 ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —
ผลิตจำนวนน้อย แต่มีมาตรฐานสูง บริการสร้างต้นแบบอย่างรวดเร็วของเรามาพร้อมกับการตรวจสอบที่เร็วขึ้นและง่ายขึ้น —

เปิดเผยบริการตัดด้วยเลเซอร์: การกำหนดราคา วัสดุ และสิ่งที่ร้านต่างๆ ปิดบัง
บริการตัดด้วยเลเซอร์ทำอะไรได้บ้าง และทำไมจึงสำคัญ
คุณเคยสงสัยไหมว่าผู้ผลิตสร้างชิ้นส่วนโลหะที่มีรายละเอียดซับซ้อนอย่างเหลือเชื่อ หรือป้ายอะคริลิกที่เรียบเนียนสมบูรณ์แบบได้อย่างไร คำตอบอยู่ที่บริการตัดด้วยเลเซอร์—เทคโนโลยีที่กำลังปฏิวัติวิธีการแปรรูปวัสดุดิบให้กลายเป็นชิ้นส่วนที่มีความแม่นยำ ไม่ว่าคุณจะกำลังมองหาบริการตัดด้วยเลเซอร์ใกล้ฉัน หรือกำลังพิจารณาบริการตัดเลเซอร์ความแม่นยำสูงสำหรับโครงการที่ซับซ้อน การเข้าใจเทคโนโลยีนี้จะช่วยให้คุณควบคุมการตัดสินใจด้านการผลิตได้อย่างมีประสิทธิภาพ
แก่นแท้ของการตัดด้วยเลเซอร์คือการใช้ลำแสงที่มีความเข้มข้นและพลังงานสูงเพื่อตัด แกะสลัก หรือกัดวัสดุต่างๆ ด้วยความแม่นยำอย่างยิ่ง ลองนึกภาพการวาดภาพด้วยแสงที่ถูกโฟกัสไว้—แต่แสงนี้มีพลังมากพอที่จะละลายเหล็กได้ Cnc laser cutter รวมการควบคุมตัวเลขด้วยคอมพิวเตอร์เข้ากับเทคโนโลยีเลเซอร์ เพื่อดำเนินการตัดด้วยความแม่นยำสูงเป็นพิเศษ โดยเฉพาะเมื่อสร้างรูปร่างซับซ้อนและรูขนาดเล็ก
แสงเลเซอร์เปลี่ยนวัตถุดิบให้กลายเป็นชิ้นส่วนที่มีความแม่นยำได้อย่างไร
ลองนึกภาพแสงแดดที่สะท้อนผ่านแว่นขยายจนเผาใบไม้ไหม้ ตอนนี้จินตนาการต่อว่าความเข้มข้นนั้นเพิ่มขึ้นหลายพันเท่า นั่นคือสิ่งที่เกิดขึ้นในกระบวนการตัดด้วยเลเซอร์—แต่ด้วยความแม่นยำที่ควบคุมโดยคอมพิวเตอร์ ซึ่งมนุษย์ไม่สามารถทำได้ด้วยมือเปล่า
กระบวนการทำงานนี้ใช้หัวเลเซอร์ที่ประกอบด้วยเลนส์โฟกัสและหัวฉีด อุปกรณ์ชุดนี้จะรวมลำแสงที่มีความเข้มข้นสูงมากไว้บนพื้นผิวของชิ้นงาน เมื่อลำแสงที่โฟกัสแล้วสัมผัสกับวัสดุ ความหนาแน่นของความร้อน ณ จุดนั้นจะสูงมากจนทำให้วัสดุร้อนขึ้นอย่างรวดเร็ว และเกิดการระเหยบางส่วนหรือทั้งหมด
สิ่งที่ทำให้เทคโนโลยีนี้ทรงพลังอย่างแท้จริงคือระบบควบคุม CNC ซึ่งคำสั่งจากคอมพิวเตอร์ (เรียกว่า G-code) จะควบคุมการเคลื่อนไหวของหัวเลเซอร์บนพื้นผิวงาน โดยติดตามเส้นทางดีไซน์ของคุณด้วยความแม่นยำระดับไมโคร เมื่อก๊าซอัดไหลผ่านหัวฉีด จะทำหน้าที่สองอย่างพร้อมกัน คือ ช่วยระบายความร้อนเลนส์โฟกัส และขจัดวัสดุที่กลายเป็นไอออกจากเส้นตัด
วิทยาศาสตร์เบื้องหลังเทคโนโลยีการตัดด้วยแสง
ต่างจากการกลึงแบบดั้งเดิมที่นำวัสดุออกโดยการสัมผัสกับเครื่องมือตัด เทคโนโลยีการตัดด้วยเลเซอร์เป็นกระบวนการที่ไม่ต้องสัมผัสและใช้ความร้อนเป็นหลัก ความแตกต่างนี้มีความสำคัญในหลายด้าน:
- ไม่มีการสึกหรอของเครื่องมือ: ลำแสงเลเซอร์ไม่สึกหรอเหมือนเครื่องมือตัดแบบกายภาพ จึงรับประกันคุณภาพที่สม่ำเสมอตลอดการตัดหลายพันครั้ง
- แรงกระทำต่อวัสดุต่ำมาก: เนื่องจากไม่มีการสัมผัสกันโดยตรง จึงไม่มีแรงทางกลที่จะบิดเบี้ยวชิ้นส่วนของคุณ
- ความสามารถในการสร้างรายละเอียดซับซ้อน: ลำแสงที่ถูกโฟกัสสามารถสร้างรายละเอียดที่เครื่องมือทั่วไปทำไม่ได้
สำหรับผู้ที่กำลังศึกษาเกี่ยวกับอะคริลิก บริการตัดด้วยเลเซอร์หรือตัวเลือกการผลิตโลหะ เทคโนโลยีนี้มีความยืดหยุ่นสูง เทคโนโลยีพื้นฐานเดียวกันที่ใช้ตัดแผ่นเหล็กหนา สามารถสลักลวดลายตกแต่งบนไม้ได้อย่างประณีต หรือสร้างต้นแบบซับซ้อนจากพลาสติกวิศวกรรม
ทำไมสิ่งนี้ถึงสำคัญหากคุณกำลังมองหาโซลูชันการผลิต? ความเร็ว ความแม่นยำ และความยืดหยุ่น คือสิ่งที่กำหนดการตัดด้วยเลเซอร์ในยุคปัจจุบัน โครงการที่เคยต้องใช้หลายขั้นตอนการกลึงและงานตกแต่งเพิ่มเติมจำนวนมาก ปัจจุบันสามารถทำเสร็จได้ในขั้นตอนเดียว โดยมีขอบที่สะอาดพอสำหรับการประกอบทันที การเข้าใจพื้นฐานเหล่านี้จะช่วยให้คุณสื่อสารอย่างมีประสิทธิภาพกับผู้ให้บริการ และประเมินใบเสนอราคาได้อย่างมั่นใจ—ความรู้ที่คุณจะได้รับและพัฒนาต่อไปตลอดคู่มือนี้
อธิบายความแตกต่างระหว่างเทคโนโลยีเลเซอร์ CO2 กับเลเซอร์ไฟเบอร์
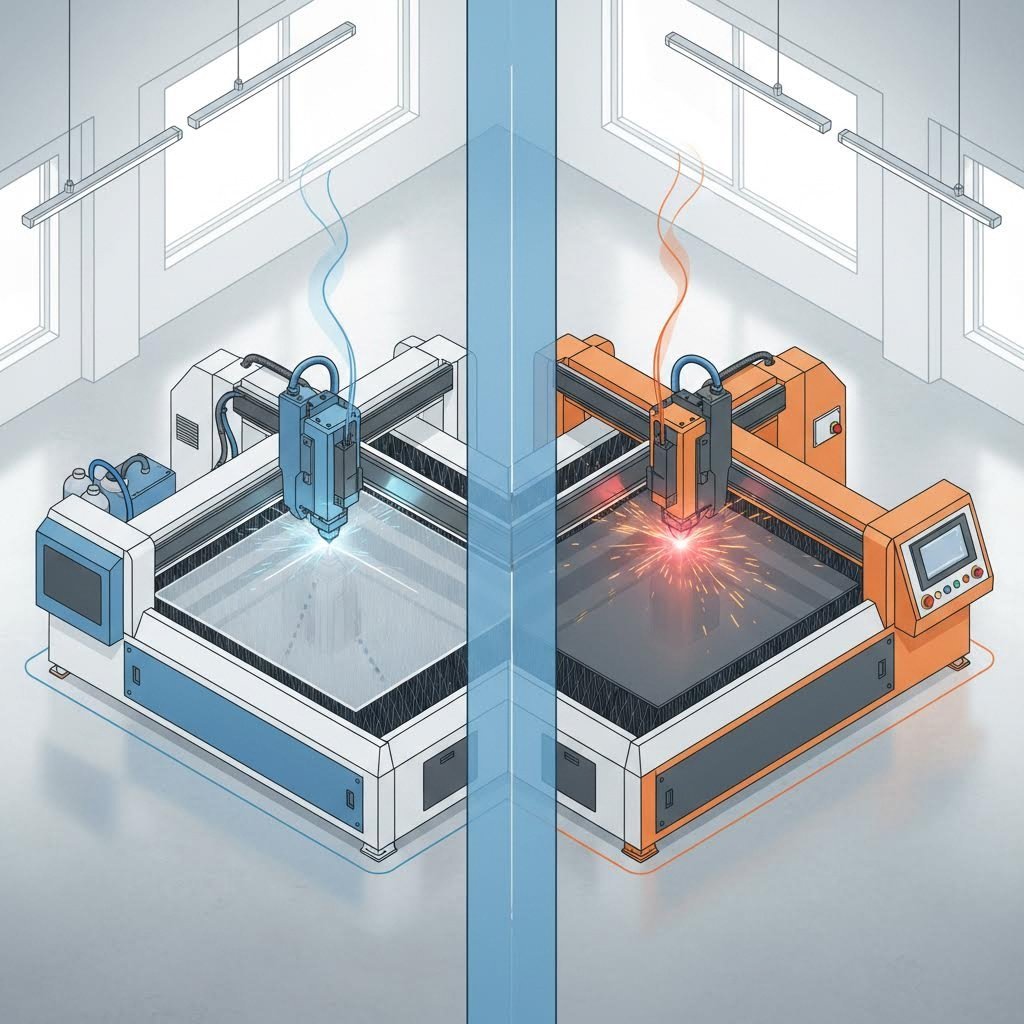
ไม่ใช่เลเซอร์ทุกตัวที่ถูกสร้างขึ้นมาเท่าเทียมกัน เมื่อคุณขอใบเสนอราคาจากบริการตัดด้วยเลเซอร์ การเข้าใจว่าเทคโนโลยีใดขับเคลื่อนเครื่องจักรนั้นจะส่งผลโดยตรงต่อคุณภาพ ต้นทุน และระยะเวลาในการดำเนินงานของโครงการคุณ มีอยู่สองเทคโนโลยีหลักที่ครองอุตสาหกรรม ได้แก่ เลเซอร์ CO2 และเลเซอร์ไฟเบอร์ ซึ่งแต่ละชนิดมีความโดดเด่นในงานประยุกต์ที่แตกต่างกันอย่างชัดเจน การรู้ความแตกต่างเหล่านี้จะช่วยให้คุณเลือกผู้ให้บริการที่เหมาะสมและหลีกเลี่ยงการจ่ายเงินสำหรับความสามารถที่ไม่ตรงกับความต้องการ
นี่คือความแตกต่างพื้นฐาน: เลเซอร์ CO2 ใช้การสร้างลำแสงจากก๊าซ ในขณะที่เลเซอร์ไฟเบอร์ใช้เทคโนโลยีสเตตของแข็ง ความแตกต่างที่ดูเหมือนเรียบง่ายนี้ ส่งผลให้เกิดลักษณะการทำงานที่แตกต่างกันอย่างมาก ซึ่งมีความสำคัญต่อความต้องการเฉพาะของโครงการคุณ
เลเซอร์ CO2 สำหรับวัสดุที่ไม่ใช่โลหะ
เครื่องตัดด้วยเลเซอร์ CO2 ได้ทำหน้าที่เป็นเครื่องจักรหลักในอุตสาหกรรมมาตั้งแต่ทศวรรษ 1960 ระบบเหล่านี้ใช้ก๊าซผสมระหว่างคาร์บอนไดออกไซด์ ไนโตรเจน และฮีเลียม เพื่อผลิตลำแสงเลเซอร์ที่ขับเคลื่อนด้วยไฟฟ้า เทคโนโลยีนี้ทำงานโดยการเหนี่ยวนำแสงผ่านหลอดที่บรรจุก๊าซไว้ โดยมีกระจกสะท้อนอยู่ที่ปลายทั้งสองด้าน—ด้านหนึ่งสะท้อนแสงได้เต็มที่ อีกด้านหนึ่งอนุญาตให้แสงผ่านบางส่วน การจัดเรียงกระจกเช่นนี้ทำให้คลื่นแสงสะสมความเข้มข้น ก่อนที่จะส่งลำแสงที่มีพลังไปยังพื้นผิวที่ต้องการตัด
อะไรทำให้เลเซอร์ CO2 พิเศษ? ความยาวคลื่น 10.6 µm ของมันถูกดูดซับได้อย่างเหมาะสมที่สุดโดย วัสดุอินทรีย์และวัสดุไม่ใช่โลหะ เมื่อคุณต้องการตัดอย่างแม่นยำบนแผ่นอะคริลิก ไม้ พลาสติก หนัง ผ้า หรือกระดาษ เลเซอร์ CO2 จะให้คุณภาพขอบที่เหนือกว่า บริการตัดแบบส่งไฟล์ตัดเอง (sendcutsend) ทางเลือกสำหรับอะคริลิก มักพึ่งพาเทคโนโลยี CO2 อย่างแม่นยำด้วยเหตุผลนี้
เลเซอร์ CO2 ทำงานได้ยอดเยี่ยมกับวัสดุเหล่านี้:
- พลาสติกและอะคริลิก: ให้ขอบเรียบเงา ไม่จำเป็นต้องตกแต่งเพิ่มเติม
- ไม้และไม้อัด: ตัดได้อย่างแม่นยำด้วยคราบไหม้ขั้นต่ำเมื่อมีการปรับเทียบอย่างเหมาะสม
- หนังและผ้า: ลวดลายซับซ้อนโดยไม่เป็นปุย
- กระดาษและกระดาษแข็ง: ดีไซน์รายละเอียดสำหรับบรรจุภัณฑ์และต้นแบบ
- ยางและไม้อ่อน: ชิ้นส่วนรองกันรั่วแบบกำหนดเองและของตกแต่ง
ข้อแลกเปลี่ยนคือ? ระบบ CO2 มีประสิทธิภาพเพียง 5-10% เท่านั้น โดยใช้ไฟฟ้ามากกว่า 10 ถึง 20 เท่าของพลังงานเลเซอร์ที่ปล่อยออกมา นอกจากนี้ยังต้องการการบำรุงรักษาบ่อยขึ้น และมีอายุการใช้งานที่สั้นกว่า—ปัจจัยเหล่านี้ส่งผลต่อราคาจากผู้ให้บริการในทุกภูมิภาค รวมถึงร้านตัดเลเซอร์ในซานโฮเซ
เลเซอร์ไฟเบอร์สำหรับความยอดเยี่ยมในการตัดโลหะ
เทคโนโลยีเลเซอร์ไฟเบอร์ถือเป็นรุ่นใหม่ของพลังการตัด เครื่องจักรเหล่านี้ใช้เส้นใยแก้วนำแสงเชิงกิจกรรมที่ผสมธาตุหายากอย่างอิตเทรียมเบียม เพื่อสร้างและขยายลำแสงเลเซอร์ จากนั้นพลังงานที่เข้มข้นจะถูกส่งผ่านเส้นใยนำทางไปยังหัวตัดโดยตรง—ไม่ต้องใช้กระจกสะท้อน ไม่ต้องใช้ส่วนผสมของก๊าซ
ผลลัพธ์พูดแทนตัวเองได้ การตาม ข้อมูลอุตสาหกรรม , เลเซอร์ไฟเบอร์ผลิตลำแสงที่มีความยาวคลื่นสั้นกว่า (1.064 µm) ซึ่งให้พลังการดูดซับที่สูงขึ้นบนพื้นผิวโลหะ ส่งผลให้มีประสิทธิภาพในการตัดโลหะสูงกว่าเครื่อง CO2 ที่มีความสามารถใกล้เคียงกันถึง 3 ถึง 5 เท่า
ทำไมผู้ประกอบการแปรรูปโลหะจึงชอบเลเซอร์ไฟเบอร์? พิจารณาข้อได้เปรียบเหล่านี้:
- การตัดโลหะที่เหนือกว่า: เหล็กกล้าคาร์บอน เหล็กสเตนเลส อลูมิเนียม ทองเหลือง ทองแดง และไทเทเนียม
- การจัดการวัสดุสะท้อนแสง: ตัดวัสดุที่ก่อให้เกิดปัญหาสำหรับระบบ CO2
- ประสิทธิภาพสูงขึ้น: ประสิทธิภาพการใช้พลังงานไฟฟ้ามากกว่า 90% เมื่อเทียบกับ 5-10% ของระบบ CO2
- ระยะเวลาใช้งานต่อ: อายุการใช้งานสูงสุดถึง 25,000 ชั่วโมง — นานกว่าอุปกรณ์ CO2 ประมาณ 10 เท่า
- การบํารุงรักษาที่ลดลง การออกแบบแบบโซลิดสเตตทำให้ไม่ต้องจัดการก๊าซและไม่ต้องปรับตำแหน่งกระจกสะท้อน
เมื่อค้นหาผู้เชี่ยวชาญด้านการตัดโลหะด้วยเลเซอร์ในซานโฮเซหรือพื้นที่อื่น ๆ ควรสอบถามว่าพวกเขาใช้อุปกรณ์เลเซอร์ไฟเบอร์ในการดำเนินโครงการโลหะของคุณหรือไม่ ความแตกต่างของเทคโนโลยีมีผลโดยตรงต่อคุณภาพของการตัดและการกำหนดราคา
การเปรียบเทียบเทคโนโลยีโดยตรง
การเลือกระหว่างเทคโนโลยีเหล่านี้จะชัดเจนยิ่งขึ้นเมื่อคุณดูรายละเอียดเปรียบเทียบกันแบบข้างต่อข้าง:
| ลักษณะเฉพาะ | เลเซอร์ co2 | ไลเซอร์ไฟเบอร์ |
|---|---|---|
| วัสดุดีที่สุด | อะคริลิก ไม้ พลาสติก หนัง ผ้า กระดาษ ยาง | เหล็ก, เหล็กกล้าไร้สนิม, อลูมิเนียม, ทองเหลือง, ทองแดง, ไทเทเนียม |
| ช่วงความหนาทั่วไป | ได้ความหนาสูงสุดถึง 20 มม. ขึ้นไปสำหรับโลหะ (พร้อมแก๊สเสริมออกซิเจน); เหมาะอย่างยิ่งสำหรับวัสดุที่ไม่ใช่โลหะ | เหมาะที่สุดสำหรับโลหะที่มีความหนาไม่เกิน 20 มม.; เครื่องจักรรุ่นใหม่สามารถทำงานได้สูงสุดถึง 2.25 นิ้ว |
| ความเร็วในการตัด | ช้ากว่าบนวัสดุโลหะ; แต่ให้ผลยอดเยี่ยมกับวัสดุไม่ใช่โลหะ | เร็วกว่า CO2 ถึง 3-5 เท่าบนวัสดุโลหะ |
