 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

ボールベアリング対プレーンガイドブッシング:どちらがスピンドルを保護しますか?

高精度アプリケーション向けの正しいガイドブushing選定
工作機械担当者であれば誰もが経験したことがあるでしょう。作業台に立ち、金型セットの仕様書を見つめながら、ボールベアリング式とスリーブブushingのどちらを選ぶか迷う瞬間です。これは単なる技術的な判断ではありません。主軸の寿命、部品の品質、そして最終的な利益に直接影響する重要な選択なのです。
高精度ツーリングアプリケーションで作業する際、ブushingとベアリングの違いについて理解することは学術的な話ではありません。実用性が問われる問題です。誤った選択は早期摩耗や厄介な不正列を引き起こし、誰も予算を組んでいない高額な停止時間につながります。ではそもそもブushingとは何なのか、現実の運用性能においてベアリングソリューションとどう違うのでしょうか。
ガイドブushingの選択が金型性能を決める理由
ブッシングの意味は、単なる円筒状の部品を超えて広がっています。ガイドブッシングは可動ダイ部品間の重要なインターフェースとして機能し、マイクロレベルの精度でアライメントを制御します。ローリングエレメント構造を選択するか、シンプルなスライド面を選ぶかにかかわらず、その選択はプレスのすべてのストロークに影響を与えます。
こう考えてみてください。ガイドシステムは不整合による力を吸収し、熱膨張に対応し、数千回から数百万回に及ぶサイクルを通じて位置精度を維持します。ベアリングとブッシングの選択は、摩擦特性、発熱量、摩耗パターンに影響を与えます。正しく選べば、金型装置は長年にわたりスムーズに動作します。誤れば、数カ月以内に予期せぬメンテナンスが必要になります。
誤った選択による見えないコスト
購入価格以上のコストとして、ベアリングやブッシングが実際にあなたにどのような負担をかけているでしょうか?次のような、不適切なガイド部品による現実の結果を検討してください。
- 加速するスピンドルの摩耗 過剰な摩擦または不十分な荷重分散によるもの
- 部品品質の低下 時間の経過とともにアライメント公差がずれていくため
- 予期せぬダウンタイム 緊急修理および部品交換のため
- スクラップ率の増加 精度が許容範囲外になった場合
本ガイドでは、ブッシュとベアリングの選定に関する実務的なアプローチを提供します。理論的な工学式に深入りするのではなく、実際の運転条件に基づいた即応可能な意思決定フレームワークを紹介します。負荷容量、速度要件、精度要件、環境要因、総所有コストという5つの重要な基準に沿って選択肢を評価していきます。
新しいプログレッシブダイの部品仕様を決定する場合でも、既存の工具における早期摩耗のトラブルシューティングを行う場合でも、特定の用途要件に応じたガイドブッシュの選定に関する明確な指針を得ることができます。
ガイドブッシュ選定の評価基準
特定の製品推薦に入る前に、選択肢を評価するための体系的なフレームワークが必要です。多くのエンジニアは、過去のプロジェクトで使用した部品、あるいはそれ以上に、サプライヤーが在庫しているものに頼ってしまう傾向があります。このようなアプローチでは、異なる用途には異なる解決策が必要であるという現実を見過ごしています。
ガイド用途におけるベアリングとブッシングを比較する際、最適な性能を発揮するソリューションを決定するのは、5つの相互に関連する要因です。ブッシングが最も適している用途や、ローリングエレメント設計が優れている場所を理解するには、それぞれの基準を特定の使用環境に照らして検討する必要があります。
ガイドブッシング選定の5つの重要な要因
以下の評価基準は、すべてのガイドブッシング選定の根幹を成します。いずれか一つの要因が他の要因より常に優先されるわけではなく、むしろ、アプリケーション固有の要求条件の組み合わせが適切なソリューションを示しています。
- 荷重容量の要件: ガイドシステムはどの程度の力を吸収できる必要がありますか?停止期間中の静的荷重と、高速で繰り返す動作中の動的荷重の両方を検討してください。異なるブッシングの種類や素材は、径方向荷重、軸方向荷重、モーメント荷重に対してそれぞれ効率が異なります。重いスタンピング作業では高い耐荷重性能が求められますが、軽負荷用途では他の要因を優先する場合もあります。
- 速度およびサイクルレート: 作業にはどのようなストローク速度と毎分何回のサイクルが必要ですか?毎分200ストロークを超える高速プログレッシブダイは、低速のトランスファーダイ作業とは異なる摩擦および発熱の課題を生じます。毎分50サイクルで優れた性能を発揮するブッシングでも、毎分500サイクルでは早期に故障する可能性があります。
- 精度および許容差の要件: 位置精度の要求はどの程度厳密ですか?いくつかの用途では数ミル(0.025mm程度)の変動を許容できますが、他の用途ではサブマイクロメートルレベルの再現性が求められます。ガイドシステムは、熱サイクルや長時間の生産運転を通じて一貫してこれらの許容差を維持できなければなりません。
- 環境条件: ガイド部品はどのような汚染物質、温度、および運転条件下で使用されますか?プレス加工環境では、金属の切粉、潤滑剤ミスト、温度変動などが発生しやすく、それぞれのブッシングタイプに特有の負荷がかかります。空調管理された施設内では完璧に機能するソリューションでも、粉塵の多い製造現場では性能を発揮できない場合があります。
- メンテナンス要件とアクセス性: 実際にどの程度のメンテナンスが可能ですか?定期的な潤滑が必要なブッシングやベアリングもあれば、メンテナンスフリーで動作するものもあります。理想的なメンテナンス計画だけでなく、現場のチームが実際に一貫して実行できる内容を検討してください。
運転条件が選定に与える影響
経験豊富な金型製造業者が理解しているのは、状況がすべてを決定するということです。ある用途では優れた結果を出すボールベアリングガイドでも、別の用途では性能が低下する可能性があります。同様に、一見古 outdated に見えるプレーンブッシングでも、適切な条件下では洗練された代替品よりも優れた性能を発揮することがよくあります。
鍵は正直な評価にあります。自らの用途を検討する際には、必要以上の要件を設定したり、実際に必要でない仕様を追求したりする誘惑に負けないでください。年間10万サイクルで稼働する金型と、1,000万サイクル稼働する金型では、根本的に要求される性能が異なります。ガイドの選定を、理論上の条件ではなく実際の運転条件に合わせることで、過剰な支出も性能不足も防ぐことができます。
所有総コスト(TCO)は特に注目すべき点です。初期購入価格だけでは、実際の費用の一部しかわかりません。設置の複雑さ、メンテナンス作業工数、交換頻度、そして予期せぬダウンタイムによる生産コストも考慮に入れてください。6か月ごとに交換が必要な低価格のブッシングは、3年間使用できる高品質な製品よりも、結果的にはるかに高額になる可能性があります。
