 Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —
Малки порции, високи стандарти. Нашата услуга за бързо проектиране на прототипи прави валидацията по-бърза и лесна —

Щанцоване на лостове за чистачки на предното стъкло: Ръководство по инженерни аспекти и идентификация
Накратко
В контекста на автомобилните компоненти, штамповане на лостове за стъклопочистващи четки се отнася до две различни понятия: високоскоростния прогресивно щамповане на матрици производствен процес, използван за формиране на металната конструкция, и идентификационните кодове, нанесени върху лоста за проверка на частта. Съвременното производство в голяма степен е преминало от леене към штамповане, което позволява скорост на производство до 60 броя в минута с по-висока точност.
За собствениците на автомобили и тези, които възстановяват превозни средства, тези штамповани означения (като логотипи на производители като Trico или посочни индикатори като 55L/55R) са от решаващо значение за идентифициране на оригинални части и осигуряване на правилното им поставяне. Независимо дали търсите производител за масово производство или декодирате номер на старинна част, разбирането на процеса на штамповане е от ключово значение.
Производственият процес: Прогресивна штамповка с матрици
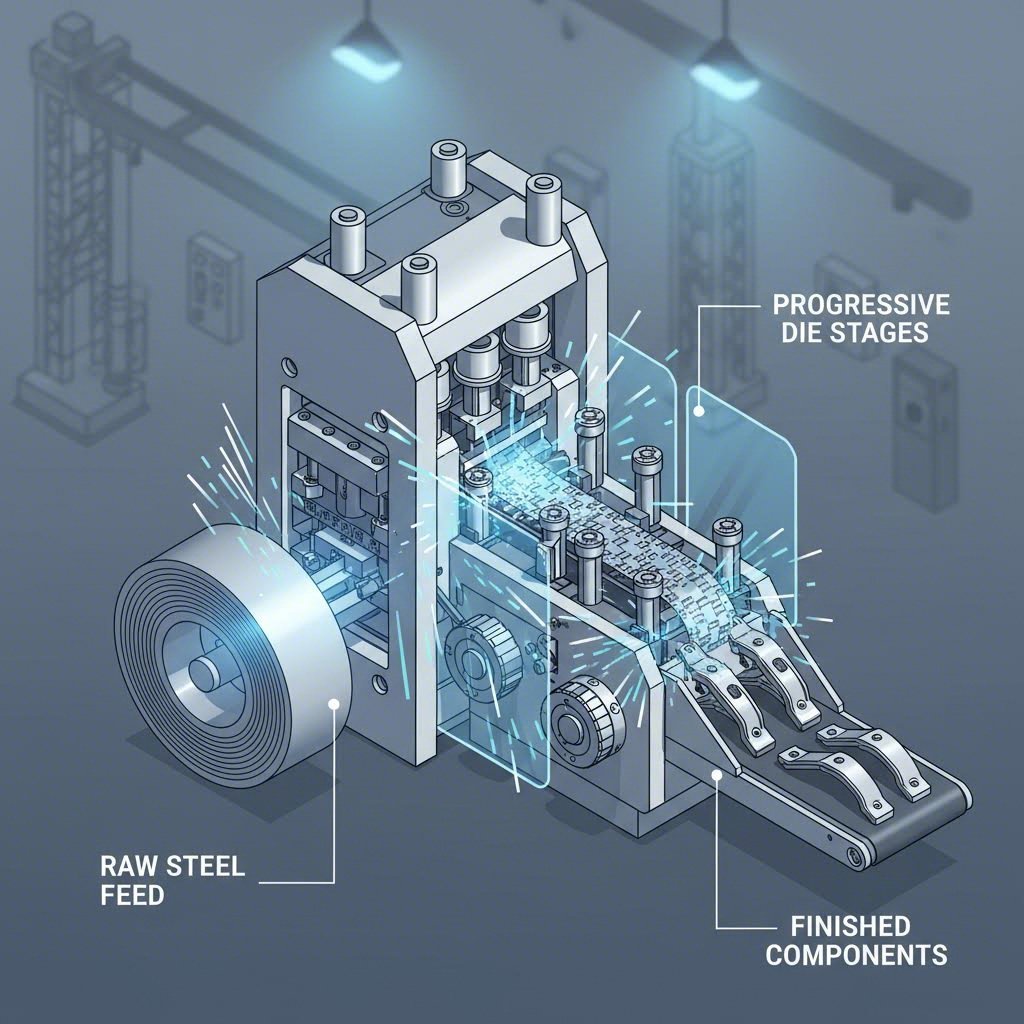
Производството на рамки за чистачки на предно стъкло е еволюирало значително, за да отговаря на изискванията на автомобилната индустрия. Традиционно много компоненти за чистачки се произвеждаха чрез леене на метал. Въпреки това, съвременното инженерство предпочита прогресивно щамповане на матрици , метод, при който равни метални рула се превръщат в сложни, здрави форми по непрекъсната последователност.
