 Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим
Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим 

Кључне стратегии смазања аутомобилским гумама за перформансе
ТЛ;ДР
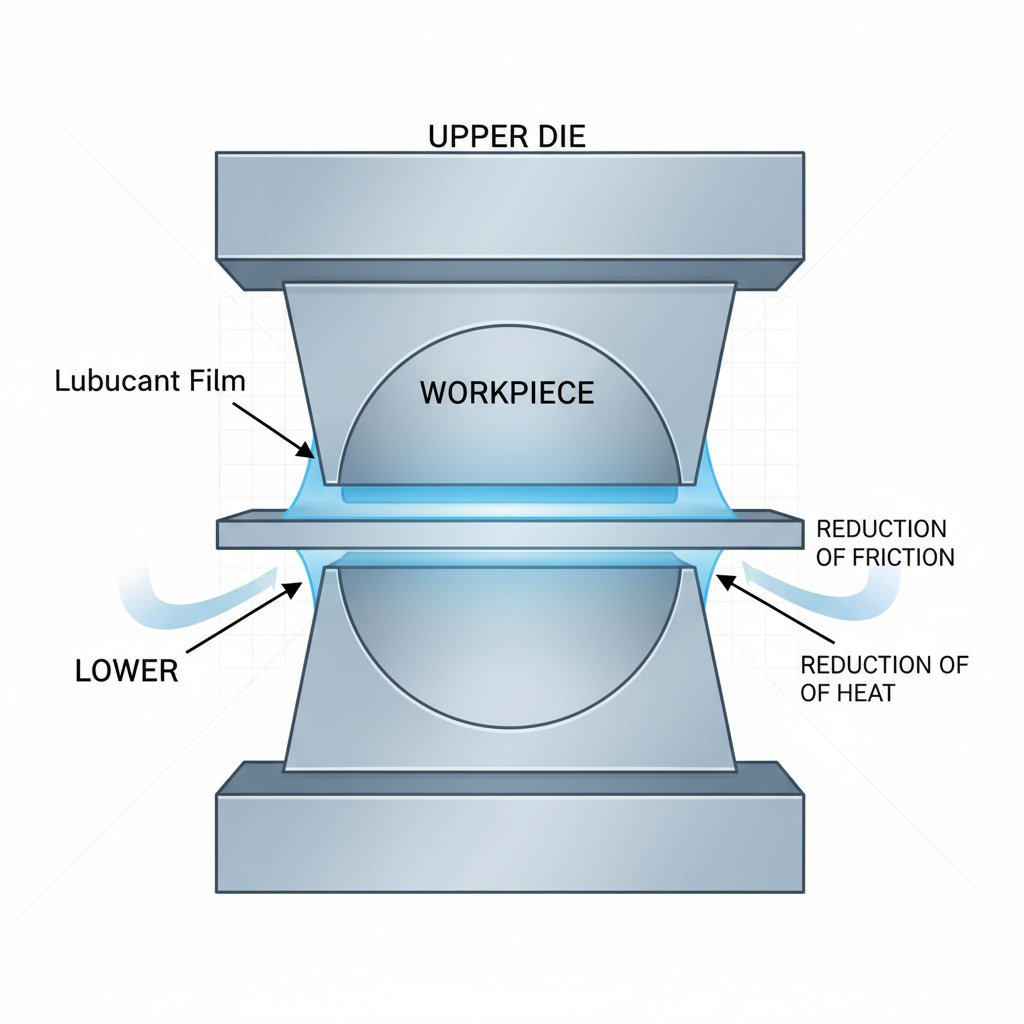
Podmazivanje kalupa u proizvodnji automobila je ključni proces nanošenja specijalizovanog sredstva radi stvaranja zaštitne folije između kalupa i obratka tokom operacija štampanja ili livenja. Efikasna strategija podmazivanja od suštinskog je značaja za smanjenje trenja i toplote, sprečavanje preranog habanja alata, osiguravanje visokokvalitetnog otpuštanja proizvedenih delova i maksimalno produženje radnog veka skupih kalupa.
Ključna uloga podmazivanja u radu automobilskih kalupa
У свакој фабрици за клетање, обликовање или производњу, интеракција између алата и предмета обраде је тренутак интензивног трења и генерисања топлоте. Примарни циљ подмазивања матрица је увођење отпорног филма на овај интерфејс ради контроле ових сила. Овај процес није само примене течности; то је основни елемент успешне производне операције који утиче на све, од квалитета делова до оперативних трошкова. Када се исправно изврши, добро плански стратегија подмазивања може значајно побољшати ефикасност током целокупног производног циклуса.
