性を維持しなければなりません。
高速切削中のスパインドール軸受内部で生じる現象を考えてみてください。軸受のレースには以下の応力が作用します:
- 周期応力: ボールが表面を数百万回にわたって転がることによる、繰り返しの荷重と除荷
- 摩擦熱: 激しい切削作業中に150°Cを超える温度になる場合がある
- 汚染への暴露: 冷却液ミスト、金属チップ、および侵入を試みる空中浮遊粒子
- 高精度要求: 熱膨張にもかかわらず安定して維持される必要のある、マイクロメートル単位で測定される公差
そのため、スピンドル軸受にはAISI 52100のような特殊なクロム鋼合金が用いられます。材料科学の原理によれば、この鋼は熱処理後に60–64 HRCという優れた硬度を達成するとともに、疲労亀裂に対する十分な靭性を維持します。クロム含有量(約1.5%)は、適度な耐食性を付与し、軸受の断面全体にわたって硬化性を高めます。
ボールねじは同様の課題に直面しますが、さらに複雑な点があります。すなわち、実質的にゼロのバックラッシュで回転運動を直線運動に変換しなければならないことです。製造業者は通常、ねじ軸およびナットに高硬度合金鋼を用い、高周波焼入れや窒化処理などの表面処理を施します。これらの工程により、摩耗に耐える硬い外層と、衝撃荷重に耐える靭性のある内層(コア)が形成され、精度の高い運動部品にとって理想的な両者の長所を兼ね備えた構造が実現されます。
CNC構造における高硬度鋼とアルミニウムの比較
あらゆる機械工場を歩き回ってみると、CNC工作機械では鋼とアルミニウムの両方が広く使用されていることに気づきますが、その配置場所は非常に明確に異なります。これは偶然ではなく、強度、重量、熱的特性、コストといった基本的なトレードオフを反映した設計判断によるものです。
高硬度鋼が主に用いられる部位:
- リニアガイドレール: これらの特殊部品には、表面硬度が通常58~62 HRCの浸炭鋼が使用されています。これは、転動体による摩耗に耐えながら、マイクロメートル単位での平面度および直線度を維持する必要があるためです。 softerな材質では、短時間で溝が発生し、位置決め精度が失われてしまいます。
- スピンドルシャフト: 高炭素工具鋼は、切削荷重による曲げ応力に耐えつつ、極めて高い回転速度においても同心度を維持します。
- ボールねじアセンブリ: 高い接触応力と絶え間ない運動が組み合わさった条件下では、優れた疲労強度を有する材料が求められます。このような特性を備えるのは、高品質な鋼合金のみです。
アルミニウムが優れている分野:
- 工作機械の構造体およびフレーム: アルミニウムの優れた 強度対重量比 軽量性により、可動質量が低減され、剛性を損なうことなくより高速な加速および減速が可能になります。
- ガントリーシステム: 重量が軽いほど、モーターはより少ない電力消費でより高い回転速度を達成でき、ドライブ部品への摩耗も低減されます。
- ヒートシンクおよびモーターマウント: アルミニウムの熱伝導率(鋼鉄の約5倍)により、モーターやドライブからの熱を効率的に放散できます。
一部のCNC部品メーカーでは、特定の用途において真鍮および青銅合金も採用されています。真鍮製ブッシュは、自己潤滑性および耐食性が極端な硬度よりも重要とされる、旧式または特殊な機械に使用されます。特にリン青銅などの青銅合金は、手動調整用リードスクリューに用いられ、摩擦係数が低いため操作者の負荷が軽減されます。
ポリマーおよびエンジニアリングプラスチックは、現代のCNC設計において独自のニッチを確立しています。アセタール(POM/デルリン)は、軽負荷用途向けのバックラッシュ防止ナットに使用され、鋼材のコストのわずか一部で優れた寸法安定性と低摩擦特性を実現します。PTFE系材料は、耐薬品性および極めて低い摩擦係数が荷重容量よりも重要となるベアリング面およびシール材として用いられます。
不適切な用途に適した材料を用いると、すぐに破損してしまいますが、適切な用途に適した材料を用いれば、機械本体よりも長寿命を実現できます。
交換部品の選定や機械のアップグレードを検討する際には、材料選択が長期的な性能に与える影響を十分に考慮してください。十分に焼入れ処理されていない鋼材で製造された安価なリニアガイドは、初期コストを抑えられるかもしれませんが、摩耗が加速することで、精度の低下や頻繁な交換によるコスト増加という形で、はるかに大きな損失を招くことになります。こうした材料に関する基本的な知識を理解することで、単に部品を購入する立場から、持続可能な性能への投資を行う立場へと変化します。そして、この認識は、構成部品の品質が実際に加工する部品の品質に直接影響することを自覚する自然なステップへとつながります。
機械構成部品の品質が加工結果に与える影響
高精度シャフトを一括で加工しているところを想像してください。しかし、完成したすべてのシャフトが片方の軸方向で0.05mmオーバーサイズであることに気づきました。Gコードを確認すると、問題はありません。工具も正常に見えます。ワークホルダも確実に固定されています。では、この誤差の原因はどこにあるのでしょうか?その答えはしばしば、目立たないところで隠れています:あなたの機械内部のCNC加工部品が、許容範囲を超えるわずかなレベルまで劣化してしまったのです。
