 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

CNC機械用金属素材の秘訣:製造業者が最初に知りたかったこと
CNC金属加工とは実際に何を意味するのか
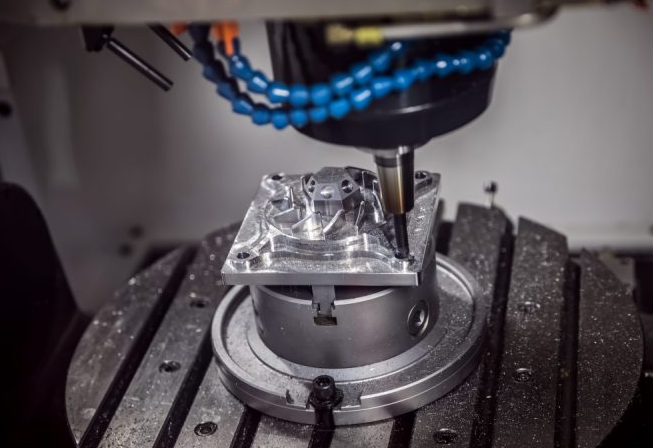
熟練した職人が手作業で行うような精密な金属切断を、コードによる指示で機械に正確に実行させることを想像してください。それがまさにCNC金属加工の本質です。CNC機械は、デジタルで厳密に定義された指令に従って、金属素材を加工し、完成品部品へと変換します。これにより、かつての金属加工において避けられなかった推測や人為的ミスが排除されます。
CNCとはコンピュータ数値制御(Computer Numerical Control)の略です 、この技術は製造業の歴史において最も画期的な進歩の一つです。作業者による切削工具の手動操作に代わって、オペレーターはCNC装置にプログラムを入力し、人間の手では到底達成できないほどの再現性をもって動作を実行させます。
手動旋盤からデジタル精密加工へ
CNC技術が登場する以前は、機械工が手動旋盤やフライス盤を操作するために、何年もの歳月をかけて筋肉の記憶と直感を磨いてきました。すべての切削作業はオペレーターの熟練度に依存しており、同一の部品を製造するには、ジグやフィクスチャ、そして高度な専門知識に頼る必要がありました。コンピュータ数値制御(CNC)旋盤は、移動指令をデジタル形式で記憶することにより、あらゆる複雑な加工操作を無限に再現可能にし、すべてを変えました。
この変化は単に精度を向上させただけではなく、精密金属加工を民主化しました。今日では、適切にプログラミングされたCNC機械によって、わずか数十年前には熟練職人レベルの技量を要した部品の製造が可能になっています。
金属加工におけるコンピューター制御による革命
その本質において、すべてのCNC金属加工システムは、以下の4つの必須構成要素が連携して動作します:
- コンピュータ制御システム: プログラムされた指令を解釈し、すべての機械運動を統括・制御する「脳」
- 切削工具: エンドミル、ドリル、および特殊な切削工具——これらはワークピースから物理的に材料を除去します
- ワークホルダー: バイス、クランプ、フィクスチャ——これらは機械加工中に金属素材を確実に固定します
- 金属製ワークピース: お客様の完成品に加工される原材料
これらのコンポーネントは、Gコードと呼ばれるプログラミング言語を介して通信します。一見難しそうに聞こえるこの言語は、実は非常に単純な原理に基づいて動作します。Gコードを、切削工具のためのGPSによるナビゲーション指示だと考えてください。「G01 X2.0 Y1.5 F10」といったコマンドは、単に機械に対して、所定の速度で特定の座標へ直線移動するよう指示しているにすぎません。最新のCAMソフトウェアでは、お客様の3D設計データから自動的にこのコードを生成するため、手動でコードを記述する必要はほとんどありません。
金属加工におけるCNC技術の解説
CNC機械を他の自動化設備と区別する特徴は、数値データを解釈し、それを正確な物理的動きに変換する能力にあります。日常会話で誰かが「CMC機械」という表現を使用した場合、通常はこの同じ技術を指しており、用語は異なりますが、その基本原理は一貫しています。
最新のCNC機械は、0.0001インチ(約人間の髪の太さの1/700)以内の位置決め精度を達成できます。これは、かつて特殊な研究施設以外では実現不可能だったレベルの精密加工を可能にします。
この能力こそが、厳密な公差を要求するあらゆる産業において、金属加工用CNC加工が不可欠となっている理由です。航空宇宙部品の製造であれ、カスタム自動車部品の製作であれ、これらの基本的な知識を理解しておくことで、機器・材料・工程に関する適切な判断を行う準備が整います。
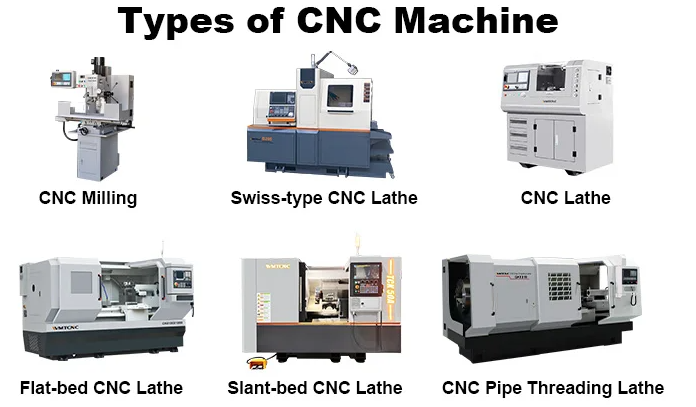
金属加工向けCNC機械の種類比較
すべてのCNC装置が金属を同様に加工できるわけではありません。プロジェクトに不適切な機械タイプを選択すると、時間の浪費、品質の低下、そしてストレスにつながります。では、自社の金属加工ニーズに最適な工具をどう選べばよいのでしょうか? CNCフライス盤、旋盤、ルーター、切断装置のそれぞれの基本的な違いを理解することで、初日からより賢明な判断を行うための基盤が得られます。
各機械カテゴリは、特定の用途において優れた性能を発揮します。完璧な3D輪郭を加工するCNCフライス盤は、大量生産向けのシート切断にはまったく不適切である可能性があります。一方、厚板鋼材を高速で切断できるプラズマ切断機は、高精度部品に求められる厳しい公差を達成できません。それぞれの機械が実際にどのような加工能力を提供するかを詳しく解説します。
金属加工プロジェクトにおけるフライス盤とルーターの比較
いつ 製造業者がCNCフライス盤について議論する際 、通常は、回転する切削工具を用いて金属ワークピースに押し込み・走行させることで材料を除去するよう設計された機械を指します。これらの機械は、極めて高い精度で複雑な三次元形状を創出するのに優れています。高品質なCNCフライス盤は、シート切断法では到底達成できないレベルの公差を維持できます。
一方、CNCルーターは、剛性の高さよりも作業範囲(ワークエンベロープ)の大きさを重視します。そのため、看板パネル、筐体部品、建築用金属加工品など、比較的大きな平面素材の加工に適しています。ルーターはアルミニウムやその他の軟質金属を効果的に切断できますが、鋼鉄やより硬い合金に対して積極的な切削を行うには、一般的に必要な構造的剛性が不足しています。
実用的な考え方として、部品に複雑なポケット加工、高精度の穴加工、または多面加工が必要な場合は、CNCマシニングセンターが最適な選択肢です。一方、シート材から広範囲にわたる平面形状を切断する作業であれば、ルーター装置の方がより適している可能性があります。
除去加工と熱切断の融合
従来の切屑を発生させる加工プロセスに加え、CNC切断機器の技術には、シート材および厚板加工の選択肢を劇的に拡大する熱切断および研磨式切断方法も含まれます。プラズマ切断機、レーザー切断機、ウォータージェット切断機は、それぞれ金属加工において独自の優位性を備えています。
プラズマ切断は、電気的にイオン化されたガス流を用いて導電性金属を驚異的な速度で溶断します。厚板鋼材の切断にはコスト効率が良い一方で、熱影響部(HAZ)が生じるため、二次加工が必要になる場合があります。レーザー切断は優れたエッジ品質を実現し、複雑な細部加工にも対応可能ですが、使用するレーザー出力に応じて加工可能な材料厚さに制限があります。
ウォータージェット機械は、全く異なるアプローチを採用しており、高圧水と研磨材であるガーネットを混合して、事実上あらゆる材料を侵食・切断します。熱を伴わないため、ウォータージェット切断では熱歪みの問題が完全に排除されます。この特性により、熱に敏感な合金や、材料の物理的特性を変化させずに加工する必要がある用途に最適です。
金属用途に応じた機械タイプの選定
CNC旋盤機は、円筒形および回転対称部品専用に設計されており、独自のカテゴリを成しています。フライス盤やルーターでは、固定されたワークピースに対して切削工具を移動させますが、旋盤では、固定または可動の工具に対してワークピース自体を回転させます。シャフト、ブッシュ、ねじ付き部品、および回転対称性を持つあらゆる部品は、通常、旋盤で加工されます。
複数の角度から加工を必要とする複雑な形状には、5軸加工機能が可能にする加工範囲を飛躍的に広げます。このような高度な装置では、切削工具がワークピースに事実上あらゆる方向からアプローチでき、単純な機械では複数の工程を要するアンダーカット、複合角度、有機的形状の加工も可能になります。
