 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

CNC機械部品メーカー:バイヤーが早く知りたかった9つの内緒の秘訣

CNC機械部品メーカーの概要とその産業における役割
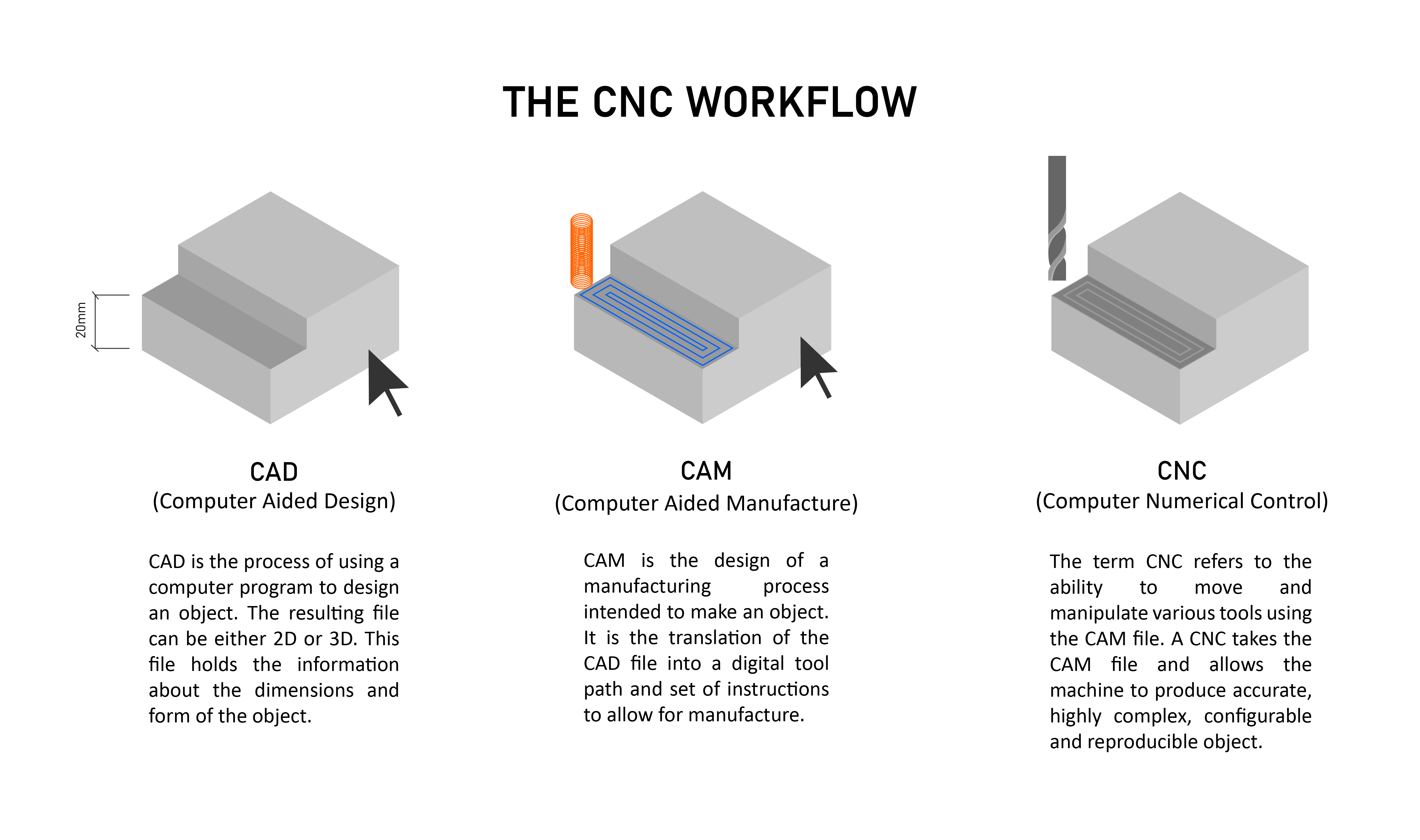
これまでに一度でも考えたことはありますか 金属の原材料が、あなたの自動車エンジンや医療機器を駆動する複雑な部品へとどのように変化するのかを? まさにそれが、CNC機械部品メーカーが果たす役割です。これらの専門工場は現代製造業の基盤であり、設計図面を極めて高い精度で実物の部品へと具現化します。
切断や溶接を主な業務とする一般的な製作工房とは異なり、これらのメーカーは高精度生産に特化しています。コンピューター制御の工作機械を用いて、正確な寸法および厳密な公差(しばしばマイクロメートル単位で測定)を実現します。工業界における「精密加工のスペシャリスト」と考えてください。ここでは、ミリメートルのわずかな分数さえも極めて重要です。
CNC機械部品メーカーの実際の業務内容
これらのメーカーの本質は、アルミニウム、鋼、チタンなどの金属をはじめとする原材料を、コンピュータ制御の機械加工プロセスによって完成品の機械部品に変換することにあります。しかし、一般の機械工作所とこれらを区別する特徴は、精度・再現性・スケーラビリティという点において、一般の工作所では到底達成できない水準を実現していることにあります。
専門のCNC機械加工サービスと提携することで、以下のような能力を活用できます:
- CNCターニング: ワークピースを回転させながら切削工具に対して加工を行うことで、シャフト、ブッシュ、バルブステムなどの円筒状部品を製作する
- CNCミリング: 回転式切削工具を用いて、平面、輪郭、溝、複雑な3次元形状などを加工する
- 多軸加工: 複数軸にわたる同時制御により、複雑な幾何形状を有する精密部品を製造する
- 二次加工: 表面仕上げ、熱処理、組立サービスなど、製造工程を一貫して完結させるサービス
この違いは重要です。一般的な機械加工工場ではさまざまな金属加工作業を扱うことが可能ですが、CNC機械部品メーカーは先進的な設備、品質管理システム、および専門的な技術力に多大な投資を行っています。によると、 業界の専門家たち 現代の施設では、多軸CNC機械が統合されており、これにより生産速度の向上、誤差の低減、および生産ロット間での品質の一貫性が実現されています。
高精度製造エコシステム
すべての関係者が重要な役割を果たすエコシステムを想像してください。CNC機械部品メーカーは、この産業ネットワークの中心に位置し、原材料サプライヤーと最終製品の組立メーカーを結びつけています。彼らは設計仕様を、厳密な寸法要件を満たす高精度機械加工部品へと変換します。
こうした専門メーカーへの需要は、複数の業界において引き続き増加しています:
自動車: エンジン部品、トランスミッション部品、シャシー部品など、大量生産における一貫性とIATF 16949認証を要する部品。
航空宇宙: 飛行に不可欠な部品で、材料のトレーサビリティ、AS9100D認証、およびインチ単位で千分の一の公差が要求されます。
医療: ISO 13485規格に基づき、管理された環境下で製造される外科用器具およびインプラント。
このエコシステムが機能する理由は何でしょうか? それは、高度なCNC技術、熟練したオペレーター、そして厳格な品質管理プロセスが組み合わさった結果です。製造技術が進化するにつれ、これらのメーカーは、AIを活用したシステム、IoT接続、および自動化をますます統合し、さらに高い精度と効率を実現しています。
本ガイドを通じて、成功する調達担当者と、高額な教訓を苦労して学ぶ担当者とを分ける「業界内知識」をご紹介します。機械加工プロセスや材料選定の理解から、サプライヤー評価、堅牢なRFQ(見積もり依頼書)の作成に至るまで——CNC機械部品を適格なメーカーから調達する際、情報に基づいた意思決定を行うために必要な包括的なガイダンスを提供します。
調達担当者が必ず把握すべきCNC加工プロセス
多くのバイヤーが直面するシナリオをご紹介します。部品の設計を完了し、製造業者を特定して図面を提出したところ、次に「3軸加工、4軸加工、それとも5軸加工が必要ですか?」という質問が寄せられます。難しそうに聞こえますか? 実際には、そうではありません。サプライヤーと打ち合わせる前にこれらの加工プロセスを理解しておくことで、技術的な対話、コスト交渉、納期計画において大きなアドバンテージを得られます。
「軸(axis)」とは、切削工具が工作物に対して機械加工中に移動する方向を指します。軸数が増えるほど、加工の自由度は高まりますが、その分複雑さとコストも増加します。各加工方式について詳しく解説し、お客様のCNC加工部品の要件に最も適したプロセスを選定できるようサポートします。
3軸加工から5軸加工まで:わかりやすく解説
3軸CNC加工 は、 現代の高精度製造の基盤を表します 。切削工具はX軸(左右)、Y軸(前後)、Z軸(上下)の3つの直線軸に沿って移動します。工作物はマシンテーブル上で固定されたまま、工具が上部から近接して加工を行います。
この構成は、平面、単純な輪郭、および基本的な幾何学的形状を非常に優れた精度で加工できます。ブラケット、プレート、および直線的な特徴を持つエンクロージャーなどをイメージしてください。その利点は明確です——機器コストが低く、プログラミングが容易で、操作も簡単であるため、3軸加工はプロトタイピングおよび一般製造に最適です。
ただし、複雑な形状では制限が生じます。複数の面にわたる特徴を加工するには、ワークピースを手動で再位置決めする必要があります。これにより、アライメント誤差が発生する可能性があり、また製造時間が延長されます。
4軸CNC加工 3軸加工の基礎に回転軸(通常はX軸周りに回転するA軸)を追加することで実現されます。これにより、ワークピースを手動で再位置決めすることなく、部品の周囲を連続的に加工することが可能になります。
円筒形および対称形状のCNCフライス加工部品が、この構成から最も大きな恩恵を受けます。シャフト、ギア、カムシャフト、バルブ部品などの製造が大幅に容易になります。回転機能によりセットアップ時間が短縮され、複数の3軸加工と比較して丸みを帯びた形状に対する精度も向上します。
5軸CNC加工 第2の回転軸を追加することで、工具またはワークピースを傾斜・回転させ、単一のセットアップでほぼすべての表面へのアクセスが可能になります。According to 業界の研究 によると、これにより複数のセットアップに起因する公差の累積が解消されます——すべての特徴が単一の基準面に対して加工されるため、優れた寸法精度が保証されます。
その能力は非常に優れており、同時5軸輪郭加工、多面加工、および単純な構成では不可能なアンダーカットの加工が可能です。複雑な有機的形状、合成角度、あるいは深く掘られた空洞を有するフライス加工部品の製造も実現できます。ただし、その代償として、より高額な機械投資、高度なCAMプログラミング技術、および熟練度の高いオペレーターが求められます。
| 軸の種類 | 最適な適用例 | 複雑度レベル | 代表的な部品例 |
|---|---|---|---|
| 3軸 | 平面、単純な輪郭、プリズム形状、片面加工特徴 | 低めから中程度 | ブラケット、プレート、エンクロージャー、基板ハウジング、基本的な自動車部品 |
| 4軸 | 円筒状部品、対称部品、軸を中心に巻き付く特徴 | 中 | カムシャフト、ギア、シャフト、バルブ、インペラー、パイプ継手 |
| 5軸 | 複雑な形状、合成角度、アンダーカット、有機的形状、多面加工 | 高い | タービンブレード、航空宇宙用構造部品、医療用インプラント、高度な金型、高性能自動車部品 |
部品の形状に最適な加工プロセスを選定する
CNC加工部品メーカーに図面を提出すると、メーカーは適切な加工プロセスを推奨するために、いくつかの要因を評価します。その判断基準を理解することで、メーカーからの推奨内容や予算計画を事前に見通すことができます。
加工面へのアクセス性 多くの意思決定を左右します。すべての重要な特徴に、単一の方向からアクセスできるでしょうか?CNC加工部品が複数の角度(たとえば5つの面に特徴を持つ部品など)から工具アクセスを必要とする場合、5軸加工により、コスト増加やリスク増大を招く手動でのセットアップ変更が不要になります。
幾何学的複雑さ もプロセス選定に大きく影響します。直線エッジや平面を有するCNC機械部品の部品は、通常3軸加工に適しています。中心軸を囲むように湾曲した表面が追加されると、4軸加工が適切になります。さらに複合輪郭、彫刻状の曲面、あるいは不規則な角度に配置された特徴が登場すると、5軸加工が最も優れた結果を提供します。
許容差の要件 もプロセス選定に影響を与えます。ワークピースを再位置決めするたびに、わずかなアライメント誤差が累積します。複数の特徴において厳密な公差が要求されるCNCフライス加工部品では、一度のセットアップで完了する5軸加工により、反復的な取扱いによって劣化する可能性のある寸法関係を維持できます。
