 Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим
Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим 

Ласерски резани метални дизајнери: од прве скице до безупречне испоруке
Разумевање основних принципа дизајна метала одрезаног ласером
Да ли сте се икада питали како су сложени метални знакови, задивљујуће архитектонске фасаде , а декоративне зидне плоче постижу тако безупречне детаље? Одговор лежи у ласерским дизајнима метала - технологији која је револуционизирала начин на који обликујемо, стварамо и изражавамо идеје кроз метал. Од смелих пословних знакова до деликатних уметничких екрана, ова прецизна метода производње је преобразила сирове металне листове у делове функционалне уметности.
Било да сте архитекта који одређује облоге зграде, власник предузећа који тражи привлачне знакове или власник куће који сања о прилагођеним декоративним комадима, разумевање основама ласерског сечења вам омогућава да доносите информисане одлуке. Хајде да истражимо технологију која чини микроскопску тачност не само могућом, већ стандардном.
Шта чини ласерско сечење прецизним стандардом за дизајн метала
Замислите да фокусирате сунчеву светлост кроз лупу како бисте спалили лист, а сада помножите тај интензитет са хиљадама. То је основни принцип ласера који сече метал. Ласер за резање метала генерише високо концентрисан зрак светлосне енергије, фокусирајући га кроз специјализовану оптику на тачку малу од 0,001 инча (0,025 мм). Када овај интензиван зрак дође у контакт са металом, он не само да сече, него испарава материјал са хируршком прецизношћу.
Фокусирани зрак скоро тренутно загрева металну површину до своје тачке запаљења. Гас под високим притиском, обично кисеоник или азот, затим удаљава растворени материјал са стазе. Овај процес, познат као резање "тапи и удари", омогућава широчине резања (ширина уклањања материјала) малу од 0,004 инча (0,10 мм) тонка од људске косе.
Савремени ласери са влаконским ласерима постижу тачност позиционирања од 10 микрометра и понављаност од 5 микрометра, са толеранцијама са тачним до ± 0,001 инча на нержавом челику, тачност која традиционалном механичком сечењу једноставно не може да се подудара.
Ова изузетна прецизност значи да се ваши ласерски резани метални дизајне преводи из дигиталних датотека у готове производе са изузетном верношћу. Својом сложношћу, сложени геометријски обрасци, течни органски облици и фини текст се појављују тачно као што је дизајнирано.
Од индустријског алата до креативног медија
Путовање ласерског сечења од индустријске потребе до креативног медија је фасцинантно. Када тражите "ласерско сечење метала близу мене", улазите у технологију која је почела у ваздухопловној производњи почетком 1970-их. У то време, ласери су секали титан за компоненте авиона. Данас је иста прецизност у корист уметника, дизајнера и предузећа који траже прилагођене металне креације.
Две основне врсте ласера доминирају у металофабрикацији, свака од којих је погодна за различите апликације:
- Ласери са CO2: Радећи на таласној дужини од око 10,6 мкм, ови свестрани системи су одлични у сечењу дрвета, пластике и текстила, а истовремено и у обрађивању метала са лаким калибаром. Они су деценијама били индустријски радни коњ и остају популарни за апликације са мешаним материјалима.
- Ласери од влакана: Са таласном дужином од око 1.064 нанометра, ласери од влакана производе величине тачака до 100 пута мање од система са СО2. То их чини идеалним за сечење одражавајућих метала као што су алуминијум, бакар, мед и нерђајући челик. Према Ласери за језгро , технологија влакна пружа високу снагу у компактном пакету са минималним захтевима за одржавање.
За већину апликација за ласерско сечење металазнаке, панели, декоративни екраниласерски влакна постали су омиљени избор. Њихова ефикасност са металима, у комбинацији са бездржним радом и нижим трошковима рада, чини их посебно погодним за прецизан рад на металу. Квалитетни ласерски резач за метал може обрадити нерђајући челик, благи челик, алуминијум, бакар и месинг са конзистентним резултатима на хиљадама делова.
Разумевање ових основа даје вам речник и знање да разговарате о свом пројекту са сигурношћу са произвођачима и да цене како се ваша визија трансформише у безупречну ласерскучени метал реалност.

Водич за избор металног материјала за ласерско сечење
Сада када разумете како ласерска технологија за сечење ради, овде је критично питање: који метал треба да изаберете за свој пројекат? Материјал који изаберете утиче на све, од чистоће ласерског резања дизајна до тога како завршен комад износи изложеност на отвореном. Ипак, већина водича једноставно наводи доступне метале без објашњења зашто? један може одговарати вашим потребама боље од другог.
Поменимо то. Било да креирате алуминијумске металне знакове за обално пословање, челичне знакове за индустријске апликације, или декоративне бакарне плоче за ентеријерни дизајн , одговарајући својствима метала према вашим специфичним захтевима осигурава да ваши ласерски резани метални дизајне раде лепо годинама.
Алуминијум против челика против басног против бакра
Сваки метал има различите предности и ограничења за ласерско сечење. Разумевање ових разлика помаже ти да се у ствари поуздано одлучиш, уместо да гађаш или једноставно прихваташ све што ти произвођач предложи.
| Метал тип | Компатибилност ласерског сечења | Отпорност на корозију | Тежина (релативна) | Разум трошкова | Идеалне примене |
|---|---|---|---|---|---|
| Алуминијум | Одлично са ласерима од влакана; високо рефлективно површину захтева правилна поставка | Одлично; природно формира заштитни оксидни слој | Веома лага (1⁄3 теже сталног) | Ниско до умерено | Изванредне знакове, архитектонске плоче, лагане декоративне делове |
| Мека челик | Одлично; чисто сече и са CO2 и са ласерима од влакана | Слаба; захтева заштитну завршну оцртају за спољну употребу | Тешка | Ниско | Индустријски знакови, структурне компоненте, челични метални знакови са прашком |
| Нерођива челик | Одлично; производи чисте резе са минималним буривањем | Одлично; садржај хрома спречава рђављење | Тешка | Умерено до високо | Морска средина, знакове за храну, архитектонске фасаде, медицинске апликације |
| Плочице | Добро са ласерима од влакна; захтева пажљиву контролу параметара | Добро; временом развија атрактивну патину | Тешка | Умерено до високо | Декоративне плоче, унутрашње знакове, архитектонска опрема, уметничке инсталације |
| Мед | Тешко; висока рефлективност и топлотна проводност захтевају специјализована подешавања | Одлично; развија карактеристичну зелену патину | Тешка | Висок | Акценти за крове, декоративна уметност, електричне апликације, врхунски архитектонски детаљи |
Звучи сложено? Ево практичног закључка: ласерски резан алуминијум нуди најбољу комбинацију приступачности, отпорности на корозију и штедње тежине за већину спољних апликација. Знаци од нерђајућег челика пружају неупоредиву трајност у суровим окружењима, али по већој цени и тежини. Медь и бакар су одлични када је естетика важнија од буџета. Њихови топли тонови и природна патина стварају карактеристичан карактер који се не може реплицирати са другим материјалима.
Успоређивање својстава метала са захтевима пројекта
Осим табеле поређења, разумевање тога како се алуминијумско ласерско сечење разликује од сечења челика помаже вам да схватите зашто произвођачи могу препоручити одређене материјале за ваш пројекат.
Када се ради са ласерским резаним металним листовима, сваки метал другачије реагује на процес резања:
- Алуминијум: Брзо и чисто сече са ласерима од влакана. Његова лаганост (густина око 2,7 г/см3) чини га идеалним за велике панеле који захтевају монтажу. Међутим, његова мекоћа значи да се танки премери могу савити током руковања - нешто што треба узети у обзир за сложене дизајне.
- Уластица од метала Радни коњ металне фабрике. Према ООО "Ну Мексико Металс" , висока употреба угљенског челика у грађевинским и машинским радовима чини ласерско сечење неопходним за правовремену доступност прецизно резаних компоненти. Очекујте чисте резе, али планирајте заштитну завршну обработу у спољним апликацијама.
- Нерођива челик: Познат је по производњи изузетно чистих резања са минималним буривањем. Његова отпорност на корозију и чврстоћа чине знаке од нерђајућег челика врхунским избором за трајне инсталације на отвореном, посебно у обалним или индустријским окружењима где сол или хемикалије изазивају мање материјала.
- Плочице и плочице Оба метала су мека и лакша за рад од челика, али њихова висока рефлективност и топлотна проводност захтевају искусне операторе. Ови материјали награђују тај додатни напор запањујућом визуелном топлотомидеално за декоративне и уметничке апликације где визуелни утицај оправдава веће трошкове материјала.
Разумевање опција дебљине и спецификација гама
Када наручите ласерски резан метал, наћи ћете спецификације дебелине у два формата: бројеве и десетине инча. Ово може бити збуњујуће јер супротно интуитивно нижи бројеви калибра означавају дебљи метала.
