 Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим
Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим 

Избор компаније за прецизни метал: 8 критичних фактора које већина купца пропусти

Шта дефинише компанију за прецизне листове метала
Када почнете да тражите партнера за производњу, брзо ћете приметити да многе продавнице тврде да нуде "прецизан" рад. Али шта заправо раздваја истинска прецизна компанија за лимуз од стандардног произвођача? Разлика није само у маркетиншком језику, већ у меривим спецификацијама које директно утичу на то да ли ће ваши делови функционисати као што је дизајнирано.
Прецизна фабрикација листова метала представља производњу инжењерског нивоа са највишим прецизност и стандардима квалитета, обично одржавајући толеранције између ± 0.005 "и ± 0.010" (± 0.13mm до ± 0.25mm) преко сложених геометрија.
То је важно јер компоненте које не испуњавају тачне спецификације могу довести до неуспеха у саставу, повлачења производа и скупе прераде. Разумевање шта дефинише прецизан рад помаже вам да поставите исправна питања пре него што се обавежете на партнера за производњу.
Шта разликује прецизност од стандардне производње
Замислите да наручите купову за медицинску опрему. Са стандардном производњом, можда ћете добити делове са толеранцијама од уколико је потребно, за да би се изводила излазна боја, треба да се примењује једнакост. - Да ли је то истина? Ова разлика може изгледати мала, али када се више компоненти морају савршено спојити, та одступања брзо се повећавају.
Компаније које производе прецизне листове метала раде на сасвим другом нивоу. Они користе напредне ласерске системе са влаконским влакнама, машине за мерење координата (ЦММ) и аутоматске системе за савијање са технологијом корекције угла. Још важније, они разумеју понашање материјала - како се различите легуре враћају након савијања, како прављење зрна утиче на формирање и како топлотна експанзија утиче на коначне димензије.
Кључне диференцијације између стандардне и прецизне производње укључују:
- Софистицирана опрема: Стандардне продавнице користе основне калибре и визуелну инспекцију; прецизне компаније за лименски метал користе ЦММ системе, оптичке компараторе и ласерску технологију мерења
- Материјална експертиза: Прецизни произвођачи разумеју како се 316Л нерђајући челик понаша другачије од 304 током обрада
- Инвестиције у алате: Употреба специфичних алата и прецизних уређаја који могу коштати 3-5 пута више од стандардних алата, али пружају понављајућу тачност
- Систем квалитета: Статистичка контрола процеса, прва инспекција производа и потпуна тражимост материјала
Разумевање спецификација толеранције у металном раду
Толеранције функционишу као "прецизни уговор" који траје током целог животног циклуса вашег производа. Свака спецификација толеранције утиче на будуће перформансе, производне трошкове и ефикасност монтаже. Размислите о толеранцијама као о оградама око ваших номиналних димензија - останите у њима, и ваши делови ће функционисати исправно.
Према индустријским стандардима, степени толеранције су класификовани у 18 нивоа. Компаније за прецизну производњу листова метала обично раде у категорији IT5 до IT7 за инжењерске апликације, док стандардне радње раде у IT12 до IT14 опсеговима.
Ево шта то практично значи:
- Ласерско сечење: Модерни ласерски системи са влаконским ласером одржавају толеранције између ± 0,1 мм и ± 0, 3 мм, које варирају са дебљином материјала
- Операције са савијањем: Прецизни пресни кочнице постижу углова допуштања од око ± 0,5°
- Прецизно штампање: Са величином од 0,05 mm или више
Индустрије као што су ваздухопловство, медицински уређаји и одбрана захтевају ове строге спецификације јер неуспех компоненте носи озбиљне последице. У ваздухопловству, одступање од 0,020 инча може учинити део потпуно неприхватљивим. За корпусе медицинских уређаја, прецизност димензија директно утиче на усклађеност са ФДА и безбедност пацијената.
Шта је изазов? Примена непотребно чврстих толеранција значајно продужава време извршавања и повећава трошкове. Циљ је пронаћи баланс толеранција довољно чврстих да сачува функцију, али довољно практичне за ефикасну производњу. Разумевање ове равнотеже је ваш први корак ка избору правог партнера за прецизну производњу листова метала.
Основни процеси производње и капацитети опреме
Сада када разумете шта разликује прецизан рад од стандардне производње, хајде да истражимо стварне процесе који чине теске толеранције могућим. Компанија за прецизну производњу листова метала не поседује само скупу опрему, они разумеју како сваки процес доприноси прецизности димензија и квалитету површине. Када процењујете потенцијалне партнере, знање шта ови процеси омогућавају вам помаже да постављате паметнија питања и препознајете стварне способности.
Основни процеси који се користе прецизни метални листови фабрике поделе се у неколико категорија, од којих свака служи специфичним сврхама у преображавању равних материјала у готове компоненте:
- Ласерско сечење: Користи фокусиран светлостну енергију за прецизне резе са минималним материјалним деформацијама и квалитетом ивице погодан за видљиве површине
- ЦНЦ Пунцринг: Позициони материјал под перфорацијом за брзо стварање рупа и обрађивање у великим прилозима
- Склоп и обличење: Преобразује равне пражне плоче у три димензионалне облике помоћу преса и специјализованих алата
- Заваривање: Удружава више компоненти користећи топлоту и притисак, са различитим методама погодним за различите материјале и апликације
- Резање воденим струјем: Користи воду под високим притиском (често са абразивима) за топлотно осетљиве материјале или дебљи материјал где је топлотна деформација неприхватљива
Ласерско сечење и његова улога у прецизном раду
Када вам требају делови са чистим ивицама, чврстим димензионалним толеранцијама и минималним зонама које су погођене топлотом, ласерско сечење постаје ваш примарни метод производње. Модерне прецизне фабрике за плочу метала обично користе две главне ласерске технологије: CO2 ласере и влаконске ласере.
Ласерско сечење влакана постало је индустријски стандард за већину прецизних апликација. Према изворима из индустрије, ласери са влаконским оптималом користе ласерске диоде које се преносе кроз оптичка влакана како би се створили резици, што нуди високу снагу и изузетну ефикасност. Технологија се одликује у сечењу рефлективних материјала као што су алуминијум и бакарне легуре које су изазивале старије системе СО2.