生産量 この点が方程式に影響を与えます。大量生産の場合、速度を最適化した専用の3軸または4軸工作機械の導入が正当化されることがあります。一方、複雑な形状の部品を少量生産する場合には、時間単価が高くなるものの、5軸加工の効率性がメリットとなることが多いです。
業界関係者の視点からお伝えします:利用可能な最も高度な加工プロセスを自動的に要求しないでください。信頼できる製造業者は、お客様の部品の特定の形状に最もコスト効率の良い加工方法を提案します。たとえば、お客様が5軸加工を想定していたにもかかわらず、メーカーが3軸加工を推奨した場合、それはむしろ予算面での好ましい知らせであり、そのメーカーの技術能力が不足しているという意味ではありません。
加工プロセスが明確になった後、次の重要な意思決定は材料選定です。この選択は公差、表面粗さ、および製造コストに直接影響します。
カスタム機械加工部品向け材料選定ガイド
お客様は、ご自身のプロジェクトに最適な機械加工プロセスをすでに特定されています。次に、部品の最終性能からコストパフォーマンスに至るまで、あらゆるものに影響を与える重要な意思決定—材料選定—が待ち受けています。不適切な材料を選択すると、応力下で破損する部品や早期腐食を起こす部品、あるいは製造コストが不必要に高騰してしまう部品が生じる可能性があります。
多くのバイヤーが認識していない点ですが、指定する材料は単に物理的特性を決定するだけではありません。加工時間、工具摩耗、達成可能な公差、および表面粗さ(仕上げ品質)にも直接影響します。 経験豊富なCNC機械加工部品メーカー は、お客様のプロジェクトの見積もり時に、部品の形状と同様に、材料選定を慎重に評価します。
では、アプリケーション要件に合致する材料の選定方法、および製造プロジェクトを頓挫させる高額なミスを回避するためのポイントについて詳しく見ていきましょう。
CNC機械加工部品におけるアルミニウムと鋼の比較
カスタム加工部品を調達する際、アルミニウムと鋼材のどちらを選ぶかという判断は常に課題となります。両材料とも金属加工部品分野で主流ですが、それぞれ明確に異なる用途に適しています。
アルミニウム合金 アルミニウムは優れた切削性を備えており、加工が容易で、発熱量が少なく、優れた表面仕上げが得られます。業界標準の機械加工ガイドによると、アルミニウムは軽量でありながら耐食性に優れ、陽極酸化処理も可能であるため、さまざまな産業分野で広く採用されています。一般的な合金種(グレード)である6061や7075がほとんどの用途に対応し、特に7075-T6は一部の鋼材に匹敵する強度を維持しつつ、大幅な軽量化が可能です。
以下の用途ではアルミニウムの採用を検討してください:
- 航空宇宙産業または輸送機器向けの軽量金属加工部品
- 優れた熱伝導性和電気伝導性
- 追加処理を施さなくても自然な耐食性が求められる場合
- 1個あたりのコスト低減のために短い加工サイクルが求められる場合
鋼鉄と不鋼 優れた強度、硬度、および耐摩耗性を提供します。1018や4140などの炭素鋼は、構造用途において耐久性を確保します。ステンレス鋼(特に303、304、316)は、厳しい環境下でも優れた耐腐食性と強度を兼ね備えています。
鋼材が最適な選択となるのは、以下のケースです:
- 機械的強度および荷重支持能力が最も重要である場合
- 可動部品において耐摩耗性が極めて重要である場合
- 使用温度がアルミニウムの限界を超える場合
- コスト効率が軽量性よりも優先される場合
ただし、鋼材には以下のような課題があります:切削速度が遅くなり、工具摩耗が大きくなり、通常は加工時間が長くなります。これらの要因により、同程度のカスタムアルミニウム金属部品と比較して製造コストが上昇します。
製造工程の判断を左右する材料特性
アルミニウムと鋼の比較を超えて、金属部品の機械加工において重要な役割を果たす他の材料がいくつか存在します。これらの材料の特性を理解することで、製造業者との効果的なコミュニケーションが可能となり、適切な仕様決定を行えます。
チタン合金 (特にTi-6Al-4V)は、優れた比強度、耐食性、および生体適合性を備えています。航空宇宙産業の材料仕様では、エンジン部品、着陸装置、構造部品などにチタンの使用が頻繁に要求されます。ただし、チタンの機械加工には課題があり、工具摩耗が激しく、熱伝導率が低く、特殊な切削条件を要するため、生産コストが大幅に増加します。
真鍮 真鍮は非常に良好な加工性を示し、工具摩耗が少なく、清潔な切り口と優れた表面仕上げが得られます。カスタム製の真鍮部品は、配管用フィッティング、電気コネクタ、装飾用ハードウェアなどで広く用いられています。この材料は天然の潤滑性と切屑折れ特性に優れており、大量生産において特に経済的です。
エンジニアリングプラスチック pEEK、デルリン(アセタール)、PTFEなどは、軽量化、耐薬品性、または電気絶縁性が求められる用途に使用されます。これらの材料は金属とは異なる切削特性を有しており、鋭利な工具、適切な切削速度、および寸法安定性に影響を与える熱の蓄積への配慮が必要です。
| 材料タイプ | 主要な特性 | 最適な適用例 | 加工上の考慮点 | 相対的なコスト |
|---|---|---|---|---|
| アルミニウム(6061、7075) | 軽量、耐腐食性、優れた切削性、良好な熱伝導性 | 航空宇宙構造部品、自動車部品、電子機器筐体、民生用品 | 高速切削が可能、工具摩耗が少ない、優れた表面粗さが得られる | 低めから中程度 |
| 炭素鋼(1018、4140) | 高強度、優れた耐摩耗性、溶接可能、熱処理可能 | 構造部品、シャフト、ギア、治具、一般機械部品 | 中程度の切削速度、定期的な工具摩耗、冷却液の使用が必要な場合あり | 低く、 |
| ステンレス鋼 (303, 304, 316) | 耐腐食性、高強度、耐熱性、衛生的 | 医療機器、食品加工機器、海洋用機器、化学装置 | 低速切削、工具摩耗が大きい、加工硬化傾向あり | 中程度から高い |
| チタン(Ti-6Al-4V) | 優れた比強度、生体適合性、耐食性、高温安定性 | 航空宇宙エンジン、医療用インプラント、高性能自動車部品、海洋機器 | 特殊な工具が必要、切削速度が遅く、工具摩耗が著しい、熱管理が極めて重要 | 高い |
| 真鍮 (C360, C260) | 優れた切削性、耐食性、装飾性のある外観、抗菌性 | 配管継手、電気コネクタ、バルブ、装飾用ハードウェア | 非常に高速な切削が可能、工具摩耗が極めて少なく、優れたチップ形成性 | 中 |
| エンジニアリングプラスチック(PEEK、デルリン) | 軽量、耐化学薬品性、電気絶縁性、低摩擦 | 医療用部品、電気絶縁体、ベアリング、シール、食品加工機器 | 鋭利な工具の使用が必須、熱感受性が高く、寸法安定性に課題あり | 中程度から高い |
材料選定がプロジェクト成果に与える影響:
許容範囲: 高硬度材料(例:焼入鋼、チタンなど)は応力下でもより厳密な公差を維持できますが、その公差を達成するにはより慎重な機械加工が必要です。一方、低硬度材料は切削中にわずかに変形する可能性があり、これを補償するための戦略が求められます。機械加工の専門家によると、金属の硬度は工具摩耗、切削速度、表面粗さに影響を与えます。特に軟質金属では、寸法精度を維持するために追加的な配慮が必要です。
表面仕上げ: 材料の結晶粒構造は、得られる仕上げ品質に影響します。微細粒組織の金属は通常、より優れた表面品質を実現しますが、粗粒組織の材料では、最適な加工条件を用いても目に見える切削痕が残ることがあります。アルミニウムおよび真鍮は自然と優れた仕上げ面を実現しますが、チタンおよび一部のステンレス鋼種では、追加の仕上げ工程が必要です。
納期: 一般的な材料(例:アルミニウム合金6061やステンレス鋼304)は容易に入手可能です。一方、航空宇宙産業向けチタン合金、特定のニッケル合金、医療用認証済み材料などの特殊グレードは、調達期間が延長される場合があり、プロジェクトスケジュールに影響を及ぼす可能性があります。
自動車・航空宇宙分野向けに製造を行うメーカーは、認証要件を満たすために特定の材料グレードを用いています。IATF 16949認証を取得した自動車サプライチェーン向け製造施設では、OEM仕様を満たす材料を常備しています。航空宇宙メーカーは、AMSおよびASTM規格を満たす材料についてトレーサビリティ文書を維持しています。認証済み材料を必要とする用途では、サプライヤーが適切なグレードの材料を調達・文書化できる能力を事前に確認してください。
材料選定の基本原則を理解したうえで、次に検討すべき重要な要素は公差仕様および品質認証——すなわち、高精度製造を定義する基準です。

高精度公差および品質認証の解説
素材を選定し、適切な機械加工プロセスを特定しました。次に、精度を必要としないのに高額な費用を支払う購入者や、機能不全の部品を受け取ってしまう購入者と、情報に基づいた判断ができる購入者とを分ける重要な会話が待っています。公差仕様および品質認証について理解することは、単なる技術的知識ではなく、コスト効率の良い調達の基盤です。
図面に「1.500 ± 0.005インチ」という寸法が記載されている場合、この公差範囲が許容される値を定義しています。しかし、多くの購入者が見落としている点は、この公差を±0.005インチから±0.001インチへと厳しく設定する行為は、単に精度を向上させるだけでなく、 製造コストを3~5倍に増加させ得るということです 。賢明な公差設定を行うには、これらの数値が実際の用途においてどのような意味を持つのかを正しく理解する必要があります。