これらの評価基準を設定することで、マーケティング上の主張ではなく、各ガイドブッシングの長所に基づいた適切な評価が可能になります。以下のセクションでは、高速精密用途向けのボールベアリングガイドから始め、主要なカテゴリごとに詳しく検討していきます。
高速精密用途のボールベアリングガイドブッシング
アプリケーションで高いスピードが要求され、かつ精度を犠牲にしたくない場合、ボールベアリングガイドブッシングが明らかに最適な選択となります。これらの高精度部品はダイセットの高サイクル動作における取り扱いを一変させ、単純なスライド面では到底達成できない性能を発揮します。
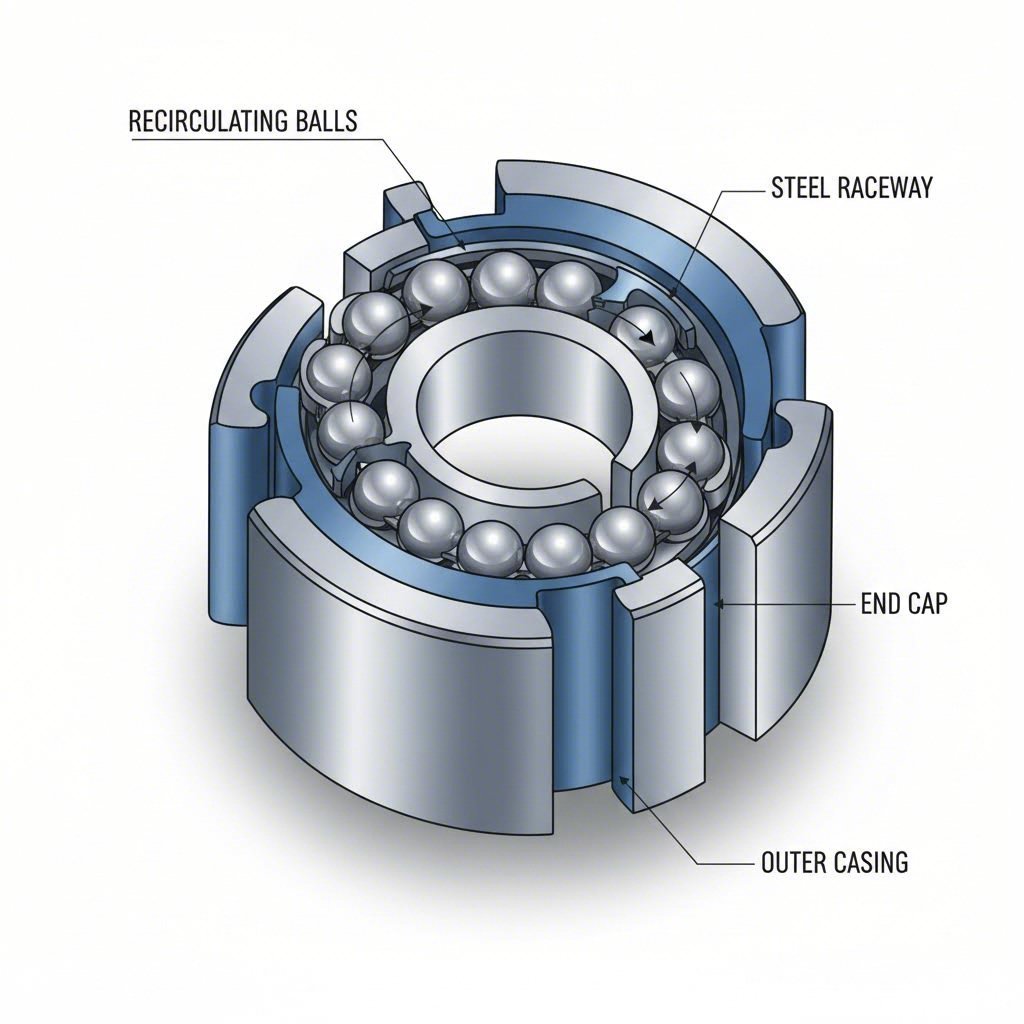
ガイドシステム内部のボールベアリング技術は実際にどのような働きをしているのでしょうか?表面同士が互いに滑るプレーンブッシングとは異なり、ボールブッシングベアリングは循環トラックに配置された小さなボールベアリングという転動体を使用して、動きを支え案内します。この接触メカニズムにおける根本的な違いにより、摩擦、熱、摩耗の挙動に関するあらゆる側面が変化します。
ボールベアリングが卓越した性能を発揮する場合
ガイド用途におけるボールベアリングの目的は、一つの重要な利点に集中しています。それは「転動接触によって摺動摩擦を排除できる」ことです。ボールベアリングのボールが焼入れされた軌道面の間で転がるとき、二つの面が互いに滑る場合に生じる摩擦と比べて、そのごく一部の摩擦しか発生しません。この差は高速域で特に顕著になります。
毎分300ストロークでダイを運転することを想像してみてください。プレーンブッシングでは、金属同士の接触により各サイクルごとに著しい熱が発生します。この熱エネルギーは蓄積され、膨張を引き起こし、アライメント精度の低下を招きます。ボールベアリングガイドはこの問題を完全に回避します。転がり摩擦は極めて少ない熱しか発生させないため、長時間の高速運転中でもガイドシステムが厳しい公差を維持できます。
高精度性能は熱的安定性を超えて広がります。高品質のボールブッシュアセンブリは非常に狭いクリアランスを実現し、その値はミル単位ではなくマイクロメートル単位で測定されることがよくあります。これは、特に位置再現性が重要な高精度部品を製造するプログレッシブダイにおいて、直接的に優れた部品品質につながります。
ボールベアリングガイドの最適な用途
工具用途におけるボールベアリングの使用目的を理解することで、最大の価値を発揮する場面を特定できます。次のいずれかの条件で作業を行う場合、ボールベアリングガイドの導入を検討してください:
- 毎分150〜200ストローク以上で運転されるプログレッシブ金型 従来の単純な代替品では摩擦熱が問題となる状況
- 高精度プレス加工 量産にわたりサブミリメートル級の位置再現性が求められる場合
- 長時間にわたる生産サイクル 数百万ストロークにわたり一貫した性能が発揮され、初期投資額が高くなっても正当化される用途
- 重い衝撃や打撃条件ではなく、滑らかで一定の負荷がかかるアプリケーション 重い衝撃や打撃条件ではない場合
- 清浄または管理された環境 汚染を効果的に管理できる環境
プログレッシブ金型工程は特にボールベアリング技術の恩恵を受ける。このような金型では複数の成形工程を通じて正確な位置合わせが要求され、ストリップが進むにつれて位置ずれが累積する。ローリングエレメントガイドの優れた再現性により、最初の工程から最後の工程まで品質を維持することができる。
ボールベアリングシステムの長所と短所
すべてのガイドソリューションにはトレードオフが伴います。ボールベアリングシステムは適切な条件下で優れた性能を発揮しますが、常に他の選択肢より優れているわけではありません。以下に正直な評価を示します。
利点
- 著しく低い摩擦: 転がり接触により、すべり接触に比べて摩擦係数が80〜90%低減され、過熱することなくより高速なサイクルが可能になります
- 達成可能な速度が向上: プレーンブushingが数時間で破損してしまうような速度でも連続運転が可能に設計されています
- 寿命が長い 適切な条件(清浄な環境、適切なプリロード、十分な潤滑)のもとでは、ボールベアリングガイドは従来のプレーンタイプの代替品よりも大幅に長寿命です
- 優れた位置決め精度: 極めて小さなすきまおよび一貫した転がり動作により、ストロークごとに優れた再現性を実現します
- 潤滑要件の低減: 多くの設計では、メンテナンス要件を低減するシールド式の事前潤滑部品が採用されています
欠点
- 初期投資が大きい: 高精度ボールベアリング装置は、同等の単純なブッシュよりも通常3〜5倍高価です
- 汚染に対する感度: 小型のボールベアリングや高精度の転動面は、金属片、ほこり、破片による損傷を受けやすく、たった一つの粒子でも早期故障の原因となる可能性があります
- 取り付け位置の正確さの重要性: ボールベアリングガイドは取り付け時の正確な位置合わせを必要とし、単純なブッシュであれば許容されるようなわずかな不揃いも、ベアリングの急速な劣化を引き起こす可能性があります
- 設置の複雑さ: 適切なプリロード調整および位置合わせの確認には、単なるスリーブブッシュを取り付ける場合よりも高い技術と時間が要求されます
- 衝撃荷重への耐性の限界: 衝撃荷重は転動体および転動面に損傷を与える可能性があり、そのためこれらのガイドは大型の打ち抜きや穴あけ作業には適していません
この決定は、通常、ガイド技術を実際の運転条件に合わせることに帰着します。ボールベアリングガイドは、比較的清浄な環境で高速かつ高精度が要求される用途において、その高コストを正当化できます。しかし、汚染が避けられない場合や衝撃負荷が主となる場合には、その利点は低下し、コストプレミアムを正当化することが難しくなります。
選択肢を検討中の工場にとって、次に当然浮かぶ疑問は、スリーブ式ガイドブッシュがどのような場合に適しているかということです。これには、現代の高精度設計されたスリーブブッシュが、厳しいスタンピング金型の要件に対応するためにどのように進化してきたかを理解する必要があります。
スタンピング金型の卓越性のための高精度スリーブ式ガイドブッシュ
ボールベアリングガイドは高速用途で主流ですが、プレス金型の作業の大多数においては、高精度な平面用ガイドブushingが依然として主力のソリューションです。一見単純に見えるこれらの部品は、厳密な基準に基づいて設計された場合、多くの技術者が認識している以上に幅広い条件下で優れた性能を発揮します。
現代の金属ブushingが数十年前の基本的なスリーブブushingと本質的に異なる点は何でしょうか?その答えは、製造精度、材料科学、そして洗練された設計にあります。今日の平面用ガイドブushingは単なる円筒形のチューブではなく、ローリングエレメント式の代替品に匹敵する公差で機械加工された精密部品なのです。
