 Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим
Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим 

Порошно премазивање штампаних челичних контролних руку: суштински водич

ТЛ;ДР
Praškasto prevlačenje čeličnih poluga sa žlebom je odličan način da se postigne izuzetno trajna i otporna površina na koroziju, koja nadmašuje tradicionalnu boju. Međutim, proces nije jednostavan. Potpuno je neophodno potpuno demontirati poluge, uklanjajući sve kuglaste zglobove i ležajne elemente pre nanošenja prevlake. Ovi delovi ne mogu da podnesu visoke temperature otvrdnjavanja od oko 400°F (200°C) i biće uništeni, što dovodi do kvarova komponenti.
Zašto praškasto prevlačiti čelične poluge sa žlebom?
Kada se obnavlja ili unapređuje vozilo okačenje, premaz komponenti poput upravljačkih poluga je više od samo estetskog pitanja. Praškasto prevlačenje je proces premaza kod kojeg se suv, slobodno tekući prah nanosi elektrostatički na metalni deo, a zatim otvrdnjava pod dejstvom toplote. Ovaj metod stvara tvrdu površinu koja je znatno otpornija i izdržljivija od konvencionalne boje, što ga čini idealnim za automobilske delove izložene intenzivnom habanju i teškim uslovima na putu.
Предности висококвалитетних делова за накнадну продају, које се често описују изразима као што је „поклопац са двостепеном гланц црном прах-бојом“, укључују већу отпорност на одсипање ивица, царапине, хемикалије и рђу. Ова издржљивост осигурава да компоненте дуже изгледају боље, али су и боље заштићене од корозије која може временом компромитовати њихов структурални интегритет. Калибран челик је уобичајени материјал за оригиналне контролне лукове (OEM) због равнотеже између чврстоће и производње по повољној цени. Иако материјали као што је ковањени челик имају већу отпорност на замор, а алуминијум омогућава уштеду у тежини, калибран челик је чврст и поуздан избор за већину примене, чинећи га савршеном основом за побољшану заштиту преко прскања прах-бојом. За произвођаче возила, постизање ове равнотеже захтева прецизно инжењерство, струку коју имају фирме попут Шаои (Нингбо) Метал Технологија Цо, Лтд. , која пружа напредне ауто штампање делове од прототипа до масовне производње.
Да бисте боље разумели предности, размислите о овом поређењу између праховог премаза и традиционалног бојења за компоненте суспензије:
| Особност | Поровни премаз | Традиционална боја (прскање/ четка) |
|---|---|---|
| Otpornost na habanje | Одлична отпорност на чипове, огребљења и абразије. | Склона је да се оштри и огребе од путног смећа. |
| Otpornost na koroziju | Ствара дебео, непорозан слој који је веома ефикасан против рђе. | Добра, али може престати да буде ефикасна ако је слој боје прекинут. |
| Химијска отпорност | Високо отпоран на флуид кочница, бензин и друге аутомобилске хемикалије. | Може бити оштећен или склоњен под дејством јаких хемикалија. |
| Квалитет завршног дела | Униформан, дебео и конзистентан финални изглед без капања или трагова. | Квалитет високо зависи од вештине; склон капању и неједнаким слојевима. |
