 Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —
Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —

Щанцоване на радиаторни носачи: Технически спецификации и тайни за възстановяване
Накратко
Производството на щамповани радиаторни подпори включва два отделни аспекта: индустриалния процес по формиране на дебели метални листове в структурни рами за превозни средства и избора на тези части за възстановяване или подобрение на автомобили. В производствения сектор този процес използва високотонажни преси (често 600–800 тона), за да оформят материали като 0,250-инчов алуминий или стоманa с прецизни допуски до +/– 0,010 инча. За мотоенусиастите изборът е между OEM стоманени щамповани подпори, които осигуряват фабрична твърдост и автентичност, и вторичния пазар на тръбни версии, проектирани за намаляване на теглото в състезателни приложения. Независимо дали проектирате сглобяването на камион от клас 8 или възстановявате класически Mustang, разбирането на механиката на щампирането и идентифицирането на датираните кодове е от решаващо значение за осигуряване на структурна цялост и стойност на превозното средство.
Механиката на производството: Как се изработват радиаторните подпори чрез штамповане
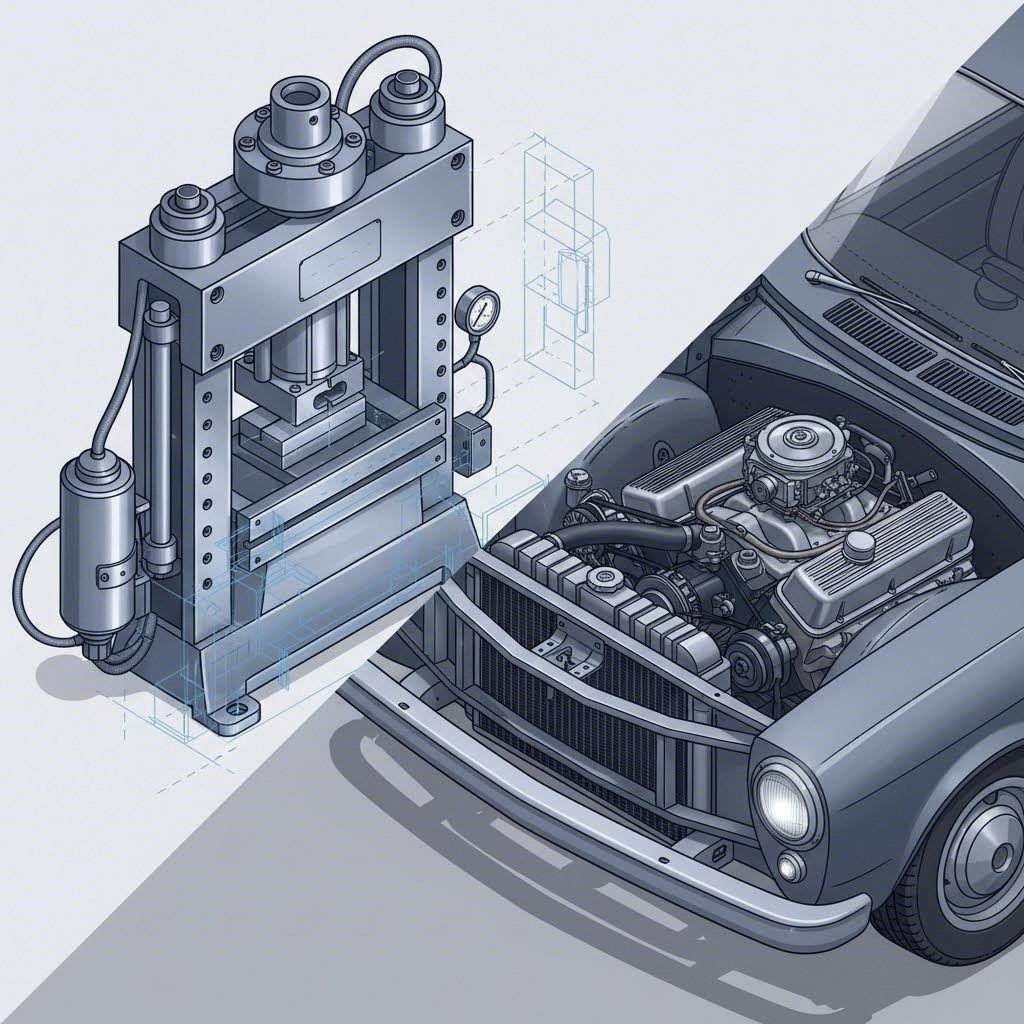
Производството на подпора за радиаторно ядро е постижение в тежката индустриална инженерия. За разлика от прости панели за купето, тези подпори са структурни компоненти, които трябва да носят теглото на радиатора, кондензатора и често — предната ламарина, като в същото време осигуряват строго подравняване на капака на двигателя и фендерите. Процесът започва с избора на материала, обикновено високопрочна стомана или алуминий с дебела скара. Например, при тежки приложения като товарни автомобили клас 8, производителите могат да използват алуминий с дебелина 0,250 инча, за да се постигне баланс между здравина и тегло.