内部部品の状態と完成品の品質との関係は、単なる理論的なものではなく、計測可能で予測可能であり、一貫した精度が求められる製品を製造するすべての方にとって極めて重要です。 cNC加工製品を製造する方 において、一貫した精度が求められます。
部品の摩耗がどのように加工不良に影響するか
CNC機械内のすべての機械的部品は、徐々に摩耗していきます。この問題の難しさは、摩耗が劇的に現れることなく、むしろ自動補正機能やオペレーターによる手動調整によってしばしば隠蔽され、ゆっくりと進行する点にあります。そしてある日突然、加工品が検査に不合格となるのです。
ボールねじの劣化と位置決め誤差
ボールねじが摩耗すると、循環ボールがねじ山と一貫した接触を保てなくなります。これによりバックラッシュ(遊び)が生じ、モーターが回転しても軸が動かない微小な「無効領域」が発生します。旋盤用CNC部品では、このバックラッシュは以下の現象として顕在化します。
- 逆方向に加工された特徴部間における寸法ばらつき
- 真円ではなくわずかに楕円形となる円弧補間
- ワークピースの長さ方向にわずかに変化するねじピッチ
- アプローチ方向によってずれるショルダー位置
ボールねじのバックラッシュがわずか0.02mmであっても、±0.01mmの公差で部品を加工する際には、他の要因を考慮する前にすでに許容誤差の全範囲を消費してしまいます。
スピンドルのランアウトおよび表面粗さの問題
スピンドルのランアウトとは、回転するスピンドルが完全な同心性から逸脱する量を指し、これが直接ワークピースに伝達されます。切削工具を保持している場合、ランアウトにより工具はその公称直径よりもわずかに大きな円を描きます。しかし、実際の問題は表面粗さに現れます。
0.01mmのランアウトを持つスピンドルでは、実質的に各切削刃がわずかに異なる工具として機能します。ある刃は深く切り込み、次の刃は浅く切るため、加工面には特有の波状パターンが生じます。アルミニウムなどの反射性材料では、この波状性が肉眼で確認できるほどになります。高精度シール面では、機能不全を引き起こす可能性があります。
ドライブシステムの品質と再現性
モータ、エンコーダ、アンプが協調して動作するドライブシステムは、機械が同一位置にどれだけ一貫して復帰できるかを決定します。低品質なドライブや劣化した部品は以下の問題を引き起こします。
- 輪郭加工中に表面粗さのばらつきを生じさせる速度リップル
- 急激な方向転換時に累積する追従誤差
- 長時間運転によるモータの発熱に伴う熱的ドリフト
- 工具の咬合角に影響を与える不均一な加速度
機械からワークピースに至る精密性の連鎖
多くのオペレーターが気づいていない事実があります。複数のコンポーネントから生じる誤差は単純に平均化されるのではなく、重畳(スタック)するのです。この「公差重畳(トレランス・スタッキング)」という概念により、それぞれが「許容範囲内」と見なされる複数のコンポーネントを備えた機械でも、最終的に不適格な部品を生産してしまう理由が説明されます。
ボールねじのバックラッシュ、リニアガイドの摩耗、スピンドルのランアウト、エンコーダの分解能誤差などが複合すると、総合的な位置決め不確かさは個々の仕様値の単純和を上回ることがあり、結果として、個別にはぎりぎり許容範囲内であったコンポーネント群が、システム全体としては不適格な性能を引き起こすことになります。
たとえば、穴の位置をその公称位置から±0.025mm以内に設定する必要がある典型的なフライス加工工程を考えてみましょう。
| エラー ソース | 典型的な寄与 | 累積効果 |
|---|---|---|
| X軸ボールねじのバックラッシュ | ±0.008mm | 半径0.008mm |
| Y軸ボールねじのバックラッシュ | ±0.006mm | 0.014mm |
| リニアガイドの直進性 | ±0.005mm | 0.019mm |
| 工具先端における主軸の振れ | ±0.008mm | 0.027mm |
このシナリオでは、各部品が通常の摩耗限界内に収まっていても、それらの複合効果によって、お客様が要求する0.025mmの公差を超過してしまいます。そのため、重要なCNC加工製品のメーカーは、単なる最低許容基準ではなく、部品の状態に対して厳格な閾値を維持しているのです。
高品質部品が自らの価値を証明する理由
高品位部品への投資は、単に仕様書上の数値を追いかけることではありません。それは、より長い保守間隔においてもより厳しい公差を維持することであり、それが直接以下のような成果につながります:
- 不良品の削減および歩留まりの向上
- キャリブレーションおよび調整の実施間隔の延長
- 新規ジョブにおける初品承認の確実性向上
- 部品が一貫して公差内に収まることによる検査時間の短縮
- 保守停止期間の間隔を延長し、機械の稼働時間を拡大
機械の内部部品と最終加工品の品質をつなぐ精密なチェーンは、その最も弱いリンクにしか支えられません。この関係性を理解することで、保守投資の優先順位付け、品質問題の根本原因の診断、および部品交換が継続的な調整・補正よりも経済的になるタイミングに関する意思決定を、より適切に行えるようになります。
こうした品質上の関連性を認識すると、自然と次の疑問が生じます:具体的な部品がどの程度劣化した時点で交換が必要となるのでしょうか?