Према Cut2SizeMetals-у, калибар је традиционални систем мерења у којем исти број калибар може представљати мало различите стварне дебљине у зависности од врсте метала. Ево шта треба да знате:
- Плоче од нерђајућег челика: Доступно од 26 гама (0,018") до 7 гама (0,1874") у стандардним класама као што су 304, 316, и 430
- Алуминијумске плоче: Обично се наводи у децималном облику, у распону од 0,016 "до 0,19" у уобичајеним легурама као што су 3003 и 6061
- Плоче од бакра: Разум је у распону од 26 газа (0,0216") до 11 газа (0,125"), често одређен у унцима по квадратном футу у архитектонским апликацијама
- Плоче од барана: Доступно од 0,020 "до 0,125" у децималној дебелини, са 260 легуре стандард за општу употребу
Како дебелина утиче на ваше ласерске металне дизајне? Тонкији материјали (виши број размера) омогућавају сложеније детаље и чврстије криве, али можда не пружају адекватну крутост за велике панеле без подршке. Дебљи материјали пружају чврсту конструкцију, али повећавају тежину и трошкове, а истовремено ограничавају колико су детаљи вашег дизајна фини.
За већину знакова и декоративних апликација, 16 до 14 гаја (приближно 0,060 "до 0,075") пружа одличну равнотежу детаљних способности, структурне крутости и ефикасности трошкова. Веће архитектонске плоче често захтевају материјал од 11 до 7 гаја да би се спречило искривљавање и осигурала трајна равна.
Са јасно дефинисаним опцијама материјала, следећа разматрања су једнако важна: разумевање конструктивних ограничења и техничких ограничења која регулишу оно што је заправо могуће исећи, без обзира на метал који изаберете.
Ограничења пројекта и техничка ограничења
Изабрали сте метал и замислили дизајн, али овде многи пројекти не успевају. Ваш леп концепт може изгледати савршено на екрану, али ипак је немогуће чисто резати. Зашто је то? Јер ласерска резања металног лима укључује физичке реалности о којима вас софтвер за дигитални дизајн једноставно не упозорава.
Ако разумете ова ограничења пре него што завршите свој дизајн, можете да се избавите од скупих ревизија и разочаравајућих резултата. Размислите о томе овако: знање правила вам помаже да проширите креативне границе без преласка у немогуће. Хајде да истражимо техничка ограничења која одвајају успешне пројекте ласерског резања од фрустрирајућих неуспеха.
Минималне величине карактеристика и разматрања ширине решета
Сећаш се да је фокусирани ласерски зрак испарио метал? Овај процес уклања танку траку материјала, која се зове резач, дуж сваког резаног пута. Према СендЦутСенду, ласерски рез влакана варира од 0,006 до 0,040 ", зависно од дебелине материјала, док се ласерски рез CO2 обично налази између 0,010 и 0,020 ", (0,254 до 0,508 мм).
Шта то значи за ваш дизајн? Сваки обележје мање од ширине резања једноставно нестаје током сечења. То сложено филигре детаљ који сте провели сатима усавршавање? Ако су линије танке од 0,040", они ће потпуно нестати на дебљим материјалима.
Ево практичног утицаја:
- Мале геометрије се губе: Облике или резци мањи од ширине реза (0,008 "до 0,040" у зависности од процеса и материјала) неће преживети рез
- Ширине мостова су од критичне важности: Тене металне траке које повезују делове вашег дизајна треба да имају адекватну ширину да би се одржала структурна интегритета након сечења
- Дијаметри рупа имају минималне: Опште правиломинимални дијаметар рупе треба да буде једнак или већи од дебљине материјала за чисте, доследне резултате
Добра вест? Професионални произвођачи обично аутоматски компензују косу, измењујући ласерску трагу тако да финалне димензије одговарају вашим дизајнерским спецификацијама. Међутим, и даље треба да избегавате ствари које су сувише мале да би преживеле процес сечења.
Правила за дизајн материјала која треба да пратите
Различити метали се другачије понашају под ласерским сечењем. Зоне погођене топлотом (HAZ)зоне у којима се својства метала мењају због резања топлотезнатно варирају између материјала. Алуминијум брзо раскида топлоту, док га нерђајући челик задржава дуже, што утиче на то колико можете да сечете простор.
| Материјал | Дебљина | Минут. Дијаметар рупе | Минут. Ширина моста | Минимум величине елемента |
|---|---|---|---|---|
| Алуминијум | 0,040" (1 мм) | 0.040" | 0.030" | 0.020" |
| Алуминијум | 0,125" (3 мм) | 0.125" | 0.060" | 0.040" |
| Мека челик | 0,060" (1,5 мм) | 0.060" | 0.045" | 0.030" |
| Мека челик | 0,125" (3 мм) | 0.125" | 0.080" | 0.050" |
| Нерођива челик | 0,048" (1.2 мм) | 0.048" | 0.040" | 0.025" |
| Нерођива челик | 0,125" (3 мм) | 0.125" | 0.075" | 0.045" |
| Мед/медар | 0,040" (1 мм) | 0.050" | 0.040" | 0.030" |
Према MakerVerse (мајкерверз) , размачење резања геометрије најмање два пута дебљине листа помаже да се избегне искривљење. Постављање рупа превише близу ивица повећава ризик од пуцања или деформације, посебно ако се део касније формира.
Често грешке у дизајну и како их избегавати
Када се ради са ласерским резачем за лименке, ове грешке се појављују више пута, чак и код искусних дизајнера:
- Преклапање линија: Дуплиране стазе узрокују да ласер два пута реже исто подручје, стварајући изгореле ивице и губитак времена. Увек проверите и уклоните преклапање геометрије пре шаљења датотека.
- Отворени облици: Незакривене стазе збуњују софтвер за резање. Сваки облик намењен као изрез мора формирати потпуно затворене петље.
- Текст је сувише мали: Писма мања од 0,25 инча често губе детаље, посебно у серифским фонтовима. Сансериф шрифти као што су Аријал или Хелветика поузданије сече на мањим величинама.
- Игнорирање резања на чврстим толеранцијама: Ако је ваш дизајн захтева прецизне повезане делове, у рачуну узмите ширину реза у вашем димензионалном планирању.
- Превише густине детаља: Превише малог броја детаља у једном подручју ствара топлоту, што потенцијално искривљује метал или смањује квалитет резања.
Припрема фајлова за безгрешне металне листове за одређени рез
Твоја слика је мост између маште и стварности. Према Кирин Ласер , ДКСФ формат је универзални стандард - он је векторски, брзо се учитава и ефикасно се обрађује на машинама за сечење. АИ (Адобе Илустратор) датотеке добро раде за флексибилност дизајна, али треба да се конвертују у ДКСФ за производњу.
Пре него што поднесете свој досије за ласерско резање металног лима:
- Преобраћање читавог текста у контуре/путње: Ово спречава проблеме замене фонта који би могли искривити типографију
- Поставите јединице доследно: Упоредите своје јединице датотеке (инча или милиметара) на своје спецификације материјала
- Чишћење лутаних линија: Уклоните конструктивне линије, смернице и било коју геометрију која није намењена за сечење
- Проверите скалу: Потврдите да димензије дизајна одговарају стварним намењеним величинама
- Упростите сложене путеве: Смањење непотребних тачака за закотвење на кривкама како би се побољшала брзина обраде без утицаја на визуелни квалитет
Једна студија случаја Кирин Ласера показала је да фиксирање датотеке са 50 лутаних линија смањује време резања за 30%. Правилна припрема фајла не само да спречава грешке, већ и убрзава производњу и често смањује трошкове.
Разумевање ових техничких ограничења може изгледати ограничавајућим, али заправо ослобађа вашу креативност. Када тачно знате шта је постижимо, можете да дизајнирате са сигурношћу у оквиру тих граница или да их стратешки гурате за драматичан ефекат. Са вашим дизајном оптимизованим за успех производње, време је да истражите узбудљив спектар апликација где ласерски резани метални дизајне заиста сјају.
Популарне апликације за ласерски резану металну конструкцију
Сада када разумете техничке основе - материјале, ограничења и принципе дизајна - где тачно ласерски резани метални дизајне имају највећи утицај? Од високих архитектонских фасада до интимних акцента у башти, ова прецизна технологија трансформише функционалне захтеве у визуелне изјаве. Кључ лежи у усаглашавању приступа пројектовања и избора материјала са јединственим захтевима сваке апликације.