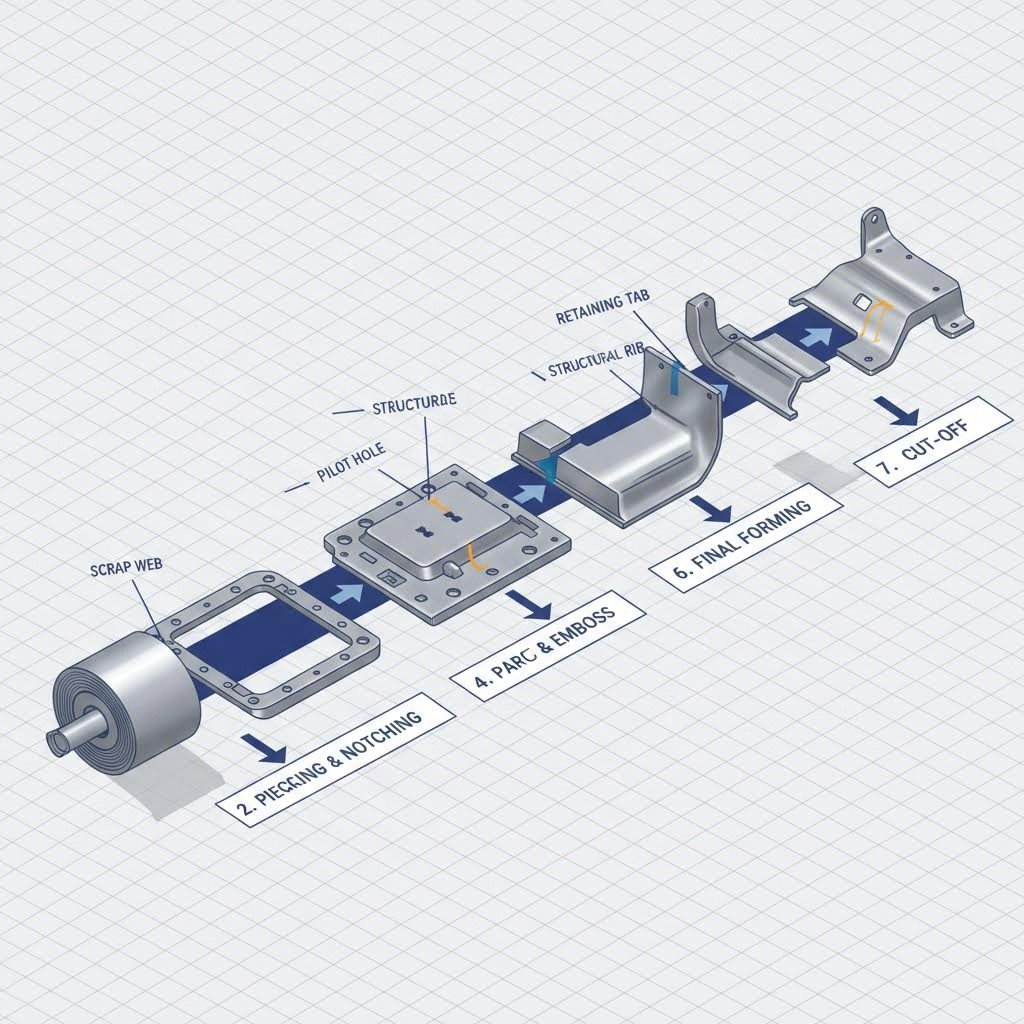
За да се получат тези здрави материали, производителите използват масивни хидравлични или механични преси. Данни от индустриални специалисти като Aranda Tooling сочат към използването на 800-тонни преси за щамповане на радиаторни рамки. Процесът често включва прогресивно щамповане с матрици, при което непрекъсната метална лента се подава през няколко станции. Всяка станция извършва определен рязане, огъване или пробиване, постепенно оформяйки равния лист в сложена триизмерна рамка. Този метод осигурява висока повтаряемост и ефективност, като е способен да произвежда над 15 000 единици годишно.