Спецификације опреме су овде значајно важне. Размислите како различите способности ласера утичу на ваше опције пројекта:
| Тип ласера | Диапазон снаге | Најбоље апликације | Капацитет дебелине материјала |
|---|---|---|---|
| 8кВт ласер са влаконцом | Висока излазна снага | Опште инжењерство, резање дебљих плоча | Уластице за производњу метала |
| ласер са 4кВт ЦО2 | Средња излазна снага | Знаци, декоративни радови, танки материјали | Уластице за рушење |
| ЕДМ жица | Електрични испуштај | Екстремно чврсте толеранције, тврди материјали | Ограничено величином купа, а не тврдошћу материјала |
Осим самог ласера, тражите и аутоматизоване системе за руководство материјалом. Водеће компаније за прецизну плочу интегришу линије за декоил који директно хране сировину у системе за сечење, смањујући оштећење обраде и побољшавајући проток. Плазмени столови за сечење служе као комплементарна опрема за дебљи материјал где ласерско сечење постаје мање економично.
Једна често занемарена способност? Обрада жице ЕДМ, где наплаћена танка метална жица користи електричне искре да расплави материјал без додирња са радним комадом. Вијец никада не додирује материјалуместо тога, контролисане искре премоћују јаз док диелектрична течност охлађује зону резања и одбацује вишак материјала. Овај процес постиже толеранције које су немогуће са конвенционалним методама сечења.
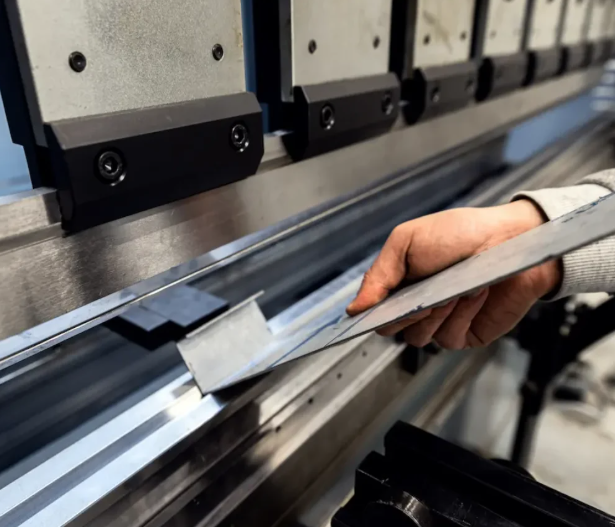
Објашњена техника савијања, обликовања и заваривања
Резање равних праних плоча представља само половину изазова у производњи. Преображавање тих празног места у три димензионалне компоненте захтева једнако софистициране способности савијања и обликовања.
Технологија притискања кочнице драматично се развила. Модерне ЦНЦ пресс кочнице као што су Бистрониц Хперт серија понудити 150 тона силе савијања са радним брзинама до 20 мм/с и максималним брзим брзинама од 220 мм/с. Што је још важније, они имају мерење и корекцију угла у реалном временумашина заправо мере угле савијања током процеса обликовања и аутоматски се прилагођава да би компензовала поврат материјала.
Зашто је ово важно за ваше делове? Различити материјали се по различитим правилима враћају након савијања. Завијање од 90 степени у 304 нерђајућем челику може захтевати превртовивање на 88 степени како би се постигао коначни угао. Без аутоматске корекције угла, оператери се морају ослањати на искуство и пробу и грешку додавање времена и увођење варијације између делова.
Способности за заваривање завршавају производњу. Свеобухватна компанија за прецизну производњу листова метала нуди више метода заваривања прилагођене специфичним апликацијама:
- ТИГ заваривање (инртни тунгстенски гас): Производи најчистије заваривање за видљиве површине и танке материјале; пожељно за нерђајући челик и алуминијум
- Заваривање МИГ (Метал Инерт Гас): Бржи од ТИГ-а, идеалан за дуже заваривање и дебљи материјал
- Заваривање на месту против отпора: Створи дискретне тачке за повезивање без видљивих белека на површини; уобичајено за кутије и заграде
- Ласерско заваривање: Обезбеђује минимални улаз топлоте и искривљење за прецизне збирке које захтевају чврсту контролу димензија
Осим примарне производње, тражите секундарне могућности које комплетирају ваше делове. Професионалне компаније за прецизну производњу листова метала нуде инсталацију хардвера, брушење и шлифовање за припрему површине, покривање прахом или течну боју за отпорност на корозију и услуге монтаже које испоручују готове производе уместо појединачних компоненти.
Опрема коју произвођач користи говори вам о њиховом таван капацитетаали како комбинују ове процесе у ефикасне радне проток одређује да ли могу да пруже прецизне резултате доследно. То нас доводи до другог критичног фактора: материјала са којима ови процеси раде и како избор материјала директно утиче на прецизност резултата.
Материјали и њихов утицај на прецизне резултате
Изаберио си произвођача са импресивном опремом и доказаним процесима. Али ово је оно што многи купци пропуштају: материјал који изаберете утиче на прецизност димензија исто толико колико и машине које раде посао. Компанија за прецизно формирање листова метала разуме да се свака легура понаша другачије под операцијама сечења, савијања и заваривањаи ово понашање директно одређује да ли ваши делови испуњавају спецификације.
Замислите то на овај начин: алуминијум се непредвидиво враћа назад од меког челика након савијања. Нефтезилни челик се оштрива током обраде , мења своје својства усред процеса. Медни легури тако ефикасно преносе топлоту да заваривање захтева потпуно друге параметре. То нису мањи детаљи, то су скривене променљиве које одвајају успешне пројекте од скупе прераде.
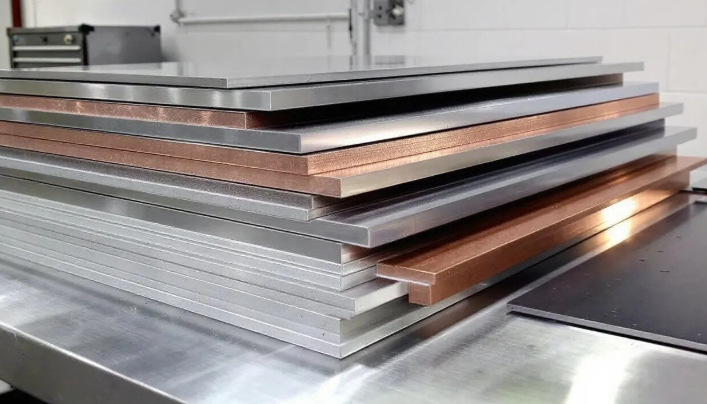
Неродно челик, алуминијум и специјалне легуре
Компаније за производњу прецизних листова метала обично раде са основном групом материјала, од којих је свака изабрана за специфичне карактеристике перформанси. Разумевање ових опција помаже вам да прилагодите својства материјала захтевима за апликацију.
