 Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —
Lilla partier, höga standarder. Vår snabba prototypservice gör validering snabbare och enklare —

Stansning av Fordonsbelysningskomponenter: Ingenjörsmanual
TL;DR
Stansning av belysningskomponenter för fordon är en högprecisionsframställningsprocess som används för att tillverka kritiska metallkomponenter till fordonsbelysningssystem, inklusive elektriska kontakter, värmeavledare, reflektorhöljens och fästningsbracketar. Eftersom moderna LED-anslutningar kräver strikt termisk hantering och konsekvent elektrisk ledning, är tillverkare beroende av höghastighetsstansning progressiv stansning för att producera miljontals felfria komponenter. Viktiga inköpsöverväganden inkluderar valet av material som aluminium för värmeavledning, koppar för anslutning samt att säkerställa att din samarbetspartner har IATF 16949-certifiering iATF 16949-certifiering för att uppfylla globala kvalitetsstandarder inom fordonsindustrin.
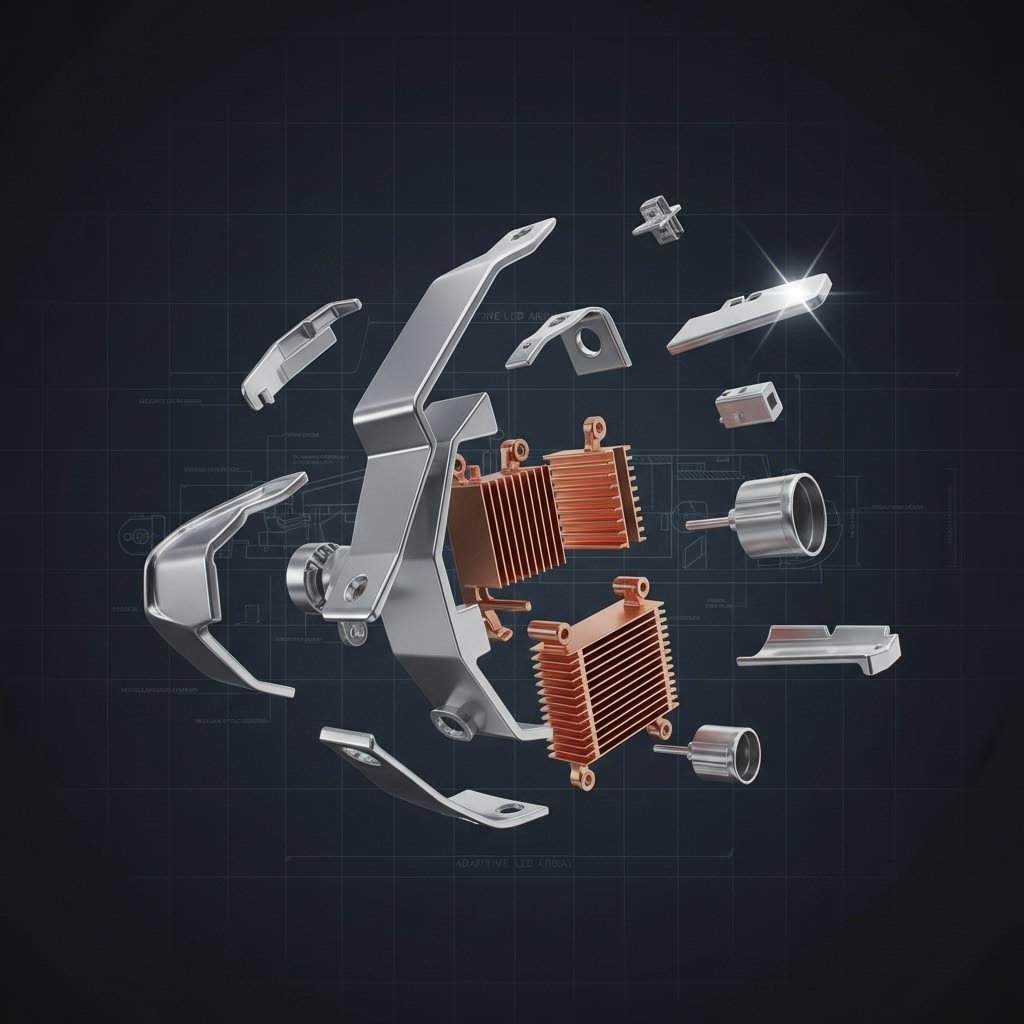
Kritiska stansade komponenter i modern fordonsbelysning
Övergången från halogen till LED- och lasermatrisbelysning har förändrat komplexiteten i stämplade metallkomponenter. Bilingenjörer behöver inte längre bara enkla fästband, utan också invecklade sammankopplingar och termiska lösningar som passar in i allt kompaktare strålkastare och bakljus. Stämpelning med hög precision har tre huvudfunktioner inom dessa system: elektrisk anslutning, strukturellt stöd och termisk hantering.
