 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Stansade vindrutetorkararmar: Konstruktions- och identifieringsguide
TL;DR
I sammanhanget fordonskomponenter, stansning av vindsuttningsarmar syftar på två skilda begrepp: den höghastighetsprocess progressiv stansning som används för att forma metallstrukturen, och identifieringskoderna inpräglade på armen för delverifiering. Modern tillverkning har till största delen övergått från gjutning till stansning, vilket möjliggör produktionshastigheter upp till 60 delar per minut med bättre noggrannhet.
För fordonägare och restaurerare är dessa inpräglade märken (till exempel tillverkarlogotyper som Trico eller riktningsindikatorer som 55L/55R) avgörande för att identifiera originaldelar och säkerställa korrekt passform. Oavsett om du söker en tillverkare för massproduktion eller avkodar ett äldre delnummer är det nyckeln att förstå stansningsprocessen.
Tillverkningsprocessen: Progressiv stansning
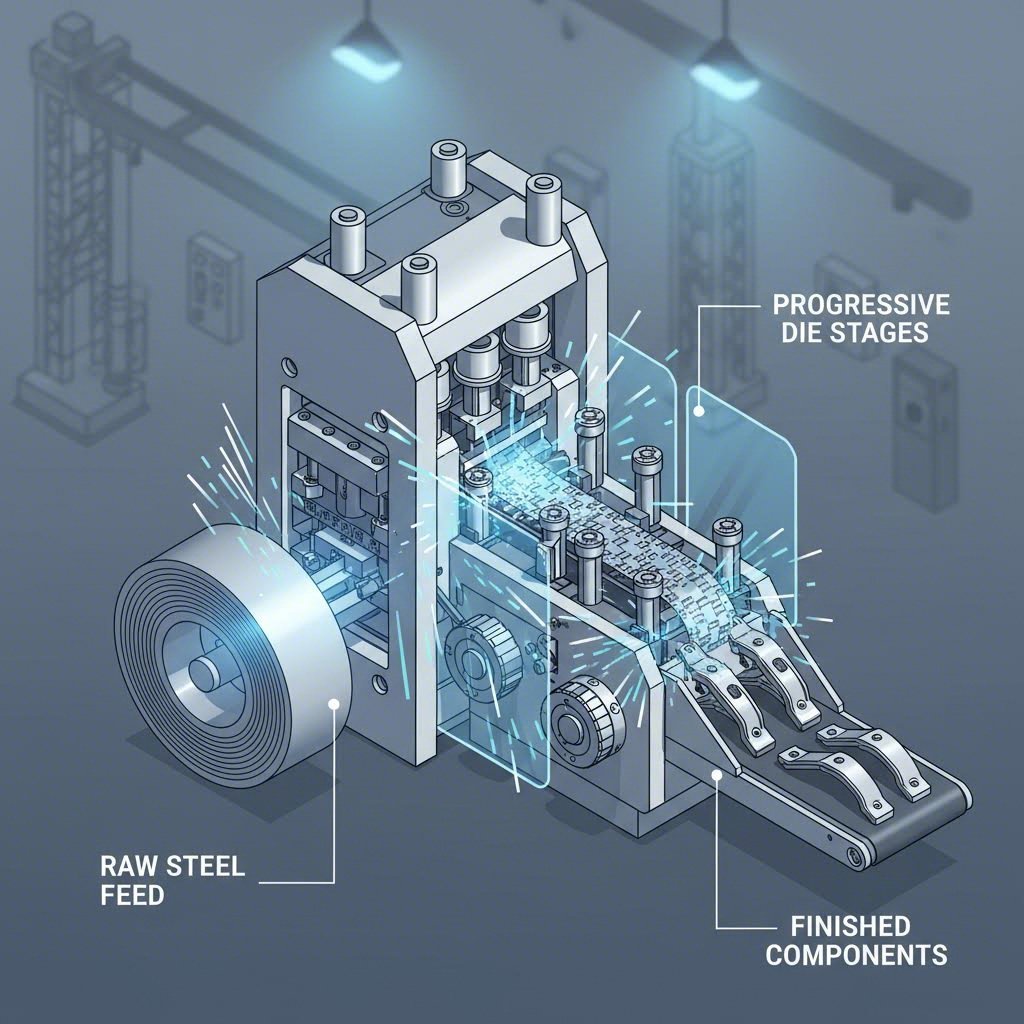
Tillverkningen av vindrutetorkararmar har utvecklats avsevärt för att möta kraven från bilindustrin. Tidigare tillverkades många torkarkomponenter med metallgjutning. Men modern teknik har kommit att föredra progressiv stansning , en metod som omvandlar platta metallrullar till komplexa, slitstarka former i en kontinuerlig sekvens.