Точността е недоговаряща в този сектор. Опората на радиатора не е просто скоба; тя е отправна точка за целия преден край на автомобила. Водещите производители спазват строги стандарти за контрол на качеството, като поддържат допуски до +/- 0,254 мм. Това ниво на точност се постига чрез напреднали инструменти и вторични операции, като роботизирано заваряване, за сглобяване на множество штампани компоненти в единна, цялостна единица. За автомобилни компании, които търсят начин да преодолеят пропастта между бързо прототипиране и производство в големи серии, Shaoyi Metal Technology предлага прецизност, сертифицирана по IATF 16949. С възможности за пресоване до 600 тона — съпоставими с водещите отраслови стандарти — те доставят критични конструктивни компоненти като управляеми лостове и подрамки, като едновременно спазват глобалните спецификации на OEM производителите.
Компаниите като Regal Metal Products също използват големи размери на работното поле (до 60” x 168”), за да се приспособят към значителните габарити на подпорите за автомобилни сърцевини. Тези възможности позволяват производството на еднолистови штамповки или сложни сглобявания, които включват точки за монтиране на системи за окачване и охлаждане, осигурявайки съответствието на детайла с високите изисквания на съвременните автомобилни производствени линии.
Штамовани стоманени срещу тръбни подпори: Сравнение по производителност
За автомобилния ентусиаст, изразът „штамовани радиаторни подпори“ често означава момент на избор: дали да се задържи фабричната штамована стоманена част или да се надгради към тръбен алтернатив? Този избор принципно променя характера на превозното средство, влияейки върху всичко – от разпределението на теглото до ефективността на охлаждането.
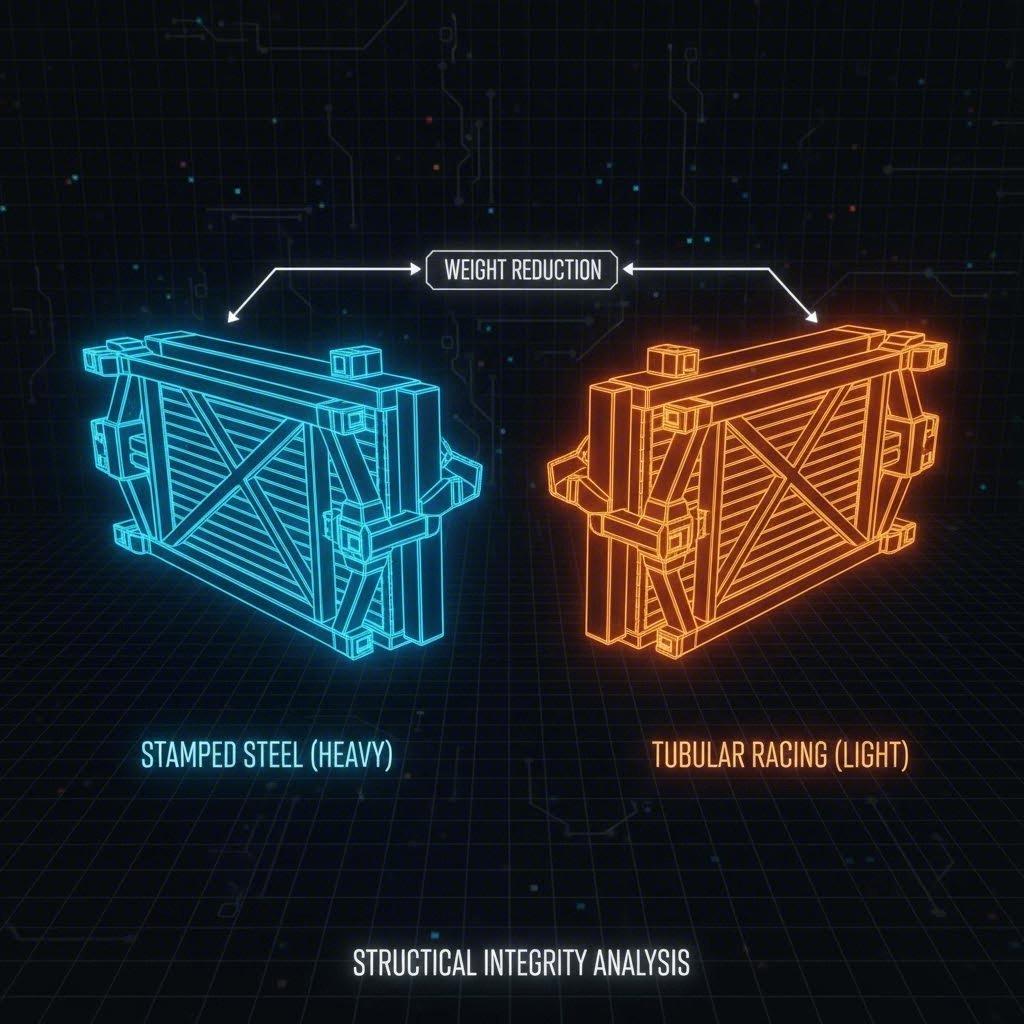