Функције подмазивања матрица су вишеструке и простиру се далеко иза једноставног смањења трења. Одговарајући подмазивач ствара физичко раздвајање између површине матрице и дела, што је критично за спречавање оштећења и осигуравање чистог одвајања. Дужина трајања високо прецизних алата, као што су специјалне матрице за аутомобилску индустрију које развијају стручњаци попут Шаои (Нингбо) Метал Технологија Цо, Лтд. , директно зависи од прецизно извршеног програма подмазивања. Без тога, чак и најчвршћи матрице ће претрпети превремени хабање.
Ефикасно подмазивање матрица обезбеђује неколико кључних предности:
- Управљање трењем и топлотом: Смањивањем отпора између матрице и предмета обраде, подмазивање распршава интензивну топлоту која настаје током формирања, што је од суштинског значаја за одржавање димензионалне стабилности алатa и делова.
- Заштита од штампе: Лубрикантна плика делује као штит, спречава галирање, оштрење и друге облике зноја који су последица директног контакта метала са металом. Ово директно значи дуже трајање алата и смањење времена одсуства за одржавање.
- Побољшана квалитет делова: Правилно подмазивање осигурава глатки проток материјала преко површине штампе, спречавајући сирење, пукотине и козметичке дефекте. Такође олакшава чисте ослобађање дела од штампе, избегавајући искривљавање.
- Контрола корозије: Многи форминг подмазивања садрже адитиве који штите и матрицу и готови део од оксидације и рђе током и након производственог процеса.
Обрнуто, последице недовољног подмазивања су изузетно сериозне. Недовољна или нетачна употреба флуида доводи до повећане стопе отпада, скупијих поправки матрица и непланираних застоја у производњи. У аутомобилској индустрији, где се све више користе лаки материјали као што је алуминијум ради побољшања ефикасности горива, захтеви према технологији подмазивања су још већи. Ови материјали захтевају специјализоване стратегије подмазивања како би се управљало њиховим јединственим карактеристикама обликовања и спречиле проблеми као што је заваривање током поступака ливења под притиском.
Развијање холистичке стратегије подмазивања
Постизање врхунског нивоа подмазивања захтева одлазак од насумичног, реакцијског приступа ка планском, холистичком стратешком приступу. Приликом развоја плана подмазивања, нарочито у средини брзе измене алата (QDC), компаније никада не би требало да разматрају компоненту изоловано. Ефикасна стратегија обезбеђује да сви елементи — од избора подмазе и разблаживања, до метода наношења и контроле процеса — делују у складу како би смањили време припреме и спречили грешке.
Комплетна стратегија започиње разумевањем чињенице да различите позиције имају различите захтеве. На пример, произвођачи аутомобила често имају специфична, одобрена средства за подмазивање за своје алате. Кључни део стратегије је избор између реакције по распореду и напреднијег система заснованог на стању. Иако је подмазивање према распореду једноставније, стратегија заснована на стању прати стварно стање средстава за подмазивање и машине ради оптимизације употребе, смањујући отпад и побољшавајући перформансе. Овај проактивни приступ је од суштинског значаја за модерну производњу са великим бројем варијација.
Да бисте изградили отпорну стратегију подмазивања, размотрите следећу контролну листу:
- Анализирајте примену: Процените материјал предмета обраде (нпр. челик високе чврстоће, алуминијум), сложеност делова и тип операције (нпр. клупчање, дубоко вучење, ливење под притиском).
- Консултујте се са добављачима: Радите са својим добављачем подмазака да бисте одабрали праву течност. Они могу обезбедити кључне информације о карактеристикама формирања и компатибилности са накнадном обрадом као што су бојење или прекоцавање.
- Дефинишу параметре апликације: Одредите оптимални метод наношења (нпр. прскање, ваљак), положај млазнице, обим и време. Интелигентни контролери могу да чувају ове "профиле спреја" како би се осигурала понављање и елиминисало гатање током промена.
- Успоставити одговарајућу разблажу и праћење: Користите концентрациону табелу коју је пружио добављач лубриканта да бисте утврдили тачан однос разређивања. Редовно проверавајте концентрацију рефрактомером како бисте осигурали конзистенцију.
- Интегрисајте се са прес операцијама: За максималну ефикасност, посебно са QDC, користите системе као што су брзи спојни колектори за линије подмазака. Ово не само што убрзава промену, већ и спречава грешке као што је повезивање погрешног црева са погрешном млазницом.