| ประสิทธิภาพการใช้พลังงาน | 5-10% (การใช้พลังงานสูง) | มากกว่า 90% (สูญเสียพลังงานน้อยมาก) |
| อายุการใช้งาน | ประมาณ 2,500 ชั่วโมง | สูงสุดถึง 25,000 ชั่วโมง |
| ความต้องการในการบํารุงรักษา | ต้องปรับแนวกระจกเป็นประจำ เติมก๊าซ และบำรุงรักษามากขึ้น | แทบไม่ต้องดูแลรักษา ไม่ต้องใช้ก๊าซสิ้นเปลือง |
| ต้นทุนอุปกรณ์เริ่มต้น | ลงทุนครั้งแรกน้อยกว่า | สูงกว่า CO2 ที่มีค่าเทียบเท่า 5-10 เท่า |
| คุณภาพของรอยตัด | ยอดเยี่ยมสำหรับวัสดุหนาและวัสดุที่ไม่ใช่โลหะ | ความแม่นยำสูงกว่าบนวัสดุโลหะ |
การเลือกเทคโนโลยีที่เหมาะสม
ดังนั้นโครงการของคุณควรใช้เทคโนโลยีใด? คำตอบขึ้นอยู่กับวัสดุและความต้องการของคุณโดยตรง:
เลือกบริการเลเซอร์ CO2 เมื่อ:
- โครงการของคุณเกี่ยวข้องกับวัสดุที่ไม่ใช่โลหะ เช่น อะคริลิก ไม้ หรือพลาสติก
- คุณจำเป็นต้องตัดแผ่นโลหะหนา (10-20 มม. หรือมากกว่า) โดยใช้ออกซิเจนช่วย
- คุณภาพของขอบวัสดุอินทรีย์เป็นสิ่งสำคัญอันดับแรก
- ข้อจำกัดด้านงบประมาณทำให้ราคาต่อชิ้นงานที่ต่ำกว่ามีความสำคัญมากกว่าอายุการใช้งานของอุปกรณ์
เลือกบริการเลเซอร์ไฟเบอร์เมื่อ:
- โครงการของคุณต้องการตัดแผ่นโลหะ (เหล็กกล้าคาร์บอน สแตนเลส อลูมิเนียม)
- คุณกำลังทำงานกับโลหะสะท้อนแสง เช่น ทองเหลือง หรือทองแดง
- ความเร็วและความแม่นยำมีความสำคัญอย่างยิ่งต่อระยะเวลาการผลิตของคุณ
- ความทนทานที่สูงขึ้นต้องการเลเซอร์ไฟเบอร์ที่มีลำแสงแคบและมีเสถียรภาพมากกว่า
บริการตัดด้วยเลเซอร์ระดับมืออาชีพหลายแห่งใช้งานทั้งสองเทคโนโลยีนี้ โดยจะเลือกเครื่องจักรที่เหมาะสมที่สุดสำหรับแต่ละงาน เมื่อขอใบเสนอราคา ควรสอบถามโดยตรงว่าจะใช้เลเซอร์ประเภทใดในการประมวลผลชิ้นส่วนของคุณ—ความโปร่งใสนี้แสดงให้เห็นว่าผู้ให้บริการให้ความสำคัญกับผลลัพธ์มากกว่าความสะดวก การเข้าใจความแตกต่างเหล่านี้จะช่วยให้คุณสามารถประเมินตัวเลือกวัสดุได้อย่างเหมาะสม ซึ่งเราจะกล่าวถึงอย่างละเอียดในส่วนถัดไป
คู่มือวัสดุครบถ้วนสำหรับโครงการตัดด้วยเลเซอร์
สิ่งที่บริการตัดด้วยเลเซอร์ส่วนใหญ่มักไม่บอกคุณตั้งแต่แรกก็คือ การเลือกวัสดุมีบทบาทถึง 80% ต่อความสำเร็จของโครงการคุณ คุณอาจมีเครื่องเลเซอร์ไฟเบอร์ที่ทันสมัยที่สุดในโลก แต่หากเลือกวัสดุผิด หรือไม่เข้าใจข้อจำกัดของความหนา ก็อาจทำให้คุณต้องเผชิญกับ ชิ้นส่วนที่ถูกปฏิเสธและงบประมาณที่สูญเปล่า . คู่มือนี้ให้ข้อมูลอย่างละเอียดที่คู่แข่งเพียงกล่าวถึงคร่าวๆ: ข้อมูลจำเพาะที่สามารถนำไปใช้งานได้จริงสำหรับทุกหมวดหมู่ของวัสดุ พร้อมขีดจำกัดความหนาและมาตรฐานคุณภาพที่ใช้ได้จริง
ไม่ว่าคุณจะกำลังสำรวจบริการตัดเลเซอร์ออนไลน์สำหรับต้นแบบ หรือประเมินบริการตัดเลเซอร์ออนไลน์สำหรับการผลิตจำนวนมาก การเข้าใจความเข้ากันได้ของวัสดุจะช่วยป้องกันปัญหาที่อาจเกิดขึ้นและลดค่าใช้จ่ายที่ไม่จำเป็น ลองมาดูรายละเอียดว่าแต่ละวัสดุสามารถ และไม่สามารถ ทำอะไรได้บ้าง
ขีดความสามารถในการตัดโลหะและความหนาสูงสุดที่รองรับ
โลหะถือเป็นวัสดุหลักในงานตัดด้วยเลเซอร์อุตสาหกรรม อย่างไรก็ตาม โลหะแต่ละชนิดมีพฤติกรรมที่แตกต่างกันภายใต้ลำแสงเลเซอร์ และขีดจำกัดความหนายังเปลี่ยนแปลงอย่างมากขึ้นอยู่กับกำลังและประเภทของเลเซอร์ นี่คือสิ่งที่คุณควรรู้ก่อนส่งไฟล์ออกแบบของคุณ
เหล็กกล้าคาร์บอน
เหล็กกล้าคาร์บอนเป็นโลหะที่ใช้ตัดด้วยเครื่องเลเซอร์กันอย่างแพร่หลายที่สุดในงานผลิตชิ้นส่วน โดยมีการตอบสนองที่คาดเดาได้ทั้งกับเลเซอร์ไฟเบอร์และเลเซอร์ CO2 องค์ประกอบของเหล็กในวัสดุช่วยดูดซับพลังงานเลเซอร์ได้อย่างมีประสิทธิภาพ ส่งผลให้ได้รอยตัดที่สะอาดและเกิดคราบสะเก็ดเหล็ก (dross) น้อยที่สุด
- ช่วงความหนา: 0.5 มม. ถึง 25 มม. ขึ้นไป (ขึ้นอยู่กับกำลังไฟ)
- คุณภาพของขอบ: ให้ขอบตัดที่ไม่มีออกไซด์ได้อย่างยอดเยี่ยมเมื่อใช้ไนโตรเจนช่วย; มีการเกิดออกไซด์เล็กน้อยเมื่อใช้ออกซิเจนช่วยในการตัดแผ่นหนา
- แอปพลิเคชันที่เหมาะสม: ชิ้นส่วนโครงสร้าง, แท่นยึด, กล่องครอบ, ชิ้นส่วนยานยนต์, โครงเครื่องจักร
- ปัจจัยหลักที่ควรพิจารณา: สำหรับขอบตัดที่เรียบเงาและพร้อมเชื่อมได้ทันทีบนแผ่นที่มีความหนาน้อยกว่า 12 มม. ควรระบุการตัดด้วยไนโตรเจน—แม้จะมีค่าใช้จ่ายสูงกว่า แต่สามารถหลีกเลี่ยงการขัดลบก่อนเชื่อมได้
ตาม ข้อกำหนดของอุตสาหกรรม , เลเซอร์ไฟเบอร์ 3000 วัตต์สามารถตัดเหล็กคาร์บอนได้สูงสุดถึง 20 มม. ในขณะที่ระบบ 6000 วัตต์สามารถตัดได้เกิน 25 มม. โดยยังคงให้ขอบตัดที่มีคุณภาพในระดับต่ำกว่า 20 มม.
สแตนเลส
ปริมาณโครเมียมในสแตนเลสสตีลทำให้เกิดพฤติกรรมการตัดที่แตกต่าง วัสดุชนิดนี้มีความต้านทานต่อการออกซิเดชันตามธรรมชาติ จึงเหมาะสำหรับการใช้งานที่ต้องการทั้งความแข็งแรงและความทนต่อการกัดกร่อน
- ช่วงความหนา: 0.5 มม. ถึง 50 มม. (เลเซอร์ไฟเบอร์กำลังสูงที่ 10 กิโลวัตต์ขึ้นไป)
- คุณภาพของขอบ: สามารถได้ผิวเรียบเงาเหมือนกระจกบนแผ่นบางได้; คุณภาพจะลดลงเมื่อตัดแผ่นหนากว่า 12 มม. หากไม่ใช้อุปกรณ์ระดับพรีเมียม
- แอปพลิเคชันที่เหมาะสม: อุปกรณ์สำหรับแปรรูปอาหาร, อุปกรณ์ทางการแพทย์, องค์ประกอบสถาปัตยกรรม, ชิ้นส่วนสำหรับงานทางทะเล
- ปัจจัยหลักที่ควรพิจารณา: เกรด 304 และ 316 ตัดได้ในลักษณะคล้ายกัน; สแตนเลส 430 (แม่เหล็กติด) อาจแสดงลักษณะความร้อนที่แตกต่างออกไปเล็กน้อย
เพื่อการอ้างอิง ระบบ 1000 วัตต์ สามารถตัดสแตนเลสได้ถึง 5 มม. ในขณะที่ระบบ 4000 วัตต์ สามารถตัดได้ถึง 16 มม. — อย่างไรก็ตามคุณภาพของขอบที่ความหนาเกิน 12 มม. ควรตรวจสอบยืนยันกับผู้ให้บริการของคุณ
อลูมิเนียม
พื้นผิวสะท้อนแสงและความนำความร้อนสูงของอลูมิเนียมทำให้การตัดมีความท้าทาย ซึ่งระบบไฟเบอร์เลเซอร์จัดการได้ดีกว่าระบบ CO2 อย่างมาก เนื่องจากวัสดุจะกระจายความร้อนอย่างรวดเร็ว จึงต้องใช้กำลังไฟที่สูงกว่าวัสดุเหล็กที่มีความหนาเท่ากัน
- ช่วงความหนา: 0.5 มม. ถึง 40 มม. (ระบบไฟเบอร์ 10 กิโลวัตต์ขึ้นไป)
- คุณภาพของขอบ: ค่อนข้างดี แต่มักหยาบกว่าเหล็ก; อาจต้องทำการตกแต่งเพิ่มเติมสำหรับงานที่ต้องมองเห็นได้ชัด
- แอปพลิเคชันที่เหมาะสม: ชิ้นส่วนอากาศยาน, แผ่นระบายความร้อน, กล่องเครื่องใช้อิเล็กทรอนิกส์, ชิ้นส่วนโครงสร้างน้ำหนักเบา
- ปัจจัยหลักที่ควรพิจารณา: เกรดของโลหะผสมมีความสำคัญ—6061-T6 ตัดได้สะอาดกว่าโลหะผสมหล่อ; ควรระบุเกรดโลหะผสมที่ใช้โดยตรงเสมอ
ทองเหลืองและทองแดง
โลหะสะท้อนแสงสูงเหล่านี้เคยสร้างความท้าทายอย่างมากต่อการตัดด้วยเลเซอร์—ระบบที่ใช้ CO2 รุ่นเก่าอาจได้รับความเสียหายจากลำแสงที่สะท้อนกลับได้ แม้ว่าเลเซอร์ไฟเบอร์สมัยใหม่จะสามารถจัดการได้อย่างมีประสิทธิภาพ แต่ก็ยังมีข้อจำกัดอยู่
- ช่วงความหนา: 0.5 มม. ถึง 8 มม. (ทองแดง); 0.5 มม. ถึง 10 มม. (ทองเหลือง)
- คุณภาพของขอบ: ยอมรับได้สำหรับชิ้นส่วนที่ใช้งานได้จริง; อาจมีการเปลี่ยนสีที่ขอบที่ตัด
- แอปพลิเคชันที่เหมาะสม: ชิ้นส่วนอิเล็กทรอนิกส์, อุปกรณ์ตกแต่ง, เครื่องแลกเปลี่ยนความร้อน, โครงการแกะสลักในซานโฮเซ และงานศิลปะที่คล้ายกัน
- ปัจจัยหลักที่ควรพิจารณา: ขอตัวอย่างการตัดก่อนดำเนินการผลิตจำนวนมาก—การตัดวัสดุสะท้อนแสงมีความแตกต่างกันอย่างมากระหว่างผู้ให้บริการแต่ละราย
พลาสติก, อะคริลิก, และวัสดุที่ไม่ใช่โลหะ
วัสดุที่ไม่ใช่โลหะเปิดโอกาสใหม่ทั้งหมด—แต่ก็มาพร้อมกับข้อผิดพลาดที่อาจเกิดขึ้น CO2 เลเซอร์เป็นที่นิยมในหมวดหมู่นี้ โดยให้ผลลัพธ์ที่เลเซอร์ไฟเบอร์ไม่สามารถเทียบเคียงได้เมื่อทำงานกับสารอินทรีย์
อะคริลิก (PMMA)
อะคริลิกคือวัสดุชั้นนำในการตัดด้วยเลเซอร์ พื้นผิวขอบที่ได้จากการตัดจะมีลักษณะเงาเรียบราวกับผ่านกระบวนการขัดด้วยเปลวไฟ—ไม่จำเป็นต้องทำการตกแต่งเพิ่มเติม
- ช่วงความหนา: 1 มม. ถึง 25 มม. (อะคริลิกหล่อให้ผลลัพธ์ดีที่สุด)
- คุณภาพของขอบ: สามารถขัดขอบให้ใสและมันวาวได้ดีกับแผงอะคริลิกแบบหล่อ; ส่วนแผงอะคริลิกแบบอัดรีดอาจเกิดพื้นผิวหมองขาว
- แอปพลิเคชันที่เหมาะสม: ป้าย, จอแสดงผล, ฝาครอบป้องกัน, งานศิลปะ, โมเดลทางสถาปัตยกรรม
- ปัจจัยหลักที่ควรพิจารณา: แผงอะคริลิกแบบหล่อมีราคาสูงกว่าแบบอัดรีด 20-30% แต่มีคุณภาพขอบที่ดีกว่ามาก — ควรระบุใช้แบบหล่อสำหรับงานที่มองเห็นได้ชัด
โพลีคาร์บอเนต
แม้ว่าโพลีคาร์บอเนตจะเป็นวัสดุที่นิยมใช้เพราะทนแรงกระแทกได้ดี แต่กลับมีปัญหาในการตัดด้วยเลเซอร์ ซึ่งผู้ให้บริการหลายรายมักไม่แจ้งล่วงหน้า
- ช่วงความหนา: 0.5 มม. ถึง 6 มม. (จำกัดโดยปัญหาเปลี่ยนสี)
- คุณภาพของขอบ: มักเกิดการเหลืองและดำเกรียม; ขอบแทบไม่สามารถใสเท่ากับอะคริลิกได้
- แอปพลิเคชันที่เหมาะสม: ต้นแบบเชิงฟังก์ชัน, อุปกรณ์ป้องกัน และฝาครอบ ที่รูปลักษณ์ของขอบไม่สำคัญนัก
- ปัจจัยหลักที่ควรพิจารณา: สำหรับชิ้นส่วนที่มองเห็นได้ ควรพิจารณาใช้วัสดุอะคริลิกอื่นแทน หรือวางแผนขัดแต่งขอบเพิ่มเติม — โพลีคาร์บอเนตที่ตัดด้วยเลเซอร์แทบไม่สามารถดูเรียบร้อยเงางามได้
ABS และพลาสติกวิศวกรรมอื่น ๆ
ABS (อะคริโลไนทริล บิวทาไดอีน สไตเรน) สามารถตัดได้ดีพอสมควร แต่จำเป็นต้องมีการระบายอากาศที่เหมาะสมเนื่องจากปัญหาก๊าซที่เกิดขึ้น
- ช่วงความหนา: 0.5 มม. ถึง 12 มม.