Било да одређујете металне знакове за видљивост пословања, одабирате ласерски резене металне панеле за фасаду зграде или одабирате декоративне екране за приватност становања, разумевање специфичних разматрања за апликацију осигурава да ваш пројекат доноси трајну вредност, а не само непо
Архитектонске плоче и фасаде зграда
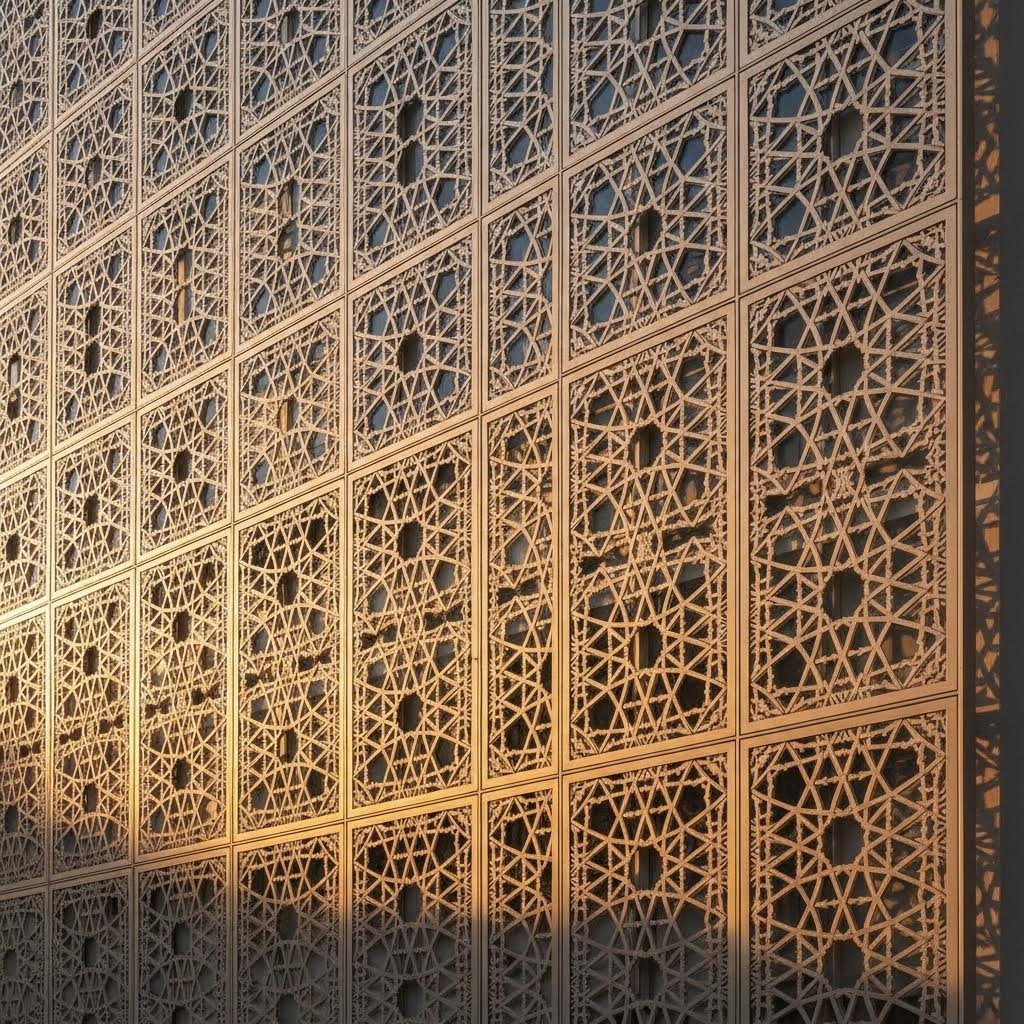
Замислите да ходате поред зграде у којој сунчева светлост пролази кроз сложене геометријске обрасце, бацајући све променљиве сенке преко улаза. То је магија архитектонских ласерских панела - они трансформишу статичке структуре у динамична визуелна искуства.
Према КФ Ласер , прилагођене ласерске резне металне плоче се широко користе у архитектонском дизајну, од фасада и спољних зидова до декоративних екрана и деворишта соба. Прецизно сечење омогућава дизајнирање који се игра са светлошћу и сенкама, додајући дубину и карактер који се не могу постићи традиционалним методама изградње.
Ево шта чини архитектонске апликације јединственом:
- Изванска облога: За велике металне знакове и плоче који покривају спољашњост зграде потребни су материјали који издржавају деценије излагања временским условима. Алуминијум нуди лагу трајност са природном отпорност на корозију, док нерђајући челик пружа ненадмашиву дуговечност у суровим окружењима. Конструкторски разматрања укључују тежину панела (утиче на структурне захтеве), топлотну експанзију (треби одговарајуће допуне за монтажу) и густину обрасца (утиче на израчуне ветровог оптерећења).
- Екрани приватности: Изванредне екранирају контролу видљивости са проток ваздуха и преносом светлости. Отвореност обрасца обично се креће од 30% до 60%нижи процеенти пружају више приватности, али смањују природно светло. За дворишта, баште и дворишта, алуминијумски екрани су отпорни на корозију, а остају довољно лагани за стамбено монтаже.
- Системи за засенчење од сунца: Перфорирани или обрасцирани панели постављени као бриз-солјел смањују добитак топлоте од сунца док одржавају поглед. Оријентација обрасца и величина рупе директно утичу на перформансе сенкања. Хоризонтални слотови раде другачије од кружних перфорација за контролу различитих углова сунца.
У Групна Метрикс примећује да су скала и пропорције од критичне важности за архитектонске плочевелики екрани могу да превладају мале просторе, док се мање плоче губе на великим фасадама. Када одабирате обрасце, размислите о томе како дизајн комуницира са геометријом зграде и околним елементима пејзажа.
Решења за знакове од пословних до стамбених
Шта разликује заборављиве знакове од знакова који заустављају људе на путу? Осим креативности дизајна, избор материјала и завршног деловања одређују да ли ће ваш знак трајати годинама или ће за неколико месеци нестати у спомени.
Метални знакови дизајнирани за специфична окружења драматично надмашују генеричке алтернативе. Ево како да се подједначе сигнализације приступа различитим поставкама:
- Комерцијални знакови на предњим страницама продавница: Метални знакови на наручју се излажу у излагању УВ зрацима, температурним промјенама и падавинама. Према SmartSign-у, правилно одржавани метални алуминијумски знакови могу трајати деценију или више, пружајући најбољи дуготрајност међу уобичајеним материјалима за знакове. Да бисте постигли максимални утицај, размислите о димензионалном писању где се појединачна ласерски исечена слова мало одвијају од зида, стварајући дубину сенке.
- Метални знаци за идентификацију предузећа: Постојан знаци објекта користи од теже гајбе материјала (11-14 гајбе) који се одупирају вандализму и случајним оштећењима. Неродно челик пружа професионални изглед који комуницира трајност и ауторитет, посебно ефикасан за професионалне канцеларије, медицинске установе и финансијске институције.
- Знаци и адресни маркери за метални дворац: У стамбеним апликацијама често се приоритетом стави естетика изнад максималне издржљивости. Алуминијум са покрытијом од праха лепо се носи са типичним условима у дворишту, а истовремено нуди и широке опције боја. Декоративни метални знакови који укључују бројеве кућа, порекла или уметничке мотиви додају привлачност и служе практичним функцијама откривања пута.
- Упутство за проналажење пута и знак за усмерјевање: У кампусу, парковима и великим објектима потребне су конзистентне породице знакова у којима више делова дели дизајнерску ДНК. Ласерско сечење омогућава прецизну репродукцију десетина или стотина знакова, одржавајући конзистенцију бренда која јача професионални идентитет.
Декоративна уметност на зиду и апликације у унутрашњости
Унутар зграда, ласерски сечени метални дизајне служе на све врсте сврха, од чисто декоративних до суптилно функционалних. Контролисано унутрашње окружење омогућава избор материјала који се фокусира на естетику, а не на отпорност на временске услови.
- Метални декоративни знакови и уметничка дела: Унутрашњи делови могу користити бакар, месин и патиниране завршне делове који би се погоршали на отвореном. Материјали танке гамарије (18-22 гамарије) су одлично за уметничку уметност на зиду, јер је структурна крутост мање важна него визуелна деликатност. Задње осветљење претвара равне панеле у драматичне светле карактеристикеузимајте у обзир постављање ЛЕД траке када дизајнирате делове намењене осветљењу.
- Поделитељи соба и екрани: Као што објашњава Metrix Group, декоративни екрани омогућавају пролазак светлости, стварајући различите области у већим просторима, што их чини идеалним за живот у отвореном плану. За разлику од чврстих зидова, перфорирани панели одржавају визуелну везу и проток ваздуха између зона.
- Покривни панели и осветљење: Ласерски резани панели стварају запањујуће површне функције које су у интеракцији са природним и вештачким осветљењем. Дизајн обрасца директно контролише ефекте сенкегеометријски обрасци производе оштре сенке док органски обрасци стварају мечније, дифузније ефекте.
- Детаљи о уставцима и намештају: Декоративни метални знакови панел који се шкалирају за намештај додају карактер уграђеним, вратима ормара и мебелима. Тонкији материјали (20-24 габ) се лако интегришу у пројекте обраде дрвета.
Функционалне решетке, вентилације и практични елементи
Не сваки ласерски рез апликације даје приоритет декорацијемноге служе суштинске функционалне сврхе док додају естетску вредност:
- Уколико је потребно, може се користити: Кудс покривачи претварају утилитарне отворе у дизајнерске карактеристике. Проценат отворене површине мора одржавати адекватан проток ваздухаобично 50% или већи за заливне прозорце, потенцијално нижи за повратне прозорце. Избор обрасца балансира визуелну привлачност са практичним захтевима за проток ваздуха.
- Завршеви радијатора: Ласерски резани панели сакривају грејачке елементе, а истовремено обезбеђују расподелу топлоте. Перфорирани дизајни омогућавају топлотну конвекцију док додају периодно одговарајући или савремени стил било којој соби.
- Обезбеђивачке завесе и капије: Густина обрасца и ширина материјала одређују ниво сигурности. Тежи гајлови (7-11) са мањим отворима пружају физичке бариерне својства, док лакши материјали са већим отворима дају приоритет визуелном одвраћању и приватности.
- Заплови и решетка одводних канала: У спољним применама потребни су материјали отпорни на корозију као што су нерђајући челик или галванизовани челик. Конструкција обрасца мора спречити акумулацију отпадања, а истовремено одржавати капацитет дренаже.