なぜ平面用ガイドブushingがプレス金型で優れているのか
スタンピング環境を考えてみてください:金属の切りくずが飛び散り、潤滑剤のミストが空中に漂い、シフト間で温度が変動し、たまにはスラグがきれいに排出されないこともあります。これが製造現場の現実です。そしてまさにこのような環境において、プレーンブッシングはその性能を発揮します。
小さな転動体と狭いレースウェイを持つボールベアリング装置とは異なり、よく設計されたフランジ付きブッシングでは、汚染物質が隠れる場所がなく、損傷を引き起こすことがありません。高精度ボールベアリングを破壊してしまうような粒子も、ブッシングでは単に拭き取られるか、柔らかいブッシング素材に無害に埋め込まれるだけです。この汚染物質に対する耐性こそが、実際の使用条件下での信頼性につながっています。
プレーンマシンブッシングのコンパクト設計には、もう一つの実用的な利点があります。スペースの制約で選択肢が限られる場合でも、スリーブ式ガイドは同等の耐荷重性能を持つボールベアリングアセンブリに比べて、大幅に小さい径方向スペースしか必要としません。これは、ステーション間隔が狭いプログレッシブダイや、既存のダイ形状に大きなガイド部品を収容できない改造現場において特に重要です。
高性能プレーンブッシングの背後にある技術
すべてのプレーンブッシングが同じ性能を発揮するわけではありません。汎用品部品と高精度設計されたガイドブッシングの違いは、いくつかの重要な要因に起因しています。
まず、寸法精度についてです。高品質のプレーンブッシングは、内径および外径の公差がマイクロメートル単位で達成されるよう研削およびホーニング加工されています。この高精度によりガイドポストとの間で一貫したクリアランスが確保され、ガタつきを最小限に抑えながらも摺動抵抗による固着を防ぎます。大量生産されたプラスチック製ブッシングと高精度に機械加工された金属製ブッシングの違いをイメージしてください。見た目は似ていても、その性能には大きな差があります。
次に、表面仕上げの品質です。適切に仕上げられた内面は滑らかで均一な摺動面を提供し、潤滑剤の均等な分布と予測可能な摩耗パターンを促進します。先進的な仕上げ技術によって作られる微細な表面テクスチャは、重負荷時でも潤滑膜を保持することができます。
第三に、材料の選定です。現代の平軸受は、特定の使用条件に合わせて設計された特殊合金、エンジニアリングポリマー、および複合材料を活用しています。正確な穴位置決めのためのドリル軸受であれ、調整可能な位置決めのためのネジ付き軸受であれ、適切な材料の選択により、摩耗抵抗性、摩擦特性、および荷重容量のバランスが最適化されます。
ステンピング用途においては、軸受フランジの設計に特に注意を払う必要があります。適切に設計されたフランジ付き軸受は、追加の締結具なしで軸方向の保持を可能にし、取り付け時のアライメントを簡素化でき、潤滑溝や汚染防止シールなどの機能を統合することもできます。これらの統合された設計要素により、組立の複雑さが低減されるとともに性能が向上します。
軸受の品質をOEM基準に適合させる
経験豊富な金型製造業者が理解している現実があります。ガイドブッシングの品質は、それを生み出す製造プロセスの質にしかなり得ないということです。何千個もの部品にわたって生産工程が一貫して維持できなければ、図面上の厳密な公差も意味をなしません。
このような状況において、認証規格は単なるマーケティング上のチェック項目ではなく、真に意味を持つものになります。たとえば、IATF 16949 認証は、自動車サプライチェーン部品に特化した厳しい品質管理要件を定めています。この規格に基づいて運営する製造業者は、統計的プロセス制御、欠陥防止システム、そして連続改善プロトコルを実証しなければならず、承認用に提出されたサンプルだけでなく、すべてのブッシングが仕様を満たしていることを保証します。
ガイドブッシングの精度が部品品質に直接影響する自動車プレス成形用途では、IATF 16949 認証を取得したサプライヤーとの提携が 紹興 ガイド部品が金型に必要な厳しい公差を満たしていることを保証します。高度なCAEシミュレーション機能により、鋼材の切削前に金型設計を検証し、ガイドシステムに潜在する問題を早期に発見できるため、修正コストを高価なレベルになる前におさえられます。
利点
- 低い初期費用: プレーンブッシュは同等のボールベアリングアセンブリと比べて通常60〜80%安価であり、他のツーリング改善に予算を回すことが可能になります
- 優れた汚染耐性: スタンピング環境に避けられないチップ、粉塵、および破片の混入に対して寛容です
- 簡単な取り付け: 精密ボールベアリングガイドの位置合わせよりも、プレスフィットまたはスリップフィット取り付けは熟練度と時間が少なくて済みます
- 自己潤滑タイプのオプションあり: 複合素材や含浸材質により、外部からの潤滑が全く不要になります
- コンパクトな外形寸法: 同等の荷重定格において、ボールベアリングタイプの代替品よりも小さい径方向寸法です
- 衝撃荷重耐力: ブランキングおよびピアッシング作業で一般的な衝撃荷重に対してより高い許容範囲
欠点
- 極端な速度における摩擦の増加: スライド接触はローリング接触よりも多くの摩擦と熱を発生させるため、実用的なサイクルレートが制限される
- 適切な潤滑計画が必要: ほとんどのプレーンブッシュは最長寿命を得るために継続的な潤滑剤供給を必要とする。潤滑が怠られると摩耗が著しく加速する
- 摩耗は避けられない: 最高品質のプレーンブッシュでも徐々に摩耗が進行し、最終的には交換または調整が必要になる
- 速度制限: ボールベアリングの摩擦低減効果が極めて重要となる高回転用途には不適
結論は?プレーンガイドブッシングは、ほとんどのスタンピング金型用途において最適な選択肢です。認定サプライヤーが厳しい公差で製造すれば、工具に求められる精度を実現するとともに、汚染抵抗性、取り付けの簡便さ、総所有コストという点で実用的な利点を提供します。
さらに高い汚染耐性や腐食性環境での使用を必要とする用途では、ブロンズ製プレーンブッシングが長年にわたって実証された信頼性を提供し、独自の素材上の利点を探求する価値があります。

中程度の負荷用途に適した信頼性の高いブロンズ製プレーンブッシング
場合によっては、最新のものではなく従来のものが最良の解決策であることがあります。ブロンズブッシングは回転およびスライド機械を何世紀にもわたり支えてきました。そして現代のスタンピング工程でも依然として確固たる地位を占めています。過酷な条件下でも継続的なメンテナンスを必要とせずに動作するベアリングブッシュが必要であれば、ブロンズは真剣に検討すべき存在です。
なぜこの古代の合金はこれほど耐久性があるのでしょうか?ブロンズは、銅の優れた熱伝導性とスズの硬度向上効果を組み合わせており、自然に摩耗に抵抗し、効果的に熱を放散し、時間とともに有益な表面特性を発展させるブッシュ軸受材料を形成します。これらは単なる理論上の利点ではなく、過酷な使用条件でも信頼性が高く、予測可能な性能として現れます。
