 Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим
Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим 

Завршница за контролу руке од челика: водич за купце

ТЛ;ДР
Najčešći završni premazi za kontrolne ramove od žičanog čelika su premaz iz praha i E-premaz, pri čemu svaki nudi posebne prednosti u pogledu izdržljivosti i otpornosti na koroziju. Premaz iz praha obezbeđuje deblji, izdržljivi i estetski privlačan premaz, obično u sjajnoj ili polusjajnoj crnoj boji. E-premaz daje tanji, ali sveobuhvatniji i jednoličniji zaštitni sloj koji pokriva svaku površinu, čime postaje izuzetno otporan na rđu. Izbor između njih zavisi od vaših zahteva za performansama, budžeta i lokalnih klimatskih uslova.
Razumevanje kontrolnih ramova od žičanog čelika i zašto su premazi od presudne važnosti
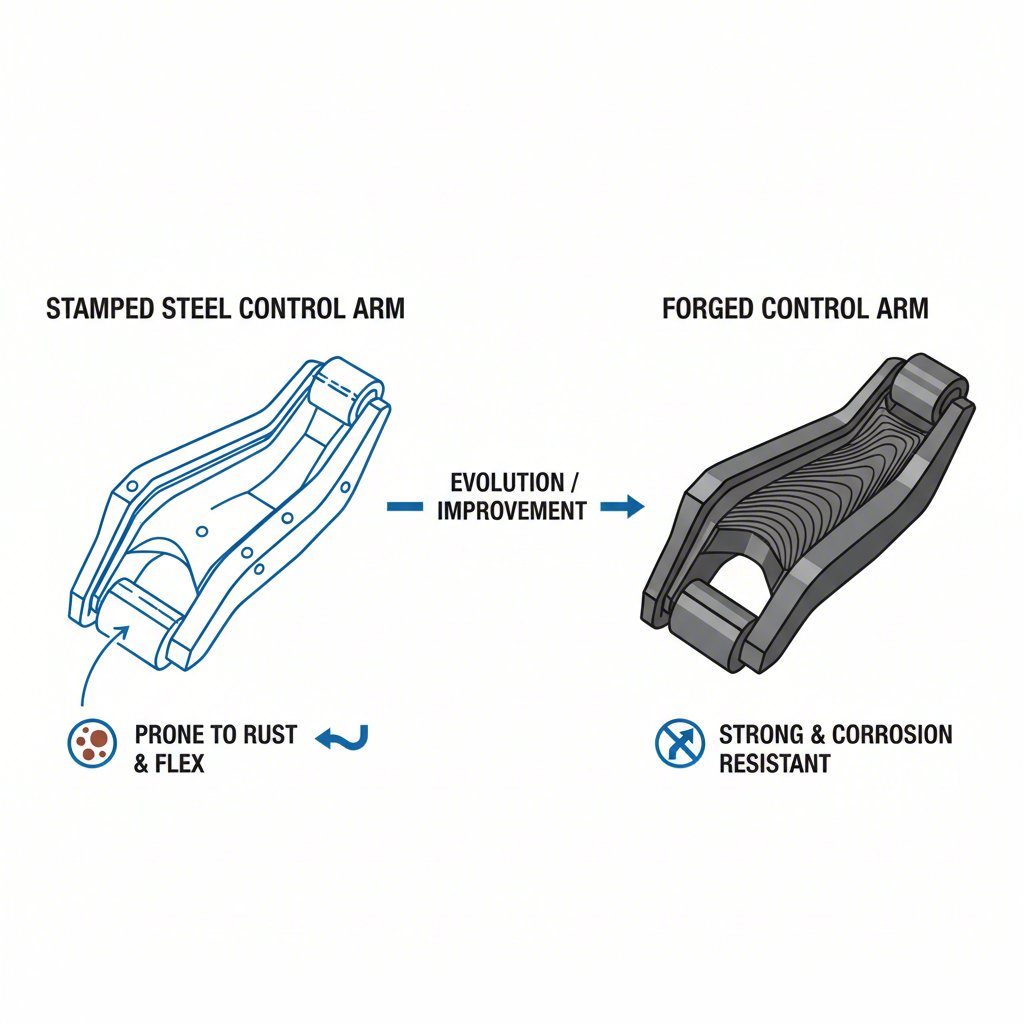
Kontrolne ručice od žičanog čelika su osnovni delovi sistema za vođenje vozila, koje povezuju šasiju sa upravljačkim klipom ili glavom točka. Proizvode se postupkom štampanja i zavarivanja limova od čelika u obliku U-kanala, što je ekonomičan metod koji ih čini uobičajenim u mnogim serijski proizvedenim vozilima. Ova konstrukcija značajno se razlikuje od kovanog ili livanog tipa kontrolnih ručica, koje se izrađuju od celih metalnih blokova i uglavnom nude veću krutost i čvrstoću zahvaljujući gušćoj unutrašnjoj strukturi zrna.