Elektriska sammankopplingar
Nervsystemet i alla belysningsapparater är beroende av stämplade elektriska komponenter. Busslingar och ledramar är stämplade av högledningsfästa kopparlegeringar för att effektivt fördela ström över LED-anordningar. Terminaler och anslutningsdon måste behålla kontaktintegriteten trots vibrationer i motorn och värmekurser. Till skillnad från standardkonsumentelektronik har dessa fordonsdelningar ofta komplexa geometriska egenskaper som är utformade för att låsa säkert in i plastinsprutningsgjorda höljen, en process som kallas insatsgjutning.
Komponenter för värmehantering
LED:s livslängd är direkt kopplad till värmeavledning. Metallstansning ger en kostnadseffektiv lösning för att skapa värmeledare och värmspridare. Genom att stansa aluminiumlegeringar kan tillverkare skapa lättviktiga komponenter med stor yta för att leda bort värme från känsliga dioder. Dessa delar integreras ofta direkt med kretskortet (PCB) eller höljet för att säkerställa snabb värmeöverföring.
Optisk och strukturell hårdvara
Medan plaster dominerar linser, är metallstansning överlägsen när det gäller strukturell styvhet och optisk precision inom specifika områden. Reflektorringar och glödlampsskärmar kräver högkvalitativa ytbehandlingar för att styra ljusvägar utan distortion. Samtidigt säkerställer stångstål i högre tjocklek monteringsfot och fickor att hela belysningsmodulen förblir justerad och säker, även när fordonet färdas på ojämn terräng.
Materialvalstrategi: ledningsförmåga, vikt och värme
Att välja rätt material är en ingenjörmässig balansakt mellan prestanda, vikt och kostnad. Inom stansning av belysningskomponenter för fordon dominerar tre materialfamiljer, där varje familj fyller en specifik ingenjörmässig funktion.
Koppar- och mässinglegeringar
För elektriska komponenter är Koppar C110 (elektrolytiskt grovt pitch) standard på grund av sin exceptionella elektriska ledningsförmåga (100 % IACS). Ren koppar är emellertid mjuk. För kontakter som kräver fjäderegenskaper för att upprätthålla kontaktryck specificerar ingenjörer ofta med en bredd av mer än 150 mm eller högpresterande berylliumkoppär legeringar. Dessa material erbjuder den nödvändiga brottgränsen för att motstå utmattningspåverkan samtidigt som de bibehåller tillräcklig ledningsförmåga.