伝統的な信頼性のためのブロンズブッシング
ブロンズの機械的特性は、ガイドブッシング用途に特に適しています。 according to 業界分析 ブロンズブッシングは、物理的摩耗に耐える高い硬度、重負荷下での優れた圧縮強度、および酸化皮膜の形成による自然な耐食性を備えています。
機械用ブッシュの内部で運転中に何が起こるかを考えてください。摺動面では摩擦が発生し、その結果として熱が発生します。青銅(ブロンズ)は優れた熱伝導性を持つため、接触部から熱を効率的に逃がすことができ、熱伝導性の低い材料で見られるような熱の蓄積および摩耗の加速を防ぎます。この自然な放熱特性は、連続生産サイクルで稼働する金型において特に重要です。
青銅特有の低摩擦係数により、鋼と鋼の接触に比べてエネルギー損失が減少し、潤滑の必要性も低減されます。長期間使用することで、青銅製の軸受面は実際に性能向上します。つまり、使用とともに磨かれ、加工硬化した層が形成され、性能が高まるのです。この「ならし」の特性により、ブッシングは初期使用後に新品時よりも優れた性能を発揮することがよくあります。
青銅合金にはいくつかの組成があり、それぞれ特定の条件に最適化されています。
- スズ青銅合金: 優れた耐腐食性と機械加工性を備えた中程度の硬さで、汎用用途に最適です
- 鉛含有錫青銅: 中程度の荷重を受ける平ブッシュ用に、機械加工性と耐摩耗性を向上
- アルミニウムブロンズ: 重荷重かつ腐食性環境向けの超高強度および耐腐食性
- リン青銅: 精密機械用途における優れた耐摩耗性および耐疲労性
- グラファイト含有青銅: 高温または潤滑が困難な状況においてメンテナンスを低減する自己潤滑特性
青銅が現代の代替材料を上回る場合
青銅製ブッシュはすべての用途に適しているわけではありませんが、特定の条件下では一見優れた代替品よりも性能を発揮します。こうした状況を理解することで、素材と用途を賢くマッチさせることが可能になります
重いブランキングダイにおけるバレルブッシュの適用を検討してください。各ストロークでは、パンチが材料に接触する際に大きな衝撃荷重が加わります。ボールベアリングはその点接触の転動体により、繰り返しの衝撃荷重下でレースウェイに損傷を受ける可能性があります。一方、ブロンズはその面接触による分散負荷と本質的な靭性によって、劣化することなくこれらの衝撃を吸収します。
汚染された環境は、ブロンズが優れた性能を発揮する別の状況です。金属片、潤滑剤の分解生成物、周囲のほこりが避けられないスタンピング作業において、ブロンズの寛容な性質は、精密ボールベアリングアセンブリで汚染が引き起こすような破滅的な故障を防ぎます。小さなボールベアリングを破壊してしまうような粒子も、柔らかいブロンズの母体に埋め込まれるか、あるいは運転中に押しのけられるだけです。
自己潤滑性ブロンズ製品、特にグラファイト含浸およびオイル含浸タイプは、従来のブロンズが持つ制限の一つを解決します。これらのカーボンベアリングブッシュ代替品は材料自体から継続的に潤滑を行うため、外部からの潤滑が必要なくなるか、その頻度を大幅に減らすことができます。潤滑へのアクセスが困難な用途や清潔な動作が求められる環境において、これらの自己潤滑性素材は、ブロンズの信頼性を維持しつつ、メンテナンス負担を低減します。
利点
- 実績のあるトラックレコード: 海事から航空宇宙、自動車製造に至るまで、何世紀にもわたる産業での成功した実績
- 優れた熱散: 優れた熱伝導性により、他の材料で摩耗を加速させる熱の蓄積を防ぎます
- カスタム対応が可能な機械加工: ブロンズは加工が容易であるため、特別な工具を使わずに正確なフィッティングとカスタマイズが可能です
- 標準的な用途では費用対効果に優れています: 高精度ボールベアリングの代替品と比較して、材料費および製造コストが低くなっています
- 自然な耐腐食性: 過酷な環境下で劣化を防ぐ保護性酸化層を形成します
- 衝撃荷重耐性: ローリングエレメントベアリングを損傷するような衝撃および振動荷重に対応可能
- 自己潤滑タイプのオプションあり: グラファイトプラグ式および油含浸式の配合により、メンテナンス要件が大幅に低減されます
欠点
- 代替品より重く ブロンズの密度はアルミニウムや複合素材オプションと比較して重量を増加させるため、重量を重視する用途では検討事項となります
- 速度性能に制限あり: スライディング摩擦はローリング接触よりも高速域でより多くの熱を発生させるため、実用的な速度が制限されます
- 定期的な潤滑が必要: 標準的なブロンズ製品は最適な性能と寿命を得るために定期的な潤滑剤補給を必要とします
- 徐々な摩耗は避けられません: すべての摺動接触面は時間の経過とともに摩耗し、最終的には交換または調整が必要になります
ブロンズブッシュは、低速のダイス用途、大きな衝撃荷重がかかる作業、および汚染のため精密ベアリングが実用的でない環境に最適です。特に毎分100ストローク未満で運転されるダイス、より重い荷重を伴うトランスファーダイス作業、および保守資源が限られている生産環境に適しています。
ブロンズ製であっても潤滑の必要性が過剰に思われる場合、自己潤滑性複合材ブッシュは新たな選択肢を提供します。外部潤滑を完全に不要としながらも、信頼性の高いガイド性能を維持します。
低メンテナンス運用のための自己潤滑性複合材ブッシュ
潤滑スケジュールを完全に排除できるとしたらどうでしょうか?保守アクセスが困難な運用環境や、潤滑剤の汚染が問題となる場面では、自己潤滑性複合ブッシングが洗練された解決策を提供します。これらの先進的な部品は、従来のブッシング保守の概念を一変させるものです。
自己潤滑構成におけるブッシングの機能を理解することで、優れたエンジニアリングが働いていることがわかります。外部からの潤滑剤供給に頼るのではなく、これらの複合材料はその構造内部に直接潤滑材が埋め込まれています。ブッシングが作動する際、微細な量の潤滑剤が摺動面へと移行し、保守担当チームによる何らかの介入なしに保護膜を維持します。
複合ブッシングによる潤滑トラブルの排除
自己潤滑ブッシュの技術はメーカーおよび用途によって異なりますが、基本的な概念は一貫しています。固体潤滑剤(通常はPTFE、黒鉛、二硫化モリブデン、または独自のブレンド)がベースとなる母材に組み込まれます。このプラスチック製ブッシュ材料または金属-ポリマー複合材料は、部品の使用期間中にわたり継続的に潤滑剤を放出します。
では、自己潤滑式のブッシュはどのように機能するのでしょうか?ブッシュ構造内に多数の微細な潤滑剤貯蔵部が分布している様子を想像してください。負荷と動きにより、これらの貯蔵部から機械的作用と熱的効果の両方によって軸受面へ潤滑剤が供給されます。その結果、メンテナンススケジュールが完全に守られなくても一貫した潤滑が実現します。