Иако је ефикасна, конструкција од челика који се штампује има урођене мане. Отворени каналски облик може омогућити флексирање при интензивном скретању или тешким оптерећењима овиса, а сам челик је веома подложан рђи и корозији услед соли на путу, влаге и отпадака. Без чврстог заштитног слоја, корозија може временом угрозити структурни интегритет полуге, што представља значајан безбедносни ризик. Због тога квалитет завршне обраде и премаза није само естетски избор, већ кључан фактор дуговечности и перформанси компоненте.
Производња високог квалитета је од суштинског значаја да би ове компоненте испуњавале строге стандарде безбедности и перформанси. За произвођаче аутомобила који траже прецизност и поузданост, специјализовани партнери за металну штампу пружају комплексна решења, од прототипова до масовне производње. На пример, Шаои (Нингбо) Метал Технологија Цо, Лтд. нуди напредне објекте са сертификатом IATF 16949 који осигуравају економичну и благовремену испоруку сложених аутомобилских компоненти. Овај ниво стручности у процесу клупкања чини темељ за израду трајног готовог производа који је спреман за заштитни премаз.
За власнике возила, утврђивање типа контролних кракова на њиховом аутомобилу је једноставан поступак. Најпоузданији метод је тест магнетом: ако се магнет чврсто прилипи за контролни крак, он је направљен од челика. Ливено алуминијумско или неки ковани легирани кракови неће бити магнетни. Ова једноставна провера може вам помоћи да утврдите које компоненте имате када размишљате о надоградњи или замени.
Детаљан преглед завршних премаза прахом
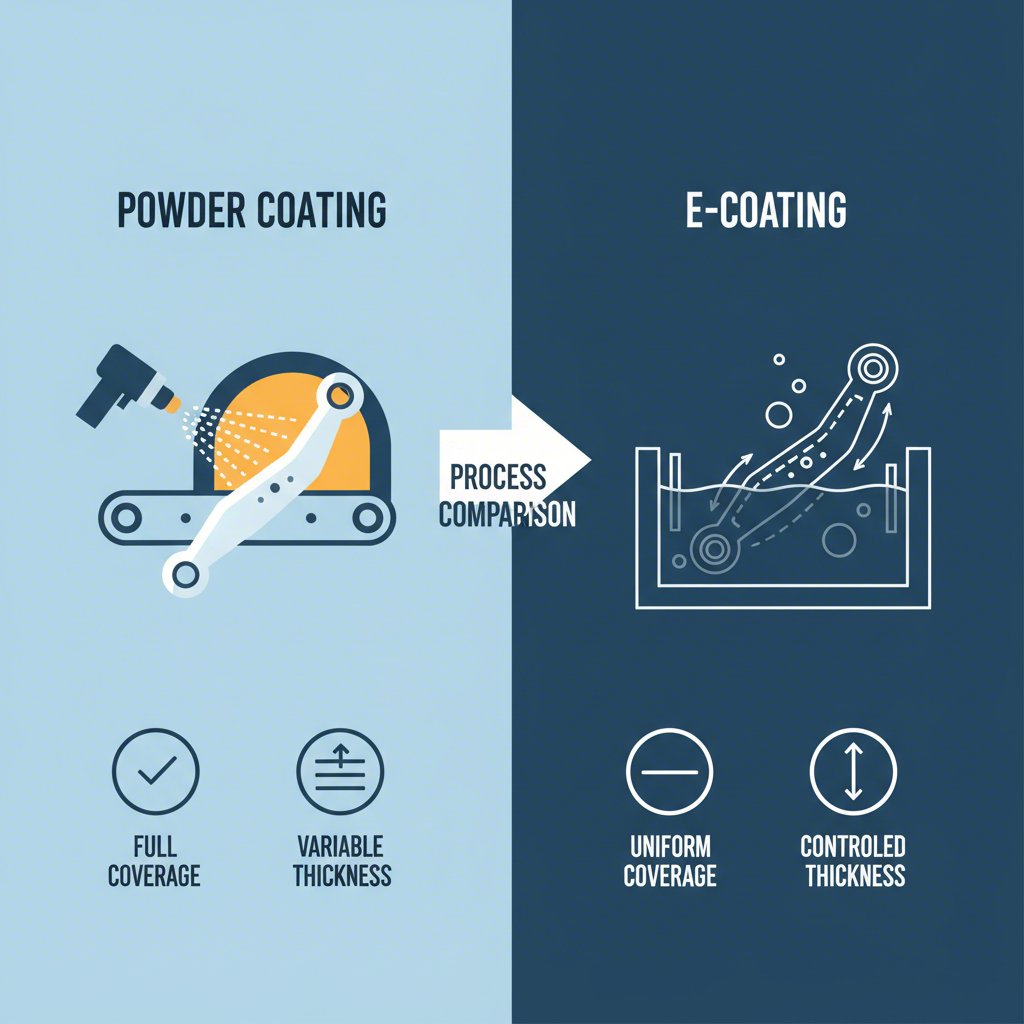
Praškasto prevlačenje je najčešći kvalitet obrade koji se koristi kod kontrolnih poluga od kaljenog čelika nakon tržišta, cenjen zbog svoje izdržljivosti i visokokvalitetnog izgleda. Za razliku od tradicionalne tečne boje, praškasto prevlačenje je suvi proces premazivanja. Finomljeven prah, sastavljen od polimernih smola, pigmenata i drugih aditiva, nanosi se na metalni deo pomoću elektrostatičkog pištolja za prskanje. Ovaj pištolj obezbeđuje pozitivan električni naboj česticama praha, usmeravajući ih da se pripiju uz uzemljenu kontrolnu polugu. Deo se zatim stvrdnjava u pećnici, gde se prah topi i pretvara u glatki, otporni premaz.