Nerđajući čelik остаје радни коњ за апликације које захтевају снагу и отпорност на корозију. Према анализа материјала од стране специјалиста за прецизну производњу , варијанте од нерђајућег челика служе различитим сврхама:
- Аустенитске категорије (304, 316): Одлична отпорност на корозију, немагнетно при отпаљивању, висока упружност и формирање идеална за медицинске уређаје и опрему за обраду хране
- Феритни разреди (430, 446): Магнетни, топлотоподржни, погодни за апликације на високе температуре као што су индустријске пећи и издувни системи
- Мартензитни сорти (410, 420): Тврди се топлотним обрадом, одлична чврстоћа и отпорност на зношењеобично одређена за ваздухопловне компоненте и прецизна алата
Алуминијумске легуре да понуде најбољи однос чврстоће према тежини за апликације у којима је смањење масе важно. 6061 легура доминира прецизним радом јер се чисти, држи толеранције од ± 0.010.02 мм са стабилним подешавањем и прихвата анодирање за премијум завршну обработу. За кутије у електроници, аудио опреми и преносливим уређајима, алуминијум пружа и перформансе и естетику.
Специјалне легуре улазите у слику када стандардни материјали не могу да испуне екстремне захтеве. Титанијум пружа изузетни однос чврстоће према тежини и отпорност на корозију за медицинске импланте и ваздухопловне апликације, иако његова ниска топлотна проводност и тенденција за тврдоћу захтева специјализовану стручност у производњи. Бакар и месинг нуде супериорну електричну и топлотну проводност за електронске апликације, али њихова тежина и трошкови ограничавају употребу на функционално критичне компоненте.
Како својства материјала утичу на прецизност производње
Овде је избор материјала практичан. Свака особина коју видите на листу података директно се преводи у изазове или предности у производњи. Компанија која производи прецизни листови метала процењује ове факторе пре него што цитира ваш пројекат:
| Materijal | Типична толеранција која се може постићи | Минимални радијум нагиба | Заваривање | Најбоље апликације |
|---|---|---|---|---|
| Неродно 304/316 | ± 0,010,02 мм | ≥ 1,52× дебљина | Убрзано заварива са ТИГ/МИГ | Медицински уређаји, опрема за храну, морска окружења |
| Алуминијум 6061 | ± 0,010,02 мм | дебљина ≥1× | Заварива се, али губи 30-50% чврстоће у зони погођеној топлотом | Леско тежак корпус, топлотни растојачи, ваздухопловне конструкције |
| Мека челик | ± 0,05mm (погодан за деформацију) | дебљина ≥1× | Одличан"самопрощајнији за заваривање | Структурне задржине, оквири, компоненте осетљиве на трошкове |
| Bakar/Mesing | уколико је потребно, | дебљина ≥ 0,51× | Тешко за заваривање; пожељно је заваривање | Електрични контакти, топлотне размене, декоративни елементи |
| Титан | уколико је потребно, | дебљина ≥ 1,5× | Потребна је специјализована инертна атмосфера | Медицински импланти, ваздухопловство, високо-производне апликације |
Запазите како мека челикчесто најприступачнија опцијапоказва "погодан за деформацију" у колони толеранције. Ово није ограничење опреме, то је материјално понашање. Тонкоразмерни благи челик има тенденцију да се искривљује током обраде или заваривања, што је ± 0,05 мм реалније од чврстијих толеранција које се могу постићи са алуминијем или нерђајућим.
Потреба за радијусом савијања открива још једну критичну чињеницу. Према стручњацима за производњу, дизајнери који одређују оштре 90-градусне изобличења у нержавећем челину без довољног радијуса често откривају пукотине ивица током обликовања. Дефолтни сигурносни? Поставите радијус савијања једнак или већи од дебљине материјала за дуктилне метале, и скалирајте до 1,52× за мање опроштајуће легуре као што је нерђајући.
Услови околине такође утичу на избор материјала на начине које купци често занемарују. Нерођен 304 или 316 постаје обавезан за спољне, поморске или стерилизоване апликације где је корозија константна. Алуминијум је отпоран на корозију у општој употреби, али му је потребно анодисање или заштитно премазивање у срединама са соленој водом. У унутрашњости се са одговарајућим премазом користи благи челик, али ће се брзо рђати ако се изложи влаги без заштите.
Шта је то? Избор материјала није независан од ваших захтева за прецизношћу - он је саставни део њих. Исти ± 0,010 "толеранција кошта значајно више да се постигне у титанијума који се отежавају у раду него у добро понашаном алуминијуму 6061. Способна компанија за производњу прецизних листова метала помаже вам да пређете кроз ове компромисе, одговарајући својствима материјала функционалним потребама и буџетским ограничењима.
Када сте разумели материјале, ваш следећи изазов постаје да процените да ли потенцијални произвођачи могу да испоруче тачност коју обећавају. Ова процена се не ограничава само на листе опреме, већ укључује сертификације, системе квалитета и производње који одвајају поуздане партнере од ризичних избора.

Како проценити и изабрати партнера за прецизне плоче
Прегледали сте процесе, прегледали спецификације опреме и упоредили опције материјала. Али овде се већина купца спотапи: преведући техничко знање у поуздани оквир за процену. Како заправо проверите да ли компанија за производњу прецизних плоча може да испоручи доследне резултате током месеци или година производње?
Одговор лежи у разумевању шта сертификације квалитета заправо доказују, како процењивати производње приступе изван листи опреме, и који оперативни показатељи разликују прецизне партнере светске класе од посредних перформанса. Хајде да направимо практичну контролну листу за процену коју можете применити на било ког потенцијалног партнера за производњу.
Сертификати квалитета и шта они значе
Сертификације нису само плоче на зиду хобија, они представљају верификоване системе управљања квалитетом који утичу на сваки део који производи ваш добављач. Али не имају сви сертификати једнаку тежину за сваку апликацију. Разумевање хијерархије помаже ти да поставиш одговарајуће очекивања.
ИСО 9001 служи као темељ. Према стручњаци за сертификацију производње , овај међународно признат стандард поставља захтеве за доследно осигурање квалитета у свим индустријама. Компанија која је сертификована за ИСО 9001 прецизни листови метала показала је формално управљање квалитетом усмерено на "задовољавање купаца, оптимизацију процеса за ефикасност и прецизност и мотивисање и ангажовање запослених на свим нивоима". Сертификација захтева да се сваке три године прође детаљна ревизија, тако да представља континуирано обавезање, а не једнократно достигнуће.