Denna förändring ger betydande effektivitetsvinster. Enligt branschfallstudier, såsom de från Penne , gör övergången till progressiv dieskärning att tillverkare kan producera upp till 60 torkararmar per minut. Till skillnad från gjutning, som ofta kräver sekundär bearbetning för att ta bort överskottsmaterial eller släta hårda kanter, kommer stansade delar i stort sett färdigbearbetade ur pressen. Processen innebär att galvaniserade stål- eller aluminiumband matas in i en press där en serie die-formar skär, böjer och formar metallbackarna och kanalerna med mikronnoggrannhet.
För fordons-tillverkare (OEM) som kräver denna nivå av kapacitet och precision är det avgörande att välja en partner med starka kunskaper. Shaoyi Metal Technology's omfattande stanslösningar överbrygga klyftan från snabb prototypframställning till tillverkning i stora volymer, genom att utnyttja IATF 16949-certifierad precision och presskapacitet upp till 600 ton för att leverera kritiska komponenter som uppfyller strikta globala standarder. Pressar med hög tonnage säkerställer att även tjockväggat stål som används för kraftfulla vindsuttningsarmar behåller sin strukturella integritet utan metallutmattning.
Avkodning av vindsuttningsarmsstämplar: kodar och identifiering
För entusiaster och mekaniker syftar termen "stämpling" ofta på de alfanumeriska koderna som är inpressade i den metalliska armen. Dessa stämplar är inte bara dekorativa; de utgör den främsta metoden för identifiering av passform och äkthet, särskilt vid restaurering av klassiska bilar.
De vanligaste stämplingar anger tillverkaren och monterings sidan. Till exempel refererar ofta klassiska fordonsgemenskaper till specifika koder som "55L" (vänster/förarsida) och "55R" (höger/passager sida) som finns på undersidan av armen. Identifiering av dessa märken är avgörande eftersom vänster- och höger sids vindsutarmar ofta har subtila skillnader i vinklar eller längder som är omöjliga att skilja med blotta ögat men avgörande för avviskningsprestanda.
Dessutom har originalutrustnings tillverkare (OEM) armar, såsom de som tillverkas av Trico, ofta Trico patentstämplingar eller specifika produktionsdatumkoder. Dessa märken skiljer äkta OEM-delar från generiska eftermarknadsdelar, vilka vanligtvis saknar detaljerade stämplingar eller använder förenklade artikelnummer. Vid inköp av ersättningsdelar bör man verifiera att den instamplade "bajonett"- eller "krok"-anslutningen matchar din fordonsspecifikationen för att undvika mekaniskt fel.
Ytbehandling: Målning och korrosionsskydd
Rå stansad stål är mycket mottagligt för korrosion, vilket kräver omfattande ytbehandling direkt efter formning. I industriella miljöer genomgår rutorblad vanligtvis elektroforesbeläggning (E-beläggning) eller pulverlackering för att skapa en slitstark, väderbeständig barriär. Denna beläggning måste tåla kontinuerlig UV-exponering, fukt och vägsalt utan att flagna.