Този преход осигурява значителни печалби в ефективността. Според проучвания на практика в индустрията, като например тези на Пене , преминаването към щамповане с прогресивни матрици позволява на производителите да произвеждат до 60 рамки за чистачки в минута. За разлика от леенето, което често изисква вторична механична обработка за премахване на излишъчен материал или за гладко полиране на ръбовете, щампованите части излизат от пресата почти завършени. Процесът включва подаване на галванизирани стоманени или алуминиеви ленти в преса, където серия матрици изрязват, огъват и оформят металните скоби и канали с точност на микрони.
За автомобилни производители на оригинални части (OEM), нуждаещи се от такъв капацитет и прецизност, изборът на партньор със силни производствени възможности е от съществено значение. Комплексните штамповъчни решения на Shaoyi Metal Technology преодоляване на разликата между бързо прототипиране и производство в големи обеми, като се използва прецизност, сертифицирана по IATF 16949, и преси с мощност до 600 тона, за доставка на ключови компоненти, отговарящи на строгите глобални стандарти. Пресите с висока тонажна мощност гарантират, че дори дебелостенната стомана, използвана за здрави дворничета, запазва структурната си цялостност без метална умора.
Декодиране на маркировките върху дворничета: кодове и идентификация
За ентусиасти и механици терминът "маркировка" често се отнася до алфанумеричните кодове, нанесени върху металния лост. Тези маркировки не са само декоративни; те служат като основен начин за идентифициране на съвместимостта и автентичността, особено при възстановяването на класически автомобили.
Най-често срещаните клеймове посочват производителя и страната на монтаж. Например, общностите на притежатели на класически превозни средства често се препращат към специфични кодове като „55L“ (лява/шофьорска страна) и „55R“ (дясна/пътническа страна), които се намират от долната страна на рамото. Идентифицирането на тези марки е от решаващо значение, тъй като лявото и дясното дворникарско рамо често имат леки разлики в ъглите или дължината, които са неразличими с просто око, но са от съществено значение за качеството на почистване.
Освен това, оригиналните производителни (OEM) рамене, като тези произведени от Trico, често имат Клеймове за патент на Trico или специфични кодове за дати. Тези маркирики различават автентични OEM части от общи вторични пазарни заместители, които обикновено нямат детайлно клеймиране или използват опростени номера на части. При закупуването на заместващи части, проверете дали клеймираният тип на връзка „байонет“ или „хапка“ съвпада със спецификациите на вашия превозно средство, за да се избегнат механични повреди.
Повърхностна обработка: Боядисване и защита от корозия
Суровата шампирана стомана е изключително податлива на корозия, което изисква задълбочена повърхностна обработка веднага след формоването. В промишлени условия, лопатките на чистачките обикновено се покриват чрез електрофореза (Е-коут) или напудряване, за да се осигури дълготраен, устойчив на атмосферни влияния бариеер. Това покритие трябва да издържа на постоянно УФ-въздействие, влага и пътни соли, без да се лющи.