購入者向けに解説する公差仕様
公差とは、部品の寸法が許容される範囲内(いわば「法的範囲」)で変動できる幅を意味します。例えば、直径10.00 mm ± 0.05 mmと仕様指定されたシャフトは、9.95 mmから10.05 mmの間の任意の寸法で検査に合格します。一見単純ですが、その影響や意義はさらに深遠です。
標準公差 これは、高精度と実用性が最適に調和する「スイートスポット」を表します。ほとんどのCNC工作機械加工において、 ±0.010インチ(±0.25 mm) は、機械部品の大多数に対して極めて優れた精度を提供します。この公差レベルは、工作機械の性能変動、材料特性、環境条件などの自然なばらつきを十分に考慮しつつ、確実な適合性と機能性を実現します。
厳格な許容量 標準的な加工能力を超える高精度を要求する場合——通常は±0.001インチ(±0.025 mm)またはそれより厳しい公差——には、専用設備、低速加工、厳密に制御された作業環境、および追加の検査工程が必要となります。工作機械の専門家によれば、±0.01 mm以下の公差は超高精度と見なされ、コストが大幅に増加します。
高精度機械部品の場合、お客様が指定する公差は、製造方法および検査要件に直接影響を及ぼし、最終的にはプロジェクト予算にも影響します。
| 許容範囲 | 分類 | 典型的な用途 | コストへの影響 |
|---|---|---|---|
| ±0.010" (±0.25 mm) | 標準/商用 | 構造部品、ハウジング、ブラケット、エンクロージャー、一般ハードウェア | 基準(1x) |
| ±0.005インチ(±0.127 mm) | 高精度産業用 | 嵌合アセンブリ、ベアリングハウジング、高精度治具、産業用オートメーション | ベースラインの1.5~2倍 |
| ±0.002インチ(±0.051 mm) | 高精度 | 医療機器、航空宇宙部品、光学システム、高精度計測機器 | ベースラインの2〜3倍 |
| ±0.001" (±0.025 mm) | 超精密 | 飛行に不可欠な航空宇宙部品、体内植込み型医療機器、高精度金型・治具 | ベースラインの3〜5倍 |
| ±0.0005インチ(±0.013 mm) | 極めて高い精度 | 宇宙機器向け応用、超精密計測機器、マスターゲージ | ベースラインの5倍以上 |
きつい公差が実際に重要になるとき
大幅なコスト削減につながる業界の裏技をご紹介します。機能面で本当に必要とされる箇所にのみ、厳密な公差(許容差)を適用すべきです。賢い設計アプローチでは、重要な嵌合面(マating surface)にのみ厳密な公差を設定し、非機能部には標準公差を適用します。
以下のケースで厳密な公差が必須となります:
- シャフトと高精度ベアリング、またはピストンと油圧シリンダーなど、部品の機能が精密な寸法関係に依存する場合
- 複数の相互作用する部品が組み合わさることで公差の累積が生じ、最終的なアセンブリ性能に影響を及ぼす可能性がある場合
- 安全上極めて重要な用途において、規制要件が特定の精度基準を義務付けている場合
- 圧力保持部品のシール面において、漏れを防止する必要がある場合
標準公差が非常に効果的に機能するケースは以下の通りです:
- 絶対的な寸法精度よりも、正確な嵌合(フィット)が重要となる構造部品
- ハウジングアセンブリ、マウントブラケット、支持構造物
- 設計において適切なクリアランスが考慮されている用途
- カバー、エンクロージャー、装飾部品などの非重要機能部
鍵となるのは、お客様の機能要件を正確に理解することです。精密CNC加工部品が標準的な公差範囲内で意図した機能を確実に果たすのであれば、カスタム仕様を追加しても性能向上にはつながらず、コストと製造の複雑さのみが増加します。
公差の専門家による実用的な比較をご覧ください:±0.05 mmの精度を達成することは、標準的な加工プロセスで10メートル先のリンゴを狙って当てるようなものですが、±0.01 mmの精度は、50メートル先のサクランボを狙って当てるようなものです。後者の精度を実現するには、より安定した工作機械、より高精度な工具、より厳格な環境制御、および高度な測定装置が必要となり、これらすべてがコストの指数関数的増加を招きます。
製造基準を定義する品質認証
公差を超えるものとして、品質認証は製造業者が維持している体系的な管理手法を示します。これらは単なる壁飾りではなく、工程、文書管理、および継続的改善体制に対する厳格な監査を意味しています。
ISO 9001:2015 iSO 9001は、国際的に認められた基盤となる品質標準です。この規格は、顧客志向の強化、経営陣のコミットメント、プロセスアプローチ、および継続的改善といった品質マネジメント原則に基づいています。 認証の専門家 iSO 9001の適合性は、顧客が一貫性があり、高品質な製品を確実に受け取ることを保証するのに役立ちます。この認証は、あらゆる産業分野における一般商業用製造に適しています。
AS9100D iSO 9001を基盤とし、航空宇宙業界特有の厳格な品質要件を追加しています。国際航空宇宙品質グループ(IAQG)が後援するAS9100は、世界中の主要航空宇宙企業を代表する団体であり、リスク管理、構成管理、偽造部品防止、およびその他の安全性要件に対応しています。飛行に不可欠な高精度機械加工部品を製造する場合、サプライヤーはこの認証を取得している必要があります。
ISO 13485 医療機器製造における品質管理要件を定めています。これは、患者の安全に直接影響を与える医療機器に関する規制対応を支えるプロセスを保証するものです。医療用コンポーネントには通常、±0.005インチから±0.002インチの公差が要求され、クリーンルーム対応能力および包括的なトレーサビリティ文書が求められます。
IATF 16949 自動車サプライチェーンに特化した規格であり、欠陥の未然防止、ばらつきの低減、および無駄の排除を重視します。自動車メーカーは、車両用CNC高精度部品を製造するサプライヤーに対し、この認証を必須としており、大量生産における一貫性を確保しています。
CNC機械部品メーカーを評価する際には、その保有する認証が自社の業界要件と合致しているかを確認してください。ISO 9001のみの認証を持つメーカーは、たとえ優れた機械加工能力を有していても、AS9100D準拠が必須となる航空宇宙部品の供給を行うことはできません。
公差(許容差)および認証要件を理解しておくことで、潜在的なサプライヤーとの意思疎通をより的確かつ実践的に進めることができます。次のステップでは、メーカーを評価・比較するための体系的なフレームワークを構築することです。これにより、自社の特定要件を確実に満たせる製造施設との提携が可能になります。
CNC部品メーカーの評価・比較方法
公差を定義し、材料を選択し、プロジェクトに必要な機械加工プロセスを理解しました。次に、調達プロセスにおいて最も重要な意思決定—適切な製造パートナーの選定—が待ち受けています。多くのバイヤーがここでつまずき、総合的な能力評価ではなく、主に価格見積もりに基づいてサプライヤーを選定してしまいます。
現実として、最も低い見積もり額が必ずしもトータルコストを最小化するわけではありません。品質問題、コミュニケーションの齟齬、納期遅延などから生じる隠れたコストは、初期のコスト削減分を上回ることが頻繁にあります。体系的な評価手法を確立することで、プロジェクトを守るとともに、貴社の長期的な成功を支えることができる機械加工部品メーカーとの信頼関係を築くことができます。
製造業者評価の5段階フレームワーク
機械加工部品メーカーを比較する際には、体系的なアプローチを採用することで、高額な見落としを防ぐことができます。このフレームワークは、数多く成功した——そして失敗した——サプライヤーとの関係を通じて洗練されてきました。これらのステップを体系的に実施すれば、品質のばらつきではなく一貫した品質を提供するパートナーを見極めることができます。
-
認証およびコンプライアンス基準の確認
まず譲れない条件から始めましょう。According to 業界の調達専門家 iSO 9001、IATF 16949、AS9100Dなどの認証は、体系化されたプロセスと再現可能な品質を示しています。有効期限内の最新の認証書を請求し、その適用範囲がご要件の特定サービスを確実にカバーしていることを確認してください。旋盤加工のみに対応した認証を取得しているメーカーが、複雑な多軸マシニング加工に対応しているとは限りません。次のステップに進む前に、認証内容を自社の業種要件と照合してください。 -
設備能力および技術専門性の評価
サプライヤーが先進的なCNC旋盤、フライス盤、研削盤、および三次元測定機(CMM)を導入しているかどうかを評価してください。技術チームはCAD/CAMツールおよび多軸加工に対する熟練度を示す必要があります。具体的な質問を行ってください:使用している工作機械のブランドは何ですか?最大加工可能サイズ(ワークピース・エンベロープ)はどの程度ですか?ご要件の材質仕様に対応できますか?高精度機械加工部品のサプライヤーは、自社の品質保証に見合った設備投資を行っています。一方、老朽化した機械では、厳密な公差を実現するという約束と矛盾します。 -