CNC部品の交換時期の判断
最近、部品の寸法が正確でないことに気づきましたか?あるいは、先月にはなかった新しい音がスピンドルから聞こえてくるかもしれません。CNC交換用部品を発注するタイミングと、単にプログラムを調整したりボルトを締め直したりするタイミングを、どのように見極めればよいのでしょうか?正常な稼働状態と間近に迫った故障の違いを理解することは、高額な緊急停止による損失を防ぎ、不良品の発生による利益率の低下を未然に防ぐ上で非常に重要です。
課題は、CNCスペアパーツが警告なしに突然破損することはほとんどないという点にあります。代わりに、それらは徐々に劣化していき、しばしば補正アルゴリズムやオペレーターによる手動調整によってその兆候が隠されてしまいます。故障が明確に認識される頃には、すでに数週間にわたり品質がギリギリの部品を生産し続けている可能性があります。経験豊富な技術者が早期に問題を検出するために注目する警告サインについて、以下で詳しく見ていきましょう。
部品の故障を示す視覚的警告サイン
目は、何を観察すべきかを知っている場合、非常に強力な診断ツールとなります。CNC機械の多くの部品は、機能的な故障に先立って目に見える変化を通じてその状態を「伝達」します。
ボールねじおよびリニアガイド:
- 変色または黒ずみ: ボールねじ軸における熱による変色は、潤滑不良または過度の摩擦を示しており、いずれも摩耗の加速を招く前兆です。
- 目視可能な摩耗痕: キャリッジが走行するリニアガイドレール上の光沢のある磨耗跡(ポリッシュパス)は、異物混入による損傷または潤滑不足を示唆します。
- ピッティングまたはスパリング: ボールねじのねじ山に見られる小さなクレーター状の凹みや剥離は、疲労破壊の開始を意味し、交換が緊急を要します。
- 錆や腐食: 高精度面におけるわずかな表面酸化でも、保護用潤滑膜の劣化・喪失を示しています。
スピンドルおよびベアリング:
- 潤滑油の漏れ: スピンドルシールからグリースまたはオイルがにじみ出ている場合は、シールの劣化および異物混入の可能性を示しています
- 工具ホルダーの焼け跡: 工具が装着される部分の変色は、過度のランアウトにより摩擦熱が発生していることを示唆しています
- 切削油中の金属粒子: 切削油タンク内に光沢のある flakes(薄片)が見られる場合、その多くは摩耗したスピンドルベアリングから発生しています
電気部品:
- 焦げ臭さや変色: モーターハウジングまたはドライブユニットの黒ずんだ領域は、過熱事象を示しています
- 断線や亀裂が生じたケーブル絶縁被覆: 特に反復的な屈曲により疲労が生じやすいケーブルキャリア内において
- 腐食した接続部: 電気端子に緑色または白色の堆積物が見られると、抵抗が増加し、断続的な故障を引き起こします
交換時期を示す性能上の症状
CNC用スペアパーツが劣化し始めると、機械はその動作を通じてそれを知らせます——ただし、あなたがそのサインに耳を傾けている場合に限ります。こうした性能上の症状は、目視で明らかな兆候が現れる前にしばしば現れます。
寸法ずれの指標:
- ある軸方向において、部品の測定値が一貫して上限または下限を超える
- 検査時に円形の特徴が楕円形状を呈する
- アプローチ方向によって変化する位置誤差(典型的なバックラッシュ症状)
- 機械の温度上昇に伴い、生産運転中に寸法が徐々にずれていく
- 初めに加工された部品の精度が、シフト終了時までに低下する
表面粗さの劣化:
- 以前は滑らかだった表面に波状のパターンが現れる
- 検証済みの切削速度および送り速度を用いても、チャタリング痕が発生する
- 同一の加工工程間で仕上げ品質が一貫しない
- 仕上げ工程であるはずのパスから、目視可能な工具痕が残る
聴覚による警告サイン:
熟練したオペレーターは、自らの工作機械の音を聞き分ける力を身につけます。音が変化した場合、それは機械的要因の変化を示しています。
- グラインディング音またはスクレイピング音: 滑らかな運動が期待される箇所で金属同士の接触が生じている——通常、直動ガイドの汚染または潤滑不足を示す
- カチカチ音またはポップ音: 特に方向転換時に顕著に現れる場合、ボールねじナットの摩耗や機械的接続部の緩みを示唆する
- 高周波のキーンという音: スピンドル回転速度の上昇とともに増大するベアリング音は、ベアリングの摩耗または不適切なプレロードを示しています
- ゴロゴロ音またはグロウル音: モーターやギアボックスから発生する低周波振動音は、ベアリングの劣化を示しています
- 断続的なキーキー音: ベルト駆動式スピンドルでは、ベルト張力の問題やプーリー用ベアリングの摩耗と関連していることが多いです
予防的交換戦略 vs. 対応的交換戦略
これらの症状を理解することで、重要な判断が求められます:工作機械(CNC)の部品を定期的に交換するか、それとも症状が明確に現れてから対応するかです。
対応的交換 明確な故障兆候が現れるまで部品の発注を待つ方法です。このアプローチは部品在庫コストを最小限に抑えますが、計画外のダウンタイムを招くリスクがあります。非重要部品やバックアップ機能を備えた機械では、比較的有効に機能します。
予防的交換 スケジュールに基づく交換は、稼働時間、サイクル数、またはカレンダー上の経過時間に応じてコンポーネントの交換時期を定め、その外観上の状態が良好であっても実施されます。この戦略は、ダウンタイムコストがコンポーネントコストを大幅に上回る生産環境に適しています。例えば、重要なスピンドル軸受は、まだ許容範囲内で正常に機能している場合でも、8,000時間の稼働後に定期的に交換されることがあります。
多くの場合、ハイブリッド型アプローチが最も現実的です。すなわち、主要な指標を監視し、コンポーネントが新品のときに基準値(ベースライン)を測定・記録しておき、劣化が事前に設定されたしきい値に達した時点で交換を行う—ただし、故障が目前に迫る直前までに実施します。
適切な潤滑は、交換間隔を著しく延長します。リニアガイドやボールねじには、Mobil SHC 220グリースなどの高品質潤滑剤を使用することで、金属同士の接触を防ぐ保護膜を維持できます。多くの工場では、SHC 220またはこれと同等の合成グリースを標準採用しており、その優れた耐熱性と長い使用寿命により、従来型潤滑剤よりも高価である点を十分に補う価値があると判断されています。