Ovaj proces stvara premaz koji je znatno deblji i izdržljiviji od konvencionalne boje. Termički proces povezivanja rezultira tvrdom ljuskom koja je visoko otporna na oštećenja, ogrebotine, hemikalije i izbeljivanje pod uticajem UV zračenja. Mnogi proizvođači, kao što su CST Suspension , чак нуде и премијум двостепени финиш са мат црним прахом, што додаје још један слој трајности и естетског изгледа. Резултат је део који не изгледа само одлично, већ је и добро заштићен од оптерећења у свакодневној употреби.
Међутим, упркос бројним предностима, прскање прахом није без могућих недостатака. Дебљина која га чини толико трајним понекад може скрити основне проблеме, као што су пукотине у металу или завареним шавовима. Штавише, јак удар каменчика или отпадака са пута и даље може одрати финиш, остављајући челик испод изложен корозивним елементима. У наставку је резиме кључних предности и недостатака.
Прос
- Одлична трајност: Врло отпорна на шприкове, огреб и шдраге.
- Химијска и ултравиолетова отпорност: Заштићује од салине, уља и сунчевог огревања.
- Естетички квалитет: Обезбеђује раван, униформан и често високосјајни финиш.
- Дебео заштитни слој: Омогућава значајну физичку заштиту подложног челика.
Конти
- Може скрити мане: Дебели пресвук може маскирати пукотине или недостатке на полуги за управљање.
- Осетљив на одламање: Јаки, тешки удар може пробити премаз и омогућити појаву рђи.
- Тешко поправљање: Поправка оштећеног подручја захтева специјализовану припрему ради осигурања правилног прилијања.
Истраживање Е-премаза и других алтернатива
Иако је премаз прахом популаран избор, другачија врло ефикасна обрада за челичне носаче направљене клетима је Е-премаз, познат и као електро-премаз или електродепозиција. Овај процес нуди другачији скуп предности, са фокусом на потпуно и свеобухватно заштиту од корозије. Током Е-премаза, носач се потапа у купку са епооксидном или другом смоластом бојом, а затим се кроз купку проводи електрична струја. То доводи до тога што се честице боје директно везују за сваку проводну површину дела, стварајући изузетно једнолик и свеобухватан премаз.
Основна предност Е-покривача је његова способност да прекрије сваки закутак, пукотину и унутрашњу површину траке за управљање — области које прашкаста облога, нанета прскањем, можда неће достићи. Ово ствара континуиран барикаду против влаге, због чега је изузетно ефикасна у спречавању рђења, посебно у регионима са суровим зимама где је уобичајена употреба со на путевима. Иако је обично танја од прашкасте облоге, завршна обрада је ипак издржљива и може послужити као одлична подлога за горњи слој, ако је то пожељно. Многи контролни олови из других произвођача користе Е-покриваче управо из овог разлога.