品質管理プロセスの確認
このステップにより、本格的な機械加工部品メーカーと、単にCNC設備を保有しているだけの業者が明確に区別されます。検査用具(ピンゲージ、マイクロメーター、三次元測定機[CMM]など)について尋ね、サンプルの検査報告書の提出を依頼してください。また、統計的工程管理(SPC)の導入状況を確認しましょう。彼らは生産工程全体を通じて重要寸法をモニタリングしているのでしょうか、それとも完成品のみを検査しているのでしょうか? 製造品質の専門家によると、航空宇宙産業や自動車産業などの規制対象業界においては、適切な品質保証(QC)文書が極めて重要です。 -
コミュニケーションの迅速性を評価する
技術的な質問を送付し、その回答の質と応答スピードを確認してください。経験豊富なサプライヤーは、技術図面の理解力、製造性向上設計(DFM)に関するフィードバックの提供能力、および加工方法の代替案の提案能力を示します。迅速かつ明確なコミュニケーションは、問題発生時に情報が遮断されることなく対応できることを保証します。見積段階で応答が遅いサプライヤーは、量産段階でも同様に不満を招く可能性が高いです。 -
試作部品の提出を依頼してください
量産を開始する前に、試作品またはサンプルの数量を発注してください。これにより、宣伝されている能力ではなく、実際の能力が証明されます。寸法精度、表面仕上げ、および文書の品質を評価します。CNC調達ガイドによると、試作プロジェクトから始めることが、本格的な量産に移行する前に、サプライヤーの真の技術力、工程管理の厳密さ、および品質に対する姿勢を最も迅速に検証する方法です。
SPCおよびCMM検査の理解
品質管理における2つの概念について、より詳細な説明が必要です。これらは、優れたCNC機械加工部品メーカーと単なる基本的な機械工作所とを根本的に区別するものです。
統計的プロセス管理 (SPC) リアルタイムで生産を監視し、部品が仕様から逸脱する前に寸法の傾向を追跡します。ロットの完了後に問題を発見するのではなく、統計的工程管理(SPC)は工程が変化し始めた段階でそれを検出し、不良品の発生前に是正措置を可能にします。大量生産向けの高精度機械加工部品サプライヤーにとって、SPCは数千点に及ぶ同一部品における品質の一貫性を維持するために不可欠です。
三次元測定機(CMM)による検査 複雑な形状の三次元検証を提供します。これらの高度な計測機器は、部品表面の複数の点を測定し、実測寸法をCADモデルとマイクロメートル単位の精度で比較します。機械加工部品サプライヤーが厳しい公差を提示する際には、その適合性をどのように検証するかを必ず確認してください。三次元測定機(CMM)による検査報告書は、部品が仕様を満たしていることを文書化した証拠を提供します。これは、完全なトレーサビリティが求められる航空宇宙、医療、自動車分野において極めて重要です。
CNCサプライヤーの審査における赤信号(危険サイン)
何を確認すべきかという点に加え、警告サインを早期に認識することで、後悔するようなパートナーシップを未然に防ぐことができます。以下の懸念される兆候に注意深く注目してください:
- 認証や検査能力を共有することへの消極的な姿勢: 信頼できる機械加工部品メーカーは、自社の資格を誇らしげに公表し、工場に関する打ち合わせを歓迎します。
- 市場相場を著しく下回る見積もり: 非現実的な低価格は、後に欠陥として表面化する可能性のある、材料・品質管理・製造工程における手抜きを示唆しています。
- 設備や製造工程について曖昧な回答: 信頼性の高いサプライヤーは、自社の能力を具体的に明示します——使用機種、許容公差範囲、検査装置など。
- 複雑な設計に対するDFM(製造性向上)フィードバックがない: 経験豊富なメーカーは、潜在的な問題を特定し、改善提案を行います。製造可能性に関する懸念について沈黙を守ることは、経験不足または無関心を示唆しています。
- 不十分な文書管理: サンプルの検査報告書および材料証明書の提出を依頼してください。体系的な品質管理プロセスを備えていないサプライヤーは、整理された文書を提示できない場合がほとんどです。
- 参考先の提供を渋る態度: 確立された高精度機械加工部品サプライヤーは、満足している顧客を多数抱えており、その顧客は自らの体験を積極的に共有することを厭いません。
国内製造と海外製造のトレードオフ
機械加工部品のサプライヤーの地理的位置は、プロジェクトの成果に大きく影響します。こうしたトレードオフを理解することで、自社の優先事項に合致した戦略的な調達判断を行うことができます。
国内CNC加工 多くの用途において顕著なメリットを提供します。製造業における調達に関する研究によると、国内生産では設計チームと製造施設との地理的距離が近く、密接な連携が可能になります。そのメリットには、納期の短縮、双方向の円滑なコミュニケーション、設計変更時の容易な共同作業、および生産品質に対するより高い管理・コントロールが挙げられます。近接性により、リアルタイムでのトラブルシューティングや、エンジニアリング変更の迅速な実施が可能となります。
リードタイム 国内のパートナーを大幅に優遇します。海外での機械加工には、国際輸送、通関手続き、および港湾における遅延の可能性といった要素を考慮する必要があります。デロイト社の報告書によると、世界の製造業者の40%以上が、海外調達の不安定性を最も重要な業務リスクの一つとして挙げています。国内サプライヤーは信頼性の高い物流ネットワーク内で運営されており、納期のばらつきを低減し、事業継続性を支えます。
コミュニケーション 海外サプライヤーとの取引では、課題が複雑化します。タイムゾーンの違い、言語の壁、およびビジネス慣行における文化的な相違が、技術的問題の解決を遅らせる要因となります。設計変更が発生した場合——これは必ず起こりますが——国内パートナーであれば、数週間ではなく数日で変更を実施できます。
知的財産権の保護 管轄区域によって大きく異なります。海外での機械加工では、設計ファイルを国際ネットワークを通じて転送する必要があり、セキュリティ上の脆弱性が生じます。知的財産保護の専門家によると、データは盗聴・複製・無許諾使用される可能性があり、特に知的財産権の執行が緩い地域ではそのリスクが高まります。国内製造では、無許諾による複製に対する保証水準が高まり、競争優位性の維持が可能となります。
費用 考慮 慎重な分析を要します。海外調達では単価が低く見える場合もありますが、最終到着原価(トータルランデッドコスト)こそが全体像を示す指標です。輸送費、関税、品質検査費、長い納期に対応するための安全在庫、および潜在的な再作業費用などを考慮する必要があります。製造原価分析の専門家によると、こうした隠れたコストは、海外調達による一見した節約効果の大部分、あるいはすべてを相殺してしまう可能性があります。
国内製造と海外製造の選択は、最終的に、お客様の製品の具体的な要件、用途の感度、および必要な監視・管理レベルに依存します。精度要件、納期制約、知的財産(IP)保護、およびコンプライアンス基準は、最適なアプローチを選定する上で極めて重要な役割を果たします。
メーカーを評価するための明確なフレームワークを用意した後、次のステップは、正確な見積もりおよび効率的なプロジェクト遂行を可能にする文書の準備です。つまり、しばしば見落とされがちな「専門的レベルのRFQ(見積依頼書)パッケージ作成」という技術です。
プロのようにRFQ(見積依頼書)を作成する
有望なメーカーを特定し、実力あるサプライヤーと名ばかりの業者を区別するポイントも理解しました。次に進むステップは、多くのバイヤーが急いで済ませてしまい、後に納期遅延、再見積もり依頼、そして煩わしいやり取りという形でそのツケを払うことになるものです。RFQ(見積依頼書)パッケージは、実質的にあなたがメーカーに対して与える「最初の印象」であり、メーカーがどれほど迅速かつ正確に応答できるかを直接左右します。
業界の裏技をご紹介します:RFQ(見積依頼書)を完全に提出すれば、当日中にDFM(製造可能性検討)フィードバックと信頼性の高い価格提示が得られます。情報が不足している場合、納期の遅延、不確実な要素をカバーするための過大な見積もり、および工程計画におけるリスクが発生します。また、 高精度製造の専門家 によると、不完全なRFQは、プロジェクト開始前から高コストなやり取りを招き、進行を遅らせます。
迅速かつ正確な見積もりを得るためのRFQ作成のポイント
RFQパッケージを、あらゆる情報を網羅した「ブリーフィング資料」と考えてください。提出内容が包括的であるほど、その回答もより正確になります。カスタム部品の製造においては、正確な仕様が不可欠であり、推測による判断は、製造全体を通じて誤差を拡大させます。
メーカーに連絡する前に、以下の必須要素をあらかじめご準備ください:
- CADファイルおよび技術図面: 3Dモデル(STEPまたはIGES形式)と2DのPDFファイルの両方をご提供ください。また、 CNC加工の専門家 多くの購入者が誤ってSTEPファイルのみを添付してしまうことがあります。PDFには、公差、材質、熱処理、表面仕上げ、および仕上げ要件に関する重要な指示が記載されており、正確な見積もりを行うために不可欠です。