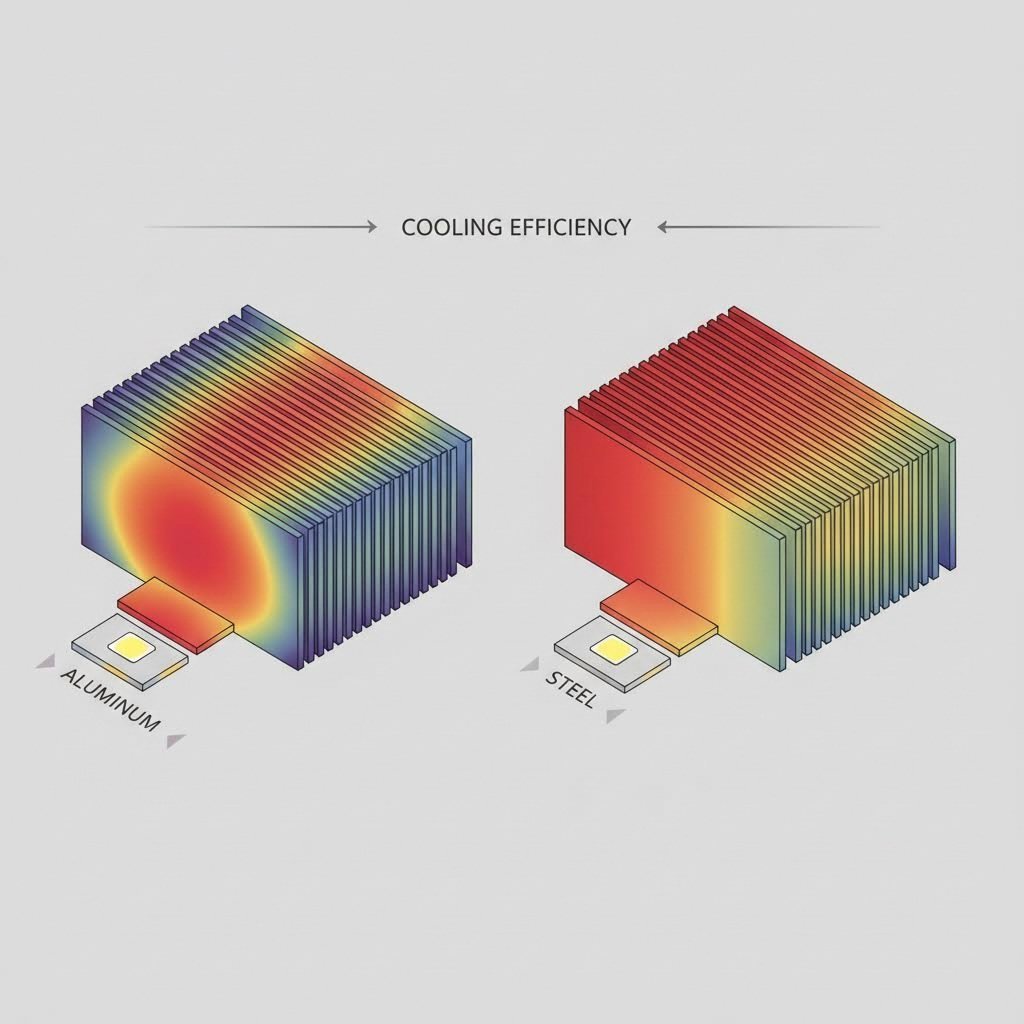
Aluminiumlegeringar
Aluminium 5052 och 6061är det uppenbara valet för kylkroppar och hus. Aluminium erbjuder utmärkt värmeledningsförmåga – avgörande för att kyla högeffekts-LED:ar – till en bråkdel av vikten jämfört med koppar eller stål. Det är också naturligt korrosionsbeständigt, men kan vara benäget att 'galla' (materialanhopning) under stansprocessen, vilket kräver specialbeläggningar och smörjmedel på verktygen.
Rostfritt stål och kallvalsat stål
För yttre strukturella delar eller inre komponenter som utsätts för fukt, rostfritt stål i 300-serien ger överlägsen korrosionsbeständighet utan behov av sekundär plätering. För inre fästen där korrosion är mindre problematisk men hållfasthet är avgörande, kalltvalsat stål förblir det mest kostnadseffektiva alternativet, ofta försedda med zinkplätering eller e-coating efter produktion.
Tillverkningsprocesser: Progressiv diesning kontra djupdragning
Valet av stansmetoden beror till stor del på komponentens geometri och produktionsvolymen. Projekt inom fordonsbelysning innebär oftast höga volymer (hundratusentals till miljontals delar), vilket gör effektivitet till en primär drivkraft.