АС9100 узима захтеве ИСО 9001 и проширује их посебно за ваздухопловство, ваздухопловство и одбрамбене апликације. Ако ваше компоненте могу утицати на безбедност људи - мислите на конструкције авиона, медицинске уређаје или одбрамбене системе - ова сертификација постаје неопходна, а не изборна. АС9100 додаје строге протоколе за:
- Управљање ризиком са додељеном одговорношћу одјељења
- Превенција и верификација фалсификованих делова
- Протоколи складиштења опреме са дефинисаним распоредима одржавања
- Верификација информација независним испитивањем и инспекцијом
ИАТФ 16949 представља стандард управљања квалитетом у аутомобилској индустрији, наглашавајући спречавање дефеката и смањење отпада током целог ланца снабдевања. За компоненте шасије, делове суспензије или структурне збирке, ова сертификација сигнализује да произвођач разуме захтеве специфичне за аутомобил.
Шта треба да тражите у својој конкретној ситуацији? Користите овај оквир:
| Ваша апликација | Минимална сертификација | Преферирано сертификација | Зашто је важно |
|---|---|---|---|
| Општи комерцијални производи | ИСО 9001 | ИСО 9001 | Обезбеђује документоване процесе квалитета и континуирано побољшање |
| Аерокосмичке или одбрамбене компоненте | АС9100 | АС9100 + НАДЦАП | Обовљачно за већину ОЕМ-а у ваздухопловству; показује безбедносно критичне способности |
| Аутомобилске делове | ИСО 9001 | ИАТФ 16949 | Усаглашава се са захтевима ланца снабдевања ОЕМ-а и фокусом на спречавање дефеката |
| Медицински уређаји | ИСО 9001 | ISO 13485 | Одрачунава захтеве за у складу са регулаторним одредбама и тражимости |
Процена инвестиција у опрему и технологију
Сертификације верификују системе и процесе. Али шта је са стварним производњом? Овде треба да погледате изван листе опреме и разумете како компанија за прецизни листови метала организује производњу.
Намер производње ћелија представљају један од најјаснијих индикатора оперативне софистицираности. Уместо да организују опрему по типу процеса, све ласере у једном подручју, све притискају кочнице у другом ћелијском распореду група машина за служење одређеним породицама производа. Према специјалисти за малу производњу , овај приступ драматично смањује инвентар и време радног процеса, истовремено побољшавајући конзистенцију квалитета.
Зашто је то важно за прецизност? Када делови путују краће растојање између операција, оштећења од руковања смањују се. Када исти тим управља комплетном породицом производа, они развијају дубоку стручност у толеранцијама те породице и понашању материјала. Резултат је: мање дефеката, брже производње и више предвиђавања квалитета.
Дисциплина за време пружа још један показатељ квалитета. Подијело које израчунава и одржава производњи ритамбрзина на којој производи морају бити завршени да би се задовољила потражњадемонструје зрелост контроле процеса. Као што је један ветеран индустрије приметио: "Спивајући делови не чине новац". Велике количине радног материјала који се налазе на раковима сигнализују непредвидиви проток који се често корелише са несагласношћу квалитета.
Када процјењујете опрему, постављајте питања која откривају пословну филозофију:
- Како се одвајају контрактни радови са великим обемом од прототипних радова са малом количином?
- Који је ваш типичан ниво инвентара за рад у процесу, измеран у данима производње?
- Колико брзо можете да реагујете на инженерске промене усред производње?
- Колико процената делова треба да се преработи или замени?
Одговори откривају више о прецизности него било који лист са спецификацијама опреме.
Ваш контролни список за процену партнера
Пре него што се обавежете да ћете се бавити прецизним партнером за плочу, прочитајте ову свеобухватну контролну листу. Не важе све ставке за сваки пројекат, али покривање ових области спречава скупа изненађења:
- Проверка сертификације: Захтева копије актуелних сертификата и проверава датуме истека; сертификације захтевају ревизије сваке три године
- Документација система квалитета: Тражите извештаје о инспекцији узорака, процедуре инспекције првог члана и примери коригирајућих мера
- Капацитет опреме: Потврдити одређене машине могу да се носи са вашим материјалним врстама, дебљине, и толеранције захтеве
- Тражебилност материјала: Проверите да држе комплетне документе који повезују завршене делове са сертификацијама сировина
- Инспекцијска опрема: Тражите ЦММ системе, оптичке компараторе и калибриране алате за мерење који су одговарајући вашим захтевима за толеранцијом
- Контрола статистичких процеса: Питајте да ли прате способност процеса (Цпк вредности) за критичне димензије
- Прозрачност времена извршавања: Тражите реалистичне рокове и разумејте шта их покрећеограничења капацитета, доступност материјала или сложеност процеса
- Реактивност комуникације: Запазите колико брзо реагују на захтеве за цитирање и техничка питања током евалуације
- Доступност узорка или прототипа: Размислите о тражењу узорка делова пре него што се обавежете на производњу
- Референтни рачуни: Питајте за референце клијената у вашој индустрији или са сличним захтевима прецизности
Најбоље компаније за прецизни плоч метала поздрављају овај ниво проверене. Они су уложили у системе и могућности посебно да покажу верификован квалитети разумеју да темељна евалуација гради основу за успешна дугорочна партнерства.
Са утврђеним критеријумима за процену, спремни сте да размотрите још један фактор који раздваја успешне пројекте од фрустрираних: како ваше одлуке о дизајну омогућавају или ограничавају прецизне резултате које вам требају.
Проектирање за производњу у пројектима лименског метала
Ево стварности која многе купце ухвати на изненађење: ваше одлуке о дизајну утичу на резултате производње колико и опрема која ради посао. Компанија за производњу прецизних листова метала са савршеном способношћу може да се бори са деловима који игноришу основна ограничења производње, док једноставни дизајне лете кроз производњу са доследним квалитетом и нижим трошковима.
Дизајн за производњу (ДФМ) представља мост између онога што замислите на екрану и онога што је физички постижимо у металу. Према специјалисти за ДФМ од лима , овај концепт значи дизајнирање ваших делова на начин који их чини једноставними стога економичнимза изградњу. Ако игноришете ове принципе, суочите се с тим што произвођачи називају "производњом фрикцијом": вишим ценама, дужим временом чекања и повећаним ризиком од грешке.