- 材料の仕様 材質の正確な規格を明記してください——たとえば「アルミニウム」とだけ記載するのではなく、「6061-T6」のように具体的な規格を指定します。製造専門家によると、「ステンレス鋼」とだけ記載し、規格番号(例:SUS304)を明示しない場合、切削条件やコストが大きく異なり、サプライヤーは不確実性を補うために価格に余裕を持たせざるを得なくなります。
- 許容差仕様: 重要寸法とその許容変動範囲を明記してください。適用可能な場合は、幾何公差(GD&T)仕様も併記してください。薄肉部、深穴、長尺タップ、小半径など、特別な注意を要するリスクのある特徴については明確にマーク付けを行ってください。
- 必要数量: 試作、少量ロット、または量産のいずれかを明確に指定してください。また、1回の発注数量および年間使用見込数量も含めて記載してください。この情報は金型選定、ロット単価設定、および生産スケジューリングを左右する重要な要素です。
- 表面仕上げの要件: 表面粗さの目標値(Ra 1.6、Ra 3.2など)および二次仕上げ(陽極酸化処理の種類と色、化学被膜、パッシベーション、ビードブラスト、電解研磨など)を明記してください。また、機能面で重要な表面領域と外観面で重要な表面領域を区別して示してください。
- 二次加工: 必要となる熱処理、めっき、コーティング、組立、その他の機械加工後の工程を一覧化してください。ねじ仕様については、規格(例:M6x1.0-6H)、公差等級、および有効ねじ込み深さ(例:12mm)を含めて記載してください。
- 納品スケジュール: 目標納期または許容可能な納期範囲を明記してください。「至急(ASAP)」などの曖昧な表現は避け、現実的な生産計画立案が可能な具体的な日付または期間を提示してください。
- 予算の範囲: 必ずしも初期段階で共有されるものではありませんが、予算範囲を提示することで、仕様に柔軟性がある場合にメーカーがコスト効率の高い代替案を提案しやすくなります。
メーカーがあなたから必要とする情報
チェックリストを超えて、メーカーが実際にあなたの情報をどのように活用するかを理解することで、より効果的に情報を提供できます。プロジェクトで必要な機械加工部品が見積もり担当者のもとに到着した際、エンジニアは複数の要素を同時に評価します。
リビジョン管理は極めて重要です。 RFQ作成の専門家によると、最も落胆する結果の一つは、旧版の図面(リビジョン)に基づいて製品が製造されて届く場合であり、その製品は完全に使用不能となります。変更が加えられるたびに新しいリビジョン番号を付与する必要があります。また、すべての発注において、製造業者と当該リビジョンを明示し、確認する必要があります。
文脈が理解を加速させます。 組立図面を共有し、部品の機能を説明し、対応する組立部品(マーティング・コンポーネント)を特定し、コストと納期の間でご要望の優先順位やトレードオフを明確に伝えてください。数十年にわたる経験を持つエンジニアであれば、お客様が見落としがちな設計上の欠陥や製造リスクを的確に検出できますが、そのためには必ずお客様の用途(アプリケーション)を十分に理解している必要があります。
検査要件は、納期およびコストに影響を与えます。 初品検査(FAI)、100%検査、またはAQLサンプリングのいずれが必要かを明記してください。必要な文書(寸法測定報告書、CMMデータ、材質証明書、RoHS/REACH適合証明書、PPAPパッケージなど)も併せてご指示ください。品質専門家によると、FAIおよびCMM検査は、部品点数および複雑さに応じて通常0.5~2日程度の納期延長を要します。
カスタムCNC部品プロジェクトの遅延を招く代表的なミス:
- STEPファイルを添付せずに2D図面のみを提出する——アクセス確認および工具経路計画が大幅に遅延
- 単位や公差を記載しない——意図と異なるデフォルト仮定が適用されてしまう
- 「アルマイト処理」とだけ指定し、処理種別や色を明記しない——外部委託工程および寸法復元要件が不明確となる
- ねじの規格、公差等級、または深さ情報が欠落している——再加工リスクの発生
- 数量が記載されていない——治具設計やロット割引計算が不可能となる
- 機能上非重要な部位に対して現実的でない公差を指定する——機能的メリットなしにコストが増加
製造業向けコミュニケーションの専門家によると、あなたのRFQ(見積依頼書)パッケージには、仕様に従うすべての製造業者が製品を完全に同一に製造できるだけの十分な詳細情報が含まれている必要があります。設計意図を明確に伝えるには、解釈の余地を一切残さない、完全かつ明確な文書化が不可欠です。
RFQパッケージを適切に作成した後は、価格決定要因を理解することで、見積もりを的確に読み取り、コスト最適化の機会を特定できます。このテーマについて、次に詳しく探っていきます。
価格要因とリードタイムの見込み
あなたは、包括的なRFQパッケージを複数の製造業者に提出しました。ところが、届いた見積もりの価格にばらつきがあり、その理由がよく分かりません。あるサプライヤーは部品単価$45と提示し、別のサプライヤーは一見同一の仕様に対して$120と提示しています。一体何が起きているのでしょうか?CNC加工コストに影響を与える要因を理解すれば、戸惑いながら見積もりを見る単なる購入者から、根拠に基づいて交渉できる知識豊かな担当者へと変貌します。
ほとんどの購入者が決して学ぶことのない事実をご紹介します:価格設定は恣意的ではありません。CNC見積もりにおける1ドル1ドルは、賢い設計判断や戦略的な仕様選定によって、しばしばあなた自身が影響を与えることができる特定のコスト要因に直接遡ることができます。では、実際にプロジェクトコストを決定している要素を解読していきましょう。
CNC加工コストを実際に左右する要因
製造業者が機械加工部品の価格を算出する際には、複数の相互に関連する要素を評価します。According to 業界のコスト分析 によると、材料の種類、設計の複雑さ、機械加工時間、仕上げ要件のすべてが最終見積もりにおいて重要な役割を果たします。各要素を理解することで、どこに柔軟性があり、またどこがコスト面で譲れないポイントなのかを明確に把握できます。
| コスト要因 | インパクトレベル | 影響要因 | 購入者のコントロール範囲 |
|---|---|---|---|
| 材料コスト | 中程度から高い | 材料の種類、グレード仕様、在庫の有無、機械加工時の材料ロス率 | 高—材料選定は、基本的なコストに直接影響します |
| 部品の複雑さ | 高い | 特徴部の数、精巧な幾何形状、多面加工、特殊工具の要件 | 中—設計の簡素化により、プログラミングおよび機械加工時間が短縮されます |
| 許容差の要件 | 高い | 高精度仕様、検査の厳密度、狭い公差を実現するための低速加工 | 高—機能的に必要な箇所にのみ厳密な公差を適用 |
| 表面仕上げ | 中 | 要求される表面粗さ値、二次仕上げ工程、特殊処理 | 中—外観面と機能面を区別して対応 |
| 注文数量 | 高い | セットアップ費用の償却、工具投資の正当化、材料の大量購入割引 | 高—生産数量の決定が単価に大きく影響 |
| 二次操作 | 中程度から高い | 熱処理、めっき、コーティング、組立、追加のハンドリングおよび外部委託調整 | 中—工程の統合や仕様の見直し |
| 納期の緊急性 | 中 | 急ぎ手数料、材料の優先調達、残業手当、スケジュールの乱れによるコスト増 | 高—事前の計画立案によりプレミアム料金を回避可能 |
材料 費用 価格設定の基盤を確立します。機械加工コストの専門家によると、アルミニウムや軟鋼などの材料は一般に比較的安価ですが、ステンレス鋼、チタン、特殊合金などはコストを著しく上昇させます。さらに、切削性(マシナビリティ)は工具が材料を切断する速度に影響を与えます。硬度の高い金属では、送り速度を遅くする必要があり、工具摩耗も大きくなるため、間接的なコスト増加を招きます。
部品の複雑さ 加工時間に直接影響し、これはコスト構成要素の中で最も大きな項目の一つです。複雑な形状、厳しい公差(許容差)、多面加工を要する部品は、プログラミングおよび加工時間が長くなります。CNCプロトタイピングのコストに関する研究によると、設計の複雑さによって加工時間が30~50%増加することがあり、最終的な請求額に直結します。また、素材の80%以上を削り取る必要がある部品は、加工時間が延長され、工具摩耗も増大するため、コストが高くなります。
許容差の要件 指数関数的にコストに影響を及ぼします。精密製造アナリストによると、±0.001インチという厳しい公差は、標準的な±0.005インチの公差と比較して、コストを4倍に引き上げる可能性があります。超精密な寸法を要する各機械加工部品は、低速での加工、特殊工具の使用、および追加の検査を必要とし、これらすべてが最終的な請求額に上乗せされます。
ロット数量別価格設定と試作経済性
単価に最も劇的に影響を与える要因として、注文数量ほど重要なものは他にありません。この関係性を理解することで、試作ロットと量産ロットのどちらを優先するかという戦略的判断が可能になります。
製造経済学の研究から得られた以下のシナリオをご覧ください:単一の試作品のコストは500米ドルであるのに対し、10個の発注では1個あたりの価格が約300米ドルまで低下します。さらに50個以上の大量生産では、コストが最大60%削減され、1個あたりの価格は約120米ドルまで下がります——品質および仕様は全く同一のままです。