交換部品を注文する最適なタイミングは、症状を初めて確認したときです——症状を無視できなくなるまで待ってはいけません。
スパインドルベアリング、ボールねじナット、ドライブベルトなど、重要なCNC交換部品を少量在庫として備えておくことで、症状が現れた際に緊急事態に陥ることなく、ご都合のよいタイミングで交換作業をスケジュールできます。
どの部品を交換する必要があるか特定した後、次の課題は互換性のある部品を見つけることです——特に、機械が標準化された部品と独自規格の部品を混在して使用している場合です。
機種を超えたCNC部品の互換性を理解する
ボールねじが摩耗している、あるいはドライブモーターが故障しつつあると特定できた—次に難しいのが、この交換部品を任意のサプライヤーから注文できるかどうか、それとも機械の元の製造元からの購入に限定されているのかという点です。この問いへの答えは、お使いのCNC機械部品が業界標準に準拠しているか、あるいは独自設計(プロプライエタリ)であるかによって異なります。この違いを理解しておくことで、交換部品の調達において大幅なコスト削減と納期短縮が可能になります。
ブランドを問わず使用可能な標準化された部品
まずは朗報です:多くの重要なCNC部品は、ブランド間での互換性を保証する国際規格に準拠しています。これらのCNC機械用途向け標準化部品は、調達先の選択肢を広げるとともに、しばしばより高品質なアフターマーケット製品へのアクセスも可能にします。
一般的な標準化部品には以下のようなものがあります:
- 直動ガイドおよびレール: ほとんどのメーカーは、レール幅、キャリッジ取付パターン、高さ仕様についてISOの寸法規格に準拠しています。あるメーカーの20mm幅リニアガイドは、通常、他のメーカーの同等モデルと相互交換可能です。
- ボールねじ: 直径、ピッチ(リード)、取付寸法は、多くの場合DINまたはJIS規格に従っています。ただし、プリロード仕様およびボール循環方式については、メーカー間で異なる場合があります。
- ステッパーモーターおよびサーボモーター: NEMAフレームサイズ(NEMA 17、NEMA 23、NEMA 34)は、取付穴パターンおよびシャフト寸法を標準化しています。メトリック相当品はIEC規格に従います。
- スピンドル工具インターフェース: BT、CAT、HSKなどのテーパー方式は、厳密な国際仕様に従っており、同一テーパー形式を採用していれば、工具ホルダーを異なる機械ブランド間で共通して使用できます。
- 電気コネクタ: 多くのドライブおよびコントローラーは、RS-485、EtherCAT、Modbusなどの標準コネクタ形状および通信プロトコルを採用しています。
標準化されたCNC部品を購入する際は、負荷定格、精度等級、プレロードクラスといった重要な仕様の一致に注目してください。ブランドAのC3精度ボールねじは、ブランドBのC3精度ボールねじと同等の性能を発揮すべきです——この分類システムは、まさにこのような相互交換性を保証するために存在します。
独自規格部品の調達課題への対応
ここから調達が複雑になります。多くの工作機械メーカーは、自社のサービス収益を確保するために意図的に独自規格部品を採用しています。あるいは、設計上、非標準仕様が必要なため単にそうしているだけの場合もあります。
代表的な独自規格部品には以下のようなものがあります:
- CNCコントローラおよびHMIパネル: ソフトウェアとハードウェアの統合により、通常は元の製造元のエコシステムにロックインされます
- スピンドルカートリッジ: 特注のベアリング配置、冷却チャンネル、センサー統合などにより、OEM専用の交換部品が必要となることが一般的です
- 特注サーボモータ: 特定の性能範囲向けに設計された機械では、標準でない巻線、エンコーダ、または取付構成を備えたモーターが使用される場合があります
- 特殊用途ドライブアンプ: 特に、制御アーキテクチャが現在の通信規格より前に設計された古い機械において
交換部品を注文する前に、以下の重要な仕様を記録してください:
- 電気仕様: 電圧、電流定格、位相構成、およびコネクタのピン配列
- 物理的寸法: 取付穴パターン、シャフト径、および外形寸法制約
- インタフェースプロトコル: 通信規格、エンコーダ種別、およびフィードバック信号フォーマット
- 性能仕様: 回転速度定格、トルク特性曲線、精度クラス、および熱限界
交換用部品を比較検討する際には、以下の要素を慎重に検討してください:
| 考慮事項 | OEM部品 | アフターマーケット部品 |
|---|---|---|
| 品質保証 | 保証された互換性:お客様の特定の機種向けにテスト済み | 幅広く変動:高品質なアフターマーケット製品は、OEM品質と同等またはそれを上回ることがある |
| 保証カバレッジ | 通常12~24か月;設置サポートが含まれることもある | 多くの場合6~12か月;部品の故障に限定される |
| コスト | プレミアム価格(アフターマーケット製品より30~100%高価なことが多い) | 標準化された部品では大幅なコスト削減が可能 |
| 納期 | あまり一般的でない機種の場合、数週間から数か月かかる可能性がある | 複数の流通チャネルから迅速な入手が可能なことが多い |
| テクニカルサポート | メーカーによる完全なアプリケーションサポート | 仕様への準拠のみを保証;統合はお客様の責任 |
| 機械の保証への影響 | 元の保証状態を維持します | 新規機械では保証が無効になる場合があります。取り付け前に必ず確認してください |
実用的なアプローチとは? 専有性・安全性・保証適用性が重要な部品については、純正部品(OEM部品)をご使用ください。一方、リニアガイド、ボールねじ、標準フレームモーターなど、仕様が明確に一致し、コスト削減効果が追加の統合作業を上回る標準化されたCNC部品については、高品質なアフターマーケット製品を活用することを検討してください。