Било да сте искусни инжењер или власник предузећа који развија прототип, разумевање ових основних принципа ДФМ-а помаже вам да ефикасно комуницирате са својим производним партнером и препознајете потенцијалне проблеме пре него што постану скупи проблеми.
Дизајни елементи који омогућавају прецизну производњу
Замислите плочу метала као картон са врло специфичним правилима савијања. Сваки завијање, рупа и резање интеракције са материјалним својствима на предвидиве начине - ако знате шта да тражите. Ови кључни принципи ДФМ-а воде пројекте које прецизне компаније за лимјење метала могу поуздано произвести:
- Дизајнер радијуса савијања: Унутрашња крива вашег савијања треба да одговара дебелини материјала. Као што стручњаци за ДФМ објашњавају, ако покушате да преострг преклопите метал, спољашња ивица ће се пукотити или ће се развити "лудо". Проектирање свих завоја са истим радијусом омогућава произвођачима да користе један алат за сваки преклоп, штедећи време поставке и смањујући ваше трошкове.
- Удаљеност од рупе до савијања: Држите рупе најмање 2,5 пута дебелине материјала плус један радијус савијања од линије савијања. Дупки постављени превише близу завоја се истежу у овале током формирања, што чини немогућим правилно уношење вијача или пина.
- Особности олакшања са савијања: Када се висине заврше на равим ивицама, додајте мале правоугаонске или кружне резке где се линије виса сусрећу са ивицама. Ово спречава концентрацију стреса и пуцање на интерфејсима загиба.
- Минимална дужина фланге: Направите фланже најмање четири пута дуже од дебљине материјала. Прес-прече треба да имају довољно површине да би се материјал држао током формирањакратке фланге захтевају прилагођене, скупе алате који могу удвостручити производне трошкове.
- Свјесност о правцу зрна: Лист метала има "зрно" од процеса ваљања у млину. Нагиби направљени паралелно правцу зрна су много вероватнији да ће се пукати. Дизајнирајте делове тако да се савијања могу догодити преко зрна кад год је то могуће.
- Ширина слота и резања: Држите уско резје најмање 1,5 пута шире од дебљине материјала. Ласерско сечење ствара интензивну топлоту и танке реме и прсти се искривљају или окрећу од топлотног стреса, што угрожава равнаст и прилагодљивост.
Разумевање К-фактора постаје од суштинског значаја за делове са вишеструким савијањима. Према техничким референцама, К-фактор представља однос између локације неутралне оске и дебљине материјала, у распону од 0,25 до 0,50 у зависности од материјала и операције савијања. Добивање ове вредности у вашем ЦАД софтверу обезбеђује тачне равне обрасце и спречава спајање толеранције преко сложених скупова.
Уобичајене грешке у дизајну које угрожавају квалитет
Чак и искусни дизајнери греше и стварају проблеме у производњи. Пазите на ове уобичајене замке са којима се компаније за прецизну плочу редовно суочавају:
- Превише толеранције некритичних карактеристика: Указање ± 0,005" на димензије које не утичу на функцију драматично повећава време инспекције и трошкове. Будите флексибилни са толеранцијама где није потребностандардне толеранције лима одржавају пројекте у буџету, док се одржава квалитет где је важно.
- Нестандардне величине рупа: Указање рупа са димензијама као што су 5,123 мм може захтевати прилагођене бушилице. Коришћење готових величина (5 мм, 6 мм, 1/4 ") омогућава произвођачима да убију вашу наруџбу са постојећим алатима, омогућавајући скоро тренутно прелазак кроз високобрзу опрему.
- Игнорисање повратака: Метал је благо еластичан. Нагнут на 90 степени, природно жели да се врати на 88 или 89 степени. Прецизни произвођачи компензују ово, али превише чврсте угловне толеранције без допуштења за пролаз стварају неуспехе у инспекцији.
- Недостатак размака између рупа: Очи треба да буду распоређени приближно 1,5 пута дебљине материјала од ивица и два пута дебљине један од другог. Ближе размачење узрокује искривљење материјала током перфорсације.
- Недостајућа разматрања премаза: Подражњавање прахом и анодирање додају дебљину димензије. Дизајни морају да учествују у овој промени, посебно на површинама за спајање и на низом. Поред тога, делови треба да имају висиле тачке током премазањапознати где су неприхватљиви непокривени просекције.
Самолоцирајући се елементи представљају често пропуштену прилику. Када је то могуће, дизајнирајте делове који се усаглашавају током монтажа, што смањује потребу за заграђивачима и фиксерима. Употреба ПЕМ уставки или реветова уместо заваривања може уштедети значајно време и новац када функционалност дозвољава заваривање захтева квалификоване раднике и ствара топлотне деформације, док механичко затварање одржава строжу контролу димензија.
Пословни утицај доброг ДФМ-а се протеже изван ефикасности производње. Делови дизајнирани с овим принципима у виду обично пролазе прву инспекцију производа без прераде, одржавају конзистентан квалитет током производних радњи и коштају мање јер произвођачи могу користити стандардне алате и процесе. Када представите дизајн који показује да су свесни ДФМ-а, прецизне компаније за листов метал препознају купца који разуме производње реалностичесто доводи до боље цене, брже цитате и приоритетно планирање.
Након што су утврђени принципи дизајна, следећи корак у вашем путу прецизне производње укључује разумевање како прототипирање и процеси увођења нових производа валидују дизајне пре него што се обавезе на пуну производњу.
Услуге за производњу прототипа и увођење нових производа
Дизајнирао си свој део са производњом у виду. Али како знате да ће то стварно радити пре него што потрошите хиљаде долара на производњу алата? Ово је место где прецизне услуге прототипирања листова метала постају непроцењиве - претварајући дигиталне дизајне у физичке делове које можете држати, тестирати и побољшати.
Увод новог производа (НПИ) представља структурирани процес који креће ваш концепт од почетне идеје кроз валидиране готовине за производњу. Према производним стручњацима, НПИ обухвата читав спектар од стварања концепта до развоја и производње коначног производа, елиминишући што је више могуће ризика, а истовремено и прихватајући могућности за успех.
За купце који процењују компанију за прецизну плочу, разумевање овог процеса помаже да препознате које партнере могу стварно убрзати ваш временски план у поређењу са онима који једноставно прихватају наруџбе без додатног вредности.