なぜこれほど大きな差が生じるのでしょうか?その理由は、コスト構成が「固定費」と「変動費」に分解されることにあります:
- 固定費 数量に関わらず一定に保たれる—プログラミング、CAD/CAM準備、治具製作、およびセットアップ。これらの一次性費用は、通常200~500米ドルの範囲で、発注数量全体で按分されます。1個の部品が全額を負担するのに対し、50個の部品ではそれぞれがその一部を負担します。
- 変動費 数量に比例して増減する—材料費、部品1個あたりの機械加工時間、検査費用。これらは、長時間の連続生産において作業者が工程を最適化することで、効率向上の恩恵を受けます。
- 材料割引 高数量での発注時に適用されます。素材調達の専門家によると、大量購入では通常10~25%の割引が適用され、単価をさらに低減できます。
実用的な適用例: 新規CNC加工部品の開発を進めており、試験用プロトタイプが必要な場合、単一のサンプルではなく3~5個の発注を検討してください。これにより、破壊試験用の冗長性を確保しつつ、1個あたりの投資額を大幅に削減できます。追加プロトタイプの限界コストは、後日個別に発注する場合よりもはるかに低くなります。
製造性を考慮した設計によるコスト削減
ここでは、情報に通じた買い手が大きなメリットを獲得します。工作機械部品を効率的に製造するには、CNC加工プロセスに最適化された設計が必要です。また、わずかな設計変更でも、機能を損なうことなく大幅なコスト削減が実現可能です。
DFM(製造性向上設計)の専門家によると、以下の設計原則が直接的に製造コストを削減します:
深穴および深ポケットを避ける。 これらの形状は仕上げ品質や精度に悪影響を及ぼすだけでなく、工具の破損を引き起こす可能性があります。また、適切に加工するには複数回の切削が必要となることが多く、加工時間が延長し、結果として部品コストが上昇します。
鋭角な内角を最小限に抑える。 CNC用エンドミルは円形であるため、内角には必然的にR(フィレット)が残ります。鋭角な内角を実現するには、特殊な工具や放電加工(EDM)などの二次加工工程が必要となり、コストが大幅に増加します。代わりに、標準的な工具直径に合致する内角フィレットを採用してください。
適切な壁厚を維持する。 薄肉部は機械加工中に振動を起こしやすいため、達成可能な精度が低下し、不良品の発生につながる可能性があります。最小肉厚ガイドラインに従うことで、構造的健全性および製造可能性が確保されます。
外周エッジにはフィレットではなくチャムファ(面取り)を選択してください。 外周フィレットは一般に、より長い加工時間と特殊工具を要します。一方、チャムファはバリ取り、安全性向上、外観改善といった同様の機能的目的を、より低コストで実現できます。
必要最低限の公差のみを指定してください。 に従って 機械加工最適化の専門家 もし部品に対して極めて高い精度が絶対に必要でない場合、可能であればISO 2768などの一般公差を適用することで、不必要なコスト増加を回避できます。
納期要因と現実的な期待値
価格設定に加えて、製造現場の実情に不慣れなバイヤーにとって、納期に関する期待値がしばしば予想外の結果を招くことがあります。機械加工部品が注文から出荷までに要する期間は、複数の要因によって決まります。
機械稼働率 スケジューリングに直接影響します。人気のある機械——5軸加工機や大型ワークエリア対応マシニングセンタ——では、待ち時間が数週間に及ぶことがあります。一方、3軸機械で加工される比較的単純な部品は、通常、より迅速にスケジュールされます。
素材調達 納期を大幅に延長させる可能性があります。6061アルミニウムや304ステンレス鋼などの一般的な材質は、現地調達が可能です。しかし、特殊合金、特定の熱処理条件、または航空宇宙分野向け認証済み材質などは、製鋼所への発注が必要となり、リードタイムが4~8週間となる場合があります。
仕上げの要件 表面仕上げ工程により加工日数が追加されます。表面仕上げの専門家によると、切削後そのままの仕上げ(as-machined)では追加日数はかかりませんが、ビーズブラストなどの基本的な処理では1~2日、陽極酸化処理(アノダイズ)などの高級仕上げでは3~5日の納期延長が生じます。また、特殊コーティングなどは外部業者との調整が必要となり、さらに1週間以上かかる場合があります。
急ぎの注文 可能ではありますが、費用が高額になります。納期の短縮には、メーカーが生産スケジュールを再編成し、材料調達を迅速化し、場合によっては残業を行う必要があります——これらすべてがプレミアム料率で実施されます。業界のコスト専門家によると、納期の緊急性は、残業による機械加工、材料の緊急発注、優先的な生産工程配置などによりコスト増加を招き、標準納期と比較して通常25~50%のプレミアムが発生します。
最もコスト効率の高いアプローチとは?事前に計画することです。正確な納期スケジュールを事前に提示し、直前での変更を避け、予期せぬ事態に備えたバッファ時間を確保することで、部品製造の所要期間は予測可能になります。メーカーは、予測可能な取引先に対して、より有利な価格設定および真正の緊急事態発生時に優先的な対応を提供します。
価格決定要因を理解したうえで、次に検討すべきは業界固有の要件です。すなわち、自動車、航空宇宙、医療分野における製造活動を規定する専門的な規格および認証です。

自動車・航空宇宙・医療分野における業界固有の要件
価格設定の要素と納期に関する期待値をすでに習得されています。しかし、成功するバイヤーと高額な予期せぬコストに直面するバイヤーとを分けるのは、業界ごとに製造手法が根本的に異なるという点を理解しているかどうかです。自動車サプライチェーン向けに機械加工部品を製造するメーカーは、航空宇宙部品や医療機器を製造するメーカーとはまったく異なる制約のもとで運営されています。
これらは些細な違いではなく、それぞれ固有の認証制度、文書要件、品質管理プロトコルを備えた明確に区別されたエコシステムです。規制対象産業向けにカスタム金属部品を製造する企業は、一般の機械加工工場には備わっていない専門的な能力に多大な投資を行っています。以下では、各主要セクターがその製造パートナーに何を求めるかを詳しく見ていきます。
自動車セクターにおける製造要件
自動車産業は、CNC加工部品の製造において最も厳しい環境の一つを表しています。量産要件は数千点から数百万点に及び、すべて同一の部品が完璧な一貫性を保つ必要があります。たった1点の不良部品が原因で、数十万台規模の車両に対するリコールが発生し、莫大な金銭的損失およびブランド評価の低下を招く可能性があります。
業界の認証専門家によると、IATF 16949は自動車分野における品質マネジメントの国際標準であり、ISO 9001の原則に加え、継続的改善、欠陥防止、および厳格なサプライヤー監視といった業界特有の要求事項を統合した規格です。この認証は、本格的な自動車サプライヤーにとって任意ではなく、主要OEM(自動車メーカー)との取引に参入するための必須条件です。
自動車用CNC加工部品の主要な要件には以下が含まれます:
- IATF 16949 認証: 生産部品承認プロセス(PPAP)を含む、自動車産業が求める体系的な品質マネジメントを実証しています
- 統計的工程管理(SPC): 生産工程全体にわたる重要寸法のリアルタイム監視により、変動が欠陥となる前に検出します
- 大量生産における一貫性: 最初の部品と最後の部品との間で極めて小さなばらつきしか生じない、数千点もの同一高精度機械加工製品を量産する能力
- 欠陥予防への重点: 問題発生後の対応型検査ではなく、問題発生前の予防的品質管理システム—不具合を未然に防止します
- 完全なトレーサビリティ: 材料証明書、工程記録、検査文書などにより、すべての部品をその生産履歴と明確に紐づけます
- 急速なスケーラビリティ: 試作数量から量産規模へのスムーズな移行を実現し、品質の劣化を一切伴いません
自動車部品を調達するバイヤーにとって、認証取得済みメーカーとの提携は、生産の円滑化と高額な生産中断リスクとの違いを決定づけます。 シャオイ金属技術 たとえば、IATF 16949認証を取得しており、厳格なSPC(統計的工程管理)プロセスを実施しています。これにより、複雑なシャシー部品の組立やカスタム金属ブッシュなど、高精度を要する部品を確実に納品でき、迅速な試作から量産までシームレスにスケールアップが可能です。緊急時の納期は最短1営業日というスピードは、自動車サプライチェーンが求める即応性を示しています。
航空宇宙分野における製造要件
数百人の乗客を乗せて35,000フィートの高空を飛行する部品において、故障は許されません。航空宇宙分野の製造には、あらゆる産業の中で最も厳しい品質基準が求められます。航空宇宙認証の専門家によると、AS9100規格はISO 9001の基盤の上に構築されており、航空宇宙分野特有の追加要件を導入しています。これには、リスクマネジメント、厳格な文書管理、および複雑なサプライチェーン全体にわたる製品保証(製品の完全性管理)が重点的に規定されています。
航空宇宙分野向けの精密機械加工部品製造は、他の分野と何が異なるのでしょうか?