- คุณภาพของขอบ: การหลอมละลายเล็กน้อยทำให้เกิดขอบที่เรียบแต่ไม่มันวาว
- แอปพลิเคชันที่เหมาะสม: ต้นแบบ โครงหุ้ม ส่วนประกอบผลิตภัณฑ์สำหรับผู้บริโภค
- ปัจจัยหลักที่ควรพิจารณา: ควรยืนยันเสมอว่าผู้ให้บริการมีระบบดูดควันที่เพียงพอ—บางร้านปฏิเสธการใช้ ABS เนื่องจากข้อจำกัดด้านการระบายอากาศ
ไม้และคอมโพสิต
ผลิตภัณฑ์ไม้ธรรมชาติและไม้สังเคราะห์ตอบสนองได้ดีต่อการตัดด้วยเลเซอร์ CO2 ทำให้สามารถออกแบบลวดลายซับซ้อนที่ทำไม่ได้ด้วยงานไม้แบบดั้งเดิม
- ช่วงความหนา: ไม้อัดบางถึง 20 มม. (แตกต่างกันไปตามความหนาแน่น)
- คุณภาพของขอบ: การไหม้ดำเล็กน้อยหลีกเลี่ยงไม่ได้; ไม้สีอ่อนจะแสดงความคมชัดมากกว่าไม้สีเข้ม
- แอปพลิเคชันที่เหมาะสม: ป้ายบอกทาง แผงตกแต่ง โมเดลสถาปัตยกรรม บรรจุภัณฑ์เฉพาะ ชิ้นส่วนเฟอร์นิเจอร์
- ปัจจัยหลักที่ควรพิจารณา: MDF ตัดได้สะอาดกว่าไม้อัด; ทิศทางของเม็ดไม้ในไม้แปรรูปมีผลต่อคุณภาพของขอบในส่วนโค้ง
เกณฑ์การเลือกวัสดุ: การตัดสินใจให้ถูกต้อง
การเลือกวัสดุไม่ใช่แค่เรื่องของบริการตัดด้วยเลเซอร์ที่สามารถประมวลผลได้เท่านั้น แต่ยังรวมถึงการจับคู่คุณสมบัติของวัสดุให้ตรงกับข้อกำหนดของโครงการของคุณ พิจารณาปัจจัยสำคัญสี่ประการนี้:
ข้อกำหนดโครงสร้าง
ชิ้นส่วนของคุณต้องรับแรงภายนอกขนาดใด? สำหรับการใช้งานเป็นที่ยึดหรือโครงยึดจำเป็นต้องใช้ความแข็งแรงของเหล็กกล้า ในขณะที่ชิ้นส่วนตกแต่งอาจเลือกอลูมิเนียมเพื่อประโยชน์ในด้านน้ำหนักที่เบากว่า ควรระบุเงื่อนไขการรับแรงอย่างชัดเจนทุกครั้งเมื่อขอคำแนะนำด้านการออกแบบจากผู้ให้บริการ
ความต้องการด้านรูปลักษณ์
ขอบของชิ้นงานจะมองเห็นได้หรือไม่? อะคริลิกหล่อ (Cast acrylic) มีขอบที่ผ่านกระบวนการขัดด้วยเปลวไฟ ซึ่งช่วยลดต้นทุนในการตกแต่งเพิ่มเติม ในขณะที่เหล็กคาร์บอนอาจต้องผ่านการเจียร์ก่อนพ่นสี ควรพิจารณางานขั้นตอนรองต่างๆ เข้าไปในต้นทุนโครงการโดยรวมของคุณ
ความ จํากัด ใน การ งบประมาณ
ต้นทุนวัสดุมีความแตกต่างกันอย่างมาก — เหล็กสเตนเลสราคาสูงกว่าเหล็กคาร์บอนถึง 3-4 เท่า ส่วนอะคริลิกหล่อ (cast acrylic) มีราคาสูงกว่าแบบอัดรีดประมาณ 30% บางครั้งการเปลี่ยนวัสดุอาจช่วยประหยัดต้นทุนได้ โดยไม่ต้องเสียสละประสิทธิภาพการใช้งาน
สภาพแวดล้อมการใช้งานปลาย
การใช้งานกลางแจ้งต้องการความต้านทานการกัดกร่อน (สแตนเลส สตีล อลูมิเนียม หรือวัสดุที่ผ่านการบำบัด) ชิ้นส่วนที่สัมผัสอาหารต้องใช้เกรดสแตนเลสเฉพาะเจาะจง ส่วนสภาพแวดล้อมที่มีอุณหภูมิสูงจะทำให้วัสดุพลาสติกส่วนใหญ่ไม่สามารถใช้งานได้ ควรกำหนดเงื่อนไขการใช้งานของคุณก่อนตัดสินใจเลือกวัสดุ
การเลือกวัสดุที่ดีที่สุดคือการถ่วงดุลปัจจัยทั้งสี่อย่าง — ไม่ใช่เพียงแค่ปัจจัยเดียวที่คุณกำลังให้ความสำคัญในขณะนี้
เมื่อรู้ข้อมูลเกี่ยวกับวัสดุแล้ว คุณจะสามารถตัดสินใจได้อย่างมีข้อมูลสนับสนุน และประเมินคำแนะนำจากผู้ให้บริการได้อย่างมีวิจารณญาณ อย่างไรก็ตาม การเข้าใจเรื่องวัสดุเป็นเพียงส่วนหนึ่งของสมการเท่านั้น — การรู้ว่าอะไรคือปัจจัยกำหนดราคาจะช่วยให้คุณได้รับใบเสนอราคาที่ยุติธรรม และสามารถมองเห็นโอกาสในการประหยัดต้นทุน
การเข้าใจการตัดด้วยเลเซอร์: ปัจจัยด้านราคาและต้นทุน
คุณเคยคลิกปุ่ม "ขอใบเสนอราคาทันที" แล้วได้รับตัวเลขที่ดูเหมือนไม่มีเหตุผลหรือไม่ยุติธรรมบ้างไหม? คุณไม่ได้อยู่คนเดียว บริการตัดเลเซอร์ส่วนใหญ่จงใจปกปิดราคาไว้เบื้องหลังเครื่องมืออัตโนมัติ ทำให้ลูกค้าไม่แน่ใจว่าตนเองได้รับข้อเสนอที่เป็นธรรมหรือกำลังช่วยอุดหนุนความไม่มีประสิทธิภาพของผู้อื่นอยู่ ส่วนนี้จะเปิดเผยให้เห็นว่าอะไรกันแน่ที่กำหนดยอดเรียกเก็บจริงของคุณ — และที่สำคัญกว่านั้น คือวิธีที่คุณสามารถควบคุมต้นทุนเหล่านั้นได้โดยไม่ต้องเสียคุณภาพ
การเข้าใจเรื่องราคาไม่ใช่แค่การหาผู้ให้บริการที่ถูกที่สุด แต่คือการรู้จักคุณค่า หลีกเลี่ยงค่าใช้จ่ายที่ไม่จำเป็น และสื่อสารอย่างมีประสิทธิภาพกับผู้ผลิตที่ให้ความสำคัญกับลูกค้าที่มีความรู้ความเข้าใจ
ปัจจัยใดบ้างที่กำหนดต้นทุนการตัดด้วยเลเซอร์
เมื่อผู้ผลิตคำนวณใบเสนอราคาให้คุณ พวกเขากำลังประเมินตัวแปรหลายประการพร้อมกัน บางอย่างคุณสามารถควบคุมได้โดยตรงผ่านการตัดสินใจด้านการออกแบบ อีกส่วนหนึ่งขึ้นอยู่กับสภาพตลาดและขีดความสามารถของอุปกรณ์ นี่คือสิ่งที่แท้จริงที่เกิดขึ้นเบื้องหลังแบบฟอร์มขอใบเสนอราคานั้น
- ประเภทและเกรดของวัสดุ: วัสดุที่ต่างกันจำเป็นต้องใช้เทคโนโลยีเลเซอร์ การตั้งค่าพลังงาน และความเร็วในการตัดที่แตกต่างกัน ตามการวิเคราะห์อุตสาหกรรม การตัดเหล็กกล้าไร้สนิมโดยทั่วไปต้องใช้พลังงานและเวลามากกว่าการตัดเหล็กกล้าคาร์บอน ทำให้มีต้นทุนสูงกว่า อีกทั้งโลหะผสมพิเศษและโลหะที่สะท้อนแสง เช่น ทองแดง จะมีราคาสูงขึ้นเนื่องจากความซับซ้อนในการประมวลผล
- ความหนาของแผ่น: วัสดุที่หนาขึ้นต้องการความเร็วในการตัดที่ช้าลงและใช้พลังงานมากขึ้น แผ่นเหล็กหน้า 12 มม. อาจมีต้นทุนสูงกว่าวัสดุหนา 3 มม. ถึง 3-4 เท่าต่อความยาวหนึ่งนิ้ว ไม่ใช่เพราะต้นทุนวัสดุเพิ่มขึ้นสามเท่า แต่เป็นเพราะเวลาในการตัดและความต้องการพลังงานเพิ่มขึ้นอย่างมาก
- ความซับซ้อนของการตัดและความยาวเส้นทางตัด: การเจาะแต่ละจุดต้องใช้จุดเริ่มต้นที่เลเซอร์เริ่มทำการตัด ยิ่งมีจุดเจาะมากและเส้นทางการตัดยาวขึ้นเท่าใด เวลาการทำงานของเครื่องจักรก็จะยิ่งเพิ่มขึ้นโดยตรง แบบดีไซน์ที่ซับซ้อนซึ่งมีรายละเอียดขนาดเล็กจำนวนมาก ต้องการความแม่นยำสูงขึ้น ทำให้ทั้งค่าแรงและค่าใช้จ่ายด้านอุปกรณ์เพิ่มสูงขึ้น
- ปริมาณและการจัดชุดการผลิต: ต้นทุนการตั้งค่าที่กระจายไปยังคำสั่งซื้อขนาดใหญ่จะช่วยลดราคาต่อหน่วยอย่างมีนัยสำคัญ ต้นแบบชิ้นเดียวอาจมีค่าใช้จ่าย $50 แต่หากสั่งซื้อชิ้นส่วนที่เหมือนกัน 100 ชิ้น ต้นทุนต่อหน่วยอาจลดลงเหลือเพียง $8 — ดีไซน์เดียวกัน แต่เศรษฐศาสตร์ต่างกันอย่างมาก
- ข้อกำหนดด้านการตกแต่งผิว: กระบวนการรอง เช่น การลบคม, การขัดเงา, การพ่นผงเคลือบ หรือการเจาะเกลียว เพิ่มต้นทุนด้านแรงงาน อุปกรณ์เฉพาะทาง และเวลาการผลิตที่ยาวนานขึ้น ผู้เชี่ยวชาญในอุตสาหกรรมระบุว่าขั้นตอนเหล่านี้จำเป็นสำหรับการได้มาซึ่งคุณภาพผิวหรือข้อกำหนดด้านการใช้งานที่เฉพาะเจาะจง แต่ก็ทำให้ต้นทุนเพิ่มขึ้นตามสัดส่วน
- ระยะเวลาดำเนินการ: คำสั่งเร่งด่วนจะมีค่าบริการเพิ่มเติม—บางครั้งมากถึง 50% หรือมากกว่า—เนื่องจากทำให้ตารางการผลิตเกิดความไม่ต่อเนื่องและต้องใช้แรงงานในช่วงโอเวอร์ไทม์ ระยะเวลาการผลิตตามมาตรฐานจึงให้คุณค่าที่ดีที่สุด
ลองนึกภาพเหมือนการค้นหาร้านอาหารที่เปิดใกล้ฉันตอนเที่ยงคืน เทียบกับการวางแผนทานอาหารเย็นตอน 6 โมงเย็น — ความสะดวกและความเร่งด่วนมักมาพร้อมกับค่าใช้จ่ายเสมอ
วิธีการบริหารงบประมาณของคุณโดยไม่ต้องแลกกับคุณภาพ
ตอนนี้คุณเข้าใจแล้วว่าอะไรคือปัจจัยที่ทำให้ต้นทุนเพิ่มขึ้น ต่อไปนี้คือวิธีการลดต้นทุนอย่างเป็นกลยุทธ์ วิธีเหล่านี้ไม่ใช่การตัดทอนสิ่งจำเป็น แต่เป็นแนวทางทางวิศวกรรมอันชาญฉลาดที่นักออกแบบมืออาชีพใช้อยู่ทุกวัน
ทำให้เรขาคณิตของการออกแบบเรียบง่ายขึ้น
รูปทรงเรขาคณิตที่ซับซ้อนพร้อมรายละเอียด intricate ต้องการการควบคุมเลเซอร์ที่แม่นยำมากขึ้น และใช้เวลานานในการตัด งานวิจัยแสดงให้เห็นว่า การหลีกเลี่ยงมุมภายในที่แหลมคม การลดจำนวนรอยตัดขนาดเล็กที่ซับซ้อน และการใช้เส้นโค้งให้น้อยลง สามารถช่วยประหยัดได้อย่างมาก เส้นขอบโค้งมนหรือเส้นตรงสามารถตัดได้เร็วกว่ารูปร่างที่ซับซ้อนหรือรัศมีแคบ ลองถามตัวเองว่า รายละเอียดตกแต่งเหล่านี้จำเป็นต่อหน้าที่การใช้งานจริงหรือไม่ หรือแค่ดูดีในโมเดล CAD ของคุณ?