互換性に関する考慮事項を理解したうえで、CNC部品という方程式のもう一方の側面——すなわち、多様な産業分野における高度な要求を満たすために、これらの機械が生み出すカスタム精密部品——について探求する準備が整いました。

高精度用途向けカスタムCNC加工部品
CNC機械の内部構成要素について考察したところで、視点を完全に切り替えましょう。では、これらの機械が実際に製造する「製品」についてはどうでしょうか? カスタムCNC部品とは、CNC技術の「出力側」を表すものであり、許容誤差が極めて厳しい用途において、厳密な仕様通りに製造された高精度部品です。
新製品のプロトタイプ開発段階であれ、量産へとスケールアップする段階であれ、CNC加工が原材料を完成品部品へと変換するプロセスを理解することは、サプライヤーとの効果的なコミュニケーションや、根拠に基づいた調達判断を行う上で不可欠です。
カスタムCNC部品に依存する産業
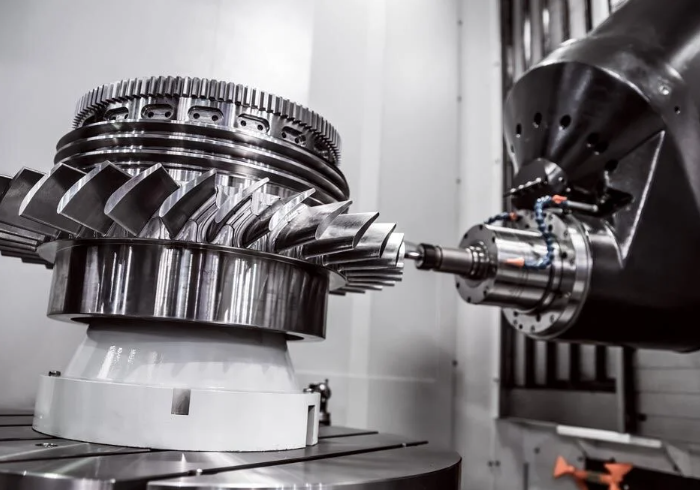
CNC加工は、事実上あらゆる業界における高精度製造の基盤となっています。製造業の専門家によると、CNC加工は、複雑な形状を厳密な公差で製造できるという特長から、航空宇宙、自動車、医療、ロボティクス、産業機器製造などの分野で広く採用されています。しかし、各業界が求める具体的な部品とはどのようなものでしょうか?
航空宇宙および防衛:
- 特殊合金の加工を要するタービンブレードおよびエンジン部品
- 重量対強度比に厳しい要求がある構造用ブラケットおよびフィッティング
- 複雑な内部流路を有する油圧マニホールド
- 航空電子機器および誘導システム向けの高精度ハウジング
自動車:
- エンジンブロック、シリンダーヘッド、トランスミッションケース
- 寸法精度の安定性が求められるサスペンション部品
- 安全性に関する公差が絶対不可欠なブレーキシステム部品
- レーシングおよびアフターマーケット用途向けのカスタムパフォーマンス部品
医療機器:
- 生体適合性材料および鏡面仕上げを要する外科手術器具
- チタンおよび医療用グレード合金から機械加工された整形外科インプラント
- 高精度センサーマウント機能を備えた診断機器ハウジング
- 患者個別の解剖学的形状に合わせてカスタマイズされた義肢部品
ロボット工学と自動化:
- アクチュエータハウジングおよび関節部品
- カスタムマウントプレートおよび構造フレーム
- 高精度ギアボックス部品およびシャフトカップリング
- エンドエフェクタ用ツーリングおよびグリッパー機構
趣味やDIY活動を行う個人およびメイカーにとって、DIY CNC部品は、かつては産業向け製造業者のみが利用可能であったカスタム製造の扉を開きました。カスタムドローンフレームからメカニカルキーボードプレートまで、CNC切断部品により、個人でもプロ並みの精度で自らの設計を現実のものにすることができます。
試作から量産対応部品へ
なぜCNC加工が高精度部品製造に最適なのでしょうか? 概念から完成部品に至るまでの工程をたどることで、この技術が精度が求められる分野で圧倒的な優位性を発揮する理由が明らかになります。
カスタムCNC部品のワークフロー:
1. 設計およびエンジニアリング
すべてのカスタムCNC部品は、CADモデルから始まります。これは、寸法、公差、表面粗さなどのすべての仕様を定義するデジタル表現です。エンジニアは、完成品が満たすべき重要な特徴、材料指定、幾何公差を明示します。
2. CAMプログラミング
CAMソフトウェアは、お客様の設計を工具経路(ツールパス)に変換します。これは、切削工具が実際にたどる正確な移動軌道です。プログラマーは、お客様の特定の材料および形状に最適化された切削戦略、送り速度、主軸回転数、工具の使用順序を選択します。
3. 材料選択
適切な材料を選定することは、性能要件と切削性・コストとのバランスを取ることを意味します。一般的な選択肢には以下があります:
- アルミニウム合金(6061、7075): 優れた切削性、良好な強度対重量比、耐食性
- ステンレス鋼(303、304、316): 過酷な環境下での耐食性を有し、切削性は材種により異なる
- 炭素鋼(1018、4140): コスト効率に優れた強度を備え、熱処理により硬度を向上可能
- チタン合金: 卓越した強度対重量比および生体適合性を有するが、切削が困難
- エンジニアリングプラスチック(デルリン、PEEK、ナイロン): 軽量で、耐化学薬品性・電気絶縁性に優れる
4. 機械加工工程
実際の切削工程では、極めて高精度で材料が除去されます。CNC加工は切削、穴あけ、フライス加工、旋盤加工を自動化し、製造されるすべての部品に対して高い精度と一貫性を保証します。多軸機械はワークピースを事実上あらゆる角度から加工可能であり、手作業では実現できない形状や特徴を創出できます。
5. 品質検証
完成したCNC切削部品は、三次元測定機(CMM)、光学比較器、または高精度ゲージを用いて検査されます。重要な寸法は記録され、出荷前に仕様書と照合されます。
CNC加工の真価は、同一の部品を必要とする場合に発揮されます。たとえば、2個の試作部品でも、あるいは2,000個の量産部品でも、それぞれが指定された公差範囲内でデジタルモデルと完全に一致します。
この再現性こそが、変動を一切許さない産業—医療機器、航空宇宙、自動車産業—がCNC技術に大きく依存する理由です。外科手術用器具は、最初に加工された部品であれ、1万個目であれ、常に同一の性能を発揮しなければなりません。
安全性と信頼性が最も重視される、特に自動車部品のような要求の厳しい用途においては、適切な製造パートナーの選定は、設計そのものと同等に重要となります。認証取得済みで堅牢な品質管理システムを有するサプライヤーは、お客様のカスタムCNC部品が仕様を一貫して満たすことを保証します。この点については、CNC技術の理解から実際にプロジェクト向け部品の調達へと進む段階において、ぜひ検討すべきテーマです。
信頼性の高いCNC部品サプライヤーの選定