| 機械の種類 | 一般的な金属材料 | 精度レベル | 速度 | 板厚能力 | 最適な適用例 |
|---|---|---|---|---|---|
| Cnc mill | すべての切削加工可能な金属 | ±0.0005インチ~±0.005インチ | 適度 | 加工可能領域(ワークエンベロープ)により制限される | 3D輪郭加工、高精度部品、金型 |
| Cncルーター | アルミニウム、真鍮、軟質金属 | ±0.005" から ±0.015" | 2次元プロファイル加工が高速 | 通常最大1インチ | 大型の平面ワーク、看板、パネル |
| CNC旋盤 | すべての切削加工可能な金属 | ±0.0005" から ±0.002" | 円筒形部品向けに高精度 | チャック/バーの容量により制限される | シャフト、ブッシュ、ねじ付き部品 |
| プラズマカッター | 導電性金属、鋼 | ±0.015" から ±0.030" | 非常に速い | 最大2インチ以上(鋼) | 厚板切断、構造用加工 |
| レーザーカッター | 鋼、ステンレス、アルミニウム | ±0.005" から ±0.010" | 薄板材に対しては高速 | 一般的に炭素鋼で最大1インチまで | 精密な輪郭加工、薄板加工 |
| ウォータージェット | 硬化鋼を含むあらゆる金属 | ±0.003" から ±0.010" | 熱加工方式より遅い | 最大8インチ以上が可能 | 熱に敏感な金属、厚い材料 |
これらの違いを理解することで、フライス盤を本来別の技術に向いている作業に無理に適用してしまうという一般的な誤りを回避できます。各プラットフォームは、特定の材料除去戦略に対して数十年にわたるエンジニアリング最適化を経て開発されており、ご使用のアプリケーションに最も適したカテゴリを選択することで、ワークピースを実際に装着する前からプロジェクトの成功が約束されます。
金属材料とCNC加工の適合性について解説
適切な機械タイプを選択しましたが、その切削工具が選定した金属と接触した際に何が起こるかについては検討されましたか? 材料の適合性は、多くの加工業者が予期せぬ障壁に直面するポイントです。異なる金属は、加工条件下で著しく異なる挙動を示します。そのため、切削を開始する前にこうした挙動を理解しておくことで、時間と工具コストの両方を節約できます。
実際のところ、すべての金属用CNC機械がすべての材料を均等に良好に加工できるわけではありません。CNC加工においては、特定の金属を加工する際に、機械の剛性、専用工具、あるいは特定の切削戦略が必要となる場合があり、それらを適切に選択しなければ満足できる加工結果が得られません。以下では、代表的な各金属の特徴と、それらを成功裏に加工するためのアプローチ方法について詳しく解説します。
アルミニウムとその加工しやすさ
加工時に最も許容範囲が広く、扱いやすい材料を探している場合、アルミニウムが最も優れた選択肢です。CNCアルミニウム加工機は、アルミニウムの柔らかさにより工具摩耗が少なく、高速で大量の材料を除去できるため、積極的な切削速度で運転できます。製造業の専門家(Hubs社)によると、アルミニウム合金は優れた比強度に加え、高い熱伝導性および電気伝導性を備えており、試作部品から量産部品まで、いずれにも経済的な選択肢となります。
アルミニウムの加工における主な検討事項は以下のとおりです:
- 切粉の排出: アルミニウムの柔らかさにより、長く糸状の切屑が発生し、工具に巻き付いたり、溝(フルート)を詰まらせたりする可能性がある——適切な切屑排出とエアブロースまたは切削油の使用が不可欠である
- ビルドアップエッジ(BUE): 高温になると材料が切削刃に溶着する可能性があるため、鋭利な工具と適切な切削速度が必要である
- 表面仕上げの感度: 柔らかい材料は工具痕を容易に残すため、外観部品では送り速度および工具形状が極めて重要である
- 合金の種類: 6061合金は優れた一般的な切削性を有する一方、7075合金は鋼と同等の強度まで熱処理可能である
金属加工用CNC機械の多くにおいて、アルミニウムは、より難削材へ移行する前に技能習得およびプログラム検証のための理想的な出発点である
鋼の種類とそのCNC加工における課題
鋼材の加工では、趣味用機器と本格的な金属加工向けに設計された機械とを分ける、異なる要件が生じます。鋼材用CNC工作機械は、主にアルミニウム加工を目的として設計された機械よりも、はるかに高い剛性が求められます。鋼材を切削する際に発生する大きな切削力によって軽量フレームがたわみ、ビビり(チャタリング)、表面粗さの悪化、寸法精度の低下を引き起こす可能性があります。
軟鋼および合金鋼を加工する際には、以下の点に注意してください。
- 機械の剛性要件: 安定した加工結果を得るためには、重量級のフレーム、大型のリニアガイド、堅牢なスピンドルが不可欠になります。
- 熱管理: 鋼材の熱伝導率が低いため、切削部に熱が集中します。十分な切削油またはフロードクーラントを供給することで、工具の劣化を防ぎます。
- 送り速度および回転数の計算: 速度が遅すぎると加工硬化が生じ、速すぎると過度な熱発生および工具の急激な摩耗を招きます。
- 工具選定: 高硬度鋼の加工には、適切なコーティングを施した超硬合金(カーバイド)工具が、高速度鋼(HSS)工具よりもはるかに優れた性能を発揮します。
1018などの軟鋼合金は、一般用途向けに優れた切削性を提供します。一方、4140などの合金鋼は、より慎重な加工条件の選定を要しますが、完成品において優れた機械的特性を発揮します。
チタンから真鍮までの特殊金属
一般的な鋼およびアルミニウム系に加え、いくつかの特殊金属は、適切な事前準備を行うことで報われる、独自の切削難易度を呈します。
ステンレス鋼の切削 その加工中の加工硬化傾向により、多くの製造業者にとって困難を伴います。「 Lamina Technologies 」社の切削加工専門家によると、ステンレス鋼は炭素鋼と比較してはるかに難しく、粘り気(ゴム状)が強く、切削中に急速に硬化するため、切削性評価が低いとのことです。対策としては以下の通りです:
- 一定の切刃接触(一貫した切込み): 工具を滞留させたりこすりつけたりしないこと——表面の硬化を防ぐため、常に積極的な切削動作を維持すること
- 低速設定: 4000 RPM未満で運転される工具は、加工硬化を加速させる熱の蓄積を最小限に抑えます。
- 鋭利な工具: 鈍った刃先は切削作用ではなく摩擦を生じさせ、加工硬化の問題をさらに悪化させます。
- 適切な圧力: 過度な力を加えて発熱を引き起こしたり、材料および切削工具を損傷させたりしないように注意してください。
真鍮と銅 これらは切削性スペクトルの反対側に位置付けられます。これらの材料は、工具摩耗が極めて少なく美しい切削面を実現するため、大量生産において特に好まれています。特に真鍮C36000は、優れた切削性に加え、自然な耐食性および高い引張強さを兼ね備えています。ただし、このような軟質金属では、バリの発生制御およびクリーンなエッジブレイクの達成が主な課題となります。
チタン チタンは、航空宇宙および医療分野における優れた比強度を提供する一方で、敬意を払った取り扱いと専門的な加工手法を必要とします。
- 特殊工具: チタン合金専用に設計された、正のリーケーアングルを持つ鋭い工具形状:
- 積極的な冷却: 切削ゾーンへの高圧クーラント供給
- 送り速度を維持したままの低速加工: 主軸回転数を低下させつつ、チップ荷重を一定に保ち、こすれ(ラビング)を防止
- 剛性の高いセットアップ: 振動やチャタリングが生じると、高価な工具が瞬時に損傷する