ปรับความหนาของวัสดุให้เหมาะสม
หากงานของคุณไม่ต้องการความทนทานจากโลหะที่หนา การเลือกวัสดุที่บางลงจะช่วยประหยัดทั้งเวลาและเงิน ควรพิจารณาว่าสแตนเลสหนา 1 มม. จะใช้งานได้ดีพอๆ กับหนา 2 มม. ภายใต้ข้อกำหนดการรับน้ำหนักเฉพาะของคุณหรือไม่ บางครั้งวิศวกรอาจระบุความหนาเกินความจำเป็น 'เพื่อความปลอดภัย' แต่ขอบเขตความปลอดภัยนี้มีค่าใช้จ่ายที่แท้จริง
เชี่ยวชาญศิลปะการจัดเรียงชิ้นส่วน
การจัดเรียงชิ้นส่วนอย่างมีประสิทธิภาพจะช่วยเพิ่มการใช้วัสดุสูงสุด โดยการจัดวางชิ้นส่วนให้อยู่ใกล้กันบนแผ่นวัสดุ การจัดเรียงอย่างเป็นกลยุทธ์สามารถลดของเสียจากวัสดุได้ 10-20% ซึ่งส่งผลโดยตรงให้ค่าใช้จ่ายในใบแจ้งหนี้ต่ำลง หากคุณสั่งผลิตชิ้นส่วนหลายรูปแบบ ควรสอบถามผู้ให้บริการว่าสามารถจัดเรียงชิ้นส่วนเหล่านั้นรวมกันได้หรือไม่—การรวมชิ้นส่วนที่มีลักษณะทางเรขาคณิตคล้ายกันไว้ด้วยกัน จะช่วยทำให้กระบวนการตัดมีความราบรื่นและลดของเสีย
เลือกค่าความคลาดเคลื่อนที่เหมาะสม
นี่คือสิ่งที่ผู้ให้บริการส่วนใหญ่มักไม่บอกคุณ: การกำหนดค่าความคลาดเคลื่อนที่แคบเกินความจำเป็นจะเพิ่มต้นทุนอย่างมาก การระบุค่า ±0.005 นิ้ว เมื่อค่า ±0.015 นิ้วก็สามารถใช้งานได้เท่ากัน จะทำให้ความเร็วในการตัดลดลง และอัตราการปฏิเสธงานสูงขึ้น ตามข้อมูลจากผู้เชี่ยวชาญด้านการผลิต ชิ้นส่วนที่มีค่าความคลาดเคลื่อนแน่นมากจะมีแนวโน้มถูกปฏิเสธมากขึ้นเนื่องจากความเบี่ยงเบนเพียงเล็กน้อย และอาจจำเป็นต้องผ่านกระบวนการรอง เช่น การกลึงหรือการเจียร
จัดกลุ่มคำสั่งซื้ออย่างเป็นกลยุทธ์
การตั้งค่าเครื่องตัดเลเซอร์ใช้เวลาพอสมควร ดังนั้นการผลิตจำนวนมากในแต่ละครั้งจะช่วยลดความจำเป็นในการปรับเครื่องบ่อยครั้ง หากคุณต้องการชิ้นส่วนซ้ำ ๆ การรวมคำสั่งซื้อหรือวางแผนการผลิตล่วงหน้าจะช่วยประหยัดต้นทุนต่อหน่วยได้อย่างมาก แม้แต่การรวมคำสั่งซื้อเดือนหน้าเข้ากับเดือนนี้ก็สามารถกระจายต้นทุนการตั้งค่าได้อย่างมีประสิทธิภาพ
เลือกวัสดุที่มีอยู่ในสต๊อก
วัสดุที่คุณระบุมีพร้อมใช้งานทันทีหรือไม่ หรือจำเป็นต้องสั่งพิเศษ? เมื่อเป็นไปได้ การเลือกโลหะที่มีอยู่ในสต๊อกแล้วจะช่วยหลีกเลี่ยงค่าใช้จ่ายขั้นต่ำสำหรับการสั่งซื้อและป้องกันความล่าช้าของระยะเวลานำส่ง ก่อนสรุปข้อกำหนด ให้สอบถามผู้ให้บริการว่ามีวัสดุใดบ้างที่เก็บไว้พร้อมใช้งาน
ประเมินข้อกำหนดเกี่ยวกับคุณภาพผิวตัด
การบรรลุคุณภาพขอบระดับพรีเมียมมักต้องลดความเร็วของเลเซอร์หรือใช้พลังงานมากขึ้น—ซึ่งทั้งสองอย่างนี้ทำให้ต้นทุนเพิ่มสูงขึ้น ไม่ใช่ทุกการใช้งานที่ต้องการความแม่นยำของขอบในระดับเดียวกัน สำหรับชิ้นส่วนที่จะถูกเชื่อม ทาสี หรือซ่อนอยู่ภายในชิ้นส่วนประกอบ การใช้คุณภาพขอบมาตรฐานจะช่วยประหยัดต้นทุนโดยไม่กระทบต่อประสิทธิภาพการใช้งาน ควรใช้ข้อกำหนดขอบระดับพรีเมียมเฉพาะพื้นผิวที่มองเห็นได้เท่านั้น
เป้าหมายไม่ใช่การหาข้อเสนอราคาต่ำที่สุด แต่คือการเพิ่มมูลค่าสูงสุดด้วยการตัดต้นทุนที่ไม่ได้เพิ่มคุณค่าให้กับผลิตภัณฑ์สำเร็จรูปของคุณ
เมื่อรู้ข้อมูลด้านราคาเหล่านี้แล้ว คุณสามารถประเมินใบเสนอราคาได้อย่างชาญฉลาด ตั้งคำถามอย่างมีความรู้ และระบุผู้ให้บริการที่ให้ความสำคัญกับความโปร่งใสแทนความคลุมเครือ อย่างไรก็ตาม แม้จะเข้าใจต้นทุนได้อย่างสมบูรณ์แบบ ก็ไม่มีประโยชน์หากไฟล์ออกแบบของคุณไม่ได้จัดเตรียมอย่างถูกต้อง—หัวข้อถัดไปจะช่วยให้มั่นใจว่าไฟล์ของคุณสามารถแปลงจากหน้าจอไปสู่กระบวนการตัดด้วยเลเซอร์ได้อย่างราบรื่น
การเตรียมไฟล์ออกแบบของคุณเพื่อความสำเร็จในการตัดด้วยเลเซอร์
คุณได้เลือกวัสดุที่เหมาะสมแล้ว และเข้าใจปัจจัยที่มีผลต่อราคา แต่นี่คือจุดที่ทำให้โครงการจำนวนมากต้องล้มเหลว: การส่งไฟล์ออกแบบที่ดูสมบูรณ์แบบบนหน้าจอ แต่กลับล้มเหลวอย่างสิ้นเชิงเมื่อเริ่มใช้เลเซอร์ตัด ตามข้อมูลจากผู้รับจ้างผลิตที่ตรวจสอบไฟล์หลายร้อยไฟล์ต่อสัปดาห์ พบว่าข้อผิดพลาดในการจัดเตรียมไฟล์เป็นสาเหตุหลักที่ทำให้โครงการล่าช้ามากกว่าปัจจัยอื่นใด ข่าวดีก็คือ ข้อผิดพลาดทั่วไปทุกชนิดสามารถป้องกันได้ทั้งหมด
ส่วนนี้จะให้ความรู้ทางเทคนิคแก่คุณ เพื่อส่งไฟล์ที่พร้อมสำหรับการผลิต ไม่ว่าคุณจะทำงานกับร้านผลิตในพื้นที่ หรือใช้บริการตัดด้วยเลเซอร์ออนไลน์ทั่วประเทศ เมื่อคุณเชี่ยวชาญพื้นฐานเหล่านี้เพียงครั้งเดียว คุณจะไม่ต้องเผชิญกับการอัปโหลดที่ถูกปฏิเสธ หรือวงจรการแก้ไขที่น่าหงุดหงิดอีกต่อไป
ข้อกำหนดรูปแบบไฟล์และตัวเลือกซอฟต์แวร์
ฟังดูซับซ้อนใช่ไหม? แท้จริงแล้วมันตรงไปตรงมา เมื่อคุณเข้าใจความแตกต่างสำคัญอย่างหนึ่ง นั่นคือ เครื่องตัดเลเซอร์ต้องการ ไฟล์เวกเตอร์ , ไม่ใช่ภาพแรสเตอร์ เมื่อคุณส่งออกไฟล์ JPEG หรือ PNG คุณกำลังบันทึกพิกเซล—สี่เหลี่ยมเล็กๆ ที่มีสีต่างๆ ซึ่งเป็นการประมาณแบบดีไซน์ของคุณ เครื่องตัดเลเซอร์ไม่สามารถตีความพิกเซลให้กลายเป็นเส้นทางการตัดได้ มันต้องการเส้นและเส้นโค้งที่ถูกกำหนดด้วยค่าทางคณิตศาสตร์ ซึ่งระบุอย่างชัดเจนว่าลำแสงควรเคลื่อนที่ไปตามตำแหน่งใด
รูปแบบเวกเตอร์ที่รองรับ
บริการตัดด้วยเลเซอร์ส่วนใหญ่รองรับรูปแบบเวกเตอร์มาตรฐานเหล่านี้ แม้ว่าความต้องการอาจแตกต่างกันไปตามผู้ให้บริการ
- DXF (Drawing Exchange Format): มาตรฐานอุตสาหกรรมสำหรับเครื่อง CNC และการตัดด้วยเลเซอร์ ไฟล์ DXF เข้ากันได้กับทุกระบบ โดยจะมีเพียงเรขาคณิตเท่านั้น โดยไม่ขึ้นกับฟอนต์หรือสไตล์ที่ซับซ้อน หากไม่แน่ใจ ให้ส่งไฟล์รูปแบบ DXF
- AI (Adobe Illustrator): ไฟล์ต้นฉบับของ Illustrator ทำงานได้ดี แต่จำเป็นต้องแปลงข้อความให้เป็นเค้าโครงก่อน โปรดตรวจสอบว่าคุณได้บันทึกในเวอร์ชันที่รองรับแล้ว — เนื่องจากเครื่องบางเครื่องอาจมีปัญหาในการเปิดไฟล์รูปแบบ AI รุ่นใหม่
- SVG (Scalable Vector Graphics): รูปแบบโอเพ่นซอร์สที่ได้รับความนิยมเพิ่มขึ้น โดยเฉพาะในระบบใบเสนอราคาผ่านเว็บ มีโครงสร้างสะอาด ขนาดเบา และได้รับการสนับสนุนอย่างกว้างขวาง
- PDF (Portable Document Format): สามารถยอมรับได้เมื่อส่งออกจากรูปแบบเวกเตอร์ด้วยการตั้งค่าที่เหมาะสม หลีกเลี่ยงไฟล์ PDF ที่สร้างจากเอกสารแสกนหรืองานศิลปะแบบเรสเตอร์
ตาม ผู้เชี่ยวชาญในอุตสาหกรรม , การใช้รูปแบบไฟล์ที่ผิดถือเป็นหนึ่งในห้าอันดับแรกของข้อผิดพลาดด้านการออกแบบที่พวกเขาพบ ควรตรวจสอบรูปแบบไฟล์ที่ผู้ให้บริการต้องการเสมอ ก่อนอัปโหลด
ซอฟต์แวร์ออกแบบที่แนะนำ
คุณไม่จำเป็นต้องใช้ซอฟต์แวร์ระดับมืออาชีพราคาแพงในการสร้างไฟล์สำหรับเครื่องเลเซอร์ ต่อไปนี้คือตัวเลือกที่ครอบคลุมทุกระดับงบประมาณ:
- Adobe Illustrator: มาตรฐานอุตสาหกรรมสำหรับกราฟิกเวกเตอร์; มีเครื่องมือแก้ไขเส้นทางที่ยอดเยี่ยม และสามารถส่งออกไฟล์ DXF โดยตรง
- AutoCAD / AutoCAD LT: ออกแบบมาเพื่อการวาดภาพเชิงเทคนิคโดยเฉพาะ; รองรับรูปแบบ DXF โดยเนทีฟ พร้อมการวัดขนาดอย่างแม่นยำ
- SolidWorks: เหมาะสำหรับการประยุกต์ใช้งานด้านวิศวกรรม; ส่งออกแพทเทิร์นแบบแบนราบได้โดยตรงจากโมเดล 3 มิติ (หมายเหตุ: ลายน้ำระบุว่า "Student Version" จะถูกละเว้นโดยระบบตัดส่วนใหญ่โดยอัตโนมัติ)
- Inkscape: ทางเลือกแบบโอเพนซอร์สและใช้งานฟรีแทน Illustrator; ส่งออกไฟล์ SVG และ DXF ได้เมื่อตั้งค่าปลั๊กอินอย่างเหมาะสม
- Fusion 360: ใช้งานฟรีสำหรับการส่วนตัว; รวมความสามารถการสร้างโมเดล CAD เข้ากับการส่งออกรูปวาด
- LibreCAD: ซอฟต์แวร์ CAD 2D ฟรีที่ออกแบบมาโดยเฉพาะสำหรับภาพวาดทางเทคนิค
เคล็ดลับการปรับแต่งการออกแบบเพื่อให้ได้รอยตัดที่คมชัด
การสร้างไฟล์เวกเตอร์เป็นเพียงจุดเริ่มต้นเท่านั้น ความแตกต่างระหว่างการออกแบบของมือสมัครเล่นกับไฟล์ที่พร้อมสำหรับการผลิตอยู่ที่การเข้าใจว่าเครื่องเลเซอร์ตีความเรขาคณิตของคุณอย่างไร ข้อพิจารณาทางเทคนิคเหล่านี้คือสิ่งที่แยกโครงการที่ประสบความสำเร็จออกจากโครงการที่ล้มเหลวและสูญเสียค่าใช้จ่าย
ขนาดขององค์ประกอบต่ำสุด
เครื่องเลเซอร์ทุกเครื่องมีข้อจำกัดทางกายภาพในด้านขนาดเล็กที่สุดที่สามารถตัดได้อย่างแม่นยำ เนื่อง่าแสงเลเซอร์เองมีความกว้าง—โดยทั่วไปประมาณ 0.1 มม. ถึง 1.0 มม. ขึ้นอยู่กับวัสดุและการตั้งค่า องค์ประกอบที่เล็กกว่านี้จะไม่สามารถผลิตออกมาได้อย่างสะอาด แนวทางปฏิบัติของอุตสาหกรรม แนะนำให้หลีกเลี่ยงองค์ประกอบที่มีขนาดเล็กเกินไปจนไม่สามารถตัดได้อย่างถูกต้อง โดยเฉพาะวงกลมภายในหรือมุมที่แคบมาก
การชดเชยร่องตัด
ลองนึกภาพการลากเส้นด้วยปากกาเมจิกแทนที่จะใช้ปากกาหมึก—เส้นนั้นจะมีความกว้าง หลักการเดียวกันนี้ก็ใช้ได้กับการตัดด้วยเลเซอร์ "Kerf" หมายถึงปริมาณวัสดุที่ถูกลบออกไปในกระบวนการตัด ซึ่งโดยทั่วไปจะอยู่ระหว่าง 0.1 มม. ถึง 0.5 มม. ขึ้นอยู่กับความหนาของวัสดุและการตั้งค่าเลเซอร์ สำหรับชิ้นส่วนที่ต้องการค่าพอดีที่แม่นยำ คุณจำเป็นต้องปรับตำแหน่งเส้นตัดเพื่อชดเชยผลของ kerf ควรพูดคุยเกี่ยวกับค่าชดเชย kerf กับผู้ให้บริการก่อนกำหนดขนาดสุดท้าย
น้ำหนักเส้นและสีที่เหมาะสม
ระบบเลเซอร์หลายระบบใช้สีหรือน้ำหนักของเส้นเพื่อแยกแยะระหว่างการตัด การแกะสลัก และการเบิกเส้น:
- เส้นตัด: โดยทั่วไปเป็นสีแดงหรือสีดำ น้ำหนักบางมาก (0.001" หรือบางกว่า)