部品の設計、材料の選定、公差の設定はすでに完了しました。次に、プロジェクトの成否を左右する重要な判断が待ち受けています。生産を信頼して任せるCNC機械加工部品サプライヤーは、どの企業にするか? サプライヤー間の違いは、単なる見積もり書からは必ずしも明確にはわかりません。品質認証、工程管理、納期対応能力といった要素こそが、一貫して高品質な製品を納入できるメーカーと、納期に間に合わず不良品ばかり届くために慌てふためくことになるメーカーとを分ける決定的な要因です。
試作向けの少量調達であれ、長期的な量産体制構築であれ、優れたCNC機械加工部品サプライヤーと、やや不十分なサプライヤーとを区別するポイントを理解しておくことで、高額な失敗を回避し、信頼性の高いサプライチェーンを構築できます。
製造 Excellence を示す認証
認証とは、サプライヤーの「経歴書」のようなものであり、特定の製造分野における客観的に検証された専門能力を示すものです。多数の認証制度が存在しますが、高精度CNC加工においては、特に重みのある特定の認証があります。
IATF 16949:自動車業界のゴールドスタンダード
自動車向け部品を調達する場合、IATF 16949認証は任意ではなく、必須です。この規格は、基本的な品質管理をはるかに超えたものです。According to 業界認定の要件 によると、IATF 16949では、量産部品を最小限の欠陥で製造するためにサプライヤーが実施しなければならない5つのコアツールが詳細に定義されています。
- APQP(先進的製品品質計画): 生産開始前にリスクを排除する安定した生産プロセスを構築するための体系的なアプローチ
- FMEA(故障モードおよび影響分析): 設計および工程上の潜在的故障を体系的に特定し、軽減する手法
- SPC(統計的工程管理): 重要工程パラメータをリアルタイムで監視し、欠陥が発生する前に変動を検出する手法
- MSA(測定システム分析): 検査機器および検査方法が信頼性・再現性のある測定結果を提供することを確認する作業
- PPAP(生産部品承認プロセス): サプライヤーが顧客仕様を満たす部品を一貫して製造できることを証明する文書
これらの統合ツールは、欠陥を単に検出するだけでなく、むしろ欠陥を未然に防止する品質エコシステムを構築します。CNC部品のサプライヤーがIATF 16949認証を取得している場合、それは自動車業界水準の品質管理システムを確立・実践している組織と取引していることを意味します。
ISO 9001:普遍的な品質基盤
自動車以外の用途においては、ISO 9001:2015認証により、サプライヤーが文書化された品質マネジメントプロセスを維持していることが確認されます。IATF 16949に比べて厳格さはやや低いものの、この認証も一貫した品質、トレーサビリティ、および継続的改善への取り組みを示すものです。
環境・エネルギー関連認証
近年、調達チームはサプライヤーの持続可能性に関する資格(サステナビリティ・クレデンシャル)を評価するようになっています。ISO 14001:2015環境認証は、排出ガス、資材取扱い、廃棄物削減といった課題に対応した環境マネジメントシステムを有していることを示しており、これらは企業のサステナビリティ報告書や責任ある調達(レスポンシブル・ソーシング)イニシアチブにとって重要な要素です。
自社のニーズに応じたサプライヤー能力の評価
認証は扉を開きますが、サプライヤーの能力を自社の特定要件に適合させることこそが、プロジェクト成功の鍵となります。以下は、経験豊富な調達担当者がCNC機械部品サプライヤーを選定する際に評価する項目です。
統計的プロセス管理の実施
潜在的なサプライヤーに対し、生産工程中に重要寸法をどのように監視しているかを確認してください。品質重視のメーカーでは、プロセス能力をリアルタイムで追跡するために統計的プロセス制御(SPC)を導入しています。サプライヤー評価のベストプラクティスによると、堅牢な品質管理システムには、重要パラメーターに対するSPCチャートが含まれており、プロセス管理限界値および変動発生時の対応計画を明確に定める必要があります。
SPCを実施しているサプライヤーは、公差外れ部品が実際に製造される前に、プロセスのドリフトを検出できます。SPCを導入していない場合、問題の検出は最終検査に依存することになり、すでに不良品(スクラップ)が発生した後になってしまいます。
納期と対応性
部品の納入が遅れれば、製造能力は意味をなしません。サプライヤーを評価する際には、標準納期に加え、必要に応じて迅速対応できる能力も併せて検討してください。一部の認証取得メーカーでは、緊急対応向け注文専用の生産余力が確保されており、営業日1日という極めて短い納期も、柔軟性を重視した運用体制を構築しているサプライヤーにとっては、単なるマーケティング上の空想ではありません。
例えば シャオイ金属技術 iATF 16949認証取得サプライヤーが、品質管理システムと迅速納期を両立させ、ジャストインタイム生産要件に対応可能な自動車用高精度部品を提供できることを示しています。
設備および生産能力の評価
サプライヤーが保有する設備の種類と状況を把握することで、その実際の技術力を正確に評価できます。CNC加工サービスプロバイダーを評価する際には、工作機械の導入年数、保守・点検スケジュール、および最新技術への対応状況を確認してください。旧式の設備で稼働しているCNC部品部門では、現代の工作機械が日常的に処理できるような厳しい公差や複雑な形状への対応が困難になる可能性があります。
CNC部品の調達パートナー候補を比較検討する際に、このフレームワークをご活用ください:
| 評価基準 | 何に注目すべきか | 赤旗 |
|---|---|---|
| 品質証明書 | 自動車業界向けIATF 16949;一般機械加工向け最低限ISO 9001;現在の認証有効期限 | 有効期限切れの認証;監査文書の提出ができない |
| プロセス管理 | 文書化されたSPC(統計的工程管理)の導入;重要寸法に対する工程管理計画;異常発生時の対応手順 | 最終検査のみへの依存;統計的追跡の実施なし |
| 検査能力 | 三次元測定機(CMM)設備;校正済みの計測器具;文書化された検査手順 | 目視検査のみ;老朽化または未校正の計測機器 |
