 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Stansade radiatorfästen: Tillverkningsdetaljer och hemligheter för restaurering
TL;DR
Stansning av kylarfästen innebär två olika kategorier: den industriella tillverkningsprocessen där tjockplåt formas till strukturella chassiramar, samt valet av dessa delar för bilrestaurering eller prestanda. Inom tillverkningssektorn används högtonnage pressar (ofta 600–800 ton) för att forma material som 0,250 tum aluminium eller stål med precisionstoleranser ner till +- 0,010 tum. För bilentusiaster handlar valet om antingen OEM-stilade stansade stålfästen, som ger fabriksmässig styvhet och äkthet, eller aftermarket-rörkonstruktioner utformade för viktreduktion i racingsammanhang. Oavsett om du konstruerar en klass 8-lastbil eller restaurerar en klassisk Mustang är förståelse för stansmekanik och identifiering av produktionsdatum avgörande för att säkerställa strukturell integritet och bilens värde.
Tillverkningsmekaniken: Hur kylarfästen stansas
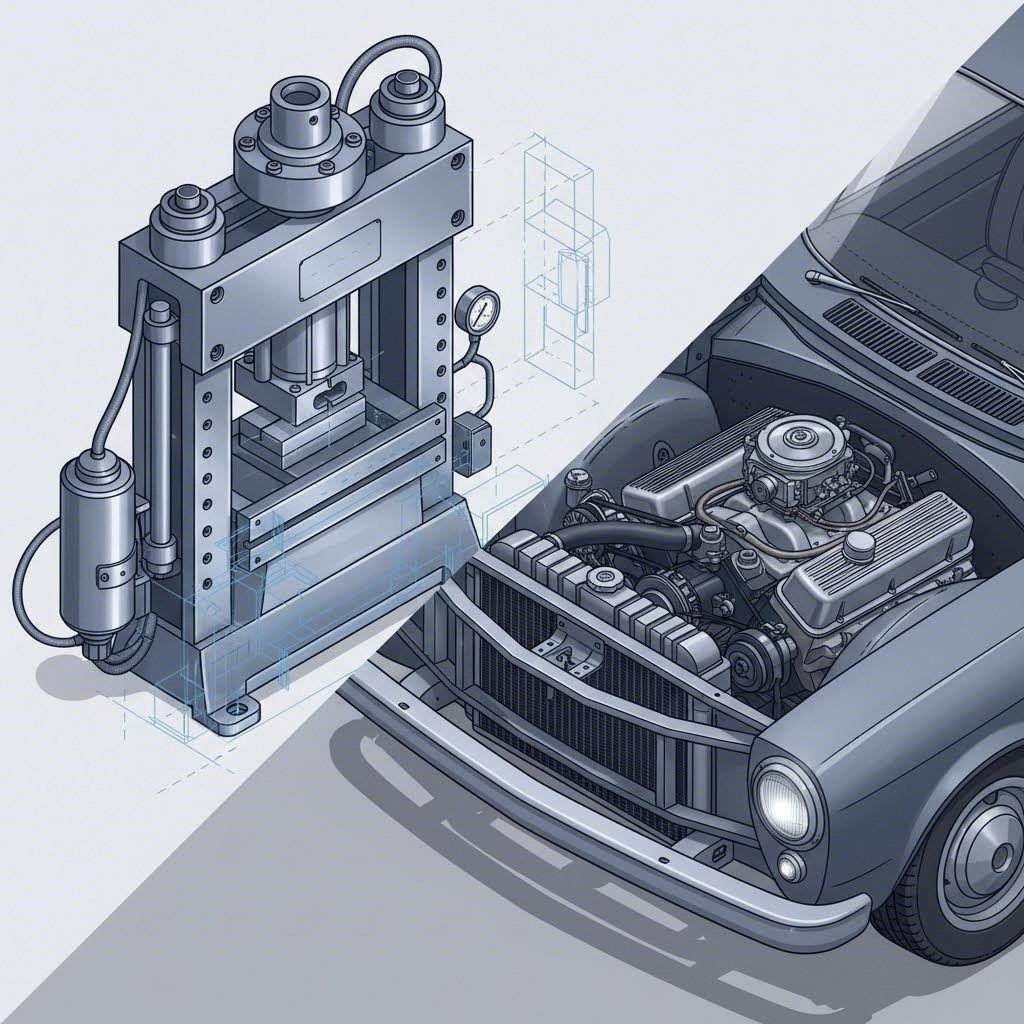
Tillverkningen av ett kylarfäste är en prestation inom tung industriell konstruktion. Till skillnad från enkla karossdelar är dessa fästen strukturella komponenter som måste bära vikten av kylaren, kondensorn och ofta även framskjutna plåtdelar, samtidigt som de behåller en styv justering för huven och framhjulshusen. Processen börjar med materialval, vanligtvis höghållfast stål eller tjockplåt av aluminium. I tunga applikationer som klass 8-lastbilar kan tillverkare till exempel använda 0,250 tum tjock aluminium för att balansera hållfasthet med vikt.