- พื้นที่แกะสลัก: มักเป็นรูปร่างที่เติมสีในเฉดเฉพาะ
- เส้นเบิก: อาจใช้สีต่างกันเพื่อบ่งชี้การผ่านด้วยความลึกบางส่วน
ควรยืนยันมาตรฐานสี/เลเยอร์ที่ผู้ให้บริการใช้ก่อนส่งไฟล์เสมอ เส้นที่คุณตั้งใจให้เป็นเครื่องหมายพับ อาจกลายเป็นการตัดทะลุโดยไม่ตั้งใจ
ระยะห่างระหว่างเส้นตัด
เมื่อวางเส้นดีไซน์ไว้ใกล้กันเกินไป เลเซอร์อาจเผาไหม้เกินขนาดหรือตัดเข้าไปในพื้นที่ที่คุณต้องการคงไว้ ตามแนวทางปฏิบัติที่ดีที่สุดในการผลิต แนวทางปฏิบัติที่ดีที่สุดในการผลิต คุณควรเว้นระยะเรขาคณิตการตัดอย่างน้อยสองเท่าของความหนาแผ่น เพื่อป้องกันการบิดเบี้ยว สำหรับการใช้งานทั่วไป การรักษาระยะห่างอย่างน้อย 0.010 นิ้ว (0.25 มม.) ระหว่างเส้นทางสำคัญจะช่วยป้องกันการอ่อนตัวของโครงสร้าง
รายการตรวจสอบขั้นตอนการเตรียมไฟล์
ก่อนอัปโหลดไฟล์ไปยังบริการตัดเลเซอร์ใด ๆ ให้ดำเนินการตรวจสอบตามขั้นตอนนี้
- แปลงข้อความทั้งหมดให้เป็นเส้นกรอบ: ฟอนต์ที่ไม่ได้ติดตั้งในระบบตัดจะถูกแทนที่หรือหายไปทั้งหมด ในโปรแกรม Illustrator ให้เลือกข้อความแล้วเลือก Type → Create Outlines ในซอฟต์แวร์ CAD ให้ใช้คำสั่ง "Explode" หรือ "Expand"
- ปิดเส้นทางที่เปิดอยู่ทั้งหมด: เส้นทางที่ไม่ได้เชื่อมต่อหรือเปิดอยู่อาจทำให้ซอฟต์แวร์เลเซอร์สับสน ส่งผลให้การตัดไม่สมบูรณ์ ให้ใช้ฟังก์ชันทำความสะอาดเส้นทางและฟังก์ชัน "join" ในซอฟต์แวร์ของคุณเพื่อให้มั่นใจว่าทุกรูปร่างถูกปิดอย่างถูกต้อง
- ลบเส้นที่ทับซ้อนกัน: เส้นที่ซ้ำกันจะทำให้เลเซอร์ตัดเส้นทางเดิมสองครั้ง ซึ่งอาจทำให้วัสดุไหม้ทะลุหรือเกิดขอบที่ไม่เรียบได้ โปรดตรวจสอบรูปทรงที่ซ้อนกัน โดยเฉพาะหลังจากการรวมองค์ประกอบการออกแบบหลายชิ้นเข้าด้วยกัน
- ตรวจสอบมิติที่สเกล 100% หากคุณแปลงจากไฟล์แรสเตอร์หรือปรับสเกลแบบของคุณ ให้พิมพ์ที่สเกล 100% เพื่อยืนยันว่ามิติจริงตรงตามความต้องการของคุณ
- ตรวจสอบรูปทรงที่ถูกกักไว้ ช่องเปิดที่ไม่ได้เชื่อมต่อกับชิ้นส่วนหลักจะหลุดออกไปในระหว่างการตัด ควรเพิ่มแท็บยึดเพื่อคงชิ้นส่วนไว้ หรือส่งเป็นชิ้นส่วนแยกต่างหาก
- ลบจุดต่อที่ไม่จำเป็นออก จุดยึดจำนวนมากเกินไปจะทำให้เกิดเส้นโค้งหยักแทนที่จะเป็นส่วนโค้งเรียบ ควรทำให้เส้นทางเรียบง่ายขึ้นโดยยังคงรักษารูปลักษณ์ตามแบบออกแบบไว้
- วางตำแหน่งรูให้ห่างจากขอบ การเจาะรูใกล้กับขอบชิ้นส่วนมากเกินไปอาจทำให้ฉีกขาดหรือเสียรูป โดยเฉพาะหากชิ้นส่วนนั้นต้องผ่านกระบวนการดัดเพิ่มเติม
- ส่งออกเป็นรูปแบบไฟล์ที่ผู้ให้บริการกำหนด บันทึกสำเนาที่สะอาดโดยเฉพาะสำหรับการผลิต—อย่าเพียงแค่เปลี่ยนชื่อไฟล์งานของคุณ
การสื่อความต้องการเกี่ยวกับค่าความคลาดที่ยอมรับอย่างมีประสิทธิภาพ
แม้แต่ไฟล์ที่จัดเตรียมมาอย่างสมบูรณ์แบบก็อาจทำให้ชิ้นส่วนถูกปฏิเสธได้ หากไม่มีการสื่อสารเรื่องความอดทนทางมิติอย่างชัดเจน การตัดด้วยเลเซอร์มาตรฐานสามารถบรรลุค่าความอดทนทางมิติได้ในช่วง ±0.005 นิ้ว ถึง ±0.015 นิ้ว ขึ้นอยู่กับวัสดุและการปรับเทียบเครื่องจักร หากการใช้งานของคุณต้องการความแม่นยำที่สูงกว่านี้ คุณจำเป็นต้องระบุอย่างชัดแจ้ง และเข้าใจถึงผลกระทบด้านต้นทุน
เมื่อขอใบเสนอราคา โปรดรวม:
- มิติที่สำคัญ: ระบุขนาดเฉพาะที่ต้องตรงตามความอดทนที่แคบ เทียบกับขนาดทั่วไปที่มีค่าเผื่อมาตรฐาน
- ความต้องการทางฟังก์ชัน: อธิบายว่าชิ้นส่วนจะถูกใช้อย่างไร—การติดตั้งแบบอินเตอร์เฟอร์เรนซ์ต้องการความแม่นยำที่แตกต่างจากการเจาะช่องว่าง
- จุดอ้างอิงสำหรับการวัด: ระบุว่าขอบหรือลักษณะใดทำหน้าที่เป็นจุดอ้างอิง (datum) สำหรับการตรวจสอบมิติ
- ช่วงความเบี่ยงเบนที่ยอมรับได้: ระบุช่วงความอดทนของคุณเป็นตัวเลข แทนการใช้คำที่เป็นเชิงวิพากษ์ เช่น "แม่นยำ" หรือ "ถูกต้อง"
การสื่อสารเรื่องค่าความคลาดเคลื่อนอย่างชัดเจนจะช่วยป้องกันความหงุดหงิดจากการได้รับชิ้นส่วนที่ตรงตามข้อกำหนด "มาตรฐาน" แต่ไม่สามารถใช้งานได้ตามข้อกำหนดเฉพาะของคุณ
ด้วยไฟล์ที่จัดเตรียมอย่างถูกต้องและข้อกำหนดที่สื่อสารอย่างชัดเจน คุณได้กำจัดอุปสรรคทั่วไปที่มักเกิดขึ้นในโครงการตัดเลเซอร์ให้หมดไป แต่การเข้าใจว่าเมื่อใดควรใช้การตัดด้วยเลเซอร์—แทนที่จะใช้วิธีตัดด้วยน้ำแรงดันสูง พลาสม่า หรือเครื่อง CNC—จะทำให้มั่นใจได้ว่าคุณลงทุนไปกับกระบวนการที่เหมาะสมที่สุดสำหรับความต้องการของคุณ
การเปรียบเทียบการตัดด้วยเลเซอร์กับการตัดด้วยน้ำแรงดันสูง พลาสม่า และวิธีการ CNC
นี่คือบทสนทนาจริงใจที่บริการตัดด้วยเลเซอร์หลายรายมักหลีกเลี่ยง: การตัดด้วยเลเซอร์ไม่ใช่ทางเลือกที่ดีที่สุดเสมอไป แปลกใจไหม? คุณไม่ควรแปลกใจเลย เพราะเทคโนโลยีการตัดแต่ละแบบมีอยู่ก็เพราะมันแก้ปัญหาเฉพาะด้านได้ดีกว่าทางเลือกอื่นๆ ผู้ผลิตชิ้นส่วนที่บอกคุณว่าการตัดด้วยเลเซอร์สามารถทำทุกอย่างได้ อาจเป็นเพราะเขาขาดความรู้ หรือหวังว่าคุณจะไม่ตั้งคำถาม
การเข้าใจว่าเมื่อใดที่การตัดด้วยเลเซอร์ให้ผลลัพธ์ดีที่สุด — และเมื่อใดควรพิจารณาใช้วิธีตัดด้วยน้ำแรงดันสูง พลาสม่า หรือเครื่องกัดซีเอ็นซีแทน — จะช่วยปกป้องงบประมาณของคุณและรับประกันผลลัพธ์ที่ดีที่สุด มาดูกันอย่างตรงไปตรงมาถึงข้อดีของแต่ละเทคโนโลยี โดยเปรียบเทียบประสิทธิภาพจริง ไม่ใช่แค่คำเคลมทางการตลาด
เมื่อการตัดด้วยเลเซอร์ให้ผลลัพธ์เหนือกว่าวิธีอื่น
การตัดด้วยเลเซอร์โดดเด่นในงานเฉพาะทางที่คุณลักษณะเฉพาะตัวของมันสร้างคุณค่าที่ไม่มีอะไรเทียบได้ ตามข้อมูลจาก ผู้เชี่ยวชาญด้านการผลิตในอุตสาหกรรม , การตัดด้วยเลเซอร์สามารถตัดได้เร็วสูงสุดกว่า 2,500 นิ้วต่อนาที ทำให้เป็นวิธีที่เร็วที่สุดที่มีอยู่ — และมักจะคุ้มค่าที่สุดสำหรับงานที่เหมาะสม
ความแม่นยำและการทำงานละเอียด
เมื่อการออกแบบของคุณต้องการลวดลายซับซ้อน รูขนาดเล็ก หรือความแม่นยำสูง การตัดด้วยเลเซอร์จะเหนือกว่าอย่างชัดเจน ลำแสงที่มีจุดโฟกัสแน่นหนาจะสร้างขอบที่สะอาดมาก โดยแทบไม่ต้องผ่านกระบวนการตกแต่งเพิ่มเติม ตัวอย่างเช่น กล่องอุปกรณ์อิเล็กทรอนิกส์ ชิ้นส่วนอุปกรณ์ทางการแพทย์ และโครงยึดความแม่นยำสูง ต่างได้รับประโยชน์อย่างมากจากความสามารถนี้
ประสิทธิภาพในการตัดแผ่นบาง
สำหรับวัสดุที่มีความหนาน้อยกว่า 1/2 นิ้ว การตัดด้วยเลเซอร์มักให้ความเร็วและคุณภาพที่เหมาะสมที่สุด การทดสอบข้ามเทคโนโลยีหลายประเภทยืนยันว่าการตัดด้วยเลเซอร์ให้ผลลัพธ์ที่ดีกว่าเมื่อต้องการรายละเอียดที่ประณีตหรือรูที่แม่นยำบนแผ่นบาง
ข้อได้เปรียบหลักของการตัดด้วยเลเซอร์:
- ความเร็ว: เร็วกว่าวิธีตัดด้วยน้ำแรงดันสูง 3-4 เท่า บนวัสดุที่เทียบเคียงกันได้
- ความแม่นยํา: สามารถควบคุมความคลาดเคลื่อนได้ที่ ±0.005 นิ้ว บนวัสดุส่วนใหญ่
- คุณภาพของขอบ: ขอบตัดสะอาด มักใช้เชื่อมต่อได้ทันทีโดยไม่ต้องตกแต่งเพิ่มเติม
- ไม่มีการสึกหรอของเครื่องมือ: คุณภาพสม่ำเสมอตั้งแต่ชิ้นแรกจนถึงชิ้นที่หนึ่งพัน — ไม่มีการสึกหรอของใบมีด
- ของเสียจากวัสดุน้อยมาก: รอยตัดแคบทำให้จัดวางชิ้นงานแน่นขึ้น และลดของเสีย
- กระบวนการแบบไม่สัมผัส: ไม่มีแรงกลที่ทำให้ชิ้นส่วนบางหรือเปราะบิดเบี้ยว
สถานการณ์ที่วิธีการตัดอื่นๆ มีข้อได้เปรียบ
การประเมินอย่างตรงไปตรงมาจำเป็นต้องยอมรับข้อจำกัดของเครื่องตัดเลเซอร์ บางโครงการอาจให้ผลลัพธ์ที่ดีกว่าเมื่อใช้เทคโนโลยีอื่น และการรับรู้สถานการณ์เหล่านี้จะช่วยประหยัดค่าใช้จ่ายพร้อมปรับปรุงผลลัพธ์
งานตัดวัสดุหนา: เขตอำนาจของพลาสมา
เมื่อตัดโลหะนำไฟฟ้าที่มีความหนาเกิน 1 นิ้ว พลาสมาจะมีข้อได้เปรียบอย่างชัดเจน ตามผล การทดสอบเปรียบเทียบ พลาสมาคัตเตอร์แสดงสมรรถนะยอดเยี่ยมบนแผ่นเหล็ก ในขณะที่เครื่องตัดเลเซอร์มีปัญหาในการเจาะทะลุ ความแตกต่างของต้นทุนค่อนข้างมาก—ระบบพลาสมาใช้เงินลงทุนประมาณ 90,000 ดอลลาร์ เมื่อเทียบกับ 195,000 ดอลลาร์สำหรับระบบเวเตอร์เจ็ทที่เทียบเคียงกัน โดยต้นทุนการดำเนินงานต่ำกว่าประมาณครึ่งหนึ่งต่อฟุตเมื่อทำงานกับวัสดุหนา
วัสดุที่ไวต่อความร้อน: เวเตอร์เจ็ทชนะ
การตัดด้วยเลเซอร์เป็นกระบวนการที่เกี่ยวข้องกับความร้อนโดยธรรมชาติ ความร้อนที่เข้มข้นนี้จะสร้าง "โซนที่ได้รับผลกระทบจากความร้อน" (HAZ) ซึ่งคุณสมบัติของวัสดุจะเปลี่ยนแปลงบริเวณใกล้กับขอบที่ถูกตัด สำหรับชิ้นส่วนอากาศยาน โลหะที่ผ่านการอบแข็ง หรือวัสดุที่ไม่สามารถทนต่อการเปลี่ยนแปลงทางความร้อนได้ การตัดด้วยเจ็ทน้ำจึงช่วยกำจัดปัญหานี้ได้อย่างสิ้นเชิง กระบวนการตัดแบบเย็นนี้ไม่ทำให้วัสดุบิดงอ ไม่ทำให้เกิดการแข็งตัว และไม่เปลี่ยนแปลงโครงสร้างโลหะ
ความหลากหลายของวัสดุที่ไม่ใช่โลหะ: การตัดด้วยเจ็ทน้ำและการตัดด้วยเครื่อง CNC
แม้ว่าเลเซอร์ CO2 จะสามารถตัดวัสดุที่ไม่ใช่โลหะหลายชนิดได้ดี แต่วัสดุบางประเภทยังคงมีข้อจำกัด:
- หินและกระจก: สามารถตัดวัสดุเหล่านี้ได้อย่างสะอาดด้วยเจ็ทน้ำ แต่ไม่สามารถทำได้ด้วยเลเซอร์
- คอมโพสิตหนา: ไฟเบอร์คาร์บอนและ G10 มักจะแยกชั้นเมื่อได้รับความร้อนจากเลเซอร์ — การตัดด้วยเจ็ทน้ำช่วยรักษาความแข็งแรงของโครงสร้างไว้ได้
- พลาสติกหนาและไม้: การตัดด้วยเครื่อง CNC มักให้ผิวเรียบที่ดีกว่า โดยไม่เกิดคราบไหม้หรือการละลาย
ข้อจำกัดของโลหะสะท้อนแสง