Повезивање избора дизајна са исходом из стварног света
Свака категорија апликација захтева различите приоритете. Ево кратке референце која повезује типове пројеката са кључним факторима за доношење одлука:
| Тип апликације | Избор примарног материјала | Типични габарит | Главна брига о трајности | Ниво одржавања |
|---|---|---|---|---|
| Изванредне архитектонске плоче | Aluminijum ili nerđajući čelik | 11-14 калибра | Корозија, УВ-избледевање | Ниско (периодично чишћење) |
| Prilagođene metanske tablice za van | Алуминијум са покрывком од праха | 14-16 калибар | Времена, излагање УВ зрацима | Ниско до умерено |
| Декоративни панели за унутрашњост | Челик, барез или бакар | 18-22 габарит | Отози прстију, прашина | Умерено (попрашивање) |
| Екрани приватности (надвор) | Алуминијум | 14-16 калибар | Нагружање ветром, корозија | Ниско |
| Функционалне решетке | Челик или нерђајући челик | 16-20 гама | Изложеност топлоти, остаци | Умерено |
Запазите како спољне апликације доследно фаворизују алуминијум и нерђајући челик због отпорности на корозију, док унутрашњи делови могу истражити целу палитру материјала укључујући и месинг и бакар. Теже мереже служе за структурне и безбедносне сврхе, док танки материјали омогућавају финије декоративне детаље.
Разумевање ових разматрања специфичних за апликације помаже вам да одредите пројекте који су тако лепо извршени пет година од инсталације као и првог дана. Наравно, избор материјала и дизајна представља само део једначине.
Фактори трошкова и разматрања буџета
Изаберили сте материјал, прецизирали дизајн у техничким ограничењима и идентификовали савршену примену. Сада долази питање које се сви постављају, али мало ресурса јасно одговара: колико ће то заправо коштати? За разлику од стопних производа са фиксираном ценом, ласерски резани метални дизајне укључују више променљивих који се комбинују да одреде вашу коначну инвестицију.
Разумевање ових покретача трошкова омогућава вам да направите информисане компромисе можда поједностављањем једног елемента дизајна за побољшање квалитета материјала или прилагођавањем количине како бисте откључили цене у обема. Хајде да разградимо тачно шта утиче на трошкове ласерског сечења и како да реалистично планирате буџет вашег пројекта за метални знак или панел.
Шта покреће цене ласерског сечења
Према Комакуту, главни фактори који утичу на трошкове ласерске сечења укључују тип материјала, дебљину, сложеност дизајна, време сечења, трошкове радног труда и процес завршног деловања. Сваки елемент утиче на ефикасност и ресурсе потребне за процес сечења. Ево како се ови фактори преносе на буџет вашег пројекта:
| Фактор трошкова | Ниво утицаја | Како то утиче на цене | Савети за оптимизацију буџета |
|---|---|---|---|
| Тип материјала | Висок | Трошкови сировина се значајно разликујуалуминијум је јефтинији од нерђајућег челика, који је јефтинији од бакра или латуна | Успореди материјал са стварним захтевима; не претерано прецизирајте |
| Дебљина материјала | Висок | Дебљи материјали захтевају спорије брзине сечења и више енергије, што повећава време машинског рада | Користити минималну дебљину која задовољава структурне потребе |
| Сложност дизајна | Висок | Више резања значи више пробојних тачака и дуже резање; сложенији детаљи захтевају већу прецизност | Поједностављајте геометрију где детаљи неће бити видљиви |
| Укупна дужина сечења | Средње-високе | Дужи путеви сечења директно повећавају време и потрошњу енергије машине | Оптимизујте путеве; комбинујте више делова на једном листу |
| Количина наруџбе | Средњи | Трошкови постављања распоређени су на више јединица; оптовариштење на велико често се квалификује за материјалне попусте | Размислите о наручавању додатних за будуће потребе |
| Употреба за завршну обработу | Средњи | Површене са прахом, анодирање и друге завршне делове додају радни рад, материјале и време производње | Процени да ли је завршна боја неопходна или чисто естетска |
Зашто је дебелина материјала толико важна? Према Водич за трошкове производње Шиксинпрото , дебљи материјали захтевају више енергије и спорије брзине сечења да би се постигли чисти сеци. То повећава време за смањење и потрошњу енергије, што доводи до већих укупних трошкова. Метални знак на задатку од 1/8" алуминијума сече значајно брже од истог дизајна од 1/4" нерђајућег челика.
Буџетско планирање за пројекте прилагођене метале
Када планирате буџет за прилагођене металне знакове или декоративне панеле, рангирање фактора трошкова по утицају помаже вам да одредите приоритет где да усредсредите напоре оптимизације:
- Избор материјала и дебљина Највећи фактор трошкова. Избор алуминијума уместо нерђајућег челика може смањити трошкове материјала за 40-60% за еквивалентне димензије. Смањење једне дебљине често даје 15-25% уштеде са минималним структурним компромисом.
- Комплексност дизајна и дужина резања Свака тачка у којој ласер започиње сечење додаје време и енергију. Пројекат са 50 малих изреза кошта више од једног са 10 већих отвора који покривају исту отворену површину. Дуже путеве за резање такође повећавају знос опреме.
- Количина наруџбе Фиксни трошкови постављања (програмирање, оптерећење материјала, калибрација машине) распоређени су на све делове. Наређивање 10 металних ознака уместо 5 ретко дуплира вашу цену.
- Вторични процеси Завршавање, одмарање, шпацкање и обручвање додају посао и време специјалне опреме. Према Комакуту, ови процеси повећавају сложеност и трајање производње.
- Efikasnost raspoređivanja На колико ефикасно делови одговарају заједно на листу утиче на отпад материјала. Према Комакуту, ефикасно гнездовање максимизује употребу материјала тако што се делови блиско постављају заједно, минимизирајући отпад и смањујући потребе за сировином.
Зарадини дизајн против стандардних образаца: Правилна инвестиција
Ево питања са којима се суочавају многи купци: да ли дизајн металног знака који је потпуно прилагођен оправдава своју премију у односу на адаптацију стандардних образаца? Одговор зависи од конкретне ситуације.
Када прилагођени пројекти оправдавају инвестиције:
- Идентичност бренда захтева јединствене визуелне елементе које стандардни обрасци не могу да испоруче
- Архитектонска интеграција захтева пројекте који допуњавају специфичне карактеристике зграде
- Функционални захтеви (специфичне отворене области, тачке монтаже или димензије) не одговарају доступним стандардима
- Волумен је довољно висок да се трошкови прилагођеног дизајна амортизују преко многих комада
- Инсталација је веома видљива, што чини карактеристичан дизајн конкурентном предности
Када стандардни обрасци имају смисла:
- Буџетски ограничења ограничавају опције, а стандардни дизајне задовољавају функционалне потребе
- Притисак временске линије чини развој прилагођеног дизајна непрактичним
- Апликација је утилитарна, а не бренд-дефинисање
- Испитивање концепта пре него што се посвети потпуном развој на прилагођавање
Многи произвођачи нуде полу-наредне опцијестандардне обрасце са прилагодљивим елементима као што су димензије, монтажни одредби или уграђени текст. Ова средња основа често пружа 70% утицаја прилагођеног дизајна за 30% трошкова развоја дизајна.
Најефикасније буџетско планирање разматра укупне трошкове пројекта, а не само смањење цене. Мањи трошак материјала који захтева скупу завршну обработу може на крају коштати више од скупијег материјала који је природно отпоран на корозију. Слично томе, улагање у одговарајућу оптимизацију дизајна унапред често исплаћује дивиденде кроз смањење времена сечења и отпада материјала.
Са утврђеним буџетским оквиром, једна главна променљива трошкова заслужује дубље истраживање: опције завршног деловања. Прави третман површине штити вашу инвестицију деценијама, док погрешан избор може довести до прераног неуспеха без обзира на то колико сте потрошили на сечење.

Опције завршног деловања и обраде површине
Ваш дизајн ласерског резања метала излази из машине за резање са прецизним ивицама и савршеном геометријом, али није спреман за инсталацију. Ако се не третира на одговарајући начин површина, то лепо метално дело суочава се са невидљивим непријатељем: корозијом. У правом завршетку, рањиви сирови метал постаје уметничко дело које се не може подносити у било ком времену. Погрешни избор? Ваша инвестиција се погоршава за неколико месеци.
Завршцивање није само козметичко. Према СендЦутСенд-овим поређењу тестова премаза, различите завршне делове су драматично различите у реалним условима светанеке су одличне у отпорности на абразију, док друге пружају врхунску заштиту од корозије. Разумевање ових компромиса помаже вам да одредите савршену завршну косу за вашу спољну инсталацију, архитектонски панел или декоративни део.