Табела испод упоређује два стратешка приступа, истичући предности проактивног приступа заснованог на систему.
| Фактор | Реактивна (усмерена на компоненте) стратегија | Проактивна (усмерена на систем) стратегија |
|---|---|---|
| Nanosenje maziva | Ручна применa или применa у фиксним интервалима; често доводи до прекомерне или недовољне подмазивања. | Аутоматизована применa заснована на стању система са прецизном контролом количине и тренутка подмазивања. |
| Процес преласка на другу производњу | Индивидуалне везе цеви; велики ризик од људске грешке и контаминације. | Коришћење брзих спојница и програмираних рецепата; минимизира грешке и простоје. |
| Контрола | Ретке или непостојеће провере концентрације и стања подмазивања. | Редовно праћење односа разблажења и рада система; прилагођавање засновано на подацима. |
| Исход | Неконзистентан квалитет делова, већи губитак подмазивања, повећано хабање матрице и дужи проток времена без рада. | Конзистентан квалитет делова, смањени губици, продужен век трајања матрице и побољшана оперативна ефикасност. |
Избор правилног подмазивања: Водич кроз типове и особине
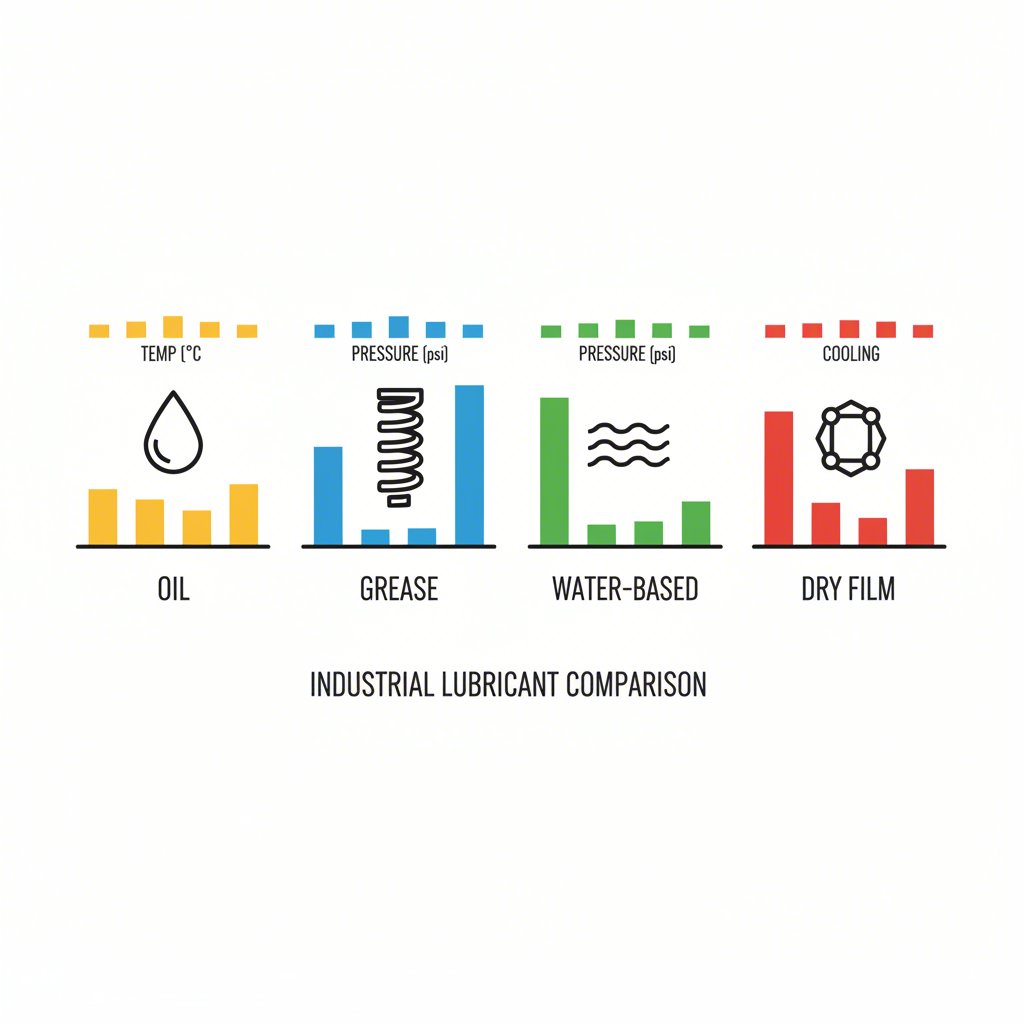
Само подмазивање је темељ сваке стратегије подмазивања матрице. Одабир одговарајућег типа је од критичног значаја и у великој мери зависи од специфичне примене, укључујући материјал који се обликује, радне температуре и притиске. Четири главне категорије индустријских подмазивања свака поседује својствена својства прилагођена различитим ситуацијама.