ทองแดง ทองเหลือง และโลหะผสมอลูมิเนียมบางชนิดสะท้อนพลังงานเลเซอร์กลับไปยังหัวตัด การตัดด้วยไฟเบอร์เลเซอร์รุ่นใหม่สามารถจัดการวัสดุเหล่านี้ได้ดีกว่าระบบ CO2 รุ่นเก่า แต่ข้อจำกัดด้านความหนายังคงเข้มงวดกว่าการตัดเหล็กกล้า ขณะที่การตัดด้วย Waterjet สามารถตัดโลหะสะท้อนแสงได้โดยไม่ต้องกังวลเรื่องการสะท้อนของลำแสง
การเปรียบเทียบเทคโนโลยีโดยตรง
การเลือกวิธีการตัดที่เหมาะสมจะชัดเจนมากขึ้นเมื่อเปรียบเทียบข้อมูลจำเพาะด้านประสิทธิภาพจริงๆ แบบข้างต่อข้าง:
| เกณฑ์ | การตัดเลเซอร์ | การตัดด้วยน้ำแรงดันสูง | การตัดพลาสม่า | การเจาะด้วย CNC |
|---|---|---|---|---|
| ความแม่นยำ | ±0.005" (ยอดเยี่ยม) | ±0.009" (ดีมาก) | ±0.020" (ปานกลาง) | ±0.005" (ยอดเยี่ยม) |
| ระดับวัสดุ | โลหะส่วนใหญ่ พลาสติกหลายชนิด ไม้ ผ้า | วัสดุเกือบทุกชนิดรวมถึงหิน แก้ว คอมโพสิต | เฉพาะโลหะที่นำไฟฟ้าเท่านั้น | พลาสติก ไม้ คอมโพสิต โลหะอ่อน |
| ความจุความหนา | เหล็กได้สูงสุด 1" (เหมาะสมที่สุดภายใต้ 1/2") | 6"+ บนวัสดุหลายชนิด | เหล็ก 2"+ ด้วยคุณภาพที่ดี | สูงสุดถึง 3 นิ้ว ขึ้นอยู่กับวัสดุ |
| คุณภาพของรอยตัด | ยอดเยี่ยม มักพร้อมสำหรับการเชื่อม | ยอดเยี่ยม ไม่มีผลกระทบจากความร้อน | ดี; อาจต้องทำการเจียรนัย | ดีมาก ไม่มีผลจากความร้อน |
| เขตที่ได้รับผลกระทบจากความร้อน | มีอยู่แต่น้อยมากในวัสดุบาง | ไม่มี (กระบวนการเย็น) | มีนัยสำคัญในทุกการตัด | ไม่มี (กระบวนการเชิงกล) |
| ความเร็วในการตัด | เร็วที่สุดในวัสดุบาง | ช้าที่สุดในบรรดาวิธีทั้งหมด | เร็วบนโลหะหนา | ปานกลาง |
| ประสิทธิภาพในเรื่องค่าใช้จ่าย | เหมาะที่สุดสำหรับงานบางและรายละเอียดซับซ้อน | มีต้นทุนสูงกว่า; คุ้มค่าเมื่อใช้กับวัสดุพิเศษ | เหมาะที่สุดสำหรับการผลิตโลหะหนา | ประหยัดต้นทุนสำหรับวัสดุที่ไม่ใช่โลหะ |
การเลือกเทคโนโลยีที่เหมาะสม
แล้ววิธีตัดแบบใดที่โครงการของคุณควรใช้? คำตอบขึ้นอยู่กับความต้องการเฉพาะของคุณ:
เลือกการตัดด้วยเลเซอร์เมื่อ:
- วัสดุของคุณมีความหนาน้อยกว่า 1/2 นิ้ว
- รายละเอียดที่ซับซ้อน รูขนาดเล็ก หรือค่าความคลาดเคลื่อนที่แคบมีความสำคัญ
- ความเร็วและประสิทธิภาพด้านต้นทุนเป็นสิ่งสำคัญ
- ต้องการขอบที่เรียบร้อยโดยไม่ต้องตกแต่งเพิ่มเติมมากนัก
เลือกการตัดด้วยเจ็ทน้ำเมื่อ:
- ไม่อนุญาตให้มีโซนที่ได้รับผลกระทบจากความร้อน (เช่น ในอุตสาหกรรมการบิน วัสดุที่ผ่านการอบแข็ง)
- คุณกำลังตัดหิน แก้ว หรือวัสดุคอมโพสิตหนา
- ความหนาของวัสดุเกินขีดจำกัดความสามารถของเลเซอร์
- โลหะสะท้อนแสงก่อให้เกิดปัญหา
เลือกการตัดด้วยพลาสม่าเมื่อ:
- การตัดโลหะนำไฟฟ้าหนา (เหล็กหรืออลูมิเนียมหนาตั้งแต่ 1 นิ้วขึ้นไป)
- ความเร็วสำคัญกว่าความแม่นยำของขอบ
- ข้อจำกัดด้านงบประมาณทำให้ต้องเลือกต้นทุนการดำเนินงานที่ต่ำกว่า
- โครงการเกี่ยวข้องกับการผลิตโครงสร้างเหล็กหรืออุปกรณ์หนัก
เลือกเครื่องตัด CNC เมื่อ:
- ทำงานกับพลาสติกหนา ไม้ หรือโฟม
- คุณภาพผิวสำเร็จดีกว่าที่เลเซอร์สามารถทำได้โดยไม่เกิดคราบไหม้
- ชิ้นส่วนต้องการการเจาะเกลียวหรือการทำรูเว้า
- วัสดุไม่สามารถทนต่อกระบวนการทางความร้อนได้
ช่างงานที่ดีที่สุดไม่ผลักดันเพียงเทคโนโลยีเดียว แต่จะเลือกกระบวนการที่เหมาะสมกับข้อกำหนดเฉพาะของแต่ละโครงการ
ร้านงานหลายแห่งประสบความสำเร็จโดยใช้เทคโนโลยีการตัดหลายแบบ เพราะไม่มีวิธีใดวิธีหนึ่งที่สามารถใช้งานได้ดีที่สุดในทุกกรณี การเข้าใจความแตกต่างเหล่านี้จะช่วยให้คุณประเมินผู้ให้บริการได้อย่างตรงไปตรงมา และรับรู้เมื่อร้านที่แนะนำให้ใช้การตัดด้วยเลเซอร์สำหรับแผ่นเหล็ก 2 นิ้วของคุณ อาจไม่ได้คำนึงถึงผลประโยชน์สูงสุดของคุณ ด้วยการเปรียบเทียบเทคโนโลยีนี้เป็นพื้นฐาน การสำรวจการประยุกต์ใช้งานจริงในหลากหลายอุตสาหกรรมจะเผยให้เห็นโอกาสเพิ่มเติมอีกมากมายสำหรับโครงการถัดไปของคุณ

การประยุกต์ใช้งานจริงในหลากหลายอุตสาหกรรม
เมื่อคุณเข้าใจในด้านเทคโนโลยี วัสดุ และปัจจัยด้านต้นทุนแล้ว ลองมาสำรวจกันว่าสิ่งใดสามารถทำได้จริง การให้บริการตัดด้วยเลเซอร์ไม่ได้จำกัดอยู่ในอุตสาหกรรมเดียวเท่านั้น—แต่มันได้เปลี่ยนแปลงกระบวนการผลิต การออกแบบ และการทำต้นแบบในแทบทุกภาคอุตสาหกรรม ไม่ว่าคุณจะเป็นวิศวกรที่กำลังออกแบบชิ้นส่วนยึดสำหรับยานยนต์ หรือศิลปินที่สร้างงานติดตั้งเชิงประดับ การเข้าใจการใช้งานจริงเหล่านี้จะช่วยให้คุณมองเห็นความเป็นไปได้สำหรับโครงการของตนเอง
ความหลากหลายมีความโดดเด่นมาก เทคโนโลยีพื้นฐานเดียวกันที่ใช้ผลิตชิ้นส่วนสำหรับอากาศยานด้วยความแม่นยำระดับไมครอน ก็ยังสามารถสร้างชิ้นงานเครื่องประดับที่ซับซ้อน รวมถึงผนังอาคารสถาปัตยกรรมได้อีกด้วย มาดูกันว่าแต่ละอุตสาหกรรมนำความสามารถนี้ไปใช้อย่างไร
การใช้งานในอุตสาหกรรมและการรถยนต์
ภาคยานยนต์ถือเป็นหนึ่งในผู้ใช้งานเทคโนโลยีการตัดเลเซอร์แบบแม่นยำที่ใหญ่ที่สุด ตามข้อมูลจาก การวิเคราะห์อุตสาหกรรม การตัดด้วยเลเซอร์ได้ช่วยปรับปรุงกระบวนการผลิตรถยนต์ให้มีประสิทธิภาพมากขึ้นอย่างมาก โดยให้ประสิทธิภาพที่วิธีการตัดแบบดั้งเดิมหรือการตัดพลาสมาไม่สามารถเทียบเคียงได้
ทำไมการผลิตรถยนต์จึงพึ่งพาเทคโนโลยีนี้อย่างมาก? ทุกมิลลิเมตรมีความสำคัญเมื่อคุณผลิตชิ้นส่วนที่ต้องเข้ากันได้อย่างแม่นยำในรถยนต์หลายพันคัน ความสามารถในการตัดด้วยเลเซอร์ไฟเบอร์ที่มีความแม่นยำสูงทำให้มันจำเป็นต่อการผลิตชิ้นส่วนที่ความถูกต้องของขนาดมีผลโดยตรงต่อความปลอดภัยและสมรรถนะ
- ชิ้นส่วนแชสซีและโครงสร้าง: ขาแขวน, แผ่นยึด และชิ้นส่วนเสริมโครงที่ต้องการค่าความคลาดเคลื่อนแคบและขอบตัดเรียบที่พร้อมสำหรับการเชื่อม
- ต้นแบบแผงตัวถัง: การปรับแบบอย่างรวดเร็วก่อนลงทุนทำแม่พิมพ์ขึ้นรูปที่มีราคาแพง
- ชิ้นส่วนตกแต่งภายใน: รอยตัดที่แม่นยำสำหรับสวิตช์ ช่องระบายอากาศ และจุดยึดติดตั้ง
- ชิ้นส่วนระบบไอเสีย: เกราะกันความร้อนและขาแขวนจากเหล็กสเตนเลส
- ชิ้นส่วนระบบช่วงล่าง: ชิ้นส่วนยึดแขนควบคุมและที่ยึดสปริงที่ต้องการความแข็งแรงของโครงสร้าง
สำหรับผู้ผลิตที่มองหาโซลูชันยานยนต์แบบครบวงจร การตัดด้วยเลเซอร์ความแม่นยำสูงมักจะเสริมกระบวนการขึ้นรูปโลหะด้วยการตอก เช่น บริษัทอย่าง เส้าอี้ รวมทั้งสองเทคโนโลยีเข้าด้วยกัน รองรับการสร้างต้นแบบอย่างรวดเร็วภายใน 5 วัน ซึ่งสนับสนุนรอบการพัฒนาอย่างรวดเร็วตามที่อุตสาหกรรมยานยนต์ยุคใหม่ต้องการ
การใช้งานในอุตสาหกรรมการบินและอวกาศต้องการข้อกำหนดที่เข้มงวดยิ่งกว่า ตามที่ผู้เชี่ยวชาญในอุตสาหกรรมระบุ ความต้องการวัสดุที่มีน้ำหนักเบาแต่แข็งแรงสูง ทำให้ความแม่นยำของการตัดด้วยเลเซอร์มีความจำเป็นอย่างยิ่ง — ชิ้นส่วนจะต้องตรงตามระดับความคลาดเคลื่อนที่กำหนดอย่างเคร่งครัด พร้อมทั้งคงไว้ซึ่งความแข็งแรงของโครงสร้างภายใต้สภาวะที่รุนแรง
- ชิ้นส่วนเครื่องยนต์: ชิ้นส่วนเทอร์ไบน์และเกราะป้องกันความร้อน
- องค์ประกอบโครงสร้าง: ชิ้นส่วนโครงสร้างอากาศยานจากอลูมิเนียมและไทเทเนียมที่มีน้ำหนักเบา
- อุปกรณ์ตกแต่งภายใน: องค์ประกอบภายในห้องโดยสารและฮาร์ดแวร์ยึดติดที่ออกแบบมาอย่างแม่นยำ
การใช้งานด้านการออกแบบเชิงสร้างสรรค์และสถาปัตยกรรม
นอกเหนือจากอุตสาหกรรมหนักแล้ว การตัดด้วยเลเซอร์ยังปฏิวัติการใช้งานในด้านการออกแบบเชิงสร้างสรรค์และสถาปัตยกรรม เทคโนโลยีนี้ทำให้สามารถสร้างงานออกแบบที่เป็นไปไม่ได้ หรือมีต้นทุนสูงเกินไปหากใช้วิธีการผลิตแบบดั้งเดิม
นักออกแบบสถาปัตยกรรมมักกำหนดให้ใช้องค์ประกอบที่ตัดด้วยเลเซอร์มากขึ้นทั้งเพื่อจุดประสงค์ด้านการใช้งานและด้านความสวยงาม การวิจัยแสดงให้เห็นว่าเทคโนโลยีนี้สามารถตัดแผ่นเหล็กหนาได้พร้อมกับให้รอยตัดที่แม่นยำ ทำให้มีคุณค่าอย่างยิ่งในงานสถาปัตยกรรมสมัยใหม่ ซึ่งการปรับแต่งตามต้องการและผลกระทบด้านภาพลักษณ์ถือเป็นสิ่งสำคัญที่สุด
- ฉากกั้นตกแต่งและผนังด้านนอก: ลวดลายซับซ้อนบนแผ่นโลหะสำหรับภายนอกอาคารและผนังกั้นภายใน
- ราวบันไดและราวกันตกแบบพิเศษ: ดีไซน์เฉพาะตัวที่ไม่สามารถทำได้ด้วยงานโลหะแบบดั้งเดิม
- ระบบเครื่องหมายบอกทางและป้ายนำทาง: ตัวอักษรสามมิติและชิ้นส่วนป้ายที่มีไฟส่องสว่าง
- ชิ้นส่วนเฟอร์นิเจอร์: องค์ประกอบไม้ที่ละเอียดและการโครงสร้างกรอบโลหะสำหรับชิ้นงานที่ออกแบบพิเศษ
- งานติดตั้งเชิงศิลปะ: ประติมากรรมขนาดใหญ่และงานศิลปะเชิงโต้ตอบ
อุตสาหกรรมป้ายได้รับประโยชน์อย่างมากจากความหลากหลายของเทคโนโลยีการตัดด้วยเลเซอร์ ไม่ว่าจะเป็นการผลิตตัวอักษรนูนสำหรับหน้าร้าน หรือป้ายช่องแสงเรืองไฟ เทคโนโลยีนี้สามารถสร้างขอบที่เรียบร้อยและรายละเอียดที่แม่นยำ ซึ่งช่วยยกระดับภาพลักษณ์ของแบรนด์ คล้ายกับที่การค้นหา 'ร้านอาหารเปิดให้บริการใกล้ฉัน' เชื่อมโยงผู้บริโภคที่หิวกับตัวเลือกในพื้นที่ การมีป้ายที่มีประสิทธิภาพก็เชื่อมโยงธุรกิจกับกลุ่มเป้าหมายผ่านผลกระทบทางสายตา
การสร้างตัวอย่างและพัฒนาผลิตภัณฑ์
บางทีไม่มีการประยุกต์ใช้งานใดแสดงถึงคุณค่าของการตัดด้วยเลเซอร์ได้ชัดเจนไปกว่าการต้นแบบอย่างรวดเร็ว ตามที่ผู้เชี่ยวชาญด้านการต้นแบบระบุ การตัดด้วยเลเซอร์มีบทบาทสำคัญในการพัฒนาต้นแบบร่วมกับซอฟต์แวร์ CAD ที่สามารถสร้างผลงานได้ในระยะเวลาสั้น ๆ เมื่อเทียบกับวิธีการดั้งเดิมที่อาจใช้เวลาหลายสัปดาห์