Порошно премазивање против анодирања против топлог галванизације
Три методе завршног обраде доминирају у индустрији ласерског сечења метала, свака са посебним предностима и ограничењима. Ево како се упоређују са факторима који су најважнији за дугорочни перформанс:
| Тип завршног дела | Компатибилни метали | Оцене трајности | Релативна цена | Опције боје | Препоручена окружења |
|---|---|---|---|---|---|
| Поровни премаз | Челик, алуминијум, нерђајући челик | Одлично (абразија, удари) | Ниско до умерено | Практично неограничене РАЛ боје, метали, текстуре | Унутар, напољу, лака индустрија |
| Тип 2 Анодирање | Само алуминијум | Добро (тнакла, али тврда површина) | Умерено | Ограниченопростеран, црн, бронзан, златни, црвени, плави | Унутар, напољу, архитектонски |
| Тип 3 анодирање (тврди слој) | Само алуминијум | Одличан (веома тврд, отпоран на зношење) | Висок | Ограниченаобично тамно сива до црна | Индустријска, висока одећа, поморска |
| Цинк платинг | Само челик | Добра (заштита од корозије) | Ниско до умерено | Сребрна/сива метална појава | Индустријски, умерени на отвореном |
| Гарног цинковања | Само челик | Одлично (дебљи слој цинка) | Умерено | Само метално сива | У отвореном, морском, индустријском, пољопривредном |
Шта ове рејтинге означавају у пракси? Испитивање абразије SendCutSend-а показало је да је челик са прекривачем прахом драматично надмашио све друге обраде, трајајући скоро 10 пута дуже од другог места пре него што се премаз прође. Међутим, када се једном огребе, прахови покрив не пружа никакву основну заштиту, док завршне обраде на бази цинка настављају да штите чак и када су оштећене.
Разумевање предности сваког финиша
Хајде да истражимо када сваки завршник има највише смисла за ваш пројекат:
Покривање прахом: Нанесен електростатички и загрејан под топлотом, праховни премаз ствара дебел, издржљив слој који се механички и хемијски везује за металне површине. Према Градска железница у Палму , овај процес ствара везу која је много дебља и чврста од боје, што објашњава зашто метални радови са прахним премазом значајно надмашују обојене делове. Завршавање спречава оксидацију - главни узрок рђе - док нуди ненадмашње могућности боје.
- Најбоље за: Метални напољу знакови, декоративне плоче, архитектонски елементи који захтевају специфичне боје бренда
- Очекивани животни век: 15-20+ година са одговарајућом припремом и квалитетом праха
- Удрживање: Периодично чишћење са благом сапуном; годишње проверу на чипсе или оштећења
Тип 2 анодисање: Овај електрохемијски процес претвара површину алуминијума у чврст слој алуминијумског оксида. За разлику од премаза који се налазе на врху, анодисање заправо постаје део метала. Тестирање SendCutSend потврдило је да анодизација типа 2 нуди најтанчији премаз са минималним димензионалним утицајем, а истовремено пружа пристојну издржљивост.
- Најбоље за: Персонализоване спољне металне знакове, архитектонске украсе, апликације које захтевају тешке толеранције
- Очекивани животни век: 10-20 година у зависности од окружења и боје
- Услуга одржавања: Једноставно чишћење; изузетно низак ниво одржавања
Уколико је потребно, може се користити и за производњу и производњу намирница. Дебљи, тежи варијанти стандардног анодирања, типа 3, стварају изузетну отпорност на зношење. Тестирање је показало да је најслабији у отпорности на шлепљење, а при томе је имао минималну дебљину. Навршница је добро радила на свим тестовима издржљивости, што је чини сигурним избором за захтевне апликације.
- Најбоље за: спољне металне знакове са великим сообраћајем, индустријске компоненте, поморска окружења
- Очекивани животни век: 20+ година у типичним условима
- Услуга одржавања: минимално; повремено чишћење
Цинк платинг и топло угурање: Оба процеса примењују цинк на челичне површине, али различитим методама са веома различитим резултатима. Цинк-платинг ствара танки, конзистентан слој идеалан за унутрашње или заштићене апликације. Гратко галтенирање потапи челик у растворени цинк, стварајући много гући премаз. Као Компанија МекЛиан занимљиво је да цинк покривачи служе као жртвена заштита, цинк корозира уместо челика испод, и настави да штити чак и када је огребано.
- Најбоље за: Структурне компоненте, металне спољне ознаке у тешким окружењима, пољопривредну опрему
- Очекивани животни век: 25-50+ година за галензирање на врућој основи; 5-15 година за цинковање
- Удрживање: Проверите да ли је у питању бела рђа (цинк оксид); генерално је мало одржавања
Усаглашавање завршних делова са окружењем
Где ће твоји ласерски дизајни живети? Услови околине треба да утичу на ваш избор завршног образа више него на естетске преференције. Ево како да се додели завршница специфичним условима излагања:
- Унутрашње окружење: Скоро сваки завршник ради. Изаберите на основу естетике и буџета. Размислите о прозрачним слојевима како бисте сачували природни метални изглед или прашином за боју. Медь и бакар могу остати недовршени да би се развила природна патина.
- Стандардна изложеност на отвореном: Порошно обложен алуминијум или анодисани алуминијум лепо се носи са типичним временским условима. За челик, прах на исправно припремљеној површини пружа одличну заштиту. Метални знакови и спољне инсталације треба да буду у складу са УВ-стабилним прашинама како би се спречила блеђање боје.
- Приобаљна и морска животна средина: Спрскање соли драматично убрзава корозију. Најбоље се испоручују анодисани алуминијум типа 3 или нерђајући челик морског квалитета. За челик, топло галтенирање са прашком за покривање пружа максималну заштиту. Стандардно цинково покривање релативно брзо пропада у солиним окружењима.
- Индустријска поставка: Химијски утицај, абразија и високе температуре захтевају специјална решења. Анодирање типа 3 отпорно је хемијском нападу док покрывање прахом не подлаже физичко злостављање. Консултујте се са финичерцима о специфичним хемијским излагањиманеке средине захтевају специјалне премазе.
Завршите критеријуме за избор по апликацији
Када одређујете завршне делове за ваш пројекат ласерског сечења метала, процените ове критеријуме по реду важности за вашу специфичну апликацију:
- Изложеност окружењу: У унутрашњости, на отвореном, у мору или у индустрији? Овај један фактор одмах елиминише многе опције.
- Компатибилност субстрата: Анодирање ради само на алуминијуму; циљање само на челику. Избор материјала може диктирати опције завршног деловања.
- Употреба боја: Потребна ти је боја за одређени бренд? Порожни премаз нуди неограничене могућности. Да ли можеш да радиш са металним или ограниченим тоновима? Довољно је анодисање или галтенирање.
- Димензионална толеранција: Анодирање типа 2 додаје минималну дебљину (приближно 0,0007" по страни). Порожни премаз додаје више "обично 0,002" до 0,004". Топло галтмано галтмано галтмано галтмано галтмано галтмано галтмано галтмано галтмано галтмано галтмано галтмано галтмано галтмано галтмано галтмано галтмано галтмано галтмано
- Буџетски ограничења: Порошно премазивање обично нуди најбољу вредност за већину примена. Анодирање типа 3 захтева престижне цене, али пружа изузетне перформансе.
- Очекивани животни век: Колико дуго мора да траје завршница? У складу са тим, прецизирајте: Превише инжењерског буџета за отпад, док недовољно инжењерског ствара прерано неуспех.
Тестирање SendCutSend-а показало је да ниједна завршна боја не може бити одлична у свему. Подражњак са прахом за отпорност на абразију и ударе. Цинк-платинг пружа жртвену заштиту од корозије која наставља да ради чак и када је оштећена. Тип 3 анодирање нуди најбоље свеобухватне перформансе за алуминијум - сигуран избор који добро ради у свим тестовима.
Наврштак који изабрате директно утиче на то колико дуго ће ваши метални напољу знакови, архитектонски панели и декоративни елементи задржати свој намењени изглед. Улагање у исправно завршну обработу током производње кошта много мање него прерано замењење или екстензивна реставрација касније. Са завршним разматрањима, разумевање читавог путовања пројектаод почетног концепта до коначне испорукепомага вам да се уверите у процес производње.
Целокупно путовање пројекта од концепта до испоруке
Истраживали сте материјале, разумели ограничења дизајна и прецизирали савршену завршну косу. Али шта се заправо дешава између слања дизајна и добијања готових ласерских металних знакова? За многе купце који купују први пут, ово производње се осећа као црна кутија - датотеке улазе, делови излазе, а магија између остаје мистериозна.
Сада је та мистерија завршена. Разумевање сваке фазе процеса производње помаже вам да поставите реалистична очекивања, да рано откријете потенцијалне проблеме и да процените да ли производилац производи квалитет који ваш пројекат заслужује. Било да наручујете прилагођене ласерске металне знакове за нови посао или персонализоване ласерске металне знакове за посебан поклон, знајући путовање гради поверење у вашу инвестицију.
Од почетног концепта до готових за производњу датотека
Сваки пројекат ласерског резања металног знака почиње са идејом, али претварање те визије у производни дизајн укључује неколико критичних корака. Ево како изгледа комплетан процес од првог скица до завршне испоруке:
- Развој концепта: Ваше путовање почиње дефинисањем онога што вам је потребно. Да ли стварате ласерски резене знакове, металне делове за ванђерије? Декоративне унутрашње плоче? Функционални архитектонски екрани? Разумевање сврхе, димензија, захтева за инсталацијом и естетских циљева обликује сваку следећу одлуку. Многи произвођачи нуде консултације о дизајну у овој фази и користе их. Искусни произвођачи су видели хиљаде пројеката и могу да предложе приступе које можда не бисте размотрили.
- Стварање дизајна и припрема датотека: Када се ваш концепт учврсти, неко треба да створи датотеке спремне за производњу. То би могао бити ваш дизајнер, тим произвођача или специјализована служба. Према Ласерско сечење за челични пут , модерни комерцијални ласерски резачи користе рачунарске нумеричке контроле (ЦНЦ) који прате прецизне дигиталне обрасце. Ваш дизајн мора да се преведе у векторске датотеке - обично у ДХФ формату - са чистом геометријом, правилним масштабирањем и без преклапања линија. Ова фаза често укључује више ревизија док намера дизајна задовољава стварност производње.