| Утицај на животну средину | Ne sadrži rastvarače i oslobađa zanemarljive količine organskih jedinjenja sa visokim pritiskom pare (VOC). | Oslobađa organska jedinjenja sa visokim pritiskom pare (VOC) u atmosferu. |
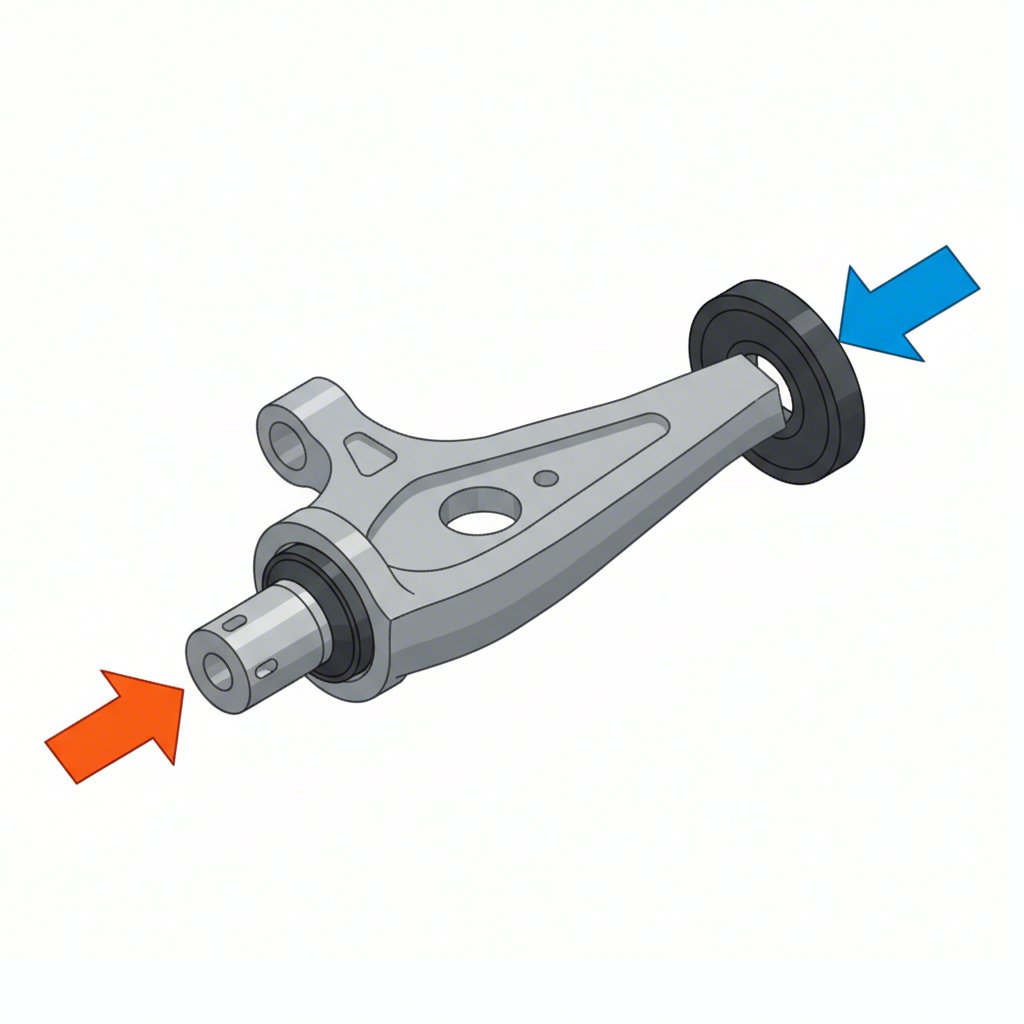
Ključni izazov: Rukovanje kuglastim zglobovima i ležajevima
Najvažniji i najzahtevniji aspekt prevlačenja polimerima trapa je rukovanje integrisanim komponentama. Kao što korisnici foruma često pitaju, šta uraditi kada je kuglasti zglob upresovan ili čak zavaren? Odgovor je nedvosmislen: svi kuglasti zglobovi, ležajevi i ne-metalne komponente moraju biti potpuno uklonjeni pre nego što trape uđu u peć za stvaranje. Visoka temperatura će otopiti gume i poliuretanske ležajeve i uništiti zaptivke i mast unutar bilo kog kuglastog zgloba.
Metod uklanjanja u potpunosti zavisi od načina na koji su komponente postavljene:
- Uklonjivi ležajevi: Већина гумених или полиуретанских усједа се убације у носач. Могу се уклонити хидрауличном пресом или, у неким случајевима, пажљиво изгорети. Након премазивања, нови делови, као што су полиуретански усједи и чаше за компресију поменуте у комплетима од Cognito Motorsports , морају се поново убације притиском.
- Притиснути лоптичaсти зглобови: Како наводе корисници на Реддиту, многи горњи носачи имају лоптичaсти зглоб који је притиснут у сам носач. Уклањање захтева јаку хидрауличну радничку пресу. Покушај да се избаци чекићем може оштетити носач. Након премазивања, нови лоптичaсти зглоб мора се поново убације притиском, што ово чини добрим тренутком за 'Замену лоптичастог зглоба горњег носача'.
- Заварени лоптичaсти зглобови: Ово је најтежи сценарио, који се често среће код старијих возила. Како је разговором на Фејсбуку напоменуто, ако је клизна стеза заварена, није могуће је једноставно испресовати. Потребно је исећи стару стезу, обрадити површину тако да буде равна, а затим израдити и заварити нову клизну стезу на место. Ово је напредна процедура која захтева значајна вештина у изради и заваривању делова.
Тешкоћа и потребне алате се значајно разликују између ових типова:
| Тип компоненте | Ниво тешкоће | Потребно је основно средство |
|---|---|---|
| Скидање гуша | Средњи | Хидрауличка преса, лежај/бушинг возач комплет |
| Испресоване клизне стезе | Tvrdo | Јаки хидраулични прес, одговарајући прес пунтеви |
| Заварене клизне стезе | Stručnjake | Угаоно брусно сече, заваривач, алати за обраду метала |
Пошагов водич за прскање контролних трака (након демонтаже)
Када су ваше контролне траке потпуно очишћене до чистог метала, скинути су сви зглобови и облоге, процес прскања може да започне. Паљљиво праћење ових корака је од суштинског значаја за постизање професионалне квалитетне и дуготрајне површине.
- Темељна припрема: Ово је најкритичнија фаза за прилијање. Контролне траке морају бити очишћене до чистог метала. Ово се обично ради путем прскања медијем (као што је пескање или прскање стакленим перличицама) ради уклањања све рђе, наслага и старих премаза. Било који преостали загађивачи ће спречити правилно прилијање прашкастог премаза. Након прскања, део мора бити деконтаминиран помоћу отапача ради уклањања масти или отисака прстију.