このような埋め込み式潤滑剤方式には、メンテナンス低減以上のいくつかの実用的な利点があります:
- 摩擦特性の一貫性: メンテナンス間隔の間に潤滑油が枯渇する可能性のある外部潤滑ブッシュとは異なり、自己潤滑複合材は使用期間中に安定した摩擦係数を維持します
- 清潔な作業環境: 過剰な潤滑剤がないため、垂れることもなく、加工物が汚染されることも、生産現場が汚れることもありません
- 在庫管理の簡素化: 潤滑剤の選定や在庫保管が不要になるため、調達業務の複雑さが軽減されます
- 環境への配慮向上: 潤滑剤の廃棄処理の問題や、こぼれによる汚染リスクがありません
自己潤滑タイプが適している用途
すべての用途で自己潤滑技術の恩恵が同じように得られるわけではありません。特定の環境でブッシュがどのような用途に使われているかを理解することで、これらの部品が最大の価値を発揮する場所を特定できます
食品グレードの製造環境では、その適用が明らかです。潤滑油の汚染が製品の安全性を損なう可能性がある場合、自己潤滑ブッシングはリスクを完全に排除します。多くの複合材料は、偶発的な食品接触に対するFDA適合性を満たしており、食品包装用金型や食品加工機器部品の製造に適しています。
クリーンルーム隣接の作業も同様にメリットがあります。プレス加工工程が完全なクリーンルーム規格を必要としない場合でも、電子機器、医療機器、半導体装置向け部品の製造には汚染管理が求められます。自己潤滑ガイドは、感度の高い後工程で使用される部品への潤滑剤の移行を防ぎます。
潤滑へのアクセスが物理的に困難な用途も検討してください。複雑な形状の金型、狭いスペースに配置されたガイド、または潤滑油が急速に劣化する高温領域などは、すべてメンテナンス上の課題を引き起こします。このような状況でブッシングは何に使われるのかという問いに対して、自己潤滑性複合材料は、メンテナンスフリーでの信頼性で応えます。
間欠運転もまた、非常に効果的な使用例です。長期間停止している装置では、潤滑油の移動や劣化が発生する可能性があります。自己潤滑性ブッシングは運転スケジュールに関わらず潤滑機能を維持するため、数日または数週間の停止後でも確実に起動できます。
利点
- 大幅に短縮されたメンテナンス間隔: 多くの自己潤滑性ブッシングは、その耐用期間中を通じてメンテナンスフリーで動作します
- 清潔な作業環境: 潤滑剤による汚染が許容されない、あるいは問題となる用途に最適です
- 優れた汚染抵抗性: 固体潤滑剤は、油膜のように冷却液で洗い流されたり、異物によって性能が損なわれることはありません。
- 一貫したパフォーマンス: 摩擦特性は、潤滑状態に応じて変動するのではなく、安定したまま維持されます。
- 簡素化された物流: 潤滑剤の選定、在庫管理、廃棄処理の必要がありません。
- 耐腐食性: 多くの複合材料は、金属部品を劣化させる化学薬品や水分に対して耐性があります。
欠点
- 温度制限: ポリマー系複合材料の使用温度上限は、配合により通常250~500°F程度ですが、これを超えると摩耗が加速し、破損の原因となる可能性があります。
- 荷重容量の制約: 自己潤滑性複合材料は、一般的に同じサイズのブロンズや鋼製ブッシュよりも高い荷重能力を持つことはできません。
- 単価が高い: 高度な複合材料は基本的なブロンズよりコストがかかりますが、メンテナンスの削減により所有総コストでは有利になることが多いです。
- 高速走行能力の制限: 高速での発熱は、一部の複合材料の熱容量を超える可能性があります
- 材料の適合性に関する考慮事項: 環境中に存在する特定の化学物質や潤滑剤と反応する可能性がある複合材料もあります
ブッシュが使用条件に適切に選定された場合、どのような働きをするでしょうか?それは長年にわたり問題のない運用を提供します。自己潤滑性複合材は、メンテナンス低減がコストプレミアムを正当化する中負荷・中速度用途に特に優れています。汚染への感受性やアクセス制限により従来の潤滑が非現実的な状況ではなおさらです。
最小のスペースで最大の荷重能力を求める用途に対しては、ニードルベアリングガイドシステムがガイドブッシュの課題に対するもう一つの解決策を提供します。
高負荷要求向けニードルベアリングガイドシステム
ボールベアリングの性能が必要だが、径方向のスペースが確保できない場合はどうすればよいでしょうか?あるいは、使用可能な空間内で従来の転動体では要求荷重に対応できない場合は?そのような場合に登場するのがニードルベアリングガイドシステムです。標準的な選択肢では不十分な用途に特化したソリューションです。
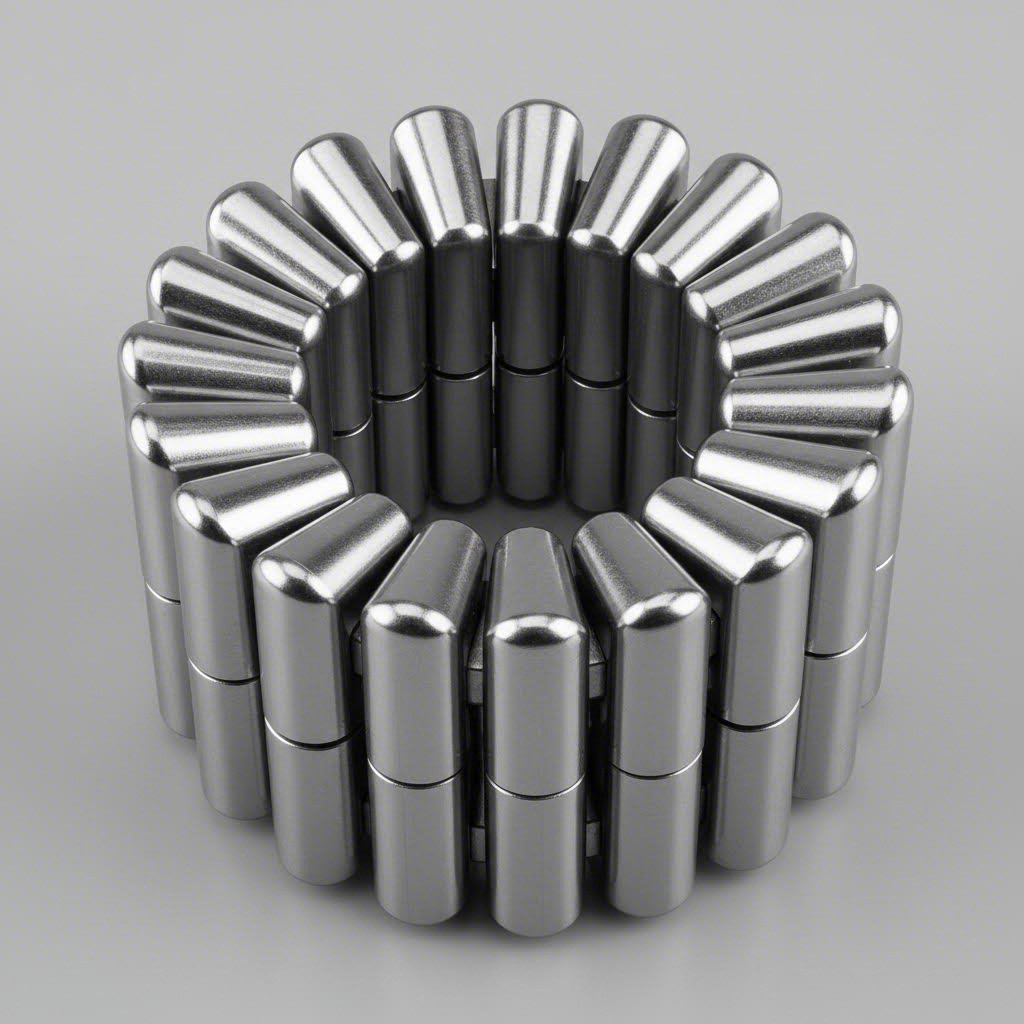
ニードルベアリングとボールベアリングの設計を比較すると、その違いはすぐに明らかになります。球状の転動体の代わりに、ニードルベアリングは長さと直径の比率が通常4:1を超える細長い円筒形ローラーを使用します。この形状により、径方向の空間のわずかなミリ単位にもはるかに大きな荷重耐性を実現できます。
極限の負荷用途向けニードルベアリング
物理的な観点から考えてみましょう。平軸受やボール軸受は、相手側の接触面に対して比較的狭い領域で接触します。ボールの場合は点、軸表面の場合は細い線です。一方、ニードルローラーはその全長にわたって延びた線接触を形成します。このように分散された接触により、荷重が広い範囲に分散され、応力集中が低減し、より高い荷重定格が可能になります。
実用的な結果は何でしょうか?ニードルベアリング・ブッシングは、同じスペースを占めるボールベアリング装置と比べて、2〜3倍の径方向荷重を支えることができます。従来のガイドシステムが限界に達する可能性があるような、強力なプレス加工において、この耐荷重性能の優位性は極めて重要になります。
往復運動する用途では、特にニードルローラー軸受の技術が有利です。連続回転を好むボール軸受とは異なり、ニードル軸受は多くのダイ金型用途に見られる前後運動を許容し、他の転がり軸受設計で生じやすい摩耗パターンを発生させることなく動作します。ローラーブッシュ構造はこうした部分回転サイクルに対応しつつ、転がり接触による低摩擦特性を維持します。
ラジアル荷重とスラスト荷重が同時に作用する複合荷重条件も、ニードル軸受が得意とする分野です。特定の軸受ブッシュ構成では、スラスト面や角度付きローラー配置を組み合わせており、複雑な荷重の組み合わせを制御できます。金型で発生する力が複数の方向に同時作用する場合、こうした一体型設計によりガイドシステムの構造を簡素化できます。
狭小空間でのコンパクトな高負荷性能
スペースの制約は、多くのニードルベアリング選定を決定する要因です。ステーション間が狭いプログレッシブダイ、既存のダイシャーへの改造適用、または他のコンポーネントによって使用可能な空間が制限される設計では、ニードルベアリングが持つ優れた高出力密度がメリットとなります。