OEM штамовани стоманени подпори са стандарт за възстановяване и улични коли. Произвеждани чрез методите с тежки преси, описани по-горе, тези части са проектирани да огъват и абсорбират енергия по време на сблъсък, като по този начин предпазват шасито. Те предлагат точно фабрично прилягане, предварително пробити отвори за кабелни свързващи системи и точки за монтиране на оригинални аксесоари като бутилки за препарат за стъкла и клаксони. Въпреки това, те са тежки и могат да ограничават въздушния поток към радиатора поради масивната им плътна конструкция.
Тръбни и хромомолибденови подпори като тези от Rhodes Custom Auto, са предпочитаният избор за драг надбягвания и пистови приложения. Изработени от леки тръби (често 4130 хроммоли), тези подпори могат да отслабят значително теглото — често спестявайки 10 до 20 паунда от носа на колата, където това има най-голямо значение. Отворената им конструкция максимизира въздушния поток към радиатора, което е важно предимство за високопроизводителни двигатели. Компромисът обикновено е в по-ниската огъваща устойчивост при ежедневна употреба и липсата на точки за монтиране на стандартни аксесоари, което ги прави по-малко подходящи за напълно оборудвана улична кола.
| Характеристики | OEM штампана стомана | Следпазарски тръбни / хроммоли |
|---|---|---|
| Основна употреба | Реставрация, ежедневно шофиране, ремонт след катастрофа | Драг надбягване, пистова дейност, професионално турне |
| Материал | Штампан листов метал (стомана/алуминий) | Заварени тръби (мека стомана или хроммоли) |
| Тегло | Тежък (стандартно фабрично тегло) | Лек (спестяване от 10-20 паунда) |
| Въздушен поток | Ограничено (цели панели блокират въздуха) | Максимален (с отворен дизайн) |
| Монтаж | Директно монтиране с фабрични аксесоари | Може да изисква модификация за аксесоарите |
Възстановяване и автентичност: Дешифриране на датите по подпорите на радиатора
В света на възстановяването на класически коли, особено за Mustangs, Chevelles и Camaros, табелките с дати върху подпорите на радиатора са ключът към потвърждение на автентичността. Съдии за автентичност и сериозни колекционери търсят конкретни дати и кодове на производителя, за да определят дали колата все още има оригиналните ламарини или е била ремонтирана с резервни части.