選択した金属材料が切削条件下でどのように挙動するかを理解することは、金属加工用CNC機械の選定から工具の購入、プログラミング戦略に至るまで、あらゆる意思決定に直接影響を与えます。材料特性は、何が可能であるかを規定するとともに、成功を確実にするための準備内容も示します。

精度および公差能力の明確化
ご使用の機械タイプを用途に適合させ、 互換性のある材料を選定しました ——しかし、ご使用の設備は、部品に要求される精度を実際に達成できるでしょうか? 精度は、機能的な部品と高価な不良品(スクラップ金属)を分ける分水嶺です。にもかかわらず、多くの加工業者は、異なるCNC構成間で公差能力がどれほど大きく変化するかを過小評価しています。
ご使用のセットアップで実際に達成可能な精度レベルを理解しておくことで、ストレスや資源の無駄を防ぐことができます。趣味向けに設計された卓上フライス盤は、産業用機器が実現する精度には到底及びません。それらと同等の性能を期待すると、結局は失望することになります。では、こうした差異を生み出す要因とは何か、また各種機械カテゴリーが実際にどの程度の性能を発揮するのかを検討していきましょう。
ミル(千分の1インチ)とテンス(万分の1インチ)の理解
機械加工技術者が公差について話す際には、通常「ミル(thousandths of an inch)」——すなわち0.001インチ("one thou")——という単位を使います。より高精度が求められる用途では、「テンス(ten-thousandths)」——すなわち0.0001インチ——が必要となり、現場では単に「tenths」と呼ばれます。これらの数値は抽象的に聞こえがちですが、人間の髪の毛の太さが約0.003インチであることを考えれば、精密金属加工とは、私たちの日常的な感覚よりもはるかに小さな寸法を制御する作業であることが実感できます。
精密機械加工に関する研究によると、 CNCクッキングブック これらの厳しい公差を達成するには、2つの異なる概念——「精度」(機械が指令された位置にどれだけ近づけるか)と「反復精度」(同じ位置にどれだけ一貫して復帰できるか)——を理解する必要があります。ある機械は、常に同一の場所に到達するものの、一貫して目標から外れている可能性があります。あるいは、平均的には正しい位置に到達するものの、各切削間で予測不能なばらつきを示す可能性もあります。
CNC工作機械のカテゴリによって、実現可能な公差性能は大きく異なります:
- 趣味用デスクトップ機械: 典型的な公差:±0.005インチ——非重要部品、治具、学習用プロジェクトに適しています
- プロsumer向け卓上フライス盤: ±0.002インチ——機能的な試作モデルおよび軽量生産部品に十分な性能です
- 産業機器: ±0.0005インチまたはそれ以上——航空宇宙、医療、高精度工学分野のアプリケーションに必須です
これらの公差範囲は、適切なセットアップおよび運用を前提としています。ワークホルダーの剛性や熱管理といった基本事項を軽視すると、高性能な機械であっても、趣味用レベルの性能に急速に劣化します。
CNCにおける真の精度が実際に要するコスト
いくつかの機械的要因が、機械が精度スペクトラム上でどの位置に位置するかを決定します。これらの要因を理解することで、装置を現実的に評価し、有意義な性能向上をもたらすアップグレード経路を特定できます。
機械の剛性 精度性能の基盤を形成します。切削加工の専門家によると、最高クラスの工作機械は、予算重視の代替機種よりも大幅に重量があるのが一般的です。その理由は、「構造体を十分に剛性高く保つには、大量の構造材を使用する以外に方法がない」からです。鋳鉄製フレームはアルミニウムや鋼板溶接構造よりも振動をより効果的に減衰させるため、本格的な金属加工用装置は、趣味用機械と比較して明らかに過剰設計されているように感じられます。
ボールねじ対リードねじ は、最も重要な精度差別化要因の一つです。「 Rockford Ball Screw ボールねじは90%の効率で動作し、バックラッシュが極めて小さいのに対し、ACMEリードねじは平均して44%の効率しかなく、バックラッシュが0.005インチから0.025インチに及ぶ場合があります。研削加工されたボールねじは、リード精度を0.0003インチ未満に保ち、実質的にゼロのバックラッシュを実現します。これは、コスト重視の代替品と比較して劇的な性能向上です。
その他の精度要因には以下が含まれます:
- リニアガイド: 高品質な直線ガイドは、全行程範囲にわたり一貫した運動精度を維持しますが、摩耗したダブテイル・ウェイ(燕尾溝ガイド)では、進行性の誤差が生じます。
- スピンドルの品質: スピンドルのランアウト(偏心)は、すべての切削加工に直接影響します。予圧軸受を採用した高精度スピンドルは「10分の1ミル(0.0001インチ)」レベルの精度を保持しますが、経済型スピンドルでは数ミル(0.001~0.005インチ程度)のワブル(振れ)が発生する場合があります。
- 熱安定性: 機械が運転中に温まると、各部品が異なる熱膨張率で膨張し、位置がずれます。産業用機械では、熱補償機構や恒温設計が採用されています。
- 鋼製シム: 高品質なシム材を用いた組立時の高精度アライメントにより、切削荷重下でも幾何学的関係が正確に保たれます。
これらの要因はそれぞれが他の要因と重なり合い、影響を及ぼします。高品質なボールねじを備えた卓上フライス盤であっても、スピンドルの性能が平凡であれば、理論上の潜在能力を十分に発揮できません——精度を確保するには、システム全体にわたる細心の注意が必要です。
公差の積み重ねと実際の精度
個々の工作機械の性能を超えて、複数の特徴(形状要素)にわたって公差がどのように累積するかを理解することで、実際に製造可能な部品を設計することが可能になります。すべての寸法にはそれぞれ固有の公差があり、それらが設計全体で累積していきます。
3軸CNC工作機械は、ほとんどの単純な加工作業に対応できますが、部品を異なる方向から加工する必要がある場合には、複数回のセットアップを要します。『 YCM Alliance 』による製造分析によると、各セットアップは潜在的な精度ばらつきを引き起こす可能性があります——再位置決め誤差が全体の公差累積に加算されます。4回または5回のセットアップで加工される複雑な部品では、異なる方向で加工された特徴間において、著しい位置誤差が累積する可能性があります。
5軸加工は、部品の完全な加工を1回のセットアップで行えることで、この制限に対処します。2つの追加回転軸により、工具はワークピースを再位置決めすることなく、事実上あらゆる角度からアプローチできます。すべての特徴は単一の基準点(デイタム)を参照するため、セットアップに起因する誤差が完全に排除されます。この機能により、以下のことが可能になります:
- アンダーカットおよび複合角度: 3軸ツールパスでは物理的に到達不可能な形状
- 優れた表面仕上げ: 切削面に対する最適な工具姿勢により、スカラップ(段差)および工具痕が低減されます
- 金型寿命の延長: 理想的な切削角度を維持することで、工具への応力および摩耗が低減されます
- 複雑な有機的形状: タービンブレード、インペラー、および彫刻的な表面など、それらは通常、多大な手仕上げ作業を要します
複雑な形状を加工するファブリケーターにとって、5軸対応機能は、高精度化、サイクルタイムの短縮、および二次加工工程の削減といったメリットにより、その高コストを十分に正当化します。一方で、単一方向からアクセス可能な特徴を持つ比較的単純な部品では、追加投資を正当化できるほどの恩恵が得られることは稀です。
機器を選定する前に精度要件を明確にし、自社の予算および技術レベルがその要件を実際に満たせるかどうかを正直に評価することが重要です。これにより、家庭用機器に据え付け型(ベンチトップ)レベルの性能を期待したり、実際には十分に活用されない産業用機能に過剰投資したりするという、よくある誤りを回避できます。