За хобистите, които възстановяват автомобили, запазването на това покритие е често срещан проблем. С течение на времето оригиналното покритие може да избледнее или да се напука, което води до ръжда, особено около шампираните шарнири. За ефективно възстановяване на шампираната лопатка на чистачка, трябва да премахнете старата боя, без да захабите идентификационните кодове. Използвайте наждак с фин абразив (около 400–600), за да захабите повърхността, след което я почистете внимателно с разтворител.
Нанасянето на висококачествена полу матова или матова черна боя е индустриалният стандарт за възстановяване на фабричния вид. Избягвайте дебели слоеве, които биха могли да запушат шампираните номера или пружинния механизъм. Детайлизирани уроци по темата се предлагат на платформи като GM-Trucks.com подчертайте значението на подготовката — ако не премахнете ръжда от штамповани фуги, новото боядисване ще започне да пъка в рамките на месеци.
Отстраняване на неизправности и поддръжка на штампосани лостове
Въпреки че штампосаните метални лостове са здрави, те не са имуни от механични повреди. Най-честата точка на повреда е при шлицовете — штампованите жлебове вътре в монтажното отвор, които хващат оста на предавателния механизъм на чистачката. Ако лостът на чистачка бъде принудително поставен или монтиран без правилния момент на затягане, тези меки метални шлицове могат да се скъсат, което води до плъзгане на лоста и невъзможност за движение на гумката, дори когато моторът работи.
Друг проблем е физическата деформация. Тъй като шампираната стомана има „памет“, огънатият лост понякога може да бъде изправен, но това изисква внимателно манипулиране. Използването на два ключа, за да се завърти лостът обратно в правилното положение, може да отстрани „вибрациите“ (когато четката подскача по стъклото), но прекомерното усилие може да счупи метала или да отслаби натягането на пружината. Ако вътрешната пружина — често закрепена към шампиран фланец — загуби натягане, четката няма да прилага достатъчно налягане върху предното стъкло и ще бъде неефективна, независимо колко нова е гуменият ръб.
Последни мисли за шампирането на лостове за чистачки
Разбирането на двойната роля на клеймоването — като високоточен производствен метод и като жизненоважна система за идентификация — осигурява предимство както за инженерите, така и за собствениците на превозни средства. За производителите преходът към прогресивно клеймоване представлява голям напредък в ефективността и последователността. За потребителите разчитането на клеймованите кодове върху лекарския лост може да означава разликата между перфектно възстановяване и разочароващ проблем със сглобяването. Независимо дали определяте серийно производство или възстановявате класически модел, детайлите клеймовани в метала разказват пълната история за произхода и функцията на дадената част.

Често задавани въпроси
1. Може ли лекарският лост да бъде покрит с прахово покритие?
Да, праховото покритие е превъзходна опция за лекарския лост, тъй като осигурява по-дебел и по-траен финал в сравнение с обикновеното разпръсквано боя. То е високостойко срещу откъртвания и UV щети. Въпреки това, трябва да се осигури, че покритието няма да пречи на шарнира на панта или да запълни зъбите на монтирането, което може да попречи на лоста да се монтира правилно върху превозното средство.
2. Да се съобразяваме. Как да идентифицирам типа ми ръка за изтривач?
За да разпознаете ръката на чистачката, потърсете печатни букви и цифри на долната или долната страна на ръката. Кодовете, завършващи на "L" или "R", обикновено показват ляво или дясно разположение. Освен това, проверете точката на свързване, където се закрепва острието; обичайните стилове на штампиране включват "Крак", "Байонет" или "Съдъчен щиф". Сравняването на тези марки с схемите на ОИМ е най-надеждният метод.
3. Да се съобразяваме. Каква е разликата между щамповани и отливени ръце за изтриване?
Стимулираните ръце на изтривача се формират от листова метала с помощта на преси с голям тонаж, което води до по-лека, по-равномерна част с гладка повърхност. Излитите ръце се правят чрез изливане на разтопен метал в форма, което може да доведе до по-тежък, по-крехък компонент, който може да изисква повече последваща обработка, за да изглади шевовете и несъвършенствата.