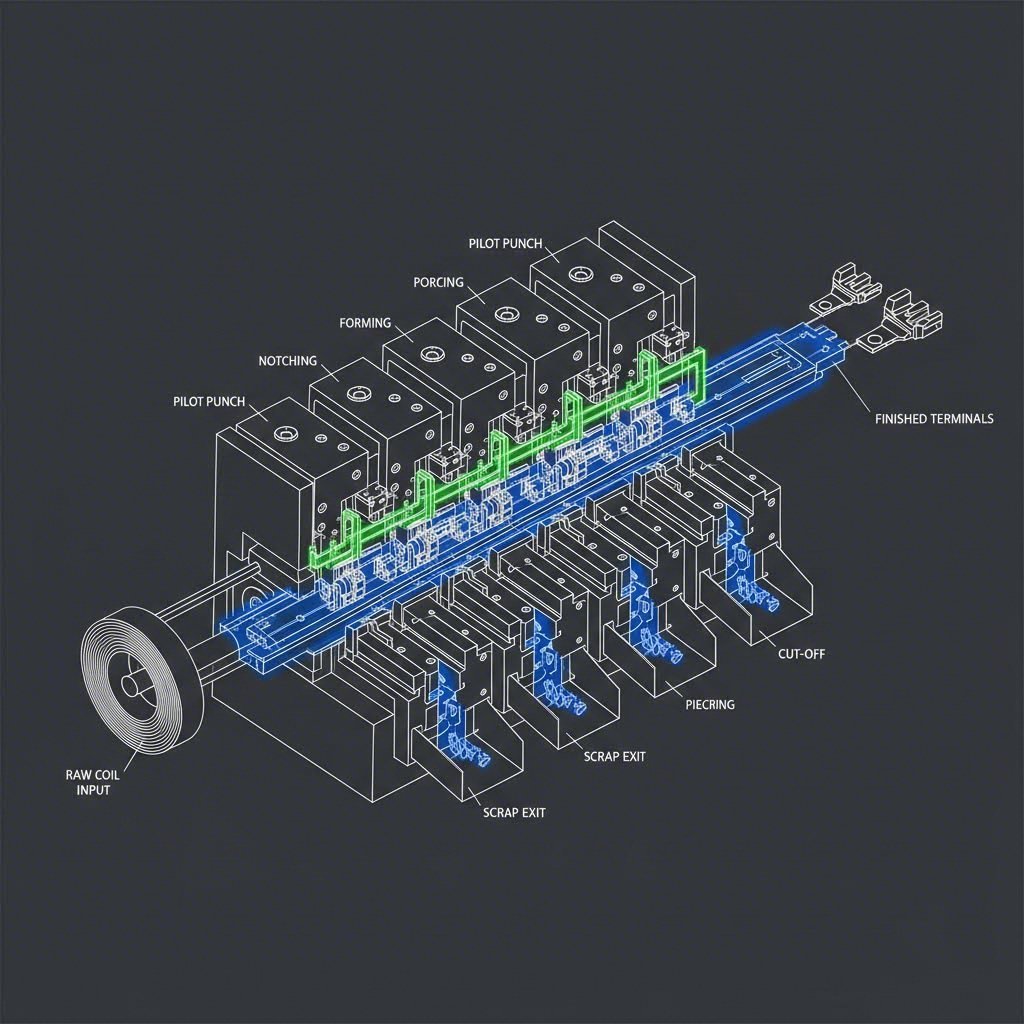
Progressiv stansning
Progressiv stansning är branschstandard för tillverkning av komplexa små till medelstora delar som terminaler, klämmor och ledramar. I denna process matas en metallspole genom en serie stationer inom en och samma verktygssats. Varje station utför en specifik operation—skärning, böjning, perforering eller myntning—medan bandet rör sig framåt. Den färdiga delen skiljs ut i den sista stationen. Denna metod är otroligt snabb, kapabel till hundratals slag per minut, vilket säkerställer en låg enhetspris för höga volymer.
Djupdragsstansning
För komponenter som är cylrunda eller boxlika med betydande djup—såsom kondensatorburkar, glödhållare eller vissa reflektorhus— djupdragsstansning är nödvändig. Detta process sträcker ut metallplåten i ett formningshå. Det är tekniskt krävande, eftersom materialet måste flyta utan att slita sig eller rynka. Även om det är långsammare än progressiv stämpling, är det det enda sättet att skapa sömlösa, ihåliga metallformer som är integrerade i förseglade belysningsenheter.
Huvudproblem: Precision, värme och ytbehandling
Stämpelning för fordonsbelysning innebär unika utmaningar som skiljer den från allmän industriell stämpelning. Leverantörerna måste kontrollera variabler som påverkar både ljusets estetiska och funktionella kvalitet.