荷重解析の結果、50mmの内径を持つボールベアリングアセンブリが必要だが、利用可能な半径方向のスペースは35mmしかない状況を想定してください。ニードルベアリングブッシュなら、より小さい外径サイズで同等の荷重容量を実現できる可能性があり、解決困難な設計課題を単純な仕様選定に変えることができます。
大型のパンチングや成形工程では、大きな力が発生し、軽量グライドシステムでは対応が難しい場合があります。材料のせん断時に発生する集中荷重は、標準的なボールベアリングガイドが許容できる範囲を超えることがあり、早期疲労を引き起こす恐れがあります。ニードルベアリングの高い荷重定格は、こうした過酷な用途に必要な余力を提供します。
利点
- サイズに対する卓越した荷重容量: 同等の内径を持つボールベアリングの2〜3倍のラジアル荷重容量を持ち、重荷重下でのコンパクトな設計を可能にします
- 往復運動に最適です: ボールベアリングよりも部分回転および往復運動に優れた耐性を持ち、典型的なダイストロークパターンに理想的です
- 複合荷重を効果的に処理できます: ラジアル荷重と軸方向荷重を同時に管理できる構成が利用可能で、別個のスラストベアリングは不要です
- コンパクトなラジアル外径: 薄型断面により、大型のボールベアリングアセンブリでは設置できない場所にも適合し、取り付けスペースの制約がある場合の課題を解決します
- 高剛性: 複数の線接触により、点接触タイプと比較して荷重時のたわみが少なく、より剛性の高いガイドシステムを実現します
欠点
- 最も高価な選択肢です: 高精度な製造工程が必要なため高価格となっています。ボールベアリングや単純なブッシュとの比較で著しく高くなることが予想されます
- 正確な取り付け位置の調整が必要です: ニードルローラーはボールに比べて取り付け誤差に対して許容範囲が狭く、わずかな角度の誤差でも摩耗が早まり寿命が短くなります
- 汚染に敏感です: ローラーとレース間のすきまが狭いため、針状ころ軸受は異物による損傷を受けやすく、ボール軸受以上にその影響が出やすい場合があります
- 取り付けが複雑です: 適切な組み立てには専門知識が必要であり、多くの場合特定の工具を要します。不適切な取り付けは早期の破損を引き起こします
- 速度性能に制限あり: ころ軸受であるにもかかわらず、ローラーの動的特性により、同等のボール軸受設計に比べて一般的に使用回転速度の許容値は低くなります
- 潤滑が極めて重要です: 一貫性があり適切な潤滑が必要です。潤滑不足による故障は急速かつ重大な形で発生します
ニードルベアリングガイドシステムは、特定のニッチな分野で使用されます。ほとんどのスタンピング用途には適していませんが、最小限のスペースで最大の荷重容量が必要な場合には、他のベアリングブッシュでは対応できない問題を解決できます。大型のスタンピング金型、空間が限られたプログレッシブツール、そして厳しい往復荷重がかかる用途などは、すべてニードルベアリングが有効な可能性があります。
主要なガイドブッシュのカテゴリをすべて検討した今、それぞれの選択肢を直接比較し、特定の性能特性を貴社の用途要件に照らし合わせる準備が整いました。
ガイドブッシュ選定の完全比較表
各ガイドブッシュカテゴリについて詳しく検討してきましたが、次にそれらを横並びで確認しましょう。ブッシュとベアリングの選択肢の違いを評価する際、包括的な比較フレームワークを使うことで複雑さを整理し、特定の状況に最も適したソリューションを見極めることができます。
以下の表は、これまでに説明したすべての内容を実用的なリファレンスツールとしてまとめたものです。新しい金型の部品仕様を決定する場合でも、既存システムのトラブルシューティングを行う場合でも、これらの比較情報が意思決定を適切にサポートします。
並べて比較する性能評価
ベアリングとブッシュの違いを理解するには、複数の性能項目を同時に検討する必要があります。以下の表は、前述の重要な選定基準に基づいて、これまでに検討したすべての選択肢を比較したものです。
この比較表を読む際には、「ブッシュとベアリング」は二者択一ではないことを忘れないでください。それぞれのカテゴリは特定の条件下で優れた性能を発揮します。あなたの役割は、それらの強みをアプリケーションの要求に適切にマッチさせることです。
| ガイドタイプ | 耐荷重 | 速度適性 | 高精度加工能力 | 汚染物質に対する耐性 | 維持 要求 | 相対的なコスト | 最適 な 応用 |
|---|---|---|---|---|---|---|---|
| 高精度プレーンブッシュ | 高い | 低~中程度(最大150SPMまで) | 高(精密加工による) | 優れた | 中程度(定期的な潤滑が必要) | 低価格 ($) | 一般的なスタンピング、トランスファーダイ、汚染された環境 |
| ボールベアリングガイド | 適度 | 非常に高い(300回以上/分) | 優れた | 不良 | 低い(密閉設計) | 高価格($$$) | 高速プログレッシブ金型、精密スタンピング |
| ブロンズ製プレーンブッシュ | 高い | 低い(100回/分未満) | 中程度から高程度 | 優れた | 中程度(定期的な潤滑が必要) | 低価格 ($) | 大型ブランキング、衝撃負荷、腐食性環境 |
| 自己潤滑複合材料 | 低~中程度 | 低~中程度 | 適度 | 良好 | 非常に低い(メンテナンス不要) | 中程度($$) | 食品グレード対応、清浄な作業環境、アクセスが困難な場所 |
| ニードルベアリングガイド | 高い | 適度 | 優れた | 不良 | 高(重要な潤滑を要する) | 非常に高い ($$$$) | 重厚なスタンピング、スペースが限られ高負荷の用途 |
どの選択肢もすべてのカテゴリで優れているわけではないことに注意してください。ベアリングとブッシングの選択は常に使用目的にかかってきます。機械的な観点からブッシングとは摺動面のインターフェースであり、その摺動インターフェースがあなたの使用条件に適している場合、より高度な代替品よりもしばしば優れた性能を発揮します。
ガイドタイプを運転条件に合わせる
上記の性能比較は、各ガイドタイプがどのようなことができるかを示しています。次の表は視点を変え、アプリケーションのパラメータから出発して推奨されるソリューションを示します。
これは迅速な意思決定を支援するツールと考えてください。金型の種類、速度範囲、環境条件を特定し、対応する推奨ガイド技術を表から見つけてください。特定の状況におけるブッシングの機械的要件を理解することは、慣れたソリューションに安易に頼るよりも適切な選定につながります。
| ダイの種類 | サイクル速度範囲 | 動作環境 | 主な負荷 | 推奨ガイドソリューション |
|---|---|---|---|---|
| プログレッシブダイ | 200-400+ SPM | 清浄で、気候制御された環境 | 軽量〜中程度 | ボールベアリングガイド |
| プログレッシブダイ | 100-200 SPM | 標準生産フロア | 適度 | 高精度プレーンブッシュ |