Од концепта до одобрења првог члана
Замислите да развијате нову кућу за индустријску опрему. Имате ЦАД датотеке, материјалне спецификације и захтеве толеранције, али остају питања. Да ли ће се угловима који се користе за савијање извести очекивани угао? Да ли се монтажне рупе правилно усклађују са компонентама за парење? Да ли ће процес монтаже открити непредвиђене проблеме са мешањем?
Прототипски радни ток систематски одговара на ова питања. На основу индустријске праксе, типичан процес следи следеће фазе:
- Идентификујте и дефинишите циљеве: Ваш партнер за производњу ради са вама да разуме основне захтевефункционалне спецификације, естетска очекивања, протоколе тестирања и ограничења временских линија. Ова фаза поставља темеље за све што следи.
- Преглед дизајна и оптимизација ДФМ-а: Инжењери анализирају ваше ЦАД податке на производњу, препоручујући прилагођавања која побољшавају прецизност резултата без угрожавања функционалности. У овој фази сарадње често се ухватију проблеми који би касније изазвали кашњење у производњи.
- Производња прототипа: Коришћењем исте опреме која је намењена за производњу, произвођачи стварају почетне узорке. Овај приступ осигурава да прототипи тачно представљају оно што ће производња у пуном обиму испоручити.
- Испитивање и валидација: Прототипи се подвргну функционалном тестирању, провере одговарања са компонентама за спајање и евалуацији перформанси под оперативним условима. Анализа коначних елемената (ФЕА) може симулирати обрасце стреса, док физички тестови потврђују понашање у стварном свету.
- Итерација пројекта: На основу резултата тестова, дизајни се прецизирају и ако је потребно, стварају се нови прототипи. Као што један стручњак из индустрије напомиње: "Не може свако узорак бити победник.
- Одобравање дизајна и производња: Када прототипи испуне спецификације, дизајн се закључује и развијају се детаљни производствени цитати. Произвођачи који су изградили ваше прототипе могу прецизно цитирати јер су већ тестирали производњи процес.
- Прва инспекција члана (ФАИ): Први производњи делови подвргну се свеобухватној димензионалној верификацији према спецификацијама, стварајући документоване доказе да производњи производи производе одговарајуће делове.
Овај структурирани приступ драматично смањује ризик од скупих изненађења током пуне производње. Када процењујете услуге прецизног прототипирања листова метала, тражите партнере који нуде свеобухватну подршку ДФМ током фазе прегледа дизајнаова сарадња често одређује да ли пројекти успевају или се преклопају.
Брзо прототипирање у односу на производњу
Брзина је различита у свакој фази развоја производа. Током прототипирања, брз прелаз омогућава брзу итерацијуфилозофију "помаже брже неуспех" која вам помаже да брзо сазнате да ли дизајне раде како је намењено. Као што стручњаци за прототипски пројекат објашњавају, ако одређени дизајн није одржив, брзо утврђивање тога је много ефикасније од улагања дуготрајног времена и напора.
Шта раздваја брз прототип од стандардних временских линија производње? Водеће прецизне компаније за листов метал одржавају одјељење за прототипирање одвојено од производних распореда. Ова раздвајање осигурава да прототипни рад не конкурише са великим бројем наруџбина за време машине - критична разлика када се трчате за валидацију дизајна пре него што се затвори прозор тржишта.
Размислите како у пракси изгледа способност брзе производње прототипа. Партнери врхунског нивоа као што су Шаои (Нингбо) Технологија метала доставити 5-дневно брзо прототипирање у комбинацији са свеобухватном ДФМ подршком и 12-часовном цитирањем, врста одзивљивости која значајно убрзава циклусе развоја. Њихова сертификација ИАТФ 16949 показује системе квалитета потребне за аутомобилску шасију, суспензију и структурне компоненте где прецизни толеранси нису преговарајући.
Прелазак од прототипа до производње уводе различите приоритете:
| Faktor | Брза производња прототипа | Производња |
|---|---|---|
| Главни циљ | Процена потврђивања и брзине итерације | Конзистентан квалитет у обема |
| Типична временска линија | 3-10 дана за почетне узорке | 2-6 недеља у зависности од сложености и запремине |
| Приступ алата | Мека алатка или директна изработка | Производња алата за понављање |
| Структура трошкова | Виша трошкови по делу, мања укупна инвестиција | Ниже трошкове по деловима, веће инвестиције у алате |
| Дијазон запремине | 1 до 50 комада типично | Стотине до хиљада комада |
Пилот производња служи као мост између ових фаза. Пре него што се прошири на пуну количину, произвођачи производе мале партије - обично 50-200 комада - како би потврдили да су производњи поновљиви и стабилни. Овај корак идентификује све проблеме производње који нису појавили током прототипирања и потврђује да системи квалитета могу одржавати спецификације током продужених производних сезона.
Када изаберете прецизну компанију за серво-хранилац листова метала или партнера за производњу листова метала за брз прототип, проценити цео спектар њихових могућности. Најбољи партнери воде пројекте од почетног концепта до валидиране производње, примењујући доследне системе квалитета у свакој фази. Они схватају да прототип не само да брзо производи делове, већ да се довољно брзо учи да би се донела боља одлука пре него што производња инвестира у дизајн.
Са разумевањем процеса прототипирања, спремни сте да се обратите теми о којој већина произвођача избегава да отворено разговара: шта заправо покреће цене у прецизној обради листова метала, и како можете оптимизовати трошкове без жртвовања квалитета?
Разумевање фактора цене и покретача трошкова
Ево разговора који већина произвођача избегава: шта заправо одређује трошкове вашег пројекта? Иако се добијање цитата за производњу лима често осећа као примање мистериозних бројева из црне кутије, стварност је једноставнија него што бисте могли очекивати. Разумевање фактора трошкова прецизне производње листова метала омогућава вам да доносите информисане одлуке и потенцијално смањујете трошкове без жртвовања квалитета.
Према стручњацима за прецизну производњу, на цене утичу неколико међусобно повезаних фактора. Кључ је разумевање које факторе можете контролисати, које захтевају компромисе, а које су једноставно фиксне стварности производне физике.
Трошкови материјала и фактори комплексности
Почнимо са најосебитнијим факторима трошкова прецизног обраде метала: од чега су направљени делови и колико су компликовани за производњу.