CNC金属加工に依存する産業
機械の種類、材料適合性、および精度性能について検討してきましたが、こうした知識は実際にどこで応用されるのでしょうか?金属CNC加工を強く依存する産業を理解することで、特定の仕様がなぜ重要であるかが明らかになり、自社のスキルやサービスが最も需要の高い分野を特定する手助けにもなります。
高速道路を走行する車両のエンジンブロックから、手術室で命を救う外科用器具に至るまで、CNC金属加工は現代製造業から切り離せない存在となっています。各産業分野には独自の要件があり、それがCNC技術の進化を異なる方向へと押し進め、大量生産から単発の試作品に至るまで、多様な専門的応用を生み出しています。
大規模生産における自動車部品
自動車産業は、長年にわたりCNC金属切断技術の最も重要な恩恵を受ける産業の一つです。『 American Business Magazine 』の製造業専門家によると、自動車メーカーは、エンジンブロック、ギアボックス、シリンダーヘッドなどの部品を、何百万台ものユニットにわたって極めて高い一貫性で生産するために、CNCの効率性を活用しています。
なぜCNCが自動車分野において不可欠なのでしょうか?
- エンジン部品: シリンダーヘッド、インテークマニホールド、エンジンブロックは、性能および耐久性に直接影響を与える精密なボア寸法および表面粗さを要求します。
- トランスミッション部品: ギア、シャフト、ハウジングは、スムーズな動作と最小限のノイズを実現するために厳密な公差が求められます
- シャシーおよびサスペンション: コントロールアーム、ブラケット、ステアリング部品は、大量生産において一貫した強度と寸法精度を必要とします
- カスタムアセンブリ: アフターマーケット改造部品および特殊車両用コンポーネントは、CNCによる小ロット経済的生産という利点を活用できます
標準生産に加えて、自動車開発における迅速なプロトタイピングには、CNC金属切断機が不可欠です。設計者は、量産用金型の製作に着手する前に部品を試作・調整できるため、高コストの誤りを大幅に削減できます。この機能は、従来の自動車開発スケジュールよりもイノベーションサイクルが速いEV(電気自動車)分野において、特に価値が高まっています。
自動車製造ソリューションを求める加工業者にとって、IATF 16949などの業界認証を取得した専門のCNC加工工場は、こうした厳しく要求される用途に必要な品質保証を提供します。例えば、 シャオイ金属技術 では、統計的工程管理(SPC)を活用した高精度CNC加工を組み合わせることで、生産ロット間での一貫性を確保しており、複雑なシャシー部品やカスタム部品について、最短1営業日という短納期での納品が可能です。
航空宇宙産業における要求とCNCソリューション
LG Metal Worksの専門家によると、航空宇宙産業は、あらゆる産業の中でも特に厳しい精度要求を課す分野の一つです。タービンブレード、エンジン部品、構造用ブラケットなどの航空宇宙部品には、±0.0005インチ(約±0.013 mm)という極めて狭い公差が求められ、わずかな誤差も許されません。
航空宇宙分野の応用は、業界特有の課題を伴い、その要求に応えられる加工工場と、それに対応できない工場とを明確に区別します:
- 特殊材料: チタン合金、インコネルおよびその他の高性能金属は機械加工に耐性があり、特殊な工具、最適化されたツールパス、および専門的なオペレーターによる監視を必要とします
- 極めて高い精度: 飛行に不可欠な部品は、最も微小な寸法偏差でも重大な結果を招く可能性があるため、極めて厳格な寸法要件を満たす必要があります
- 複雑な形状: タービンブレードおよび構造部品には、しばしば複合曲線や複雑な内部通路が採用されています
- トレーサビリティ要件: 材料、工程、検査に関する完全な文書化により、航空安全基準への適合が保証されます
インコネル625、チタンGrade 5、および7075-T6アルミニウムなどの先進材料を加工する能力こそが、航空宇宙産業に対応可能な工場と一般製造施設との差異を決定づけます。各材料は、熱膨張率、硬度、切屑形成特性においてそれぞれ固有の挙動を示すため、精密なキャリブレーションと継続的なモニタリングが求められます。
医療機器の精密性要件
部品が人体内部や、命を救う手術を行う外科医の手に渡る場合、精度は極めて重要な意味を持ちます。医療機器の製造では、航空宇宙産業レベルの公差精度に加え、生体適合性という要件が材料選択を制限し、卓越した表面仕上げを要求します。
『アメリカン・ビジネス・マガジン』の業界分析によると、CNC工作機械は、手術器具、義肢、インプラントといった、ごくわずかな欠陥でも患者の人生に重大な影響を及ぼす可能性がある重要な医療機器の製造において優れた性能を発揮します。
医療用途には、以下の特定の機能が求められます:
- 生体適合材料: 生体環境下で有害反応を引き起こさない、外科用ステンレス鋼、チタン、および特殊な医療用グレードプラスチック
- 患者個別対応型カスタマイズ: 患者一人ひとりの解剖学的構造に合わせて加工されたチタン製骨板などのカスタムインプラント
- 表面仕上げの要件: インプラントおよび手術器具には、細菌の定着を抑制し、適切な組織統合を確保するための鏡面仕上げが求められます
- 無菌性に関する考慮事項: 製造工程は、後処理による滅菌およびクリーンルーム対応のワークフローに対応できるようにする必要があります。
医療分野では、新しい外科手術器具およびインプラント設計の開発に向け、CNCプロトタイピング能力への依存が高まっています。迅速な反復開発により、設計者は人間工学を最適化し、機能性を試験し、量産用金型製作に着手する前に適合性を検証することが可能となり、命を救う革新的技術の開発サイクルを加速させています。
趣味のプロジェクトから産業用量産まで
趣味レベルの用途と産業用要件とのギャップを理解することで、加工業者は自社の市場ポジショニングを適切に定め、設備投資に際して現実的な期待値を設定できます。
趣味レベルおよび小規模工房での用途には、以下のようなものが典型的です:
- カスタム部品および修理: レストアプロジェクト、機械修理、または個人的なものづくりニーズ向けの単発部品
- プロトタイプ開発: 量産パートナーの選定や産業用設備への投資を行う前に、コンセプトの検証を行うこと
- 小ロット生産: セットアップ時間よりも柔軟性が重視される、特殊用途向けの限定生産品
- スキルの発達: 商用作業への移行前にCNCプログラミングおよび操作を学ぶ
一方、産業界の要件は、はるかに高額な設備投資を正当化できる能力を要求します。プロトタイピング専門家によると、 ナベル 、プロフェッショナルなCNCプロトタイピングは、優れた精度、材料の多様性、およびスケーラビリティを提供し、設計・生産能力の向上を目指す産業分野において最も好まれる選択肢となっています。
趣味レベルからプロフェッショナルな作業への移行においては、産業顧客が求める設備性能、工程記録、品質管理システムにおけるギャップが明らかになることがよくあります。航空宇宙、医療、自動車分野向けの加工を手掛けるメーカーは、高性能な工作機械に加え、計測機器、品質管理システム、および工程制御を証明する認証の導入にも投資する必要があります。
このアプリケーションの幅広さ——週末の趣味プロジェクトから飛行に不可欠な部品まで——は、CNC市場がこれほど多様な機器オプションを提供している理由を説明しています。自社の作業がこの連続体のどこに位置するかを理解することは、即時の購入判断だけでなく、長期的な事業展開戦略にも影響を与えます。 