- Преглед пројекта и анализа ДФМ-а: Пре него што се почне резање, производиоци квалитета прегледају ваше фајлове да ли су производљиви. Ова анализа дизајна за производњу (ДФМ) идентификује потенцијалне проблеме: карактеристике су сувише мале да би се резале чисто, ширине мостова су сувише уско за структурни интегритет или геометрија која би могла да се искриве током обраде. Према MakerVerse (мајкерверз) , ширина резања обично варира од 0,1 мм до 1,0 мм у зависности од материјала и параметара резањавац треба да провери своје дизајнерске рачуне за ове реалности.
- Избор материјала и набавка: Када је ваш дизајн завршен, ваш произвођач добија одређени материјал. Времена за испоруку значајно се разликујуобични алуминијумски и челични габарити се обично испоручују за неколико дана, док специјалне легуре или необичне дебљине могу трајати недељама. Произвођачи квалитета проверују спецификације пријемног материјала, проверу дебелине, састава легуре и стање површине пре обраде.
- Производња ласерског сечења: Стварно се сечење одвија изузетно брзо у поређењу са временом припреме. Као што Стилвеј напомиње, када се инструкције додају у ласерски резач, фокусирани зрак следи све спецификације без људске интервенцијеглава за резање се аутоматски креће по потреби. Ова прецизност без руку значи да се ваше ласерски резане коске за металне знакове појављују тачно као што је програмирано, без обзира да ли наручујете пет или пет стотина комада.
- Секундарна преработка и завршница: Неизрезани делови обично захтевају додатни рад. Дебурирање уклања оштре ивице. Скитање или обликовање плоских комада у три димензионалне облике. Припрема површинечишћење, еццринг или експлозијапрепоручује делове за завршну обработу. Затим долази до одређеног завршног дела: наводњавање прахом, анодирање, покривање или други третмани који штите и украшавају ваш рад.
- Инспекција квалитета: Пре него што се испоруче, угледни произвођачи прегледају готове делове у складу са спецификацијама. Ово укључује проверу димензија, процену квалитета завршног деловања и визуелну инспекцију за дефекте. Према Вест Ривер Велдинг-у, мере контроле квалитета обично укључују свеобухватне процедуре инспекције и испитивања које се обављају током различитих фаза производње.
- Опаковање и испорука: Правилно паковање спречава оштећење у превозу које би могло уништити недељу дана пажљивог рада. Завршени метални знакови и панели резани ласером захтевају заштиту од огребања, убода и влаге током превоза. Ваш произвођач треба да објасни свој начин паковања и опције испоруке током цитирања.
Контроле квалитета током производње
Како знате да ли ваш произвођач производи квалитетни рад? Тражите ове индикаторе у свакој фази производње:
Индикатори квалитета пре производње:
- Они постављају појашњења питања о вашем апликацији, а не само ваше димензије
- Они пружају ДФМ повратне информације идентификујући потенцијалне проблеме пре резања
- Они потврђују материјалне спецификације у писменом облику, укључујући легуру и температуру
- Они нуде узорке или референце за сличне претходне пројекте
Индикатори квалитета производње:
- Одражени ивици изгледају чисти и конзистентни, без прекомерних шлака, бура или промене боје
- Димензионална тачност одговара спецификацијама у пределу наведеног допуштања
- Својом сложеном геометријом, верно се репродукује без искривљења
- Материјал не показује деформацију, посебно на великим панелима или танким гамарима
Показачи квалитета завршног деловања:
- Покривеност премаза изгледа равномерно без танких тачака, капљица или голих подручја
- Боја одговара одобреним узорцима или одређеним РАЛ/Пантоне стандардима
- Површина текстура остаје конзистентна преко свих комада у вашем реду
- Очи и ивице хардвера добијају потпуну покривеност без акумулације
Важно питање за потенцијалне произвођаче
Пре него што се обавежете на било који произвођач за ваш пројекат ласерски резан метални знакови, ова питања откривају њихове могућности, процесе и посвећеност квалитету:
- Које су ваше способности и опрема? Према Заваривање у Западној реци , разумевање врста материјала са којима су вешти, као што су челик, алуминијум или специјалне легуре, помаже да се осигура да могу да задовоље јединствене захтеве вашег пројекта. Питајте о врстама ласера (волака и СО2), величини кревета и капацитетима дебљине.
- Можете ли нам дати референце или студије случаја? Додатно искуство клијента сведочи о поузданости и квалитету рада. Молите за примере пројеката сличних вашем. Ако су успешно испоручили сличан рад, вероватно ће и ваш пројекат бити успешан.
- Kako osiguravate kontrolu kvaliteta? Произвођачи квалитета описују специфичне процедуре инспекције и испитивања које се обављају током свих фаза производње. Нејасни одговори указују на несугласне процесе.
- Које су ваше типичне временске границе? Разумевање времена обрате пружа почетни мерило ефикасности и управљања оптерећењем радом. Питајте конкретно о опсегу вашег пројекта и текућем задоцњу.
- Које толеранције гарантујете? Професионални произвођачи наведу специфичне димензионе толеранцијеобично ± 0,005 "до ± 0,010" за ласерско сечење. Избегавајте произвођаче који не могу или не желе да се приврже меривим стандардима.
- Како се бавите датотекама које треба модификовати? Њихов одговор открива да ли ће једноставно одбити проблемске датотеке или ће радити са вама да постигну вашу визију у оквиру производних ограничења.
- Које опције завршног деловања нудите у кући или аутсорсинг? Унутрашње завршње деловање обично значи брже завршетак и бољу контролу квалитета. Издвојена завршна работа додаје време за извршење и потенцијалне јазбе у комуникацији.
- Како пакујете и шаљуте завршене делове? Ово питање које се често занемарује открива пажњу на детаље. Произвођачи квалитета описују специфичне методе паковања које су одговарајуће вашем материјалу и завршном делу.
Процес производње може изгледати сложено, али свака фаза служи сврхи трансформисања вашег концепта у трајну, лепу стварност. Произвођачи који транспарентно објашњавају свој процес показују поверење у свој рад и поштовање према вашој инвестицији. Они који производњу третирају као мистерију можда сакривају неконзистентан квалитет или застареле способности.
Наоружани знањем процеса и правилним питањима, спремни сте да ефикасно процењујете потенцијалне партнере. Али разумевање путовања је само један део успеха пројектапримене најбољих пракси дизајна специфичних за тип апликације осигурава да ваши ласерски резани метални дизајне постигну максималан утицај.

Дизајн најбољих пракси по типу апликације
Налазили сте се у избору материјала, разумели техничка ограничења, и мапирали целокупну производњу. Сада долази креативни део - дизајнирање ласерски резаних металних комада који стварно раде. Али ово је оно што већина водича пропусти: најбоље праксе дизајна нису универзалне. Оно што чини задивљујући декоративни метални знак несрећно пропада као пословни знак. Узорак који ствара лепу скрининг приватности може угрозити структурни интегритет великих архитектонских панела.
Хајде да поправимо ту јаз. Било да креирате ласерски резене челичне знакове за продавницу, металне знакове за галерију или функционалне решетке за ХВЦ апликације, ови принципи специфични за апликације вам помажу да дизајнирате са намером, а не претпоставкама.
Принципи пројектовања знакова за максимални утицај
Метални знакови имају једну главну сврху: комуникацију. Свака одлука о дизајну треба да подржава читавост, препознатљивост бренда и визуелни утицај са намењене удаљености гледања. Звучи једноставно? Изненадили бисте се колико често се ови основи жртвују за естетски цвећење које поткопава основну функцију знака.
Најбоље праксе за пословне и комерцијалне ласерске знакове:
- Величина писма за удаљеност гледања: Опште правило је да сваки инч висине слова пружа око 3 метра читаве удаљености. Знак намењен за видљивост од 50 метара треба да има минималну висину слова од 5 инча. Декоративни фонтови могу захтевати још веће величине да би се одржала јасноћа.
- Приоритетно постављајте контраст изнад сложености: Према Стелт индустрија , јасноћа је од суштинског значаја када се стварају прилагођени метални знакови. Превише сложени или украшени фонтови могу изгледати привлачно кад се гледају близу, али оддалечено онемогућавају читање. Изаберите одговарајуће величине текста, јасан стил фонта и контрастне комбинације боја.
- Размислите о димензионалном монтажу: Ласерски резани слова са постављеним препрекама стварају дубину сенке која драматично повећава видљивост. Ова једноставна техника претвара плоске знакове у привлачне димензионалне екране без значајног повећања трошкова материјала.
- Проектирање за интеграцију осветљења: Ако ће ваш знак бити осветљен, планирајте то од самог почетка. ЛЕД позадинско осветљење, огранко осветљење и ефекти гало захтевају различите разматрање дизајна - величине резања, одредбе монтаже и транспарентност материјала - све фактори у коначном ефекту.
- Успоредите тежину материјала са монтажем: Тежак знак од нерђајућег челика захтева чврсте одредбе за монтажу. Дизајн превелике ознаке без разматрања реалности инсталације доводи до скупих инжењерских решења или, што је још горе, до опасности за безбедност.