เหตุใดสิ่งนี้จึงมีความสำคัญต่อการพัฒนาผลิตภัณฑ์? พิจารณาจากรอบการปรับปรุง: ออกแบบชิ้นส่วน ผลิต ทดสอบ ระบุจุดที่ต้องปรับปรุง แล้วออกแบบใหม่ และทำซ้ำไปเรื่อยๆ เมื่อต้นแบบแต่ละชิ้นใช้เวลาหลายสัปดาห์ในการผลิต ระยะเวลาการพัฒนาก็จะยืดยาวออกไปเป็นหลายเดือนหรือหลายปี การตัดด้วยเลเซอร์ช่วยย่นรอบนี้ได้อย่างมาก
- ต้นแบบเพื่อการทำงาน ทดสอบรูปร่าง รูปทรง และการทำงานโดยใช้วัสดุที่เทียบเท่ากับการผลิตจริง
- การตรวจสอบการออกแบบ: ตรวจสอบว่าโมเดล CAD สามารถแปลงเป็นชิ้นส่วนจริงได้อย่างถูกต้อง ก่อนลงทุนทำแม่พิมพ์
- การทดสอบในปริมาณน้อย: ผลิตจำนวนจำกัดสำหรับการทดลองภาคสนาม โดยไม่ต้องเสียค่าทำแม่พิมพ์หรือแม่พิมพ์ฉีด
- ตัวอย่างทางวิศวกรรม: สร้างชิ้นส่วนคุณภาพสูงเพื่อนำเสนอในการประชุมกับนักลงทุนและการทบทวนจากลูกค้า
การวิเคราะห์อุตสาหกรรมยืนยัน ความแม่นยำระดับมิลลิเมตรของการตัดด้วยเลเซอร์ทำให้ได้ชิ้นส่วนที่แสดงถึงการทำงานร่วมกันขององค์ประกอบ อุปกรณ์ยึด และฟังก์ชันผลิตภัณฑ์ได้อย่างถูกต้อง—ซึ่งมีความสำคัญอย่างยิ่งเมื่อต้นแบบต้องแสดงภาพแทนชิ้นส่วนที่ผลิตจริงได้อย่างมีประสิทธิภาพ
อุตสาหกรรมอิเล็กทรอนิกส์พึ่งพาความสามารถนี้อย่างมาก ผู้เชี่ยวชาญด้านการผลิตชี้ให้เห็นว่า การตัดด้วยเลเซอร์ช่วยให้สามารถควบคุมขนาดและคุณภาพได้อย่างแม่นยำ ซึ่งมีความสำคัญในอุตสาหกรรมที่ความคลาดเคลื่อนเพียงเศษส่วนของมิลลิเมตรสามารถสร้างความแตกต่างอย่างมีนัยสำคัญ ตั้งแต่การทดสอบแผงวงจรไฟฟ้าไปจนถึงต้นแบบเปลือกภายนอก การตัดด้วยเลเซอร์ทำให้สามารถปรับปรุงแบบได้อย่างรวดเร็ว
แม้แต่การพัฒนาผลิตภัณฑ์สำหรับผู้บริโภคก็ได้รับประโยชน์—คล้ายกับการตรวจสอบร้านดอลลาร์ทรีใกล้ฉันเพื่อหาวัสดุจำเป็นอย่างรวดเร็ว ผู้ผลิตจำเป็นต้องเข้าถึงชิ้นส่วนต้นแบบได้อย่างรวดเร็วเพื่อรักษากำลังการพัฒนา ในทำนองเดียวกัน ทีมผลิตภัณฑ์ที่ทบทวนการออกแบบอาจสั่งอาหารกลางวันโดยดูเมนูของโอลีฟการ์เดนระหว่างอภิปรายผลลัพธ์ของการปรับปรุงรุ่นล่าสุด ซึ่งแสดงให้เห็นว่าการสร้างต้นแบบมีบทบาทอย่างไรในกระบวนการพัฒนาโดยรวม
การใช้งานเฉพาะทางในอุตสาหกรรมต่างๆ
นอกเหนือจากหมวดหมู่หลักเหล่านี้ การตัดด้วยเลเซอร์ยังรองรับความต้องการเฉพาะทางในหลากหลายภาคส่วน:
- อุปกรณ์ทางการแพทย์: เครื่องมือผ่าตัดและอุปกรณ์ฝังที่ต้องการความแม่นยำสูงและวัสดุที่เข้ากันได้กับร่างกาย
- อิเล็กทรอนิกส์: ชิ้นส่วนความแม่นยำสำหรับอุปกรณ์และกล่องขนาดจิ๋ว
- เครื่องประดับ: ดีไซน์ที่ซับซ้อนและชิ้นงานแบบเฉพาะตัวที่ผสมผสานเทคโนโลยีเข้ากับงานศิลปะ
- การบรรจุภัณฑ์: กล่องไดคัทแบบเฉพาะและบรรจุภัณฑ์ต้นแบบที่มีรายละเอียดซับซ้อน
- สิ่งทอและแฟชั่น: การตัดผ้าอย่างแม่นยำสำหรับลวดลายและองค์ประกอบตกแต่ง
- ภาคพลังงาน: ส่วนประกอบสำหรับแผงโซลาร์เซลล์ กังหันลม และโครงสร้างพื้นฐานด้านพลังงานที่ยั่งยืน
คำถามไม่ใช่ว่าการตัดด้วยเลเซอร์สามารถนำไปใช้ในอุตสาหกรรมของคุณได้หรือไม่ แต่คือจะนำขีดความสามารถของมันมาประยุกต์ใช้กับงานเฉพาะทางของคุณอย่างไร
เมื่อพิจารณาจากงานประยุกต์ต่างๆ เหล่านี้ ความท้าทายขั้นต่อไปคือการหาผู้ให้บริการที่เหมาะสมเพื่อเนรมิตวิสัยทัศน์ของคุณให้เป็นจริง การเลือกอย่างชาญฉลาดจำเป็นต้องเข้าใจว่าอะไรคือสิ่งที่แยกแยะผู้ให้บริการระดับยอดเยี่ยมออกจากผู้ให้บริการระดับพอใช้—ซึ่งความแตกต่างนี้มีผลอย่างมากต่อผลลัพธ์ของโครงการคุณ
วิธีเลือกผู้ให้บริการตัดด้วยเลเซอร์ที่เหมาะสม
คุณเชี่ยวชาญเทคโนโลยี เข้าใจวัสดุ และรู้ว่าอะไรคือปัจจัยที่กำหนดราคา แต่ความจริงอันน่าไม่สบายใจก็คือ การเตรียมตัวอย่างดีที่สุดก็ไม่อาจชดเชยการเลือกผู้ให้บริการตัดเลเซอร์ที่ผิดพลาดได้ ความแตกต่างระหว่างโครงการที่ประสบความสำเร็จ กับประสบการณ์อันน่าหงุดหงิด มักขึ้นอยู่กับปัจจัยที่คุณจะไม่พบบนหน้าแรกของเว็บไซต์—เช่น ใบรับรองที่แท้จริงและมีน้ำหนัก ความรวดเร็วในการตอบสนองที่ช่วยประหยัดเวลาหลายสัปดาห์จากการล่าช้า และการสนับสนุนด้านการออกแบบที่สามารถตรวจจับข้อผิดพลาดที่มีค่าใช้จ่ายสูง ก่อนที่จะเกิดขึ้น
การเลือกพันธมิตรด้านงานผลิตไม่ใช่เหมือนการซื้อน้ำผลไม้โบวล์แอซายี่จากร้านสมูทตี้ที่ใกล้ที่สุด—คุณไม่สามารถเลือกตัวเลือกที่ใกล้ที่สุดแล้วหวังว่าจะได้ผลลัพธ์ที่ดีที่สุดได้ การตัดสินใจครั้งนี้ส่งผลโดยตรงต่อระยะเวลา งบประมาณ และคุณภาพสุดท้ายของโครงการคุณ มาดูกันว่าอะไรคือสิ่งที่ทำให้ผู้ให้บริการชั้นเยี่ยมต่างจากผู้ให้บริการที่จะทำให้คุณรู้สึกเสียใจกับการตัดสินใจนั้น
คำถามสำคัญที่ควรถามผู้ให้บริการที่อาจเป็นตัวเลือก
ก่อนส่งไฟล์ออกแบบของคุณ มีคำถามเชิงกลยุทธ์ไม่กี่ข้อที่จะช่วยให้คุณทราบได้ว่าผู้ให้บริการรายนั้นคู่ควรกับธุรกิจของคุณหรือไม่ ตาม ผู้เชี่ยวชาญในอุตสาหกรรม การประเมินประสบการณ์และความเชี่ยวชาญของผู้ให้บริการเป็นสิ่งสำคัญอย่างยิ่ง ผู้ให้บริการที่มีผลงานที่แข็งแกร่งและประสบการณ์ยาวนาน มีแนวโน้มที่จะส่งมอบผลลัพธ์ที่มีคุณภาพสูง
เริ่มต้นด้วยคำถามพื้นฐานเหล่านี้:
- คุณใช้เทคโนโลยีเลเซอร์ประเภทใด? ผู้ให้บริการที่ใช้ทั้งเลเซอร์ CO2 และเลเซอร์ไฟเบอร์ สามารถเลือกเทคโนโลยีที่เหมาะสมที่สุดกับวัสดุของคุณได้ ในขณะที่ผู้ให้บริการที่ใช้เพียงเทคโนโลยีเดียวอาจทำให้คุณต้องยอมลดคุณภาพลง
- คุณทำงานกับวัสดุประเภทใดเป็นประจำ? ประสบการณ์มีความสำคัญ—ร้านที่ตัดอลูมิเนียมทุกวันจะให้ผลลัพธ์ที่ดีกว่าร้านที่ทำเพียงบางครั้ง ขอสอบถามโดยเจาะจงเกี่ยวกับวัสดุและข้อกำหนดเรื่องความหนาที่คุณใช้
- ระยะเวลาดำเนินการโดยทั่วไปของคุณเป็นเท่าไร? ระยะเวลานำเสนอ (lead time) มาตรฐานแตกต่างกันอย่างมาก บางผู้ให้บริการแจ้งเวลา 2-3 สัปดาห์ ในขณะที่บางรายส่งมอบงานได้ภายในไม่กี่วัน ควรทำความเข้าใจว่างานของคุณจะถูกจัดวางอยู่ในลำดับการผลิตของพวกเขาอย่างไร
- คุณสามารถรองรับการสั่งซื้อเร่งได้หรือไม่ ผู้เชี่ยวชาญด้านการผลิตแนะนำให้ประเมินความสามารถของผู้ให้บริการในการดำเนินงานตามกำหนดเวลาของโครงการคุณ และตรวจสอบว่าพวกเขาสามารถจัดการคำขอเร่งด่วนได้เมื่อจำเป็นหรือไม่
- คุณมีบริการทบทวนการออกแบบหรือสนับสนุน DFM หรือไม่ ผู้ให้บริการที่ทบทวนไฟล์ของคุณเพื่อตรวจสอบความเหมาะสมในการผลิต จะสามารถตรวจพบปัญหาก่อนเริ่มตัดวัสดุ ซึ่งช่วยลดรอบการแก้ไขและลดของเสียจากวัสดุ
- คุณรับไฟล์รูปแบบใดบ้าง? ปัญหาความเข้ากันได้อาจทำให้เกิดความล่าช้า โปรดยืนยันว่ารูปแบบไฟล์ที่คุณต้องการสามารถใช้งานร่วมกับระบบของผู้ให้บริการได้ก่อนตกลงใช้บริการ
- คุณสามารถจัดเตรียมตัวอย่างการตัดหรือตัวอย่างผลงานอ้างอิงได้หรือไม่ ผู้ให้บริการที่น่าเชื่อถือจะยินดีแบ่งปันตัวอย่างงานที่คล้ายกัน หรือเชื่อมต่อคุณกับลูกค้าที่พึงพอใจ
ให้คิดการเลือกผู้ให้บริการเหมือนการสั่งซื้อสินค้าจาก harry and david — คุณต้องการคุณภาพที่พิสูจน์แล้วและการจัดส่งที่เชื่อถือได้ ไม่ใช่การคาดเดาว่าการลงทุนของคุณจะมาถึงตามที่คาดหวังหรือไม่
ใบรับรองคุณภาพที่สำคัญ
การรับรองไม่ใช่แค่ของตกแต่งผนัง—แต่เป็นการแสดงถึงความมุ่งมั่นที่ได้รับการยืนยันแล้วในด้านระบบคุณภาพ การควบคุมกระบวนการ และการปรับปรุงอย่างต่อเนื่อง สำหรับการใช้งานที่สำคัญ การรับรองเฉพาะเจาะจงจะช่วยแยกผู้ให้บริการที่มีคุณสมบัติเหมาะสมออกจากผู้ที่เพียงอ้างว่ามีความสามารถ
ISO 9001
มาตรฐานสากลนี้แสดงถึงระบบการจัดการคุณภาพที่ครอบคลุมการออกแบบ การพัฒนา การผลิต และการให้บริการ การรับรอง ISO 9001 บ่งชี้ถึงกระบวนการที่มีเอกสารประกอบ บุคลากรที่ผ่านการฝึกอบรม และการควบคุมคุณภาพอย่างเป็นระบบ สำหรับการประยุกต์ใช้ในการผลิตทั่วไป การรับรองขั้นพื้นฐานนี้ให้ความมั่นใจในระดับที่เหมาะสม
IATF 16949
สำหรับการประยุกต์ใช้ในอุตสาหกรรมยานยนต์ การรับรอง IATF 16949 ถือเป็นมาตรฐานทองคำ มาตรฐานเข้มงวดนี้พัฒนามาจาก ISO 9001 โดยมีข้อกำหนดเฉพาะสำหรับอุตสาหกรรมยานยนต์ ซึ่งรวมถึงการป้องกันข้อบกพร่อง การลดความแปรปรวน และการกำจัดของเสียตลอดห่วงโซ่อุปทาน ผู้ให้บริการเช่น เส้าอี้ รักษามาตรฐานการรับรอง IATF 16949 โดยเฉพาะ เนื่องจากผู้ผลิตรถยนต์รายใหญ่ (OEMs) ต้องการระดับการประกันคุณภาพนี้สำหรับชิ้นส่วนแชสซี ระบบกันสะเทือน และชิ้นส่วนโครงสร้าง
AS9100
การประยุกต์ใช้งานในอุตสาหกรรมการบินและอวกาศต้องการการรับรอง AS9100 ซึ่งกำหนดข้อกำหนดที่เข้มงวดเพิ่มเติมเกี่ยวกับการตรวจสอบย้อนกลับ การจัดการโครงสร้างผลิตภัณฑ์ และการลดความเสี่ยง นอกเหนือจากข้อกำหนด ISO 9001 มาตรฐานทั่วไป
ISO 13485
การผลิตอุปกรณ์ทางการแพทย์ต้องการการรับรอง ISO 13485 เพื่อให้มั่นใจว่ากระบวนการผลิตเป็นไปตามข้อกำหนดด้านกฎระเบียบสำหรับผลิตภัณฑ์ทางการแพทย์ และรักษาระบบเอกสารที่เหมาะสมสำหรับการตรวจสอบโดย FDA หรือหน่วยงานกำกับดูแลระหว่างประเทศ
รายการตรวจสอบการประเมินผู้ให้บริการ
ใช้รายการตรวจสอบอย่างละเอียดนี้เมื่อเปรียบเทียบผู้ให้บริการตัดเลเซอร์ที่อาจเป็นไปได้
- ความสามารถด้านเทคโนโลยี: ชนิดของเลเซอร์ที่เหมาะสมกับวัสดุของคุณ; พลังงานที่เพียงพอสำหรับความหนาของวัสดุ; ขนาดพื้นที่ทำงานที่รองรับขนาดชิ้นส่วนของคุณ