CNC金属加工機械のコストと投資分析
精密金属加工を必要とする産業分野と、それに伴う公差要件についてはすでに把握しましたが、その品質を実現するために必要な設備を実際に調達できるでしょうか? CNC機械の価格に関する問いは、ほぼ他のどの要因よりも多くの製造業者を悩ませています。多くの購入者は、単に本体価格(メーカー希望小売価格)にのみ注目し、実際のCNC機械所有コストはこの初期購入価格をはるかに上回ることに後になって気づくのです。
CNC機械の価格を把握するには、総合的な財務状況を検討する必要があります。CNC WMTの製造専門家によると、CNC工作機械の価格は、機械の種類、サイズ、機能、ブランド、自動化レベル、および長期的な運用コストなど、複数の要因に左右されます。以下では、異なる投資規模において実際に予算として確保すべき金額を詳しく解説します。
入門レベルの投資の出発点
CNC機械の価格は、ご希望の用途によって大きく異なります。趣味用のアルミニウム加工を目的とした低価格CNC機械は、連続的な鋼材生産向けに設計された産業用設備とはまったく異なるカテゴリーに属します。以下に、各予算レベルで実際に得られる性能を示します。
| 機械カテゴリ | 価格帯 | 典型的な加工能力 | 最適な用途 |
|---|---|---|---|
| デスクトップCNCフライス盤 | 2,000ドル~8,000ドル | アルミニウム、真鍮、軽量鋼材の切断可能;通常の公差は±0.005インチ | 趣味家、試作、CNCの基礎学習向け |
| 卓上型機械 | $8,000 - $25,000 | 鋼材加工対応;剛性が向上;公差±0.002インチが達成可能 | 小規模工場、試作生産、カスタム部品製造向け |
| 軽工業用 | $25,000 - $75,000 | 全鋼製造;自動化オプション対応;±0.001インチの精度を実現 | 受託加工業者、量産環境、難加工材向け |
| フルインダストリアル機器 | $75,000 - $500,000以上 | 連続運転対応;特殊材料加工対応;±0.0005インチまたはそれ以上の精度 | 航空宇宙産業、医療機器産業、高-volume製造現場 |
CNC工作機械の価格について問い合わせる際には、Haas、Mazak、DMG Moriなどのプレミアムブランドは、初期投資額が高くなるものの、数十年にわたるエンジニアリングの洗練された技術、および技術サポート、取扱説明書、トレーニングを提供することを忘れないでください。業界分析によると、これらのプレミアムブランドは初期費用が高額ですが、ダウンタイムの低減と機械寿命の長期化により、長期的にはより優れたコストパフォーマンスを実現します。
工作機械本体価格以外の隠れたコスト
購入価格は、総投資額の目に見える部分にすぎません。所有コスト分析によると、 XProCNC 一般的に広く受け入れられている経験則として、機械の購入価格に対して、初年度の運用コストとして追加で15~25%を予算化することをお勧めします。20,000ドルの機械の場合、定価に加えて3,000ドルから5,000ドルを別途確保する必要があります。
実際のCNC加工価格に影響を与える継続的な運用費用には以下が含まれます:
- 工具の交換: エンドミル、ドリル、インサートは消耗品であり、使用材料や加工量に応じて月額100ドルから400ドル程度を予算化してください。
- 切削油および潤滑剤: 高品質な切削油は工具寿命を延ばし、仕上げ品質を向上させますが、定期的な交換と適切な廃棄処理が必要です。
- 電気: 産業用スピンドルは、特に鋼材に対する重切削時に多大な電力を消費します。
- 保守用資材: 潤滑剤、ウェイオイル、フィルター、清掃用品などは、1年間の運用で合計金額が積み重なります。
- ソフトウェアのサブスクリプション: CAD/CAMソフトウェアは、プロフェッショナル向けパッケージの場合、月額100ドルから500ドル程度がかかることが一般的です。
- 交換部品: ベアリング、シール、ベルトなどの消耗品に対して、購入価格の年間1~3%を別途確保してください。
初年度以降は、機械の価値の年間5~10%を継続的な保守および工具の交換に充てる予算計画が、延期された保守が高額な修理に発展するのを防ぐ持続可能なモデルとなります。
部品あたりの実質コストの計算
CNC加工の単一部品あたりのコストを理解することで、受注案件の正確な見積もりと設備投資の現実的な評価が可能になります。コスト計算には以下の要素を含める必要があります:
- 機械稼働時間: 年間機械コスト(減価償却費、保守費、間接費)を稼働可能時間で割り、時給単価を算出します。
- 金型消耗: 使用材料における工具寿命を把握し、生産された部品数に応じて工具交換コストを按分します。
- セットアップ時間: 治具の準備、プログラムの検証、初品検査をコスト計算に含めてください。
- 材料の廃棄量: 材料費の計算には、切屑、切断端材、不良品も含めてください。
- 労働: 自動化設備であっても、ワークの装着、監視、取り外しに要するオペレーターの作業時間を考慮してください。
CNCによる各工程のコストは、工程の種類によって大きく異なります。製造業の分析によると、レーザー切断およびプラズマ切断は2次元加工において高速性という利点を提供しますが、フライス加工は1時間あたりのコストが高くなる一方で、単純な工程では実現できない複雑な3次元形状を加工できます。ご自身の実際の作業負荷に合った機器を選定することで、ほとんど使用しない機能のために過剰な費用を支払うことを防げます。
新設備と中古設備の選択
中古CNC設備は、新品価格に比べて40~60%程度の大幅なコスト削減が可能な場合がありますが、慎重な評価が必要です。中古機械を評価する際には、以下の要素を検討してください。
- 稼働時間計と保守記録: 保守履歴が明確に記録されており、稼働時間が少ない機械は、中古機械として最も優れた価値を示します。
- 購入前の点検: テストプログラムを実行し、バックラッシュ、スピンドルのランアウト、幾何学的精度を確認してください。
- 制御装置の年代: 古い制御装置は、機能が限定されている、ソフトウェアとの互換性が低い、または部品の廃番リスクがある場合があります。
- メーカーのサポート: 一部のブランドは数十年にわたり部品の供給とサポートを継続しますが、他社は比較的短期間でサポートを終了します。
- 設置コスト: 索具工事、電気工事、および据付・試運転作業は、総取得コストに上乗せされます。
信頼性の高いブランドの、適切に保守管理された中古機械は、長期的な耐久性に疑問がある低価格の新規機械よりも、しばしばより優れたコストパフォーマンスを提供します。ただし、適切な点検を行わず、または信頼性の低い販売元から中古機械を購入した場合、修理費用が購入時に節約した金額を上回る設備を入手してしまうリスクがあります。
投資判断を適切に行うには、初期導入コストと長期的な価値をバランスよく評価する必要があります。つまり、単に設備の購入価格だけでなく、何年にもわたる運用期間中に生産的に稼働させるためにかかる総コストを理解することが重要です。
金属加工用の治具およびワークホルダーエッセンシャルズ
機械のコストを評価し、異なる投資レベルがどのような成果をもたらすかを理解しましたが、適切な工具およびワークホルディングがなければ、最も高性能なCNC機械であっても不十分な結果しか得られません。次のように考えてみてください。機械は運動と動力を提供しますが、切削工具および治具が、その能力を高品質な部品へと変換するか、あるいは手間のかかる不良品へと変換するかを決定します。
多くの加工業者は、ワークホルディングおよび工具の選択が結果に与える影響の大きさを過小評価しています。不十分に固定されたワークピースは切削中にずれ動き、公差を損なってしまいます。使用材料に不適切なフライス刃では、早期摩耗や不良な表面粗さが生じます。切削を開始する前にこれらの基本事項を理解しておくことで、高額なコストを伴う「実践による学習」を回避できます。