- AS9100D認証: 航空宇宙業界特有の品質管理標準であり、ISO 9001に構成管理、偽造部品防止、および安全性要件に関する追加的な制御を拡張したもの
- Nadcap認証: 特殊工程の専門家によると、NADCAPは、熱処理、化学処理、非破壊検査など、航空宇宙および防衛産業の製造において極めて重要な特殊工程の認定に焦点を当てている
- 完全な材料トレーサビリティ: に従って AS9100導入の専門家 トレーサビリティ要件には、製品の全寿命にわたる識別、同一ロットの材料から製造されたすべての製品の把握、および製造・組立・試験・検査に至るまでの製品の連続的記録を取得する能力が含まれる
- 構成管理(コンフィギュレーション・マネジメント): 設計構成と照合するために、各製品に使用された部品、工程、材料、および改訂情報を正確に把握すること
- 受入媒体管理: 作業の実施者または測定結果の承認者を示すスタンプ、パスワード、電子署名は、適切な権限付与を保証するために管理されなければならない
- リスクベースの品質計画: 生産開始前に、潜在的な故障モードを体系的に特定し、軽減すること
航空宇宙分野におけるトレーサビリティの不備がもたらす影響は甚大です。トレーサビリティの専門家によると、ある部品に欠陥が見つかり、それが航空機事故を引き起こした場合、製造元は他の航空機に搭載されている同様の部品のうち、どの部品が影響を受ける可能性があるかを特定しなければなりません。これは、各個別部品に使用された原材料に至るまで、徹底的に遡及する必要があります。適切なトレーサビリティが確保されていない場合、企業は、どのユニットが実際に問題を抱えているのか確実に判断できないため、疑わしいすべての製品を交換せざるを得なくなる可能性があります。
航空宇宙分野向けのCNC旋盤加工部品メーカーは、文書化された手順および第三者による監査を通じて、これらの能力を証明しなければなりません。ご依頼の用途が飛行に不可欠なコンポーネント(フライトクリティカル部品)を含む場合、サプライヤーとの取引を進める前に、AS9100D認証の有無を必ず確認してください。
医療機器製造要件
医療機器は患者の安全に直接影響を与えるため、この分野における要件は特に厳格です。医療認証の専門家によると、ISO 13485は、設計、製造、トレーサビリティ、リスク低減に関する厳格な管理を定めた、この分野における決定的な品質マネジメント標準です。
医療用精密機械加工製品に求められる重要な要件には以下が含まれます:
- ISO 13485 認証: 医療機器製造向けの特化された品質マネジメントシステムであり、規制への適合性および患者の安全性を確保します
- FDA 21 CFR Part 820 適合性: 米国で販売される医療機器の設計、製造および追跡を規定する品質システム規則(QSR)
- 包括的なリスクマネジメント: 医療機器の安全性または有効性に影響を及ぼす可能性のあるリスクを体系的に特定・低減すること
- 完全な製品トレーサビリティ: リコール対応のため、すべての部品についてその全製造履歴を追跡可能であること
- 効果的な苦情処理: 品質に関する懸念事項を調査・対応するための文書化された手順
- クリーンルーム対応能力: 感度の高い部品向けの汚染ゼロ製造環境
クリーンルームの要件には特に注意を払う必要があります。クリーンルーム製造の専門家によると、厳格な規制が適用される産業における部品は、適切な品質基準を満たすために、汚染物質のない環境下で高精度な組立作業が求められます。熟練した技術者による医療機器の組立およびキット化サービスにより、カスタム加工された部品が厳しい品質基準を満たすことが保証されます。
重要産業向けの特殊環境
認証取得にとどまらず、特定の用途では、ほとんどの機械加工工場が提供できないレベルの製造環境が要求されます。半導体および医療分野においては、クリーンルーム施設が最も重要な特殊能力を表します。
高精度部品の専門家によると、ISOクラス7のクリーンルームは、FDAの品質システム規制およびISO 13485:2016認証要件を満たします。このような制御された環境では、以下の各種組立および仕上げ工程が可能となります:
- 熱原除去済みの超音波洗浄による汚染物質の除去
- 粒子フリー環境下での溶剤接着および接着剤接着
- 高精度制御による超音波およびレーザー溶接
- 医療用トレーサビリティを実現するためのレーザー穿孔、切断、およびマーキング
- 耐圧試験、圧力減衰試験、引張試験を含む試験および検証
医療機器および医療設備は、設計から製造、品質管理された組立に至るまで、高い精度を要求します。医療機器製造の専門家によると、製造工程、組立工程、または納品時の誤りが最終ユーザーにとって重大な影響を及ぼす可能性があるため、厳格な品質管理を最優先事項とする必要があります。
航空宇宙部品も同様に、制御された環境の恩恵を受ける。高速度および高応力が発生する用途で頻繁に使用される航空宇宙部品は、極めて高い精度が求められる製造および組立工程に依存しており、わずかな欠陥でも甚大な結果を招く可能性がある。熱電対、人工衛星部品、酸素生成装置などの製造能力は、標準的な機械工作場の環境を超えた専門的な取扱いを必要とする。
防衛分野における検討事項
防衛関連のCNC加工には、追加的な規制層が導入される。防衛コンプライアンスの専門家によると、防衛産業の製造は「国際兵器取引規制(ITAR)」の管轄下にあり、機密性の高い技術情報および部品の取扱いが厳格に管理されている。コンプライアンスを満たすためには、米国国務省への登録および情報セキュリティに関するプロトコルの実施が必須である。
防衛産業向け請負業者は通常、品質保証能力と国家安全保障コンプライアンスの両方を示すために、ISO 9001またはAS9100認証に加えてITAR登録を必要とします。これらの複合的な要件は、政府機関による施設の技術的能力および機密情報保護能力に対する信頼性を確保するのに役立ちます。
規制対象産業向けにCNC加工部品を調達する際、認証の確認は任意ではなく、必須です。最新の認証書類を請求し、その適用範囲がお客様の特定要件を確実にカバーしていることを確認するとともに、サプライヤーがお客様の産業特有の文書管理およびトレーサビリティ要件への対応経験を有しているかを検証してください。
こうした産業固有の要件を理解しておくことで、適切な質問を投げかけ、自社のニーズを真に満たす製造業者を的確に見極めることができます。最後のピースとなるのは、長期にわたり一貫した成果を提供するサプライヤーとの持続可能な関係構築であり、製造パートナーシップを損なう一般的なミスを回避することです。
落とし穴を回避し、製造メーカーとの強固な関係を築く
素材選定を進め、価格決定要因を理解し、業界特有の要件を特定しました。次に、単に能力のある工場を見つけるだけではなく、CNC機械部品メーカーとの長期的なパートナーシップを築くことが、成功するバイヤーと常に新しいサプライヤーを探し求めるバイヤーを分ける鍵となります。つまり、関係が成熟する前に信頼を損なうような一般的なミスを回避すること、そして取引関係を戦略的パートナーシップへと昇華させる協働実践を導入することが不可欠です。
経験豊富な調達担当者が理解していることは以下の通りです:サプライヤーの切り替えに伴う実際のコストは、単に低い見積もりを追求することによる一見した節約額をはるかに上回ります。製造業におけるパートナーシップの専門家によると、長期的な関係を築くことで、双方が共通の目標に合意し、相互の深い理解を育み、高コストな誤解やコミュニケーションミスを削減し、複雑なエンジニアリング課題に対して能動的に協働して解決できるようになります。では、こうした価値ある関係をいかに構築するかを検討しましょう——まず、回避すべき失敗事例から始めます。
製造プロジェクトを頓挫させる一般的な失敗事例
経験豊富なバイヤーであっても、サプライヤーとの関係を損ない、プロジェクトコストを増大させる落とし穴にはまってしまうことがあります。こうした pitfalls(危険な罠)を未然に認識しておくことで、高額な授業料を支払って苦い教訓を得るような事態を防ぐことができます。
- 不明確な仕様: 不完全な図面、公差の記載漏れ、あるいは曖昧な材質要件を提出すると、メーカーは自ら推測せざるを得なくなります。出典: CNC加工の専門業者 設計をシンプルに保ち、仕様を明確にすることで、余分な加工時間や価値を生まない無駄な機械加工を避けられます。曖昧さは誤りを招き、また誰が責任を負うかについての紛争を引き起こします。
- 非現実的な納期: 製造の現実を理解せずに急ぎの納期を要求すると、関係性が悪化し、コストが上昇します。カスタム機械部品の製造には、プログラミング、セットアップ、機械加工、検査といった工程が必要であり、品質への影響を伴わずにこれらの工程を無理に短縮することはできません。
- コミュニケーション不足: 発注後に連絡を途絶えさせ、その後急な変更要望で再登場するのは、業務に混乱をもたらします。信頼できるパートナーシップを築くには、一貫した関与、質問への迅速な対応、および要件変更の事前通知が不可欠です。