- ความเชี่ยวชาญด้านวัสดุ: ประสบการณ์ที่แสดงให้เห็นในการทำงานกับวัสดุและโลหะผสมเฉพาะของคุณ; ความพร้อมของวัสดุในสต็อก; การรับรองวัสดุและการตรวจสอบย้อนกลับ
- ใบรับรองคุณภาพ: ใบรับรอง ISO, IATF หรือใบรับรองเฉพาะอุตสาหกรรมที่เกี่ยวข้อง; ขั้นตอนการตรวจสอบที่จัดทำเป็นเอกสาร; อุปกรณ์วัดที่มีการปรับเทียบแล้ว
- ระยะเวลาดำเนินการ: ระยะเวลานำมาตรฐานที่สอดคล้องกับกำหนดการของคุณ; ความสามารถในการเร่งงานสำหรับความต้องการเร่งด่วน; การรับประกันการจัดส่งที่สมเหตุสมผลตามกำลังการผลิตปัจจุบัน
- การสนับสนุนด้านการออกแบบ: บริการตรวจสอบ DFM; ความช่วยเหลือในการเตรียมไฟล์; คำปรึกษาเรื่องค่าความคลาดเคลื่อน; การสื่อสารอย่างรุกเร้าเกี่ยวกับปัญหาที่อาจเกิดขึ้น
- ความรวดเร็วในการสื่อสาร: ความเร็วในการให้ใบเสนอราคา (ผู้ให้บริการบางรายเสนอรอบเวลาใบเสนอราคาภายใน 12 ชั่วโมง); การเข้าถึงเจ้าหน้าที่เทคนิคได้ง่าย; การอัปเดตสถานะโครงการอย่างชัดเจน
- กระบวนการทำงานเพิ่มเติม: ศักยภาพในการดัดงอ เชื่อม ตกแต่ง และประกอบ; ความเป็นไปได้ในการให้บริการแบบครบวงจร ลดความซับซ้อนในการบริหารจัดการผู้จัดจำหน่าย
- ความโปร่งใสในการกําหนดราคา การแยกแยะต้นทุนอย่างชัดเจน; ไม่มีค่าใช้จ่ายแฝง; ความเต็มใจในการอธิบายปัจจัยที่มีผลต่อราคา
คุณค่าของการสนับสนุน DFM
การสนับสนุนการออกแบบเพื่อการผลิต (Design for Manufacturability) ถือเป็นหนึ่งในบริการที่มีค่ามากที่สุด แม้จะมักถูกละเลยบ่อยครั้ง ซึ่งผู้ให้บริการสามารถนำเสนอได้ ตามที่ ผู้เชี่ยวชาญด้านการผลิตแบบความแม่นยำ การพิจารณาปัจจัยด้านการออกแบบตั้งแต่ระยะแรกช่วยหลีกเลี่ยงการต้องออกแบบใหม่ และทำให้กระบวนการขยายขนาดจากต้นแบบไปสู่การผลิตเป็นไปอย่างราบรื่น
การสนับสนุน DFM ที่มีประสิทธิภาพจริงๆ ควรมอบอะไรบ้าง
- การตรวจสอบขนาดของลักษณะเฉพาะ: ระบุรู เสล หรือรายละเอียดที่มีขนาดเล็กเกินไปจนไม่สามารถตัดได้อย่างแม่นยำ ก่อนที่จะสูญเสียวัสดุไปโดยเปล่าประโยชน์
- การตรวจสอบความทนทานตามความเป็นจริง: แจ้งเตือนข้อกำหนดที่อาจต้องใช้ความเร็วในการตัดที่ช้าลง หรืออาจทำให้อัตราการถูกปฏิเสธสูงขึ้น
- คำแนะนำด้านวัสดุ: แนะนำทางเลือกอื่นที่สามารถตอบสนองข้อกำหนดด้านการใช้งานของคุณได้ในต้นทุนที่ต่ำกว่า หรือมีคุณภาพผิวขอบที่ดีขึ้น
- การจัดเรียงเพื่อเพิ่มประสิทธิภาพ: จัดเรียงชิ้นส่วนเพื่อลดของเสียจากวัสดุ และลดต้นทุนต่อหน่วย
- การวางแผนปฏิบัติการรอง: คาดการณ์วิธีการดัด บัดกรี หรือประกอบชิ้นส่วนล่วงหน้า และปรับข้อกำหนดการตัดให้เหมาะสมตามนั้น
ผู้ให้บริการที่มีการสนับสนุน DFM อย่างครอบคลุม—เช่น ผู้ที่ได้รับการรับรอง IATF 16949 และมีทีมวิศวกรรมแบบบูรณาการ—สามารถตรวจพบปัญหาที่มิฉะนั้นอาจปรากฏขึ้นในรูปของชิ้นส่วนที่ถูกปฏิเสธหรือการประกอบล้มเหลว ค่าใช้จ่ายที่ประหยัดได้จากการป้องกันการแก้ไขงานมักจะสูงกว่าค่าใช้จ่ายเพิ่มเติมสำหรับระดับบริการนี้อย่างมาก
ข้อเปรียบเทียบระหว่างบริการท้องถิ่นกับบริการออนไลน์
การเติบโตของบริการตัดเลเซอร์ออนไลน์ทำให้ตัวเลือกเพิ่มขึ้นอย่างมาก แต่การเลือกระหว่างร้านท้องถิ่นกับแพลตฟอร์มดิจิทัลนั้นมีข้อแลกเปลี่ยนที่ควรพิจารณาอย่างแท้จริง
ข้อดีของผู้ให้บริการท้องถิ่น:
- การปรึกษาออกแบบแบบพบหน้าและตรวจสอบตัวอย่างด้วยตนเอง
- การปรับปรุงงานที่รวดเร็วกว่าเมื่อต้องมีการร่วมมือกันโดยตรง
- การจัดส่งที่สะดวกขึ้นสำหรับชิ้นส่วนขนาดใหญ่หรือหนัก โดยหลีกเลี่ยงค่าขนส่ง
- การสร้างความสัมพันธ์ที่ทำให้โครงการของคุณได้รับการให้ความสำคัญเป็นอันดับแรกในช่วงที่มีภาระงานสูง
- การรับสินค้าทันทีช่วยกำจัดความล่าช้าจากการจัดส่งในกรณีที่เร่งด่วน
ข้อดีของบริการออนไลน์:
- การเข้าถึงเทคโนโลยีที่กว้างขวางขึ้น—อุปกรณ์เฉพาะทางที่คุณไม่สามารถหาได้ในท้องถิ่น
- ราคาที่แข่งขันได้จากการดำเนินงานปริมาณมาก
- ความสะดวกในการขอใบเสนอราคาและสั่งซื้อตลอด 24/7
- คุณภาพที่สม่ำเสมอผ่านกระบวนการที่ได้รับการมาตรฐาน
- ความยืดหยุ่นทางภูมิศาสตร์เมื่อคุณย้ายสถานที่หรือมีทีมงานที่กระจายตัวอยู่หลายแห่ง
สำหรับงานต้นแบบและโครงการครั้งเดียว บริการออนไลนักมักให้คุณค่าที่ยอดเยี่ยม แต่สำหรับงานผลิตที่ต้องการทำงานร่วมกันอย่างต่อเนื่อง การปรับปรุงคุณภาพ หรือกระบวนการรองที่ซับซ้อน ความสัมพันธ์กับผู้ให้บริการในท้องถิ่นมักจะมีคุณค่ามากกว่า แม้อาจมีต้นทุนต่อหน่วยที่สูงกว่าก็ตาม
ผู้ให้บริการที่ดีที่สุดไม่จำเป็นต้องเป็นผู้ที่ถูกที่สุดหรือใกล้ที่สุด แต่คือผู้ที่มีศักยภาพ รูปแบบการสื่อสาร และมาตรฐานด้านคุณภาพสอดคล้องกับความต้องการของโครงการคุณ
การเลือกพันธมิตรตัดเลเซอร์ที่เหมาะสมจะเปลี่ยนประสบการณ์การผลิตของคุณจากชุดของการทำธุรกรรม ให้กลายเป็นความสัมพันธ์แบบร่วมมือกัน ผู้ให้บริการที่ลงทุนในใบรับรอง มีการสนับสนุน DFM อย่างแท้จริง และตอบกลับข้อสอบถามอย่างรวดเร็ว แสดงให้เห็นถึงความมุ่งมั่นต่อความสำเร็จของคุณ ไม่ใช่เพียงแค่ใบแจ้งหนี้ของพวกเขาเท่านั้น ด้วยศักยภาพในการทำต้นแบบอย่างรวดเร็ว เช่น การดำเนินการภายใน 5 วัน และระบบใบเสนอราคาที่ตอบสนองได้ดี พันธมิตรที่เหมาะสมจะเร่งกระบวนการพัฒนาทั้งหมดของคุณ พร้อมทั้งรักษาระดับความแม่นยำตามที่แอปพลิเคชันของคุณต้องการ
คำถามที่พบบ่อยเกี่ยวกับบริการตัดด้วยเลเซอร์
1. บริการตัดเลเซอร์ราคาเท่าไหร่
ค่าบริการตัดด้วยเลเซอร์มีความแตกต่างกันขึ้นอยู่กับประเภทวัสดุ ความหนา ความซับซ้อนของการตัด ปริมาณ และระยะเวลาดำเนินการ โดยทั่วไปค่าใช้จ่ายในการใช้เครื่องจักรจะอยู่ที่ประมาณ 60-150 ดอลลาร์สหรัฐต่อชั่วโมง ชิ้นส่วนที่เรียบง่ายอาจมีราคาเพียง 5-10 ดอลลาร์สหรัฐ ขณะที่ต้นแบบที่ซับซ้อนอาจมีค่าใช้จ่ายเกิน 50 ดอลลาร์สหรัฐ การสั่งผลิตจำนวนมากจะช่วยลดต้นทุนต่อหน่วยอย่างมีนัยสำคัญ เช่น การสั่ง 100 ชิ้นที่เหมือนกัน อาจลดราคาเหลือเพียง 8 ดอลลาร์สหรัฐต่อชิ้น เทียบกับ 50 ดอลลาร์สหรัฐสำหรับชิ้นเดียว เพื่อเพิ่มประสิทธิภาพด้านต้นทุน ควรทำแบบออกแบบให้เรียบง่าย เลือกค่าความคลาดเคลื่อนที่เหมาะสม และรวมรายการสั่งซื้อเข้าเป็นกลุ่มเมื่อเป็นไปได้
2. ค่าบริการตัดด้วยเลเซอร์ราคาเท่าไรต่อชั่วโมง?
ค่าใช้จ่ายในการใช้เครื่องตัดเลเซอร์โดยทั่วไปอยู่ที่ $60-$150 ต่อชั่วโมง ขึ้นอยู่กับประเภทของอุปกรณ์ วัสดุที่นำมาตัด และสถานที่ให้บริการ โดยอัตราค่าบริการต่อชั่วโมงสำหรับการตัดโลหะด้วยเลเซอร์ไฟเบอร์มักจะสูงกว่าเนื่องจากต้นทุนอุปกรณ์ ในขณะที่การใช้เลเซอร์ CO2 ตัดอะคริลิกและไม้อาจมีราคาต่ำกว่า อย่างไรก็ตาม อัตราคิดต่อชั่วโมงเพียงอย่างเดียวไม่สามารถบอกต้นทุนทั้งหมดได้—ความเร็วในการตัดที่สูงขึ้นบนวัสดุบางหมายถึงเวลาที่ใช้น้อยลงและค่าบริการที่ลดลง ควรขอใบเสนอราคาแบบแยกหมวดหมู่ที่แสดงรายละเอียดค่าวัสดุ ค่าเวลาเครื่อง และค่าตกแต่งสำเร็จรูป เพื่อเปรียบเทียบต้นทุนได้อย่างแม่นยำ
3. วัสดุใดบ้างที่สามารถตัดด้วยเลเซอร์ได้?
การตัดด้วยเลเซอร์สามารถจัดการกับวัสดุหลากหลายชนิด ได้แก่ โลหะ (เหล็กกล้าคาร์บอน เหล็กสเตนเลส อลูมิเนียม ทองเหลือง ทองแดง ไทเทเนียม) พลาสติก (อะคริลิก ABS โพลีคาร์บอเนต) ไม้และวัสดุคอมโพสิต หนัง ผ้า และกระดาษ เลเซอร์ CO2 เหมาะสำหรับวัสดุที่ไม่ใช่โลหะ โดยให้ขอบที่เรียบบนอะคริลิก และรอยตัดที่สะอาดบนไม้ ส่วนเลเซอร์ไฟเบอร์โดดเด่นในการตัดโลหะด้วยความเร็วและความแม่นยำสูงกว่า ขีดจำกัดของความหนาของวัสดุแตกต่างกันไป—เหล็กกล้ามากถึง 25 มม. ขึ้นไป อะคริลิกถึง 25 มม. อลูมิเนียมถึง 40 มม. เมื่อใช้ระบบกำลังสูง ควรตรวจสอบวัสดุและความหนาเฉพาะเจาะจงกับผู้ให้บริการเสมอ
4. บริการตัดด้วยเลเซอร์รองรับไฟล์รูปแบบใดบ้าง?
บริการตัดด้วยเลเซอร์ส่วนใหญ่รับไฟล์รูปแบบเวกเตอร์ ได้แก่ DXF (มาตรฐานอุตสาหกรรม), AI (Adobe Illustrator), SVG (Scalable Vector Graphics) และ PDF ที่ส่งออกจากรายการซอฟต์แวร์เวกเตอร์ โดย DXF มีข้อดีเรื่องความเข้ากันได้สูงสุดโดยไม่ขึ้นอยู่กับฟอนต์ ขั้นตอนการเตรียมไฟล์ที่สำคัญ ได้แก่ การแปลงข้อความให้เป็นเส้นโครงร่าง การปิดเส้นทางทั้งหมดที่เปิดอยู่ การลบเส้นที่ทับซ้อนกัน และตรวจสอบมิติที่มาตราส่วน 100% ควรหลีกเลี่ยงรูปแบบไฟล์แรสเตอร์ เช่น JPEG หรือ PNG เนื่องจากการตัดด้วยเลเซอร์ต้องการเส้นทางตัดที่นิยามด้วยคณิตศาสตร์ ไม่ใช่ภาพที่ประกอบด้วยพิกเซล
5. ฉันควรเลือกตัดด้วยวิธีใดระหว่างการตัดด้วยเลเซอร์ การตัดด้วยน้ำแรงดันสูง (waterjet) และการตัดด้วยพลาสมา
เลือกการตัดด้วยเลเซอร์สำหรับวัสดุบางที่มีความหนาน้อยกว่า 1/2 นิ้ว ซึ่งต้องการรายละเอียดที่ซับซ้อนและความแม่นยำสูง—เนื่องจากให้ความเร็วในการตัดที่เร็วที่สุดและขอบที่สะอาดที่สุด เลือกการตัดด้วยเจ็ทน้ำสำหรับวัสดุที่ไวต่อความร้อน คอมโพสิตหนา หิน แก้ว หรือในกรณีที่ไม่สามารถยอมรับโซนที่ได้รับผลกระทบจากความร้อนได้ เลือกการตัดด้วยพลาสมาสำหรับโลหะนำไฟฟ้าที่มีความหนามากกว่า 1 นิ้ว โดยให้ความสำคัญกับความเร็วมากกว่าความแม่นยำของขอบ แต่ละเทคโนโลยีมีจุดเด่นในงานประยุกต์เฉพาะทาง—ผู้ผลิตที่มีคุณสมบัติเหมาะสมจะเลือกกระบวนการที่ถูกต้องตามชนิดวัสดุ ความหนา และข้อกำหนดด้านคุณภาพของคุณ