Често грешке са декоративним пројектима металног знака:
- Коришћење сериф шрифта у малим величинама фин детаљи нестају током сечења
- Заборављајући да негативни простор (отсеци) дефинише дизајн колико и чврсте површине
- Игнорише се како прахови покрив додају дебљину, потенцијално испуњавајући фине детаље
- Дизајнерски дизајн без размишљања о томе како ће се сенке појавити на површини монтаже
Ласерски гравирани знакови нуде алтернативу када ваш дизајн захтева фине детаље које сече не може постићи. Гравирање површине очува сложене обрасце док одржава структурни интегритет - идеално за детаљне логотипе, КР кодове или декоративне грађеве око резене типографије.
Архитектонски панелски обрасци који функционишу
Велики архитектонски примене захтевају више од естетске привлачности, захтевају сензибилност структурног инжењерства. Лепи образац који функционише на маштабу радног места може се скрсти, искривити или потпуно пропаднути када се маштабира на фасаде зграда.
Најбоље праксе за архитектонске панеле и екране приватности:
- Утврдити конзистентну ширину моста: Тврди метал између реза (мостова) пружа структурни интегритет. Различити ширине моста преко панела стварају неједнако расподелу стреса и потенцијално искривљење. Држите мостове конзистентним и не идете уско од препоручених минималних за ваш материјал и гампер.
- Учет за топлотну експанзију: Велике металне плоче се шире и скрћу са променама температуре. Мониторни системи морају да прихвате ово кретањетврда монтација изазива нагиб. Проектирање монтажа који омогућавају контролисано кретање.
- Проценатне просек отворене површине: Отвореност обрасца утиче на оптерећење ветром, преношење светлости и приватност. Документирајте проценат отворене површине вашег дизајна и проверите да ли испуњава захтеве пројекта пре производње.
- Размислите о оријентацији обрасца: Хоризонтални обрасци се понашају другачије од вертикалних под гравитацијом и ветром. Ориентација панела током инсталације треба да одговара намери вашег пројекта.
- Укажите одговарајућу промеру: Према MakerVerse-у, размак геометрије резања најмање два пута дебљине листова помаже у избегавању искривљавања. Веће плоче обично захтевају теже мерило за одржавање равнотеже - не потцењујте структурне захтеве.
Најбоље праксе за декоративне зидне уметности и унутрашње делове:
- Дизајн за угао гледања: Стенови делови се обично гледају директно, док се инсталације на плафону виде снижње. Густина обрасца и скала детаља треба да одговарају примарној перспективи гледања.
- План за ефекте позадинске осветљења: Унутрашњи панели често укључују осветљење. Размислите како ће светлост проћи кроз отворемањи, густији перфорације стварају дифузно сјај док веће отворе пројектују различите шеме сенке.
- Баланса позитивне и негативне просторе: Најупечатљивији знаци металне уметности постижу визуелну хармонију између чврстог метала и резаних површина. Ниједна од њих не би требало да превазилази другу, осим ако та неравнотежа служи одређеној сврси дизајна.
- Размислите о материјалу патине: Унутрашње апликације могу показати материјале као што су бакар и месинг који развијају карактер током времена. Дизајн који има у виду ову еволуцију - почетни изглед се разликује од старе лепоте.
Најбоља пракса за функционалне решетке и вентилационе покриваче:
- Приоритетно одабирање отворених подручја за проток ваздуха: Декоративни обрасци морају одржавати адекватну отворена површинаобично 50% или више за проветривачке отвори. Лепи обрасци који ограничавају проток ваздуха компромитују перформансе ХВЦ-а.
- Избегавајте геометрију која ухвати остатке: Хоризонтални отвор се брже акумулира прашину него вертикални отвор. Излучни или дијагонални обрасци често уравнотежу естетику са практичним разматрањима одржавања.
- Дизајн за одвајање: Решетке захтевају периодично чишћење или приступ системима иза њих. Укључите одредбе за монтажу које омогућавају лако уклањање без алата или оштећења.
Избегавајте уобичајене грешке и погрешна схватања
Након прегледа хиљада пројеката са ласерским резањем метала, одређене грешке се понављају. Разумевање ових замка помаже да избегнете скупе ревизије:
Неправда: Ако је детаљније, значи да је дизајн бољи.
Чињеница: Превише детаља повећава време резања, повећава трошкове и често се брже разлага током завршног деловања. Стратешко поједностављање често побољшава и естетику и трајност. Запамтите да се ласерски резани метални дизајне гледају на удаљености. Микродетаљи видљиви у ЦАД софтверу нестају у стварној инсталацији.
Неправда: Свака векторска датотека је спремна за производњу.
Реалност: За ласерско сечење су потребне посебне припреме за пројектовање датотека. Наклопљене линије изазивају двоструке резе. Отворени путеви збуњују софтвер за резање. Текст мора да се претвори у контур. Према МакерВерсу, правилна припрема датотека није опционална, већ директно утиче на квалитет резања и ефикасност производње.
Неправда: Избор материјала је чисто естетички.
Реалност: Различити метали другачије реагују на идентичне дизајне. Узорак који лепо реже у алуминијуму може се искривити у баку због разлика у топлотној проводности. Избор материјала и развој дизајна треба да се одвијају заједно, а не по реду.
Неправда: Завршковање покрива недостатке у дизајну.
Реалност: Порожни премаз и друге завршне обраде заправо наглашавају несавршености. Оштре ивице постају истакнуте. Скривљени панели остају скрвени. Квалитетна завршна деловина побољшава квалитет резања, али не може компензовати лошу производњу.
Ради са дизајнерима и самозаради
Када треба да ангажујете професионалну помоћ у дизајну, а када можете сами да се побринете за дизајн? Комплексност пројекта пружа најјасније смернице:
Пројекти који су погодни за самостално рађење:
- Једноставни геометријски обрасци са конзистентним карактеристикама
- Текстови знакови који користе стандардне фонтове
- Адаптације постојећих пројеката новим димензијама
- Једини делови са јасним примерима референције
- Лични пројекти у којима је учење важније од савршенства
Професионални дизајн препоручује се:
- Ради за идентитет бренда који захтева препознатљив визуелни језик
- Велике архитектонске инсталације са структурним захтевима
- Комплексни обрасци који захтевају инжењерску анализу
- Производња великих количина у којима оптимизација значајно утиче на трошкове
- Пројекти са специфичним захтевима за перформансе (проток ваздуха, пренос светлости, оптерећење)
Инвестиција у професионални дизајн се често исплаћује оптимизованом употребом материјала, смањеним ревизијама и врхунским завршним резултатима. Када процењујете дизајнере, тражите искуство посебно са ласерским резом метала вештине у графичком дизајну не прелазе аутоматски на разумевање ограничења производње.
За прецизне пројекте производње метала који захтевају свеобухватну подршку за дизајн за производњу, произвођачи као што су Шаои обезбедити смернице за ДФМ које помажу у оптимизацији дизајна за ефикасност производње. Ова врста стручног уласка показује се непроцењивом када ваш дизајн мора да уравнотежи естетске циљеве са стварностма производње. Искусни произвођачи разумеју материјална ограничења која чисто визуелни дизајнери могу занемарити.
Дизајн контролне листе пре слања датотека
Пре него што пошаљете дизајн за производњу, проверите ове критичне елементе:
- Сви текстови преображани у окритке/путње
- Нема преклапања или дуплираних редова
- Сви облици потпуно затворен
- Минималне величине елемената испуњавају захтеве материјала
- Ширине мостова које су адекватне за структурну интегритет
- Јединице датотека одговарају намењеним димензијама
- Дизајн у величини стварне производње
- Укључени монтажни одредби ако је потребно
- Документисана процената отворене површине (за функционалне апликације)
- Материјал и завршна боја наведена у пратном документу
Овај систематски приступ лови проблеме који узрокују кашњења у производњи и превишавање трошкова. Ако се додатни сат одвоје за темељно прегледање датотека, често се штеде дани ревизије.
Са најбоље праксе дизајна које су савладане за вашу специфичну апликацију, остаје једна критична одлука: избор правог партнера за производњу да претворите оптимизовани дизајн у безупречну стварност. Критеријуми за ту проценуи питања која откривају праву способност заслужују фокусирану пажњу.
Избор правог партнера за производњу
Увлачили сте материјале, разумели ограничења, оптимизовали дизајн и мапирали производњу. Сада долази одлука која одређује да ли ће се све то припремање претворити у запањујуће резултате или фрустрирајуће разочарање: одабир вашег партнера за производњу. Овај избор је важнији него што већина купаца схвата. Исти дизајн даје драматично различите резултате у зависности од тога ко реже, завршава и испоручује ваш рад.
Замислимо ово на следећи начин: вештак преобразује добре дизајне у изузетне металне знакове и плоче. Средноцени човек умањује чак и бриљантне концепте. Било да креирате персонализоване металне знакове за посебну прилику или спољне металне знакове за трајну видљивост бренда, избор партнера директно утиче на квалитет, временски план и укупни успех пројекта.