Избор материјала представља једну од највећих променљивих у цитату. Као што објашњавају извори из индустрије, метали попут алуминијума, нерђајућег челика и угљенског челика варирају у цени по килограму и обрадивости:
- Aluminijum је лага и отпорна на корозију, али захтева више пажње током обликовања и заваривања
- Nerđajući čelik нуди одличну чврстоћу и издржљивост, али кошта знатно више по фунти и често захтева специјализовану завршну обраду
- Ugljenični čelik остаје приступачан и свестраан, али обично треба заштитно премазивање како би се спречило корозију
Дебљина материјала директно повећава ове трошкове. Дебљи материјал траје дуже да се реже, захтева више снаге за савијање и захтева продужено време заваривања - све што се преводи у повећана производња и веће цене.
Сложност дизајна ствара други главни мултипликатор трошкова. Компоненте са више савијања, сложеним резањима или чврстим толеранцијама захтевају више времена за програмирање, додатне операције монтаже и чешће циклусе инспекције. Разлика између једноставне задржине са два завоја и корпуса са дванаест завоја, инсектора за хардвер и завариваних зглобова може бити драматична чак и када се користе идентични материјали.
Ево практичног оквира за разумевање како различити фактори цене за производњу листова метала утичу на вашу кону:
| Фактор трошкова | Ниво утицаја | Шта подстиче ову цену | Како оптимизовати |
|---|---|---|---|
| Тип материјала | Висок | Цене на тржишту сировина, спецификације легура | Укажите стандардне легуре; размотрите алтернативе са сличним перформансима |
| Дебљина материјала | Средње-високе | Брзина сечења, сила формирања, време заваривања | Користите минималну дебљину која испуњава конструктивне захтеве |
| Геометријска сложеност | Висок | Програмски рад, промене у подешавању, специјализована алатка | Поједностављање пројеката; стандардизација радијуса савија и величине рупа |
| Потребности о допустима | Висок | Повољније брзине обраде, честа инспекција, ризик од поновног рада | Примените чврсте толеранције само на критичне димензије |
| Површина | Средњи | Додатни кораци процеса, материјали за премазивање, време затврђивање | Укажите завршне делове само када је то функционално потребно |
| Операције монтаже | Средње-високе | Радно време, трошкови хардвера, контролне тачке | Проектирање за поједностављену монтажу; коришћење карактеристика самолоцирања |
| Уређивање и програмирање | Средњи | Почетна конфигурација машине, припрема алата | Дизајн породице делова који деле захтеве алата |
Имајте на уму да захтеви за толеранцију имају "висок" степен удара. Према стручњацима из производе, што су толеранције чврстије, то је више трошковаиспостављање строгих димензионалних захтева укључује чешће инспекције, спорије брзине обраде и напредне алате за мерење као што су координатне мерење машине (ЦММ) и ласерски базирани системи за
Разматрања количине и компромиси за време извршавања
Количина мења све у цене прецизне производње. Један прототип или мала серија ће коштати знатно више по јединици него велика наруџба, јер се време постављања и програмирања распоређује на мање делова.
Размислите о томе практично: било да наручујете 10 делова или 1.000, произвођач и даље мора да програмира ласер, подеси прес-преку и конфигурише протоколе за инспекцију квалитета. Ови фиксирани трошкови се подељавају другачије у зависности од величине ваше нарачке:
- Количина прототипа (1-10 комада): Трошкови постављања доминирају; очекујте највишу цену по делу, али најнижу укупну инвестицију
- Мало производње (50-500 комада): Кошта за постављање амортизују се повољније; цене по деловима значајно опадају
- Производња у великој количини (1000+ комада): Максимализација ефикасности; аутоматизовано руковање и оптимизовано гнездовање смањују отпад и рад
Време за испоруку представља још једну димензију трошкова коју многи купци потцењују. Према специјалисти за израду процена , брзе нараке или пројекти који захтевају убрзану испоруку често укључују прековремена рада или прилагођавања распореда производњеоба додају премије.
Однос између времена извршавања и трошкова ствара важне компромисе:
| Сценарио за време извршавања | Утицај на трошкове | Типична временска линија | Најбоље за |
|---|---|---|---|
| Стандардна производња | Базна цена | 2 до 4 недеље | Планирана производња са предвидивом потражњом |
| Убрзана испорука | Примене су накнаде | 1-2 недеље | Критични рокови са флексибилношћу буџета |
| Убрзано/иско | Значајна премија | Дани уместо недеља | Истинске хитне ситуације у којима су трошкови секундарни |
| Флексибилан/планиран | Потенцијална попуст | 4-6+ недеља | Уреде који нису хитне уколико се може преговарати о времену |
Као што стручњаци за време испоруке примећују, што је ваш дизајн једноставнији и што су материјали стандарднији, брже ће вам делови стићиа брже често значи јефтиније када избегавате брзе премије.
Један често занемарен фактор трошкова? Коработна и логистичка. Према изворима из индустрије, производња може бити завршена на време, али испорука и даље може утицати на ваш распоред. Убрзана логистика преко приоритетних превозника скраћује испоруку, али обично са већим трошковима. За међународне наруџбе, размислите о захтеву за подељену испоруку ако је брзина важнија од минимизације трошкова за превоз.
Најјефикаснији приступ трошкова комбинује паметне одлуке о дизајну са реалистичним планирањем временских линија. Радите са својим прецизним лименским партнером рано током фазе пројектовања, а не након што су цртања завршена. Искусни произвођачи могу идентификовати могућности оптимизације трошкова које бисте могли пропустити, од предлажења стандардних величина рупа које смањују промене алата до препоруке алтернативних материјала који пружају еквивалентну перформансу по нижим трошковима.
Са разумевањем фактора цене, опремљени сте да интелигентно процењујете цитате и имате информисане разговоре са потенцијалним производним партнерима о томе о томе о чему су трошкови и где можете наћи уштеду која не угрожава прецизност коју захтева ваша апликација.
Доносити праву одлуку о прецизној плочи метала
Покрили сте значајну основу, од разумевања шта прецизне толеранције заправо значе до процене сертификација, принципа ДФМ-а, процеса прототипирања и покретача трошкова. Сада је време да синтетизирате ове увиде у практичне смернице које вам помажу да напредујете са поверењем.
Било да сте технички прецизирач који упоређује производње или пословни доносилац одлука који процењује потенцијалне партнере ланца снабдевања, критеријуми за избор прецизних листова метала које смо истражили имају заједничку нишу: верификована способност је важнија од маркетиншких тврдњи.