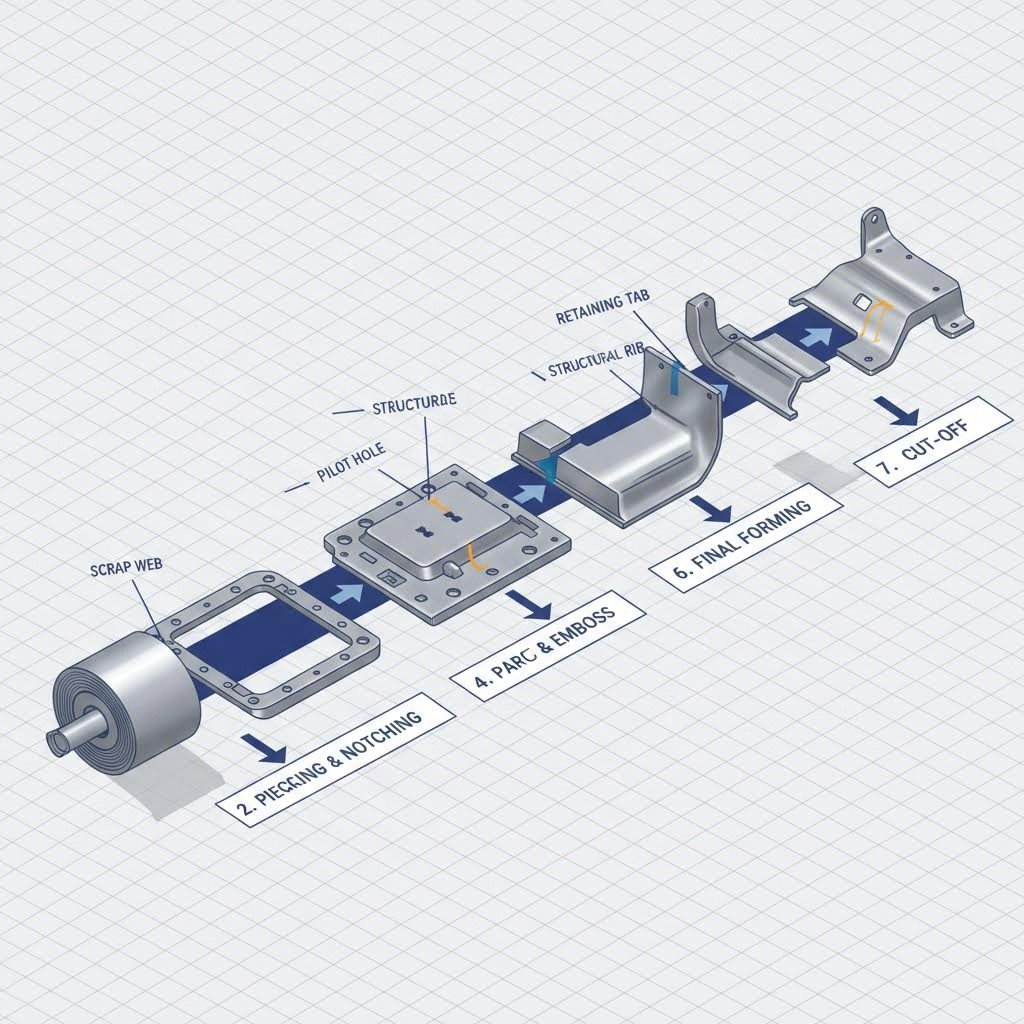
För att forma dessa robusta material använder tillverkare stora hydrauliska eller mekaniska pressar. Data från branschexperter som Aranda Tooling visar användningen av 800-tonspresar för att stansa radiatorramar. Processen innebär ofta progressiv diesstansning, där en kontinuerlig metallremsa matas igenom flera stationer. Varje station utför ett specifikt snitt, böjning eller punschering, och formar gradvis den platta plåten till en komplex tredimensionell ram. Denna metod säkerställer hög upprepbarhet och effektivitet, med en kapacitet att producera volymer på över 15 000 enheter årligen.