Kvalitet på den optiska ytan är av största vikt för reflektorer och kosmetiska ramar. Även mikroskopiska repor eller strykmärken kan sprida ljuset oförutsägbart eller skapa synliga defekter i en förstklassig strålkastar. Tillverkarna använder polerade karbidformningar och specialiserade hanteringssystem för att säkerställa att delarna förblir orörda under hela produktionen.
Termisk deformation är en annan risk. När LED-lamporna fungerar genererar de lokal värme. Stämplad värmesänk ska ha en perfekt platt monteringsyta för att säkerställa fullständig kontakt med LED-plattan. Varje krökning eller burr kan skapa luftluckor, fungera som isoleringar och leda till för tidigt LED-fel.
Uttag av leverantörer: inköp och certifiering
Att välja en stämpelpartner för fordonsbelysning handlar inte bara om pris, utan också om riskreducering och skalbarhet. Tillverkningskedjan kräver strikt efterlevnad av kvalitetsstandarder för att förhindra återkallelse och säkerställa säkerheten.
Den icke-förhandlingsbara: IATF 16949
Alla leverantörer som tillverkar komponenter för fordonstillverkningskedjan måste vara certifierade enligt IATF 16949 - Jag är inte rädd. Denna standard går utöver ISO 9001 och betonar förebyggande av defekter, minskning av variationer och kontinuerlig förbättring. Det säkerställer att stamparen har robusta processer för FMEA (Falle Mode and Effects Analysis) och PPAP (Production Part Approval Process), vilket garanterar att varje fäste eller terminal uppfyller exakta tekniska specifikationer.
Övergång från prototyp till produktion
En vanlig friktionspunkt i fordonsförsörjning är övergången från prototyp till massproduktion. Ingenjörer behöver ofta små partier för validering innan de gör dyrt hårt verktyg. Att hitta en partner som kan hantera hela livscykeln är värdefullt. Till exempel, Shaoyi Metal Technology specialiserar sig på att överbrygga detta klyfta genom omfattande stansningslösningar som skalar från snabb prototypframställning av 50 enheter till högvolymstillverkning i miljontal. Deras kapaciteter inkluderar presskapacitet upp till 600 ton och strikt efterlevnad av IATF 16949, vilket gör att de kan leverera kritiska komponenter som reglagearmar tillsammans med precisionsbelysningsdelar i konsekvent OEM-kvalitet.
Strategisk upphandling för belysning
En fordons belyssystems prestanda beror lika mycket på det stansade metallet bakom linsen som på själva linsen. Genom att förstå samspelet mellan materialens egenskaper, stansningsprocesser och kvalitetscertifieringar kan upphandlingsteam säkra komponenter som garanterar säkerhet, lång livslängd och överensstämmelse med föreskrifter. Prioritera leverantörer som inte bara visar tillverkningskapacitet utan även ingenjörskompetens när det gäller termiska och elektriska utmaningar.
Vanliga frågor
1. Vilket är det bästa materialet för automobil-LED-kylflänsar?
Aluminiumlegeringar, särskilt 5052 och 6061, är standarden för LED-värmefångare. De erbjuder en optimal balans mellan hög värmeledningsförmåga, låg vikt och kostnadseffektivitet jämfört med koppar. Aluminium skapar effektiv dissipation av värmen från hög effekt LED-lampor, vilket förhindrar överhettning och förlänger ljusenhetens livslängd.
2. För att Varför föredras progressiv stämpling för belysningsterminaler?
Progressiv stämpling föredras eftersom den möjliggör fortgående produktion av komplexa geometrier med snäva toleranser. Eftersom bilbelysning kräver miljontals identiska terminaler och anslutningar, säkerställer denna process enhetlighet och låg kostnad per enhet, vilket är viktigt för massproduktion.
3. För att Kan stämplade delar ersätta pressgjutna komponenter i belysningsmonteringar?
Ja, i många fall. Stansade plåtdelar är ofta lättare och billigare att tillverka än motsvarande tryckgjutna alternativ. Även om tryckgjutning tillåter mer varierande väggtjocklekar är stansning överlägsen för tunnväggiga, höghållfasta applikationer som fästen, skärmar och klämmor, vilket bidrar till en lägre total vikt på fordonet.