Кључни савјети за ваш следећи прецизни пројекат
Пре него што тражите цитате или закажете обилазак објекта, имајте на уму ове критичне тачке за процену:
Најбоља компанија за прецизни листови метала показује три непроменита квалитета: сертификације одговарајуће индустрији, потврђене актуелном документацијом, капацитете опреме у складу са вашим специфичним захтевима за толеранцију и сарадњу инжењерске подршке која побољшава ваше дизајне пре него што се производња почне.
Ево вашег кондензираног оквира за процену партнера за прецизну производњу:
- Активно проверите сертификације: Захтевајте тренутне сертификате са датом истека. ИСО 9001 служи општеним апликацијама; АС9100 је обавезан за ваздухопловство; ИАТФ 16949 сигнализује спремност аутомобилског ланца снабдевања
- Споразуми способности са захтевима: Не преплаћујте за могућности које вам нису потребне, али не компромитујте са толеранцијама које захтева ваша апликација
- Проценити сарадњу ДФМ: Партнери који побољшавају ваше дизајне током прототипирања спречавају скупе проблеме производње касније
- Прегледајте реакцију рано: Како брзо потенцијални партнери реагују на захтеве за цитирање предвиђа како ће комуницирати током производних изазова
- Разумејте покретаче трошкова: Избор материјала, геометријска сложеност, захтеви за толеранцију и време довршења сви утичу на ценеоптимизујте где постоји флексибилност
Идемо напред са поверењем
Ваши следећи кораци зависе од тога где сте у путу купца. Ако још увек дефинишете захтеве, фокусирајте се на спецификације толеранције и избор материјала - ове одлуке се каскадују кроз сваки следећи избор. Ако активно упоређујете добављаче, дајте приоритет верификацији сертификације и тражите узорке делова који показују њихове прецизне способности.
За аутомобилске апликације посебно, избор правог прецизног партнера постаје још критичнији. Као што су запажали стручњаци за прецизно штампање, сертификације попут ИАТФ 16949 сигнализују да произвођач разуме захтеве специфичне за аутомобил, укључујући превенцију дефеката, тражимост и протоколе континуираног побољшања.
Размотримо како идеални прецизни партнер изгледа у пракси. Шаои (Нингбо) Технологија метала представља пример критеријума о којима смо разговарали током овог водича: сертификација IATF 16949 за аутомобилску шасију, суспензију и структурне компоненте; 5-дневно брзо прототипирање које убрзава временски план развоја; свеобухватна ДФМ подршка која ухвати проблеме дизајна пре производње; Ова комбинација верификованих система квалитета, одговорне услуге и техничке сарадње представља управо оно што треба да тражите у прецизном партнеру за лимуз.
Прецизна производња награђује информисане купце. Наоружани оквиром за процену, знањем ДФМ-а и разумевањем трошкова које сте стекли овде, позиционирани сте да изаберете партнере који пружају доследан квалитет не само на првој нарачуни, већ и током година производње сарадње.
Често постављена питања о компанијама за прецизни метал
1. у вези са Шта је прецизна производња листова метала?
Прецизна фабрикација листова метала је процес производње делова и компоненти листова метала према изузетно високим стандардима прецизности, обично одржавајући толеранције између ±0.005 "и ±0.010" (±0.13mm до ±0.25mm). Ово укључује специјализовану опрему као што су ласерски системи са влаконцем, ЦНЦ пресс кочнице са технологијом корекције угла и координатне мерење машине (ЦММ) за инспекцију. Индустрије које захтевају прецизне спецификацијекао што су ваздухопловство, медицински уређаји и аутомобилски производ зависе од прецизне производње јер неуспјех компоненти од нетачности димензија може довести до проблема са монтажем, повлачења производа и питања безбедности.
2. Уколико је потребно. Ко је најбољи фабрикатор на свету?
Најбољи произвођач зависи од ваших специфичних захтева за апликацију, потребних индустријских сертификација и потребних прецизних толеранција. За аутомобилске апликације, тражите партнере сертификоване за ИАТФ 16949 као што је Шаои (Нингбо) Метал Технологија, која нуди 5-дневно брзо прототипирање, свеобухватну ДФМ подршку и 12-часовни цитат за шасију, суспензију и структурне компоненте. За ваздухопловне послове, сертификација AS9100 је неопходна. Проценити потенцијалне партнере на основу њихових капацитета опреме, система квалитета, стручности материјала и отзивљивости, а не на основу опште рангирања.
3. Уколико је потребно. Колико кошта инсталирање лима?
Трошкови производње прецизних листова метала значајно се разликују на основу неколико фактора: врсте материјала и дебљине, геометријске сложености, захтева за толеранцијом, потреба за завршном облогом површине и обема наруџбине. Иако једноставни пројекти могу коштати неколико стотина долара, сложене прецизне компоненте са чврстим толеранцијама могу коштати хиљаде. Трошкови постављања и програмирања остају релативно фиксирани без обзира на количину, што чини трошкове по јединици много већим за прототипе од производних сезона. Да би се оптимизовали трошкови, одредите чврсте толеранције само на критичне димензије, користите стандардне величине рупа и радије савијања и планирајте реалистична времена за извршење како бисте избегли претеране премије.
4. Уколико је потребно. Које сертификације треба да има компанија за прецизни листови метала?
Потребне сертификације зависе од ваше индустрије. ИСО 9001 служи као основа за опште комерцијалне апликације, показујући документоване системе управљања квалитетом. AS9100 проширује ИСО захтеве за ваздухопловство, авијацију и одбрамбену примену где је производња која је критична за безбедност обавезна. ИАТФ 16949 сигнализује спремност аутомобилског ланца снабдевања са нагласком на спречавање дефеката и континуирано побољшање. ИСО 13485 се бави усаглашеношћу са регулативама медицинских уређаја. Увек тражите тренутне сертификате са данима истека, јер сертификати захтевају ревизије сваке три године да би се одржала ваљаност.
5. Појам Како да изабрам правог партнера за прецизну плочу метала?
Почните проверењем да ли се сертификације одговарају захтевима ваше апликације. Процените могућности опреме према вашим специфичним потребама за толеранцијом и типовима материјала. Проценити њихову подршку ДФМ-а током фазе пројектовањапартнери који побољшавају пројекте пре производње спречавају скупе проблеме касније. Проверите одговорност током процеса цитирања као индикатор будуће квалитете комуникације. Захтевајте узорке делова или референце од купаца са сличним захтевима за прецизност. Размислите о њиховим могућностима прототипирања ако вам је потребна брза итерација, и осигурајте да њихови системи квалитета укључују тражебилност материјала и статистичку контролу процеса за критичне димензије.