Precision är oeftergivlig inom denna sektor. Ett radiatorunderstöd är inte bara en fästeplåt; det är en referenspunkt för hela bilens främre del. Ledande tillverkare följer stränga kvalitetskontrollstandarder och håller toleranser så tajta som ±0,010 tum. Denna nivå av noggrannhet uppnås genom avancerad verktygsmakeri och sekundära operationer, såsom robotvältsning, för att montera flera stansade komponenter till en enda sammanhängande enhet. För fordonsaktörer som vill överbrygga klyftan mellan snabb prototypframställning och tillverkning i stor skala, Shaoyi Metal Technology erbjuder IATF 16949-certifierad precision. Med presskapacitet upp till 600 ton—jämförbar med stora industristandarder—levererar de kritiska strukturkomponenter som reglagearmar och underchassiar samtidigt som de följer globala OEM-specifikationer.
Företag som Regal Metal Products använder också stora plattstorlekar (upp till 60” x 168”) för att hantera den omfattande ytan hos bilars kärnstöd. Dessa möjligheter gör det möjligt att tillverka enstyckiga djupdragningar eller komplexa sammanbyggnader som integrerar fästpunkter för upphängnings- och kylsystem, vilket säkerställer att delen uppfyller de stränga kraven från moderna bilmonteringslinjer.
Djupdragna ståldelar kontra rörformade stöd: En prestandajämförelse
För bilentusiaster innebär termen "djupdragna radiatörstöd" ofta ett beslutsögonblick: ska man behålla originaldelens djupdragna ståldel eller uppgradera till ett rörformat alternativ? Detta val förändrar grundläggande fordonets karaktär och påverkar allt från viktfördelning till kylduglighet.
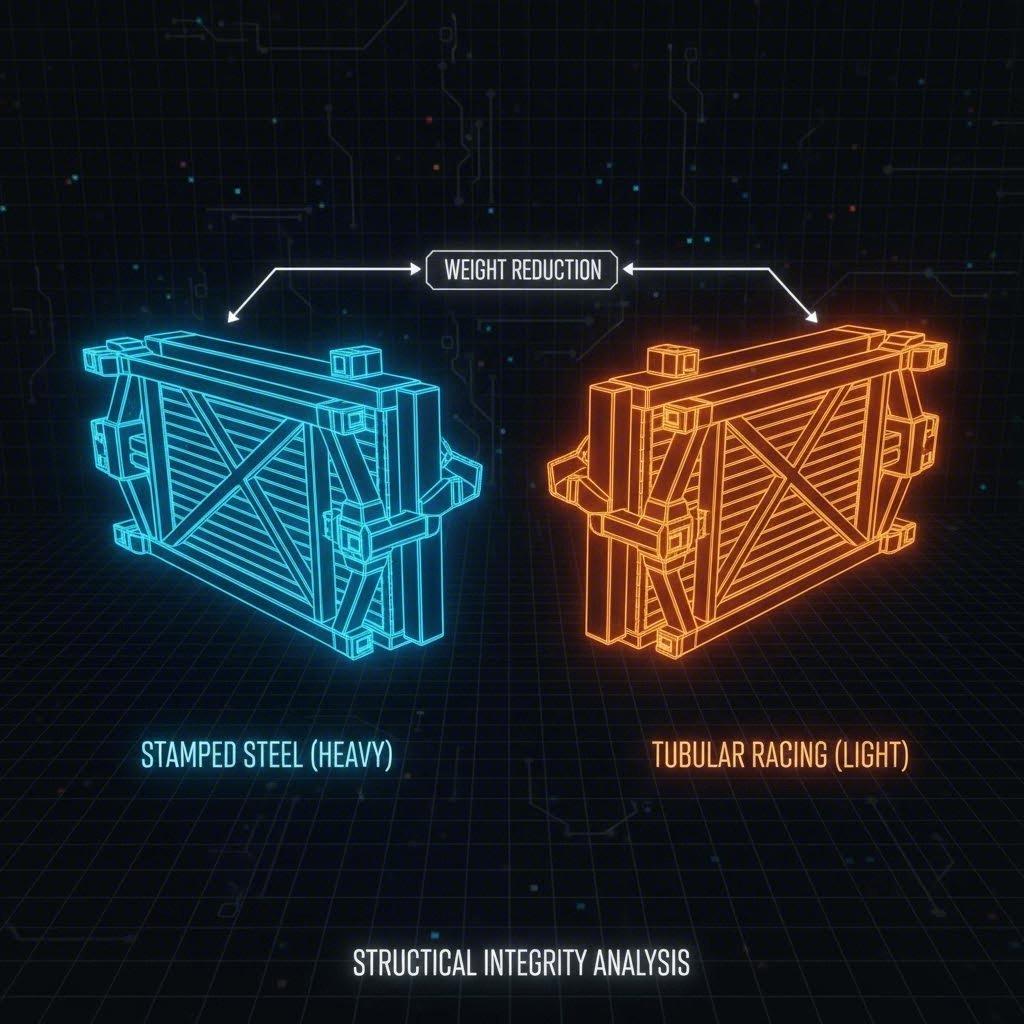