- Покривање критичних површина: Пре наношења праха, морате затамнити области које не би требало прекрити. То укључује унутрашње површине где се угњештавају бушови, коничаст отвор за шипку лоптастог зглоба и све навојне отворе. Трака за маскирање отпорна на високе температуре и силиконске чепови специјално су дизајнирани за ову сврху.
- Наношење праха: Вучица се обеси на металску куку како би била уземљена. Специјализирани електростатички пиштољ за прскање даје честицама праха негативни електрични набој. Пошто је вучица уземљена, напунjenи прах се_privлачи ка њој и прилијеће за површину, стварајући равномерни слој.
- Нестајање у пећи: Премазани део се пажљиво премешта у посебну пећ за нестајање. Греје се на одређену температуру (обично око 400°F или 200°C) током одређеног времена. Топлота истапља прах, омогућавајући му да се споји и формира глатки, континуирани филм који се претвара у чврст, издржљив финални слој.
За успешан пројекат, потребна вам је контролна листа основне опреме:
- Заштитна опрема: Респиратор, заштитне наочаре, рукавице.
- Инструменти за припрему: Приступ кабинету за пескострување или служби, растварач за одмазање.
- Добавке за маскирање: Високотемпературна трака, силиконски угиби.
- Опрема за премазивање: Електростатички пиштољ за прашкасти премаз, премаз по жељи (нпр. полу-гланцац црна), извор стиснутог ваздуха са филтером/сушилицом.
- Опрема за отврђивање: Посебна електрична пећ довољно велика за делове (НЕ користите кухињску пећ).
DIY у односу на професионалну услугу: Расподела трошкова и напора
Након што разумете процес, коначна одлука је да ли да сами обавите посао или да ангажујете стручњака. Ова одлука зависи од вашег буџета, временског плана, доступних алатки и жељеног квалитета. Приступ сам-уради нуди задовољство учења нове вештине, али почетна инвестиција и крива учења могу бити значајни. Професионална услуга обезбеђује гарантован, висококвалитетан резултат без губитка времена.
Ево прегледа који ће вам помоћи да упоредите два приступа:
| Faktor | Приступ сам-уради | Професионална услуга |
|---|---|---|
| Рана цена | Висока почетна инвестиција у пишуљару за прашасто премазивање, посебну пећ и опрему за безбедност (500 - 1000+ долара). | Без трошкова опреме. Плаћате само услугу. |
| Трошкови по послу | Ниска, само трошкови праха и потрошених материјала након почетне инвестиције. | Умерено, обично 150 - 300 долара за пар контролних руку (укључујући припрему). |
| Вештина и напор | Потребно је много истраживања, вежбања и пажљивог припремног рада. Демонтажа/поново монтажа је и даље ваша одговорност. | Минимални напор. Доносиш разграђене делове и покупиш готову производ. |
| Квалитет резултата | Променљива. Може бити одличан са праксом, али почетни резултати могу бити неједнакви или недостатак трајности. | Стално висококвалитетан, професионални завршник са максималном трајношћу. |
| Временска обавеза | Значајно време потребно за подешавање, припрему, премаз, зачуђивање и чишћење. | Brzo izvršenje, često u roku od nekoliko dana. |
Ako birate profesionalca, obavezno proverite kvalitet. Pitanjajte ih o njihovom postupku kako biste bili sigurni da ispravno izvode ključne korake pripreme. Ključna pitanja uključuju:
- Kakav je vaš postupak pičurenja medijem i hemijskog skidanja premaza?
- Kako maskirate kritične delove poput rukavaca za bušenje i konusa za kuglične zglobove?
- Коју марку и врсту праха користите за компоненте шасије?
Често постављана питања
1. Постављање Која је разлика између штампаних и кованичних контролних рукава?
Комади управљачких полуга се праве тако што се челичне плоче пресују у калуп, често са две половине заварене заједно. Ковани управљачки полуги се праве загревањем метала и компримовањем у калуп, што поравнава унутрашњу структуру зрна метала, чиме се постиже већа чврстоћа и отпорност на замор у поређењу са штампаним или ливеним деловима.
2. Уколико је потребно. Који је најбољи метал за контролне руке?
„Најбољи“ метал зависи од примене. За тешка возила или перформанс примене са великим оптерећењем, природна чврстоћа и издржљивост челика често су најбољи избор. Може да поднесе значајно оптерећење и јефтин је. Алуминијум је лакши, што смањује неподржану масу и побољшава управљивост, али је углавном скупљи.
3. Да ли су штампани челични управљачки полуги магнетни?
Да, калотирани челични трапези су магнетни. Једноставан начин да се разликују делови од челика и алуминијума на окачуће је употреба магнета. Ако се магнет чврсто прилипи, део је направљен од челика (калотираног или ливеног гвожђа). Ако се не прилипи, ради се о алуминијуму.