バイス・クランプおよびカスタム治具
ワークホルディングは、切削力によってワークピースが動こうとする際に、金属素材を絶対に静止させることという、極めて重要な目的を果たします。わずか数マイクロメートル(0.001インチ)の動きであっても、それが完成品に直接寸法誤差として反映されます。採用するワークホルディング方式は、部品の形状、CNCフライス cutter による加工アクセスの要件、および生産数量によって決まります。
一般的なワークホルディング方式には以下があります:
- マシンバイス: フライス加工における主力機器——高品質なバイスは硬化ジャワを備えており、矩形形状の素材に対して剛性の高いクランプを提供します。また、特定の部品形状に合わせて加工されたソフトジャワを取り付けることも可能です。
- トウクランプおよびステップブロック: 不規則な形状の部品や、バイスジャワが工具パスのアクセスを妨げる場合に使用される多用途のクランプ方式
- 真空テーブル: 従来のクランプではワークピースが変形してしまうような薄板材に最適——大気圧によりワークを平面状に保持し、エッジへの干渉を回避します
- カスタム治具: 特定の部品向けに専門設計されたワークホルディングで、通常、迅速な装着と高精度の位置決めを実現するためにカップリングナットおよびタップインサートを組み込んでいます
- コレットブロックおよびインデックス治具: 部品を工作機械から取り外さずに、複数の面を加工可能にします。
治具の設計においては、金属シムを用いて正確な基準面を設定したり、素材の厚みにおけるわずかなばらつきを補正したりする方法を検討してください。経験豊富な機械工は、治具の再製作を避け、セットアップを微調整するために、さまざまな厚さのシム材を常備しています。
エンドミル用インサートおよび切削工具の選定
フライス盤用カッターは、直接的に切削速度、表面粗さ、および工具寿命を決定します。各種工具の違いを理解することで、単に安価に見えるものではなく、賢明な購入判断が可能になります。
エンドミル ほとんどのフライス加工作業に対応できます。これらの回転式カッターには、多数のバリエーションがあります:
- フラットエンドミル: ポケット加工、輪郭加工、面取り加工などに使用される直角形状の工具
- ボールエンドミル: 3次元コンター加工、フィレット加工、彫刻面加工などに使用される丸みを帯びた先端の工具
- コーナー半径エンドミル: 平頭の強度と、コーナー部における応力集中の低減を両立。
- ラフニングエンドミル: ギザギザ状の溝(サレット)によりチップを破断し、積極的な材料除去を可能にする。
フェースミル 平面加工時に大量の材料を迅速に除去するのに優れている。これらの工具は、一体構造ではなく交換式カーバイドインサートを採用しており、重切削面加工において経済的である。
ドリルおよびタップ 基本的なエンドミル加工ツールキットを完結させる。ポイントドリルは正確な開始位置を作成し、スパイラルドリル(ツイストドリル)は穴を穿孔し、タップは内ねじを切り込む。量産作業では、ねじ成形用ボルト(スレッドフォーミングスクリュー)を用いることで、機械加工時のねじ切り(タッピング)工程を完全に省略できる場合がある。これは、組立時にねじを「切る」のではなく「成形」する方式である。
部品形状に応じたワークホルディング戦略
金属加工向けの必須入門用工具類は、予算を大幅に超過することなく、一般的な加工工程を網羅すべきである:
- 2条溝および4条溝のエンドミル(直径1/4インチ、3/8インチ、1/2インチ)
- 一般的な穴径に対応するジョバー長さのタップドリルのセット
- 穴加工開始用のスポットドリルまたはセンター・ドリル
- エッジ面取り用カーバイドチャムファーミル
- 主な加工材料に適したインサートを装着したフェースミル
- 一般的なねじピッチに対応するドリル径を含むタップセット
- ワークピース位置の検出用エッジファインダまたはプローブ
金型コーティング コーティングは、異なる金属における性能に著しく影響します。無コーティングのカーバイドはアルミニウム加工には十分な性能を発揮しますが、鋼材では摩耗が速くなります。チタン窒化物(TiN)コーティングは、一般用途の鋼材切削において硬度と耐熱性を高めます。アルミニウムチタン窒化物(AlTiN)コーティングは、より高温下での加工や乾式切削に適しており、硬質材料の加工にも有効です。ダイヤモンドライクカーボン(DLC)コーティングは、アルミニウム加工においてビルドアップエッジの発生を抑制する点で特に優れています。
カーバイドとHSS(高速度鋼)の比較 これは、コストと性能の両方に影響を与える基本的な選択を表します。高速度鋼(HSS)製のフライス刃は価格が低く、再研磨が可能であるため、 occasional な使用や軟質材料加工において経済的です。一方、カーバイド製工具は初期コストが高くなりますが、より高速で長寿命であり、硬質材料の加工にも対応できます。通常、量産環境では短期間で投資回収が可能です。
適当に 切屑排出および冷却液システム 工具寿命の延長と部品品質の向上に寄与します。切削領域内に残った切屑は再切削され、ワークピースおよび工具双方に損傷を与えます。フルード式冷却液は切屑を洗い流すとともに、切削温度を低下させます。フルード式冷却液が実用的でない工程では、エアブローストまたはミスト式冷却システムが代替手段として用いられます。特にアルミニウムなどの特定の材料では、積屑(ビルドアップエッジ)の形成を防ぐために、専用の切削油が有効です。
高品質なワークホルディング装置および適切な工具への投資は、生産するすべての部品において利益をもたらします。ここでのコスト削減は、高価な機械であってもその性能を損なう一方で、慎重な選択を行うことで、ご使用の設備が発揮できる能力を最大限に引き出すことができます。

金属加工向けの最適なCNC機械の選定
機械の種類、加工材質との適合性、精度性能、コスト、および工具に関する基本事項については既に理解を深めました。次に、これらすべてを統合する重要な判断が待ち受けています——すなわち、ご自身の具体的な状況に最も適したCNC機械(金属加工用)のセットアップを選定することです。この選択は、今後数年にわたって取り組むすべてのプロジェクトに影響を及ぼします。そのため、実際のニーズに合わない機械を安易に購入するよりも、正しい選択を行うことが何より重要です。
趣味で自宅用CNC機械を夢見ている方でも、生産作業向けの設備を検討しているプロの方でも、選定プロセスは同様のロジックに従います。まずご自身の要件から始め、現実的な選択肢と照らし合わせ、成功した切削加工を支える包括的なエコシステムも考慮に入れてください。後悔のない購入を実現するための実践的なフレームワークを、一緒に確認していきましょう。
機械サイズと作業スペースの適合性
機械の性能に惚れ込む前に、実際に設置予定場所に収まるかどうかを必ず確認してください。デスクトップ型CNCフライス盤は一見コンパクトに思えますが、切屑の飛散防止対策、工具の収納、およびオペレーターの作業空間を考慮すると、そうでもなくなります。物理的な制約は、他のどの要因よりも速く選択肢を排除します。
具体的な機械を比較する前に、以下のチェックリストを用いて主要な選定基準を評価してください:
- 加工範囲(ワークエンベロープ)の要件: 実際に加工する必要がある最大サイズの部品は何ですか?治具やクリアランスを確保するための余裕分も加えてください。
- 材料対応能力: 主にアルミニウムを切削する予定ですか?それとも、初日から鋼材加工に対応できる剛性が必要ですか?