För hobbyreparatörer är det en vanlig utmaning att underhålla denna beläggning. Med tiden kan den ursprungliga ytan blekna eller spricka, vilket leder till rost, särskilt runt de stansade gångjärnsområdena. För att effektivt återfinansera ett stansat rutorblad måste du ta bort den gamla färgen utan att slipa bort identifieringskoderna. Använd finpapperssandpapper (cirka 400–600 korn) för att grova upp ytan, rengör sedan grundligt med en lösningsmedel.
Att applicera en högkvalitativ halvblank eller matt svart färg är branschstandard för att återställa fabriksutseendet. Undvik tjocka lager som kan täppa till de stansade siffrorna eller fjädringsmekanismen. Detaljerade guider på plattformar som GM-Trucks.com betona vikten av förberedelse – om man inte tar bort rost från de stansade vecken kommer nytt lackskikt att bullra inom loppet av några månader.
Felsökning och underhåll av stansade armar
Även om stansade metallarmer är robusta är de inte immuna mot mekaniska problem. Den vanligaste felpunkten uppstår vid splinerna – de stansade räfflarna inuti monteringshålet som griper tag i raggiverets axel. Om en raggarm tvingas på eller monteras utan korrekt åtdragningsmoment kan dessa mjuka metalspliner skadas, vilket gör att armen glider och inte förmår röra borsten, även om motorn roterar.
Ett annat problem är fysisk deformation. Eftersom stansad stål har ett "minne" kan en böjd arm ibland rättas till, men det kräver försiktig hantering. Genom att använda två skiftnycklar för att vrida tillbaka armen i rätt läge kan man åtgärda "chatter" (där bladet hoppar över glaset), men alltför hård kraft kan spräcka metallen eller försvaga fjäderkraften. Om den inre fjädern—ofta förankrad till en stansad flik—förlorar spänning kommer bladet inte trycka tillräckligt mot vindrutan, vilket gör det ineffektivt oavsett hur nytt gummibladet är.
Sluttankar om stansning av wiperarms
Att förstå stansens dubbla natur – både som en högprecisions tillverkningsmetod och ett viktigt identifieringssystem – ger styrka åt både ingenjörer och fordonägare. För tillverkare innebär övergången till progressiv diesstansning ett stort steg framåt vad gäller effektivitet och konsekvens. För konsumenter kan kunskapen om hur man läser de instansade koderna på en syltorghake innebära skillnaden mellan en perfekt restaurering och en frustrerande passningsfråga. Oavsett om du specifierar en produktion eller restaurerar en klassiker berättar detaljerna instansade i metallen hela historien om delens ursprung och funktion.

Vanliga frågor
1. Kan man pulverlackera syltorgar?
Ja, pulverlackering är ett utmärkt alternativ för syltorgar eftersom det ger en tjockare och mer slitstark yta jämfört med vanlig sprayfärg. Den är mycket motståndskraftig mot avflagning och UV-skador. Du måste dock se till att beläggningen inte påverkar ledhängen eller fyller splintandarna, vilket kan förhindra att armen passar korrekt på fordonet.
2. Hur identifierar jag min vindsuttningsarmstyp?
För att identifiera din vindsuttningsarm, leta efter stansade alfanumeriska koder på undersidan eller basen av armen. Koder som slutar med "L" eller "R" anger vanligtvis vänster eller höger placering. Dessutom bör du undersöka anslutningspunkten där bladet fästs; vanliga stansade typer inkluderar "Hook" (krok), "Bayonet" (gevärsföre) eller "Side Pin" (sidofäste). Jämförelse av dessa stansningar med OEM-diagram är den mest tillförlitliga metoden.
3. Vad är skillnaden mellan stansade och gjutna vindsuttningsarmar?
Stansade vindsuttningsarmar tillverkas från plåt genom användning av högtryckspressar, vilket resulterar i en lättare, mer enhetlig del med en jämn ytfärd. Gjutna armar tillverkas genom att hälla smält metall i en form, vilket kan resultera i en tyngre, mer spröd komponent som kan kräva mer efterbearbetning för att jämna ut fogar och fel.