OEM-djupdragna stålstöd är standard för restaurering och gatbilar. Tillverkade med hjälp av de ovan beskrivna metoder med tung press, är dessa delar designade för att böja sig och absorbera energi vid en krock, vilket skyddar chassit. De erbjuder fabrikskorrekt passform, förborrade hål för kablage och fästpunkter för originaltillbehör som vindrutensköljare och tutorna. Men de är tunga och kan begränsa luftflödet till radiatorn på grund av sin kraftiga, solid konstruktion.
Rör- och Chromoly-stöd , till exempel från Rhodes Custom Auto, är det föredragna valet för dragrace och bananvändning. Tillverkade av lättviktsrör (ofta 4130 Chromoly) kan dessa stöd minska vikten avsevärt – ofta upp till 10–20 pund på bilens främre del där det spelar störst roll. Deras öppna design maximerar luftflödet till radiatorn, en viktig fördel för högpresterande motorer. Avvägningen är ofta reducerad styvhet i vardagssituationer och brist på fästpunkter för serieutrustning, vilket gör dem mindre lämpliga för en fullt utrustad vägbil.
| Funktion | OEM-stansad stål | Eftermarknad tubulär / Chromoly |
|---|---|---|
| Primär användning | Återställning, daglig körning, kollisionsskador | Dragrace, bana, Pro-Touring |
| Material | Stansad plåt (stål/aluminium) | Svetsad rörkonstruktion (mild stål eller Chromoly) |
| Vikt | Tung (standardfabriksvikt) | Lättvikt (sparar 10–20 pund) |
| Luftflöde | Begränsad (hela paneler blockerar luft) | Maximalt (öppen design) |
| Montering | Direkt montering med fabriksutrustning | Kan kräva modifiering för tillbehör |
Återställning & äkthet: Avkodning av datumstämplar för vattenkylarens bärverk
I världen av klassiska bilrestaurering, särskilt för Mustangs, Chevelles och Camaros, är det stämplade bärverket för vattenkylaren nyckeln till verifiering. Äkthetsdomare och allvarliga samlar söker efter specifika datumstämplar och tillverkarkoder för att avgöra om en bil behåller sin ursprungliga plåt eller om den har reparerats med reservdelar.