- 精度要求: お客様のアプリケーションが実際に必要とする公差はどれほどですか?——希望する公差ではなく、真に必要な公差です。
- 予算の制約: 総予算には、機械本体価格だけでなく、金型・ソフトウェアおよび初年度の運用コストを含めてください。
- 利用可能なスペース: チップ管理、材料搬送、保守作業のためのクリアランスを含めた実際の作業スペースを測定してください。
- 電力要求: 電源設備が当該機械に対応可能であるかを確認してください。産業用機器は、しばしば220Vまたは三相電源を必要とします。
- 体重容量 床面が機械の重量を支えられるかどうかを確認してください。特に鋳鉄製の産業用機器の場合、この点は重要です。
- 騒音および換気: 近隣への影響、切削油ミスト対策のための工場換気、およびチップ回収要件を検討してください。
デスクトップ向けに設計された小型CNC機械は、ごく短期間のプロジェクトには完璧に適合し、ガレージの隅にも収まるかもしれません。しかし、すでに2年以内のアップグレードを計画している場合、その中間ステップは、最初からより高性能な機器への投資に充てるべきリソースを無駄にする可能性があります。
対象材料に対する剛性の評価
主な加工材料によって、最低限必要な剛性が決まります。アルミニウムの試作を目的として設計された小型CNCフライス盤は、鋼材を積極的に切削しようとした場合、性能が不足するか、あるいは完全に機能しなくなる可能性があります。加工対象材料に応じて機械の構造を適切に選定することで、作業上の不満や工具の無駄な消耗を防ぐことができます。
趣味用途および軽作業向け:
- デスクトップ型フライス盤の選択肢: アルミニウム、真鍮、プラスチック、および軟鋼への軽切削に十分対応可能です
- 一般的な構造: アルミニウム製フレーム、小型のリニアガイド、ベルト駆動またはリードスクリュー駆動
- 現実的な期待値: CNCの基本を学習し、設計の試作を行い、柔らかい材料で機能的な部品を作成すること
- アップグレードの選択肢: 当該プラットフォームがスピンドルのアップグレード、ボールねじへの変更、またはカバーエンクロージャの追加に対応しているかどうかをご確認ください
プロフェッショナルおよび生産環境向け:
- 工業用グレードの構造: 質量の大きな鋳鉄製または溶接鋼製フレーム
- 高精度運動システム: ボールスクリュー、高品質リニアガイド、エンコーダー付フィードバック機能を備えたサーボモーター
- スピンドル性能: CAT40やBT30などの剛性の高い工具保持システムを備えた高出力仕様
- 生産機能: 自動工具交換装置(ATC)、プローブ測定システム、切削油管理機能
ミニCNC機械はフルサイズの設備と比較すると制約が多いように思えるかもしれませんが、その制約こそが創造性と深い学習を促します。多くの成功したマシニストは、まず小規模な設備で技術を磨き、その後に大型機械へとステップアップしてきました。基本原理は、機械のサイズに関わらず普遍的に応用可能です。
ソフトウェア・エコシステムおよび学習曲線に関する検討事項
アイデアから完成品に至るまでのワークフローは、すべての工程においてソフトウェアを通じて実行されます。このパイプラインを理解することで、単に機械そのものだけでなく、購入する「全体のエコシステム」を適切に評価できるようになります。
CAD(Computer-Aided Design:コンピュータ支援設計) 3Dモデルまたは2D図面を作成します。選択肢には、趣味で使う方のためのFusion 360などの無料ツールから、SolidWorksやInventorなどのプロフェッショナル向けパッケージまで幅広くあります。使用するCADソフトウェアによって、ファイルの互換性および後工程での機能利用可能性が左右されます。
CAM(Computer-Aided Manufacturing:コンピュータ支援製造) 設計データを工具経路(ツールパス)に変換します。これは、工作機械が実行する正確な動きを定義するものです。CAMソフトウェアは、使用材料、工具、および工作機械の性能に基づいて、送り速度(フィード)、主軸回転数(スピード)、切削戦略を計算します。高品質なCAMソフトウェアは、表面粗さ(仕上げ品質)、加工時間(サイクルタイム)、工具寿命に大きく影響します。
処理後 汎用的なツールパスを、ご使用の工作機械の制御装置(コントローラー)専用のGコードに変換します。異なる制御装置ではコマンドの解釈方法が異なるため、信頼性の高い動作を実現するには、適切なポストプロセッサ(後処理ソフトウェア)が不可欠です。
機械制御 gコードを実行し、モーター、スピンドル、冷却液供給を統合的に制御して部品を製造します。コントローラーは、デスクトップ型CNC装置に搭載されるGRBLベースのシンプルなシステムから、産業用設備に採用される高度なFanucやSiemens製コントローラーまで多様です。
以下のソフトウェア・エコシステムに関する要素を検討してください:
- 付属ソフトウェア: 一部の機械にはCAMソフトウェアが同梱されていますが、他の機械では別途購入する必要があります
- 学習曲線: 高度な専門ソフトウェアはより多くの機能を提供しますが、それにはより多くの訓練投資が必要です
- コミュニティサポート: 人気のあるプラットフォームには、充実したチュートリアル、フォーラム、および共有リソースがあります
- サブスクリプション方式と永久ライセンス方式: 継続的なソフトウェア費用は、長期的な運用コストに影響を与えます
- シミュレーション能力: 仮想検証により、機械や部品を損傷させる前にプログラミングエラーを検出できます
メーカーによるサポートおよびコミュニティリソース
何かが故障した場合、あるいは自分だけでは解決できない問題に直面した場合、どのような対応が取られるでしょうか?メーカーによるサポートおよびコミュニティリソースは、その機械が生産性の高いツールとなるか、あるいは高価な紙おもりに終わるかを左右する要因となります。
メーカーのサポートを評価する際には、以下の点を確認してください:
- 電話および電子メールによる技術サポートの対応はどの程度迅速ですか?