Да бисте одлучили која обрада одговара вашим потребама, дат је директан упоредни приказ две водеће опције:
| Особност | Поровни премаз | Е-покривање (Електро-покривање) |
|---|---|---|
| Метода примене | Електростатско прскање сувог праха, затим отврђивање у пећи. | Потапање у електрификовану течну купку. |
| Покривеност | Одлично на спољним површинама, али може бити непостојан у укоченим областима. | Комплетна и униформена, укључујући унутрашње канале и празнине. |
| Дебљина | Дебљи (обично 2-6 мили), пружајући високу отпорност на ударе. | Тнак (обично 0,5-2 мили), пружајући основни слој заштите. |
| Издржљивост | Веома отпорна на чип и гребање. | Добра отпорност на абразију, али првенствено превазилази у спречавању корозије. |
| Најбоље за | Перформансе и естетске примене где су изглед и отпорност на чипове кључни. | Максимална заштита од корозије у сувим, влажним или сољним срединама. |
DIY завршавање и рефинитирање ваших контролних руку
За ентузијасте који се баве реставрацијом или израдом по мерi, поновно завршавање жиганих челичних контролнih лаката може бити задовољавајући DIY пројекат. Било да оживљавате старе делове или штитите нове, непокривене челичне лактове, правилна припрема је кључ за трајну завршну обраду. Иако професионални прах или Е-покривање пружају најбољу трајност, висококвалитетно бојење може обезбедити изврсну заштиту ако се исправно изведе.
Засновано на техникама које користе они који врше реставрацију и израду, као што су оне описане у водичу за појачавање контролног лакта од стране Speedway Motors , процес подразумева педантно чишћење и припрему површине. Покушај бојења преко рђи или масти имаће за последицу премаз који брзо пропада. Имајте на уму да је пудер котирање код куће генерално непрактично за већину аматера, јер захтева специјализовану опрему као што су електростатични пиштољ за прскање и велика пећ за отврђивање.
Ако одлучите да преузмете пројекат, пратите ове основне кораке ради трајног премаза:
- Разградите и очистите: Извадите контролне руке из возила. У потпуности их очистите снажним дегресером како бисте уклонили све уље, нечистоћу на путу и загађиваче.
- Обуци стари завршни: Користите жичан кочак на угловој млинци или бушилици да бисте уклонили сву стару боју, рђу и растину. Циљ је да се спустимо до чистог, голог метала.
- Коначна припрема површине: Цео контролни прст бришете са васком и дефибрилатором масти или денатурисаним алкохолом како би се осигурало да је површина савршено чиста и спремна за прајмер.
- Нанесите прајмер: Користите квалитетну, самоетрисану аутомобилску грубољу. Ова врста прајмера хемијски се везује за голи метал, стварајући јаку основу за горњи слој и додајући кључни слој отпорности на корозију.
- Боја контролне руке: Нанесите неколико лаких слојева издржљиве фарбе за аутомобил, као што је шасија или емајл мотора. Дозволите довољно времена сушења између слојева, као што је наведено од стране произвођача.
- Потпуно излечујте: Оставите боји да се потпуно излечи током неколико дана пре него што поново монтирате траке за управљање. Ово осигурава да је премаз достигао максималну чврстоћу и издржљивост.
Често постављана питања
1. Постављање Како да знам да ли имам штампане челичне контролне руке?
Најлакши и најпрецизнији начин да се препознају челичне траке за управљање је помоћу магнета. Ако се магнет јако прилипи за површину траке за управљање, она је направљена од челика. Траке за управљање направљене од ливеног алуминијума или других не-гвоздених легура нису магнетне.
2. Уколико је потребно. Која је разлика између штампаних и кованих контролних руку?
Основна разлика је у процесу производње и резултантној чврстоћи. Контролне полуге од штампаног челика праве се пресовањем и заваривањем лимова челика у коначни облик. Коване контролне полуге се праве загревањем чврстог комада метала (билинга) и компримовањем у калуп, чиме се уравнава унутрашња зрна структуре метала са обликом дела. Овај процес чини коване полуге гушћим, јачим и отпорнијим на замор и савијање у поређењу са полугама направљеним од штампаног челика.