- DFMフィードバックを無視すること: 経験豊富な製造業者が製造性向上のための設計変更を提案する際、その意見を無視することは、貴重な専門知識を無駄にすることになります。設計最適化の専門家によると、小さな内部コーナー、高くて薄い壁、凸文字などの特徴は、大幅なコスト増加と加工時間の延長を招きます。DFM(製造性設計)に関する助言を提供する製造業者は、お客様のコスト削減を図ろうとしています——その声に耳を傾けてください。
- サプライヤーを頻繁に変更すること: 常に最も低価格の見積もりを追求していると、どのサプライヤーもお客様の好み、品質基準、コミュニケーションスタイルを理解する機会が得られません。新しい取引関係を築くたびに、既に経験を積んだパートナーが既に有している組織的知識を再構築する必要があります。
これらの失敗には共通点があります:製造を単なる商品取引ではなく、協働的な関係として捉えるべきところを、商品取引と見なしていることです。CNC機械部品には、精度、専門知識、細部への配慮が求められます——こうした品質は、安定したパートナーシップの中でこそ育まれ、対立的な調達手法の下では衰えてしまいます。
信頼できるサプライヤーパートナーシップの構築
サプライヤー関係を取引型から戦略型へと変革するには、両当事者による意図的な取り組みが不可欠です。以下に、成功している調達担当者が年々一貫した成果をもたらすパートナーシップをいかに育成しているかを示します。
定期的なコミュニケーションのリズムを確立する。 パートナーシップ構築の専門家によると、双方で担当者を明確に定めることで、調整が円滑になります。プロジェクト進捗状況の報告、設計レビュー、製作中の製品のデモンストレーションについては、固定の時間を予約して実施してください。クラウドベースのコラボレーションプラットフォームを活用し、ファイルやデータを即時に共有しましょう。
意味のあるフィードバックループを構築する。 問題が表面化するのを待つのではなく、積極的にパフォーマンスに関する観察結果を共有しましょう。カスタム製造部品が期待を上回った場合には、その旨を明言してください。課題が生じた際には、非難するのではなく、建設的な姿勢で対応します。サプライヤー関係の専門家によると、課題を迅速に報告し、建設的に対処できる環境を醸成することで、時間とともに強化されていく信頼関係が築かれます。
正確な需要量予測を提供する。 メーカーは、顧客からの需要見通しに基づいて生産能力を計画し、設備の稼働スケジュールを調整し、資材を在庫管理します。実現可能な年間使用量の見積もり(概算範囲でも構いません)を共有することで、CNC部品サプライヤーがあなたの要件に事前に備えることができます。パートナーが共同で需要の急増を予測できれば、その対応も十分に可能になります。
開発段階の早い時期からサプライヤーを関与させる。 協調製造の専門家によると、設計および試作段階からCNC加工パートナーを巻き込むことで、その製造に関する知見を活用できます。サプライヤーを早期に参画させることで、製造可能性に関する潜在的な課題を特定し、高コストな設計変更を削減できます。これにより、サプライヤーは単なる生産拠点ではなく、設計支援のリソースとして機能するようになります。
双方で継続的改善を推進する。 品質指標、納期パフォーマンス、コスト目標を評価するための定期的なビジネスレビューを実施します。パートナーシップ持続可能性の専門家によると、これらの会議は改善機会を特定し、新たな市場状況に迅速に対応し、今後の生産計画をより緊密に連携させる役割を果たします。共同ワークショップおよびトレーニングフォーラムを通じて、技術的理解が深化し、協働関係が強化されます。
長期的成長のためのパートナー選定
成長中の企業においては、サプライヤー選定基準を現時点のニーズにとどめず、将来の能力にも及ぼす必要があります。理想的な製造パートナーとは、自社の事業成長に伴ってスケールアップできる存在であり、今日では試作数量への対応が可能でありながら、明日には量産規模への対応も可能であるとともに、品質の低下や関係性の悪化を招かないものです。
以下の点を明示している製造業者を探してください。
- 緊急時向けの短納期: 緊急時にわずか1営業日で機械加工品を納入可能なパートナーは、予期せぬ機会や課題が発生した際に、極めて貴重な柔軟性を提供します。
- 拡張可能な生産能力: 試作から量産へとスムーズに移行できる設備は、生産量の増加に伴って新たなサプライヤーを探さなければならないという混乱を解消します。
- 包括的なカスタム機械加工ソリューション: 複雑なアセンブリから特殊部品まで、一貫したサービスを提供するパートナーは、お客様のサプライチェーンを簡素化し、調整にかかる負担を軽減します。
- 認証取得済みの品質システム: IATF 16949認証および統計的工程管理(SPC)の導入により、増大する生産規模においても品質の一貫性が保証されます。
これらの能力は、特に自動車分野におけるアプリケーションで重要です。なぜなら、サプライチェーンの信頼性が生産スケジュールに直接影響を与えるからです。 シャオイ金属技術 同社はこうした「パートナーシップ対応型」アプローチの典型例であり、IATF 16949認証取得済みの施設にて、複雑なシャシー・アセンブリからカスタム金属ブッシングに至るまで、あらゆる製造を一手に引き受けています。緊急時の要請には最短1営業日での納期対応も可能です。この包括的な技術力と迅速なサービス対応の組み合わせこそが、お客様の事業成長とともに強化されていくサプライヤー関係の基盤となります。
最高のサプライヤー関係とは、自社チームの延長線上にあるような関係であり、自社の優先事項を理解し、ニーズを予見し、自社の成功に投資してくれるパートナーとの関係です。なぜなら、彼らの成功もまた、自社の成功に依存しているからです。
こうした関係を築くには、忍耐力、一貫性、そして相互の尊重が必要です。サプライヤーを頻繁に切り替えることで得られる短期的なコスト削減は、仕様を極めて詳細に把握し、問題が発生する前に潜在的課題を検出し、パートナーシップを重んじるゆえに自社の注文を最優先するパートナーとの長期的な価値に比べれば、まったく微々たるものです。能力のあるCNC機械部品メーカーとの関係構築に投資すれば、真の「業界の裏技」は巧妙な交渉テクニックではなく、時間とともに積み重ねられていく信頼の複利的価値であることに気づくでしょう。
CNC機械部品メーカーに関するよくあるご質問
1. CNC機械の7つの主要部品とは何ですか?
7つの主要な構成要素には、制御の中枢となるマシン制御ユニット(MCU)、プログラムを読み込むための入力装置、移動制御のためのドライブシステム、切削加工を行う工作機械、精度監視のためのフィードバックシステム、ワークピースを支持するベッドおよびテーブル、および機械加工中の熱を管理する冷却システムが含まれます。これらの構成要素を理解することで、購入者は製造能力に関する要件や生産中の潜在的な問題について、メーカーと効果的にコミュニケーションを取ることができます。
2. カスタムCNC部品のコストはいくらですか?
カスタムCNC部品のコストは、複雑さ、使用材料、公差、および生産数量によって大きく異なります。小ロットで製造される単純な部品は通常1個あたり10ドルから50ドル程度ですが、高精度で設計された部品の場合、少量注文でも1個あたり160ドルを超えることがあります。主要なコスト要因には、材料の選定、部品の複雑さ、公差要求、表面仕上げ仕様、および発注数量が含まれます。大量生産では、セットアップ費用が多数の部品に按分されるため、1個あたりのコストが大幅に低下します。
3. CNC機械のメーカーとして最も優れた企業はどこですか?
最適なCNC機械部品メーカーは、お客様の特定の業界要件およびアプリケーションニーズによって異なります。IATF 16949認証および大量生産における高品質の一貫性が求められる自動車用途では、シャオイ・メタル・テクノロジー(Shaoyi Metal Technology)などのメーカーが、統計的工程管理(SPC)プロセスを備えた認証済み品質管理システムを提供しており、納期は最短で営業日1日という迅速さを実現しています。航空宇宙用途ではAS9100D認証取得済みサプライヤーが必須であり、医療機器製造ではクリーンルーム対応を含むISO 13485認証が求められます。
4. CNC機械部品メーカーが有するべき認証は何ですか?
必須の認証は業界によって異なります。ISO 9001:2015は、一般製造業における基盤となる品質管理標準です。自動車サプライチェーンでは、欠陥防止および変動低減を重視するIATF 16949認証が求められます。航空宇宙部品では、構成管理および材料トレーサビリティに関する追加的な管理要件を含むAS9100D認証が必要です。医療機器製造では、規制対応性および患者安全を確保するためのISO 13485認証が求められます。
5. CNC加工向けの効果的なRFQ(見積もり依頼書)を作成するには?
完全なRFQパッケージには、STEPまたはIGES形式のCADファイル、公差表示付き2D PDF、正確な材質等級仕様、GD&T(幾何公差)を適用可能な場合における重要寸法公差、数量要件(年間使用量予測を含む)、機能面と外観面を区別した表面粗さ(仕上げ)要件、二次加工仕様、現実的な納期、および適切な場合における予算パラメーターが含まれます。提出資料が完全であるほど、より迅速かつ正確な見積もりが得られ、高額な遅延を防ぐことができます。