| トランスファーダイ | 20-80 SPM | 重度の汚染 | 重負荷、衝撃負荷 | ブロンズ製プレーンブッシュ |
| ブランキングダイ | 50-150 ストローク/分 | 標準生産 | 大きな衝撃 | ブロンズまたは高精度プレーンブッシング |
| ヘビーフォーミング金型 | 20-60 ストローク/分 | 設置スペースが限られている | 非常に重い | ニードルベアリングガイド |
| 食品包装用金型 | 50-150 ストローク/分 | クリーンルーム隣接 | 軽量〜中程度 | 自己潤滑複合材料 |
| 医療部品用金型 | 100-250 ストローク/分 | 汚染に敏感 | ライト | 密封ボールベアリングまたは自己潤滑複合材 |
| 汎用ダイス | 100 SPM未満 | 一般的な工場環境 | 適度 | 高精度プレーンブッシュ |
設置およびアライメントに関する考慮事項
ベアリングとブッシングの違いは、作動性能にとどまらず、取り付け要件にも及びます。この要素は仕様決定時に見過ごされがちですが、所有コスト全体およびシステムの信頼性に大きな影響を与えます。
- プレーンブッシング(すべてのタイプ): 最も簡単な取り付け—圧入またはスリップフィットによる取付で、僅かな位置ずれしか許容しません。ローリングエレメント式の代替品では損傷するようなわずかな取り付け誤差にも耐えられます。一般的な取り付け時間:ガイドセットあたり15〜30分。
- ボールベアリングガイド: ガイドポストとブッシング穴の間で正確な平行取り付けが求められます。走行距離1インチあたり0.001インチを超える取り付け誤差は摩耗を早めます。最適な性能を得るには、多くの場合プリロード調整が必要です。一般的な取り付け時間:ガイドセットあたり45〜90分。
- ニードルベアリングガイド: 最も厳しい取り付け要件があります。専門的な組立技術を必要とし、多くの場合特定の工具が必要です。ボールベアリングよりも摺動部の誤差許容範囲が狭くなっています。不適切な取り付けは急速な摩耗や、場合によっては重大な故障を引き起こします。一般的な取り付け時間:ガイドセットあたり60〜120分。
リトロフィット用途では、これらの取り付け上の違いが特に重要になります。単純なブッシュからボールベアリングガイドへのアップグレードには、整列公差を確保および維持できるようにするための改造が必要になることがあります。逆に、問題を抱えるボールベアリングからの交換を高品質な単純ブッシュに変更することで、整列に関連する故障を解消でき、同時に構造の複雑さを低減できることがよくあります。
この包括的な比較フレームワークがあれば、仮定やサプライヤーの推奨事項に基づくのではなく、実際の運転条件に応じてガイドブッシュの選定を適切に行うことができます。

最終的な推奨事項とツーリングパートナーの選定
性能特性を評価し、負荷定格を比較し、主要なガイドブッシングの各カテゴリにおける汚染耐性を検討しました。次に重要な段階に進みます—その知識を、特定の用途に応じた確信を持った意思決定へと結びつけることです。ブッシングとボールベアリングの選択という問いは、体系的な評価プロセスを適用すれば、最終的に自ずとはっきりします。
成功したガイドブッシングの選定と高価な過ちとの違いは何でしょうか?それはほとんど、最も高価な選択肢を選ぶことでも、前回のプロジェクトでうまくいったものを真似ることでもありません。成功の鍵は、稼働条件を正直に評価し、それに適した技術と正確にマッチさせることにあります。それがどのように行えるか、具体的に見ていきましょう。
アプリケーションのニーズに基づいた意思決定ロードマップ
以下の五つのステップを順番に実行してください。それぞれのステップは前のステップに基づいており、特定のソリューションを採用する前に、要件全体像を包括的に把握することができます。ステップを急いだり飛ばしたりすると、仕様書上では問題ないように見えても、実際の生産では性能が発揮されないことがよくあります。
- 速度およびサイクル要件の定義: 毎分のストローク数(SPM)の目標値から始めましょう。毎分300回以上の高速プログレッシブダイを運転しているのか、それとも100SPM未満の中程度のトランスファーダイ工程なのかを確認します。この一つの要因だけで、選択肢が大きく絞られることがあります。ボールベアリングとブッシュの選択は、しばしばサイクル速度によって発生する摩擦熱を平面部が放熱できるかどうかにかかっています。現在の要件だけでなく、将来の需要も想定して文書化してください。将来を見据えた選定を行うことで、早期のアップグレードを防げます。
- 負荷条件の評価: ガイドシステムが吸収しなければならない力を計算してください。横向きの金型力による径負荷、垂直成分による推力負荷、およびオフセット力によるモーメント負荷を考慮してください。ブランキングやパンチング作業中の衝撃負荷も忘れないでください。このような衝撃負荷は定常状態の力の3倍以上になることがあります。衝撃を受けやすい重負荷用途では、ボールベアリングよりも平軸受またはニードルベアリングの方が適している場合が多いです。
- 環境要因を評価してください: 生産現場を新しい視点で歩いてみてください。実際に金型エリアにどれだけの汚染物質が入り込んでいるでしょうか?金属の切粉、潤滑剤ミスト、空中のほこり、温度変動など、すべてがガイドシステムの性能に影響を与えます。汚染レベルが高い場合、軸受とボールベアリングの比較は大きく変わります。粒子が数ヶ月以内にレースウェイを破壊してしまえば、ボールベアリングの摩擦低減という利点は意味を持たなくなります。
- メンテナンス能力を検討してください: メンテナンスプログラムが現実的に達成できる範囲について正直であることが重要です。正確な潤滑スケジュールや定期的なプリロード調整を必要とする高度なガイドシステムは、熟練した技術者と厳格な手順を必要とします。メンテナンス体制に余裕がない場合は、適切なケアがなければ劣化する高精度ボールベアリングよりも、自己潤滑性の複合材料や許容性の高いブロンズブushingの方が長期的に優れた結果をもたらす可能性があります。
- 所有総コストを算出してください: 初期購入価格だけでは全体像の一部しかわかりません。設置作業工数(ボールベアリングは平軸受の2〜3倍の設置時間を要する)、予想耐用年数にわたるメンテナンス費用、部品交換費用、そして何より重要なことに、予期せぬ停止による生産コストを考慮に入れてください。ライフサイクルコストを無視したブushingおよびベアリングに関するガイドは、不十分な助言となります。
ガイドブッシングの精度は、金型全体の設計精度を上回ることはありません。他の部分で緩い公差を許容しながら高価なボールベアリングガイドを指定しても、高価な不一致が生じ、利用できない性能にお金を無駄にすることになります。
アップグレードすべきタイミングと、ダウングレードすべきタイミング