- 交換用部品は容易に入手可能で、価格も妥当ですか?
- メーカーはトレーニング用リソース、動画、または技術文書を提供していますか?
- その企業は創業からどのくらい経っており、製品に対するアフターサポートの実績や評判はどうですか?
- ファームウェアの更新や機能改善が提供されていますか?それとも、購入時の設定のまま変更不可(「フリーズ」)状態ですか?
コミュニティによる支援資源も同様に重要です。特に、大規模なサポート部門を持たない小規模メーカーの場合にはなおさらです。活発なユーザー掲示板、Facebookグループ、YouTubeチャンネルなどは、問題のトラブルシューティングや最適化テクニックの共有を可能にする知識ベースを構築します。Tormach、Haas、および各種デスクトップCNCブランドなど、人気のあるプラットフォームでは、メーカーのサポートを事実上拡張するほど活発なユーザーコミュニティが存在します。
生産現場で即戦力となるソリューションと確立されたサポートを求めるプロフェッショナルなバイヤーにとって、確固たる実績を持つメーカーは、予算重視の代替選択肢では得られない安心感を提供します。施設としては シャオイ金属技術 iATF 16949認証および統計的工程管理(SPC)が、能力仕様を一貫した実世界の成果へと変換する方法を示します。このような運用成熟度は、長年にわたる生産経験を通じて培われます。
ユーザー層別のおすすめ
あなたの状況によって、どのトレードオフが現実的かが決まります。以下は、一般的な購入者プロフィールに基づいた実践的なガイドです:
趣味家および学習者向け:
- 価格帯が2,000~5,000米ドルのデスクトップCNCまたはミニCNC機械から始めることをおすすめします
- アルミニウム加工に対応し、時折真鍮や軟鋼も加工可能な機械に注目してください
- 活発なユーザーコミュニティと豊富な学習リソースを備えたプラットフォームを優先してください
- 高品質なワークホルディング(治具)および基本的な工具セットの費用も予算に含めてください。機械本体に全額を費やさないでください
- 後日アップグレードすることを前提としておきましょう。最初の機械は、あなたが実際に何を必要としているのかを教えてくれるものです
小規模工房および本格的な愛好家向け:
- $10,000~$30,000の範囲で、卓上型または軽工業用機器を検討してください
- 有償作業を支えるために、鋼材加工に対応した剛性と精度を最優先してください
- 機械の性能を最大限に引き出すための適切なCAMソフトウェアへの投資を検討してください
- メーカーのサポート体制を慎重に評価してください。顧客が待っている状況でのダウンタイムは、コスト増加につながります
- プロービングや自動工具交換装置などの自動化アップグレードに対応可能な機器を選定し、将来的な成長を見据えた計画を立ててください
生産現場およびプロフェッショナル向け環境:
- 機器の仕様は、実際の業務要件に基づいて明文化されたものに基づき決定し、理想論的な能力ではなく現実的な要件を基準としてください
- 保守契約や従業員教育など、所有に伴う総コスト(TCO)を考慮してください
- 想定される機器の寿命期間におけるメーカーの経営安定性および部品供給体制を確認してください
- 新規の低予算機器の代わりに、信頼性の高いブランドの中古産業用機器も選択肢として検討してください
- 設備をサポートする施設インフラストラクチャ(電源、リギング、環境制御)が整っていることを確認してください。
出発点がどこであれ、最も優れた金属加工用CNC機械のセットアップとは、実際に部品製造に使用されるものであるということを忘れないでください。分析による行動不能(アナリシス・パラリシス)は、多くの将来有望な製造業者を sidelines(傍観者)にとどめさせてしまい、他方では、実践的な経験を通じてスキルを身につけていく者がいます。予算とスペースの許すところから始め、基本を学び、作業を遂行するために本当に必要となる制約(想像上の制約ではなく)が生じた時点で、アップグレードを行ってください。
CNC金属加工に関するよくある質問
1. 金属加工用CNC機械とは何に使われるものですか?
金属加工用CNC機械は、コンピュータ数値制御(CNC)を用いて、金属部品の切断、成形、および製造を極めて高精度で自動化します。これらの機械は、あらかじめプログラムされたGコード命令に従って切削工具をワークピース上に移動させ、材料を除去して完成品部品を作成します。一般的な種類には、3次元輪郭加工用のCNCフライス盤、円筒状部品加工用のCNC旋盤、および板金加工用のプラズマ切断機やレーザー切断機があります。最新の金属加工用CNC機械は、位置決め精度を0.0001インチ(約2.54マイクロメートル)以内に達成しており、公差が極めて厳しい要求が求められる航空宇宙、自動車、医療機器製造分野において不可欠な存在です。
2. どのような金属をCNC加工できますか?
CNC機械は、アルミニウム、鋼、ステンレス鋼、真鍮、銅、チタンなど、幅広い金属を加工できます。アルミニウムは最も加工性に優れており、高速切断が可能で工具摩耗も最小限です。鋼はより剛性の高い機械と慎重な熱管理を必要とします。ステンレス鋼は加工硬化が起こりやすいため、一定の切削荷重と鋭利な工具が必要です。真鍮および銅は非常に良好な表面仕上げを得られ、優れた加工性を示します。チタンは専用工具、強力な冷却、および低速切削を要します。材料の選択は、工具の選定、切削条件、および機械の要件に直接影響を与えます。
3. CNCフライス盤の操作は習得が難しいですか?
CNCフライス加工には学習曲線がありますが、意欲ある初心者でも十分に取り組むことができます。現代のCAD/CAMソフトウェアを用いれば、3D設計から自動的に工具パスを生成できるため、基本的な部品を数時間以内に製作できます。ただし、この技術を極める——材料の挙動を理解し、切削条件を最適化し、問題をトラブルシューティングする——には、通常、実践的な経験を3年以上積む必要があります。デスクトップ型CNCフライス盤でアルミニウムから始めれば、より硬い素材や厳しい公差への挑戦に進む前に、基礎を学ぶのに許容範囲の広い環境が得られます。
4. CNC機械は自作したほうが安いか、それとも購入したほうが安いか?
CNCマシンを自作する場合、原材料費は抑えられますが、設計、組み立て、調整、チューニングに多大な時間投資が必要です。学びの体験を重視する趣味家にとって、DIYによる自作はコスト削減に加えて教育的なメリットも提供します。一方で、市販の商業用マシンを購入すれば、実績のある性能、メーカーによるサポート、技術文書、および保証サービスが得られます。生産現場では、ダウンタイムを最小限に抑える高品質な機器を購入することが一般的にメリットとなります。この判断を行う際には、ご自身の時間の価値、技術的スキル、および想定される用途を十分に考慮してください。
5. CNC金属加工機械の価格はいくらですか?
CNC金属加工機の価格は、デスクトップ用ホビーミルでは2,000米ドルから、産業用生産設備では50万米ドル以上まで幅広くあります。アルミニウムおよび軽量鋼材の加工に適したデスクトップ型CNCミルの価格帯は2,000~8,000米ドルです。鋼材切断性能が向上したベンチトップ型機械は8,000~25,000米ドルで、軽工業用設備は25,000~75,000米ドルです。HaasやMazakなどのブランドが製造する本格的な生産用機械は、約75,000米ドルから始まります。購入価格に加え、初年度の運転コスト(切削工具、切削油、ソフトウェア、保守メンテナンスなど)として、追加で15~25%の予算を確保してください。