| リードタイムの実績 | 文書化された納期遵守率(95%超);緊急対応能力;明確なコミュニケーション | あいまいな納期約束;納期遅延の実績あり |
| 材料トレーサビリティ | 文書化された材質証明書;ロット追跡;入荷材料の検査 | 材質証明書の提出ができない;トレーサビリティシステムなし |
| 技術的専門知識 | DFMフィードバックのためのエンジニアリング支援;経験豊富なプログラマー;材料に関する知識 | 見積もりのみの対応;技術的な相談は不可 |
| コミュニケーション | 迅速なプロジェクト管理;問題発生時の積極的な通知;明確な文書化 | 連絡が取りづらい;納品当日に予期せぬ事態が発生 |
サンプル部品評価
量産投入を決定する前に、全寸法測定報告書付きの試作部品を依頼してください。測定データを添えた試作部品を確認することで、供給業者が主張する精度性能が実際に担保されているかを検証でき、また同社の検査体制の厳格さも確認できます。寸法が公差内に収まっているかどうかだけでなく、公差帯の中央(標称値)にどれだけ集中して製造されているかも注目してください。標称値への一貫した収束は、公差限界付近でばらつく製造と比べ、より優れた工程管理能力を示します。
最も安い見積もりが、必ずしも総コストを最小化するわけではありません。不良率、納期遵守率、およびパフォーマンス不足の供給業者を管理する際の隠れたコストも、総合的に考慮する必要があります。
適格なCNC機械加工部品サプライヤーとの関係構築には初期の努力が必要ですが、一貫した品質、信頼できる納期、調達管理コストの削減という形で長期的なリターンが得られます。こうしたパートナーシップを確立した後は、自社で製造する部品を生産するCNC設備の保守、あるいはサプライヤーが自社の設備をいかに保守しているかを理解することが、高精度製造における最後のピースとなります。
長期間の性能維持のためのCNC部品の保守
高品質なコンポーネントへの投資、信頼性の高いサプライヤーの選定、および自社CNC機械の動作原理の理解はすでに完了しています。しかし現実として、最高級のCNC消耗品や高精度コンポーネントであっても、適切なケアがなければ劣化してしまいます。数十年にわたり一貫した精度を発揮する機械と、頻繁な修理を要する機械との差は、ただ一つの要素——保守に対する厳格な姿勢——に起因します。
保守とは、ご自身の投資を守ることだと考えてください。 デロイトによる研究によると 予防保全プログラムを導入している製造業者は、通常、保守コストが25~30%削減され、故障発生率が70~75%低下し、稼働時間(アップタイム)が35~45%向上します。これらは限定的な改善ではなく、経営成績(最終利益)に直接影響を与える変革的な成果です。
予防保全スケジュールの構築
効果的な保守とは、ランダムな点検ではなく、問題が悪化する前に早期に検出するための体系的なルーティンです。CNC機械用アクセサリおよび主要構成部品それぞれについて、異なる周期で点検・整備が必要です。
毎日の作業(機械1台あたり10~15分):
- 機械表面における切粉、異物、冷却液残留物の目視点検
- 冷却液の量および濃度を確認——適切な混合比率は細菌の増殖を防ぎ、効果的な冷却を確保します
- 潤滑システムの作動状況およびタンク内の油量を確認
- 非常停止機能および安全インターロックの動作試験
- ウェイカバーおよびベローズの損傷を点検——損傷により異物混入が生じる可能性があります
週次タスク:
- 直線ガイドの清掃および摩耗パターンや乾燥箇所の有無を点検
- スピンドル駆動部のベルト張力およびアライメントを確認します
- 電気接続部の緩みや腐食を点検します
- クーラントノズルを清掃し、適切な流量を確保する
- 油圧および空気圧の圧力計測値を確認します
毎月の作業:
- 屈折計を用いて冷却液濃度を測定し、最適な性能を維持するために5~10%に保ちます
- 空気圧システムおよび筐体のエアフィルターを交換します
- 診断ソフトウェアを用いて各軸のバックラッシュを確認します
- ダイアルインジケーターでスピンドルのランアウトを測定します
- すべてのグリース注入口における潤滑状態を点検・補充します
適切な潤滑は特に注意を要します。Mobil Mobilith SHC 220などの高品質合成グリースは、従来型潤滑剤と比較してリニアガイドやボールねじに対して優れた保護性能を発揮します。Mobilith SHC 220の優れた耐熱性と長寿命という特長は、そのプレミアム価格を十分に正当化します。このグリースは、多量の熱を発生させる厳しい作業条件下においても、コンポーネントを確実に保護し続けます。多くのCNC専門ショップでは、SHC 220グリースが標準採用されており、劣る潤滑剤では分解してしまうような過酷な条件下でも保護膜を維持できるからです。
精度を維持するためのキャリブレーション実践
キャリブレーションは単発の作業ではなく、正確性への継続的なコミットメントです。 メンテナンスの専門家が指摘しているように 、キャリブレーションは運用中の正確性を保証し、定期的な点検によって精度を維持し、高額なミスを未然に防ぎます。
年次キャリブレーションには以下の項目を含める必要があります:
- 幾何学的精度の検証—すべての軸における直角度、平行度、直線度
- レーザー干渉計測またはボールバー試験を用いた位置決め精度の確認
- スピンドルベアリングの摩耗、遊び、またはプレロード変化の点検
- 基準仕様と比較したボールねじのバックラッシュ測定
- 機械パラメーターおよび制御設定の完全なバックアップ
すべてのキャリブレーション結果を記録してください。時間の経過とともに、このデータは傾向を明らかにします——たとえば、バックラッシュが徐々に増加しているという兆候は、部品の不良が発生するずっと前にボールネジの摩耗を示唆しています。こうしたパターンを早期に検知できれば、緊急停止を招く故障を防ぎ、計画停機中に交換作業をスケジュールすることが可能になります。
毎日15分間の保守作業を行うか、それとも数日に及ぶ操業停止と緊急修理に対応するか——どちらを選びますか?