リトロフィットのシナリオでは、独自の意思決定の機会が現れます。既存の工具で早期のガイド摩耗に関するトラブルシューティングを行っている場合やアップグレードを検討している場合、新規製作時とは異なり、ボールベアリングとブッシングの選定基準が変わる可能性があります。
次のような場合、プレーンブッシングからボールベアリングへのアップグレードを検討してください。
- 当初の仕様を超える生産速度の向上により、熱問題が発生している
- 下流工程での品質要求によって、精度要件が厳しくなった
- 初回設置以降、施設内の環境管理が改善された
- 保守メンテナンス体制が拡充され、より高度なシステムをサポートできるようになった
次のような場合、ボールベアリングから高品質なプレーンブッシングへの変更を検討してください。
- 密封対策を講じていても、汚染に関連するベアリングの故障が繰り返し発生しています。
- 古いダイシューズにおけるアライメントの問題が、ボールベアリングの摩耗を加速させています。
- 実際の生産速度は、当初想定されていたものよりも低くなっています。
- メンテナンス資源では、ボールベアリングに必要なケアを維持できません。
トランスミッション用途におけるピロットベアリングとブッシングの選択は、有用な類例となります。エンジニアたちはここでは理論的な優劣ではなく、実際の運転条件に基づいて選定します。同じ実用主義的アプローチを、プレス加工用ダイガイドにも適用してください。
適切な金型サプライヤーとの協業
経験豊富な金型メーカーが理解している現実は次のとおりです。ブッシングの用途は、単なる動作のガイドにとどまらず、パンチとダイのアライメント、ストリッパ機構、材料送りシステム、そして金型全体の構造的強度と統合されています。これらの相互関係を無視して、ガイドブッシングだけを個別に最適化しても、得られる成果は限定的になります。
この統合的視点から、ガイドブッシュの選定は金型製作時の後回しにされるべきではなく、金型設計段階で注意を払うべきであることがわかります。CAEシミュレーションツールを使用すれば、実際の作業負荷下でのガイドシステムの挙動を予測し、鋼材の切削を始める前に潜在的な問題を特定できます。適切な解析により、選択したガイド技術が特定の金型構造内で期待通りに機能することを検証できます。
公差が厳しく、生産量の多い自動車用スタンピング用途においては、このような包括的なアプローチを理解するサプライヤーと提携することで、計測可能な利点が得られます。 邵逸のIATF 16949認証取得済みスタンピング金型ソリューション 適切なガイドシステム仕様と高度なCAEシミュレーションを統合し、試作開始前に設計を検証しています。彼らの93%のファーストパス承認率は、ガイドブッシュの選定から完全な金型システムの最適化まで、一貫したエンジニアリング体制を反映しています。
高速精密向けにボールベアリングガイドを指定する場合でも、汚染環境向けに堅牢なプレーンブッシングを選択する場合でも、根本的な原則は常に同じです。ガイドブッシングの性能は、それを支える金型設計全体の質に左右されます。使用条件に応じて適切なガイドを選定し、適切な解析でその選択を検証し、ツールの優れた品質がすべての構成部品—スピンドルを保護するガイドブッシングを含め—への細心の注意を要することを理解しているサプライヤーと協力してください。
ボールベアリングとプレーンタイプのガイドブッシングに関するよくある質問
1. ブッシングとボールベアリングの違いは何ですか?
ブッシングは、シャフトの移動に対して滑らかな摺動面を提供する単純なスリーブであり、一方でボールベアリングはレースウェイ内に収められた転がり要素(ボール)を使用して摩擦を低減します。ブッシングは摺動接触に依存しており、汚染された環境、低速、衝撃負荷に適しています。ボールベアリングは摩擦を劇的に低減し(最大90%低減)、発熱が問題となる200SPMを超える高速用途に最適です。選択は、速度、負荷、環境、保守能力など、特定の使用条件によって決まります。
2. プラAINブッシングではなくボールベアリングガイドを使用すべき状況はどのようなときですか?
高速進行ダイを毎分150~200ストローク以上で運転する場合、千分の1インチ以下の位置再現性が要求される場合、清浄または制御された環境で使用する場合、また重い衝撃ではなく滑らかで一貫した荷重がかかる場合に、ボールベアリングガイドを選択してください。ボールベアリングは、優れた精度と低摩擦性能が長期間の生産サイクルにおいて初期コストの高さを正当化できる用途に最適です。ただし、汚染された環境、強い衝撃を伴うブランキング作業、または適切なアライメントが維持できない用途には適していません。
3. ブロンズブushingは他のガイド選択肢と比べてどのような利点がありますか?
ブロンズブushingは、何世紀にもわたる産業での成功した使用実績により、信頼性が実証されています。主な利点には、放熱のための優れた熱伝導性、保護酸化皮膜の形成による自然な耐食性、厚板のブランキングダイに適した優れた衝撃荷重耐性、およびカスタムフィットのための容易な機械加工性が含まれます。組み込みグラファイトを備えた自己潤滑性ブロンズ製品はメンテナンス頻度を低減します。ブロンズは100SPM以下の低速ダイ、避けられない汚染が発生する用途、および耐食性が求められる環境に最適です。主な制限は、現代の代替材料と比較した場合の重量および速度性能です。
4. ガイドブushingの総所有コスト(TCO)の算出方法は?
所有コストは購入価格にとどまらず、設置作業時間(ボールベアリングはプレーンブッシングに比べて2〜3倍の設置時間を要する)、耐用年数にわたるメンテナンス費用、部品交換費用、および予期せぬ停止による生産損失も含まれます。6か月ごとに交換が必要な低価格のブッシングは、3年間使用可能な高品質製品よりも総コストが高くなる可能性があります。保守担当チームの技術力を考慮してください。精密な潤滑管理を必要とする高度なボールベアリングシステムは、適切なメンテナンスが継続的に施されない場合、性能を十分に発揮できない可能性があります。IATF 16949認証取得済みのサプライヤーであるShaoyi社などは、精密製造により部品寿命を延ばし、総コストの削減に貢献します。
5. プレーンブッシングからボールベアリングガイドへ、金型を改造することは可能ですか?
はい、ただし改造には慎重な評価が必要です。生産速度が元の仕様を超え、熱的問題が生じたり、精度要求が厳しくなったり、環境管理が向上したり、メンテナンス体制が拡充された場合には、ボールベアリングへのアップグレードを検討してください。一方で、汚染に関連する故障が繰り返し発生する場合、古いダイシューズにおけるアライメントの問題により摩耗が加速している場合、実際の速度が予想よりも低い場合、またはメンテナンス資源が限られている場合には、ボールベアリングから高品質なプレーンブッシングへの変更を検討してください。常に、既存のダイの幾何学的構造が異なるガイド部品のサイズに対応可能であるか、および所定のアライメント公差が達成可能であるかを確認してください。