На превозни средства като класическия Ford Mustang, датата е изключително трудно да се намери, но е от съществено значение за оценка на състезания. Ентусиастите на Concours Mustang Forum отбелязват, че тези дати често се намират под държача на батерията или зад напречната подпора. Типична дата от производствената линия може да бъде във вида на код с дата (напр. "4/14/64"), съответстващ с датата на производство на превозното средство. Въпреки това, несъответствията тук са червени знамена. Дата, която показва "A 62" или подобни формати, които не са дата, често показва Ремонтна Резервна Части —компонент, монтиран от дилъра или кузовен сервиз след катастрофа, вместо на фабричната производствена линия.
Декодирането на тези клейма изисква добър поглед. При възстановяването на Chevrolet, кодовете за датата могат да се появят на горната плоча близо до ключалката на капака или на страничната част на двигателя на подпората. Форматът обикновено следва структура Месец/Седмица/Ден. Освен самите знаци, методът на закрепване е показателен признак. Заводските подпори обикновено са точково заварени с високотокови индустриални съпротивителни заваръчни апарати, което оставя малки, прецизни вдлъбнатини. Подменените подпори често са заварени чрез отвори (MIG заваряване през пробити дупки), ясен визуален индикатор, че историята на "штамповани радиаторни подпори" на този автомобил включва ремонт след катастрофа.
Предизвикателства при монтажа и центровката
Замяната на штампирана радиаторна подпора не е проста операция с винтове; това е структурна хирургия, която определя подравняването на целия преден панел. Тъй като подпората свързва левия и десния вътрешен фендери, тя определя правилната форма на моторното отделение. Често срещан проблем при штампирани заместващи части от трети производител е лекото отклонение в размерите. Дори отклонение от няколко милиметра може да доведе до лоши зазорини на капака или несъосност на фендерите.
Успешната инсталация започва с подготвителни дейности. Повечето заместващи штампирани подпори пристигат с черно покритие EDP (Електро-депозитен грунд). Въпреки че това предпазва от ръжда по време на транспортиране, то трябва да бъде захабено или премахнато в точките за заваряване, за да се осигури правилно залепване. Опитните реставратори препоръчват „сухо пробване“ на целия преден край — фендерите, капака и решетката — преди окончателно заваряване на новата подпора. Това позволява корекции в отворите за монтиране или добавяне на шайби.
За онези, които поправят старинно превозно средство, запазването на оригиналния номер VIN (често намиран върху радиаторната подпора при определени модели) е юридически и икономически важно изискване. Ако подпората е ръждясала, но отбелязаната зона е непокътната, някои възстановявачи избират да трансплантират оригиналния отбелязан участък в новата подпора, макар че това изисква висококвалифицирани умения по обработка на метал, за да остане невидимо.
Често задавани въпроси
1. Може ли да се кара без радиаторна подпора?
Не, експлоатацията без радиаторна подпора е силно небезопасна и механически рискована. Този компонент прави повече от просто задържане на радиатора; осигурява структурна твърдост на предната част на превозното средство, свързвайки рамните греди и вътрешните фенерони. Без нея предната част може значително да се огъва, което води до разместване на корпусните панели и потенциално разхлабване на ключалката на капака. Освен това радиаторът няма да има сигурно закрепване, което ще доведе до вибрации, повреда на охлаждащите тръби и в крайна сметка до катастрофално прегряване или повреда на двигателя.
2. Какъв вид лепач се използва при ремонт на радиатори?
При ремонт на радиатори от бронз или мед, често срещани в превозни средства с по-стари штампирани носители, стандартни са определени оловно-калатени лепачи. Чести състави включват 40/60 (40% калай, 60% олово) или 30/70. Въпреки това, точността е от съществено значение; както се посочва в индустриални дискусии, прекомерната топлина или неподходящ материал могат да отслабят сърцевината. Съвременните алуминиеви радиатори с пластмасови резервоари, които се използват заедно с по-нови штампирани носители, обикновено не могат да бъдат лепени и изискват замяна на сърцевината или епоксидни патета за временни поправки.