CNC保守対応チェックリスト:
- 各工作機械ごとに、毎日の保守、毎週の保守、毎月の保守のルーティンを確立する
- 潤滑油、フィルター、および一般的な摩耗部品など、重要なCNC消耗品を常備する
- オペレーターが部品の摩耗による初期警告サインを認識できるよう教育する
- すべての保守活動を記録・追跡するための文書化システム(紙のログまたはCMMSソフトウェア)を導入する
- 適切な測定機器を用いた年次専門家によるキャリブレーションを実施する
- 交換部品が必要となった際に迅速に対応可能な認定サプライヤーとの関係構築を図る
機械の状態と完成部品の品質を結ぶ精度の連鎖は、最も弱い保守作業の水準にしかならず、その強度はそこまでに留まります。これらの保守手順を実施することで、単に故障を未然に防ぐだけでなく、生産するすべての部品が仕様を満たし、すべての納期を確実に遵守することを保証します。また、CNC設備への投資は、今後数年にわたり確実なリターンをもたらすでしょう。
CNC部品に関するよくあるご質問
1. CNC部品とは何ですか?
CNC部品には二つの意味があります:一つはCNC機械を構成する部品(スピンドル、ボールねじ、直動ガイド、モーターなど)であり、もう一つはCNC機械によって製造された製品(高精度ブラケット、シャフト、ハウジングなど)です。機械構成部品は自動化された切削加工を可能にし、一方で切削加工された製品は、アルミニウム、鋼、チタン、プラスチックなどの材料を用いてコンピュータ制御装置で製作されるカスタム部品です。
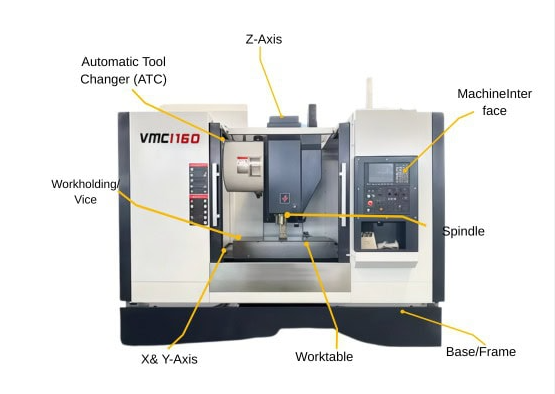
2. CNC工作機械の7つの主要構成部品は何ですか?
7つの主要なCNC工作機械部品には、プログラムを処理するマシン・コントロール・ユニット(MCU)、コードを読み込むための入力装置、サーボモータまたはステッパーモータを備えたドライブシステム、スピンドルや切削工具などの工作機械工具、エンコーダやセンサを用いたフィードバックシステム、ワークピースを保持するためのベッドおよびテーブル、そして熱管理のための冷却システムが含まれます。これらの部品は連携して、デジタル指令を精密な物理的動きに変換します。
3. CNC部品の交換時期をどう判断すればよいですか?
ボールねじの変色、リニアガイド上の摩耗痕、スピンドルからの潤滑油漏れなどの視覚的兆候に注意してください。性能面での症状としては、寸法のずれ、円形の加工形状が楕円形になること、表面粗さの悪化、および運転中のグラインディング音やカチカチ音などの異常音が挙げられます。モビルSHC 220グリースなどの高品質潤滑剤を用いた予防保全を実施することで、部品の寿命を大幅に延長できます。
4. CNC部品のサプライヤーが取得すべき認証は何ですか?
自動車向けアプリケーションでは、APQP、FMEA、SPC、MSA、PPAPといった品質ツールの導入を要求するIATF 16949認証が不可欠です。ISO 9001:2015は、一般機械加工サプライヤーにとっての基盤となる規格です。シャオイ・メタル・テクノロジー社などの認証取得済みサプライヤーは、これらの品質管理システムに加え、迅速な納期(最短1営業日での納品)を実現し、自動車用高精度部品を提供しています。
5. CNC部品は異なるメーカーの工作機械間で相互交換可能ですか?
多くの部品は国際規格に準拠しており、相互交換が可能です。例えば、直動ガイドは通常ISO寸法規格に従い、モーターはNEMAまたはIECフレームサイズに準拠し、BT、CAT、HSKテーパーなどの工具インターフェースも標準化されています。一方、コントローラー、カスタムスピンドルカートリッジ、および特殊ドライブアンプなどは、多くの場合、各メーカー独自の仕様となっています。交換部品を発注する際には、必ず寸法、定格電圧、インターフェースプロトコルなどの仕様を確認してください。