På fordon som den klassiska Ford Mustang är det kända svårt att hitta datumstämpeln, men den är avgörande för tävlingdomdömen. Entusiaster på Concours Mustang Forum noterar att dessa stämplar ofta finns under batterihållaren eller bakom den laterala stagningen. En typisk produktionslinjestämpel kan visa en datumkod (t.ex. "4/14/64"), vilket överensstämmer med fordonets tillverkningsdatum. Emellertid är avvikelser här varningsflaggor. En stämpel som visar "A 62" eller liknande icke-datumformat indikerar ofta en Reservdel för service —en komponent som installerats av en återförsäljare eller karosseriverkstad efter en olycka, snarare än på fabrikens monteringslinje.
Att avkoda dessa stämplar kräver ett skarpt öga. För Chevrolet-restaureringar kan datumkoder visas på överplattan nära huvspelet eller på motorns sida av stödet. Formatet följer vanligtvis en Månad/Vecka/Dag-struktur. Utöver tecknen själva är fästmåten en tydlig indikator. Fabriksstöd var typiskt punktsvetsade med högamperra industriella motståndssvetsmaskiner, vilket lämnar små, exakta gropar. Ersättningsstöd är ofta pluggsvetsade (MIG-svetsade genom borrade hål), en tydlig visuell indikator på att fordonets "stansade radiatorstöd" har en historik av kollisionsskador.
Installation och justeringsutmaningar
Att byta ut en stansad kylarstöd är inte en enkel bolt-on-åtgärd; det är en strukturell kirurgi som avgör justeringen av hela främre delen. Eftersom stödet förbinder den vänstra och högra inre framhjulskåpan, bestämmer det motorkorgen kvadratighet. Ett vanligt problem med aftermarket-stansade ersättningar är små dimensionella avvikelser. Redan en avvikelse på några millimeter kan leda till dåliga luckspel eller feljusterade framhjulskåpor.
En lyckad installation börjar med förberedelser. De flesta ersättningsbara stansade stöd levereras med en svart EDP-beläggning (Electro-Deposit Primer). Även om detta förhindrar rost under transport måste beläggningen grovas upp eller avlägsnas vid svetspunkter för att säkerställa bra vidhäftning. Erfarna bilrestauratörer rekommenderar att "provpassa" hela främre delen – framhjulskåpor, motorhuva och gallret – innan det nya stödet helt svetsas fast. Detta gör det möjligt att justera fästningshål eller lägga till shimar.
För dem som reparerar ett veteranfordon är det en laglig och värdeskapande övervägning att bevara det ursprungliga VIN-märket (som ofta finns på radiatorstödet i vissa modeller). Om stödet är rostat men den märkta ytan är intakt, väljer vissa att föra över den ursprungliga märkta delen till det nya stödet, även om detta kräver expertkunskaper i metallbearbetning för att det ska vara outfelbart.
Vanliga frågor
1. Kan man köra utan radiatorstöd?
Nej, det är mycket farligt och mekaniskt riskfyllt att köra utan radiatorstöd. Komponenten gör mer än bara håller radiatorn; den ger strukturell styvhet till fordonets framsida genom att sammanlänka ramens reglar och inre fälgar. Utan detta kan framsidan vicka avsevärt, vilket leder till feljustering av karossdelar och potentiell hållfasthetsbrott i huven. Dessutom skulle radiatorn sakna säker fästpunkt, vilket orsakar vibrationer, skador på kylslangar och till sist katastrofal överhettning eller motorskador.
2. Vilken typ av lödning används vid reparation av radiatorer?
Vid reparation av kopparradiatorer eller kopparbrunnsradiatorer, ofta förekommande i fordon med äldre stansade stöd, är specifika bly-tinnlödningar standard. Vanliga sammansättningar inkluderar 40/60 (40 % tenn, 60 % bly) eller 30/70. Precision är dock avgörande; enligt branschdiskussioner kan överdriven värme eller felaktigt material försvaga kärnan. Moderna aluminiumradiatorer med plasttankar, som kombineras med nyare stansade stöd, kan i regel inte lötas och kräver vanligtvis kärnbyte eller epoxifläckar för tillfälliga reparationer.