Проверка пружалаца услуга ласерског сечења
Не заслужују сви произвођачи твог бизниса. Ови критеријуми за процену вам помажу да разликујете праве партнере од замољеника који могу да компромитују ваш пројекат:
- Промишљене сертификације и системи квалитета: Сертификати показују посвећеност конзистентном квалитету. Према Ксометрији, сертификација ИСО 9001 показује придржавање стандардизованих система управљања квалитетом који обезбеђују тражељивост, документацију и изврсност процеса. За прецизне металне компоненте које захтевају стандарде квалитета аутомобила, произвођачи као што су Шаои иАТФ 16949 сертификацијустрог оквира квалитета у аутомобилској индустрији који ограничава дефекте и смањује отпад. Тражите произвођаче који могу да документују своје квалитетне процесе, а не само да их тврде.
- Времена за обраду и одговорност: Колико брзо могу да цитирају ваш пројекат? Колико брзо испоручују завршене делове? Према ТМЦО-у, разумевање времена обрате пружа почетни мерило ефикасности и управљања оптерећењем радом. Квалитетни произвођачи нуде 5-дневне могућности за брзо прототипирање и одржавају транспарентну комуникацију током производње. Шаои, на пример, пружа 12-часовни цитат за обрадудемонструјући реакцију коју треба очекивати од озбиљних партнера.
- Опције материјала и инвентар: Да ли произвођач има материјал који вам је потребан или ће вам набавка додати недеља на време? Свеобухватна понуда материјала указује на дубину производње. Пре него што се обавезите, проверите да ли се они слажу са вашим специфичним типом метала, опсегом дебљине и количином потребних материјала.
- Способности за завршну обработу: Унутрашње завршње деловање убрзава производњу и одржава контролу квалитета. Према ТМЦО-у, сваки корак који се управља под једним кровом минимизује кашњења, побољшава доследност и осигурава одговорност током целог процеса. Питајте се конкретно да ли се покрывање прахом, анодирање или покривање догађа на локацији или се извршава на аутсорсе.
- Услуге подршке пројектовању: Најбољи партнери за производњу нуде више од сечења, они пружају анализу дизајна за производњу (ДФМ) која оптимизује ваш дизајн за производњу. ТМЦО напомиње да ефикасни партнери "на кључ" не само да прате планове, већ сарађују од самог почетка, нуде ЦАД / ЦАМ моделирање, могућности прототипирања и инжењерске консултације како би побољшали перформансе и смањили отпад.
- Опрема и технологија: Модерни ласери од влакна, напредни ЦНЦ системи и роботизована аутоматизација указују на инвестирање у квалитет и ефикасност. Према ТМЦО-у, прецизна производња у великој мери зависи од одговарајуће опременапредну технологију омогућава брже производне циклусе, чвршће толеранције и побољшану понављање.
- Скалабилност: Да ли могу да се побрину за један прототип и да га касније повећају на производњу? ТМЦО наглашава да најбољи партнери одржавају снажне мреже ланца снабдевања и флексибилан производни капацитет како би задовољили растуће захтевенезависно да ли вам је потребан један комад или хиљаде.
- Комуникација и транспарентност пројекта: Јасна комуникација често одређује успех пројекта. Тражите посвећене менаџерке пројекта, који редовно извештавају о напретку и који активно решавају проблеме. Произвођачи који третирају ваш пројекат као црну кутију можда сакривају несовјесне процесе.
Почињење пројекта дизајнирања метала на прилагођену употребу
Током овог водича, изградили сте свеобухватни оквир за доношење одлука. Ево како се све то повезује:
Резюме вашег оквира за одлуке:
- Избор материјала балансира отпорност на корозију, тежину, трошкове и естетске циљеве према вашим специфичним захтевима за апликацију
- Ограничења пројектовања утврдити шта је физички постижимоминимални величине карактеристика, ширине мостова и разматрања о резије која трансформишу креативне концепте у производњу стварности
- Најбоље праксе за специфичну апликацију осигурати да ваш дизајн обавља намењену функцију, било да је то комуникација бренда, скрининг приватности или архитектонски утицај
- Избор завршног деловања штити вашу инвестицију годинама или деценијама, у складу са очекивањама изложености окружењу и одржавања
- Евалуација партнера идентификује произвођаче са сертификацијама, способностима и посвећеношћу да испоруче вашу визију безупречно
Следећи кораци засновани на фази пројекта:
Ако још увек истражујете могућности:
- Сакупи слике које су инспиративне и показују стилове, материјале и примене које ти се допадају
- Определите захтеве пројекта: димензије, окружење, распон буџета и временски распон
- Прегледајте таблице за поређење материјала и завршних делова како бисте сузили своје опције
- Размислите да ли вам је потребна стручна помоћ у дизајну или можете сами да припремите датотеке
Ако имате спреман концепт дизајна:
- Уверите се да ваш дизајн испуњава техничка ограничења наведена у овом водичу
- Припремите датотеке спремне за производњу у ДКСФ формату са чистом геометријом
- Запишите своје спецификације: материјал, дебљину, завршну обраду и количину
- Идентификујте три до пет потенцијалних произвођача који одговарају захтевима вашег пројекта
Ако сте спремни да тражите цитате:
- Предавање идентичних спецификација вишеструким произвођачима за тачну поређење
- Поставите питања за евалуацију која су наведена ранијеодговори откривају праву способност
- Захтевајте узорке или референце за сличне претходне радове
- Проценити укупну вредност, а не само цену, укључујући осигурање квалитета, обрну и комуникацију
- Потврдити све спецификације у писменом облику пре почетка производње
Ваше путовање дизајна метала са ласерским резом не завршава се са производњом - тамо почиње. Метални знак, архитектонски панел или декоративни део који креирате данас постају део зграда, брендова и простора за годинама које долазе. Ако примењујете знање из овог водича, осигураћете да инвестиција доноси трајну вредност: прецизност која поштује вашу визију дизајна, издржљивост која издржава услове у стварном свету и лепоту која привлачи пажњу од првог дана до десет година.
Путеви од првог скица до безупречне испоруке су сада чисти. Ваш следећи корак? Узми га.
Често постављена питања о ласерским резаним металним дизајнима
1. у вези са Који материјали се могу ласерски резати за металне знакове и панеле?
Ласерско сечење се одлично користи за алуминијум, благи челик, нерђајући челик, мед и бакар. Алуминијум нуди лагану трајност и природну отпорност на корозију, што га чини идеалним за напољу знакове. Неродно челик пружа ненадмашиву дуговечност у суровим окружењима. Медь и бакар пружају топлу естетику са природним развојем патине, савршен за декоративне апликације. Ласери од влакана посебно добро управљају рефлективни метали као што су алуминијум и бакар, док и CO2 и ласери од влакана производе чисте резе на челику. Избор материјала треба да одговара изложењу вашег пројекта средини, захтевима за тежину и ограничењима буџета.
2. Уколико је потребно. Како могу пронаћи ласерски резан металски знакове у близини?
Када тражите локалне услуге ласерског сечења, процените произвођаче на основу њихових сертификација (ИСО 9001 или ИАТФ 16949 за прецизне радове), могућности опреме (ласер са влаконом у односу на ЦО2), опција материјала и услуга завршног обраде. Замолите узорке претходног рада сличног вашем пројекту. Произвођачи квалитета нуде анализу ДФМ-а (Дизајн за производњу), транспарентну комуникацију и јасне рокове за извршење. За прецизност аутомобилског нивоа, произвођачи као што је Шаои пружају ИАТФ 16949 сертификовани квалитет са 12-часовном цитирањем и свеобухватном ДФМ подршком.
3. Уколико је потребно. Која је минимална величина елемента за ласерски резан металски дизајн?
Минималне величине елемената зависе од врсте материјала и дебљине. Генерално, минимални дијаметар рупе треба да буде једнак или већи од дебљине материјала за чисте резултате. За 1 мм алуминијум, очекујте минималне карактеристике око 0,020 инча; за 3 мм нерђајући челик, око 0,045 инча. Ширине мостова између резања морају одржавати структурни интегритетобично од 0,030 до 0,080 инча у зависности од размера. Ширина резања (материјала који се уклања ласером) варира од 0,006 до 0,040 инча, што значи да ће свака карактеристика мања од ширине резања нестати током сечења.
4. Уколико је потребно. Колико коштају ласерски резани метални знакови?
Трошкови ласерског сечења зависе од врсте материјала и дебљине (алуминијум кошта мање од нерђајућег челика), сложености дизајна (више резања повећава време сечења), укупне дужине сечења, количине наруџбе и захтева за завршном обрадом. Дебљи материјали захтевају спорије брзине сечења, што повећава време обраде. Величина наруџбина смањује трошкове по јединици јер се трошкови поставке распоређују на више комада. Успешно гнезданње максимизује употребу материјала, смањујући отпад. Дизајни на прилагођавање оправдавају веће трошкове када идентитет бренда захтева јединствене визуелне елементе или архитектонска интеграција захтева специфичне обрасце.
5. Појам Које опције завршног обраде штите ласерски резан метал на отвореном?
Подражавање прахом нуди одличну отпорност на абразију и ударе са неограниченим бојевим опцијама, траје 15-20+ година на отвореном. Анодирање типа 2 (само алуминијум) ствара танку, тврду површину идеалну за архитектонске апликације. Тип 3 анодирање тврдом слојем пружа изузетну отпорност на зношење за окружење са великим сообраћајем или поморским окружењима. Гратко галтенирање штити челик дебелим слојевима цинка који трају 25-50+ година кроз жртвовану заштиту од корозије. За обалне средине, комбинујте гарантирање топлим потапањем са пудер-котаним горњим слојем за максималну заштиту од прскања соли.