Основни типови укључују уља, масти, сува подмазивања и продорна подмазивања. За већину аутомобилских примене матрица, најчешћа су уља и специјализовани синтетички састојци. На пример, код ливења алуминијума под притиском при високим температурама, подмазивања на бази воде дизајнирана су да ефикасно хладе површину матрице и спрече приливање, чест проблем који настаје услед Лејденфростовог ефекта када течност испари пре него што овлажи врелину. На сличан начин, за штампање алуминијумских делова кућишта возила (BIW), подмазивања са топљењем на високој температури могу обезбедити боље подмазивање у граничним условима у односу на конвенционална уља.
Донешење правилног избора захтева пажљиву процену неколико фактора. Подмазивање које добро ради на ниским температурама може се распасти под екстремном топлотом операције ковања или ливења под притиском. Следећа табела пружа поређење уобичајених типова подмазивања који се користе у обради метала:
| Утврђивање | Кључна својства | Најбоље за | Разгледи |
|---|---|---|---|
| На бази уља (минерално/синтетичко) | Izuzetno hlađenje, širok opseg viskoznosti, može sadržati aditive za ekstremni pritisak (EP). | Opšta kalandriranja, dubinsko vučenje, visokobrzinske operacije. | Može uzrokovati probleme u održavanju čistoće; viskoznost se menja sa temperaturom. |
| Emulzije zasnovane na vodi/sintetične | Nadmoćna svojstva hlađenja, čisto, nezapaljivo. | Livenje pod visokim pritiskom na visokoj temperaturi, primene gde je potrebna otpornost na vatru. | Zahteva pažljivo praćenje koncentracije; mogućnost razvoja bakterija. |
| Maziva u obliku suvog filma (grafit, PTFE) | Podnosi ekstremne temperature i pritiske; obezbeđuje čistu, neuljnu površinu. | Kovanje, izbacivanje i primene gde postoji zabrinutost zbog kontaminacije tečnošću. | Може бити тешко равномерно нанети; можда захтева припрему површине. |
| Топлотно топљиви подмазивањи | Наносе се као чврста материја и топе се на топлоти; обезбеђују одлично подмазивање у граничним условима. | Калибровње изазовних материјала као што су легуре алуминијума. | Захтева специјализовану опрему за наношење. |
Да бисте се водили у процесу селекције, поставите следећа питања:
- Који је материјал радног комада и његова дебљина?
- Које су максималне температуре и притисци укључени у операцију?
- Да ли постоје специфични захтеви за завршну површину завршног дела?
- Које су околности, здравствени и безбедносни фактори?
- Da li je podmazivanje kompatibilno sa narednim procesima kao što su zavarivanje, farbanje ili prevlačenje?
Optimizacija rada kroz strategijsko podmazivanje
Na kraju krajeva, učinkovito podmazivanje alata za automobilsku industriju je mnogo više od održavanja — to je strateški imperativ za svaku modernu operaciju oblikovanja metala. Prelazak iz mentaliteta koji se svodi samo na nanošenje tečnosti ka upravljanju kompletnim sistemom podmazivanja neophodan je za postizanje maksimalnih performansi. Uspešna strategija prepoznaje da su izbor podmazivača, metod nanošenja i nadzor procesa međusobno povezani elementi koji direktno utiču na produktivnost, kvalitet i profitabilnost.
Пажљивом анализом специфичних захтева сваке примене, сарадњом са стручним добављачима и искоришћавањем технологије ради осигуравања прецизности и поновљивости, произвођачи могу остварити значајне предности. Резултати су мерљиви: продужен век алата, смањена стопа отпада, брже промене и чишће и безбедније радно окружење. У конкурентском аутомобилском сектору, овладавање подmазивањем алата представља кључни фактор разликовања који подстиче оперативно изузетност.
Често постављана питања о подмазивању алата
1. Шта је подмазивање за ливење под притиском?
За ливење под притиском, нарочито са металима високе температуре као што је алуминијум, обично се користе специјализовани подлоги засновани на води. Ови производи су дизајнирани да подмазују матрицу како би олакшали издвајање делова и, нарочито, да хладе површине матрице између циклуса. Морају издржати екстремне температуре и спречити проблеме као што је заваривање. Неки специјализовани производи, као што су они који садрже графит, такође се користе због њихове стабилности на високим температурама.
2. Које су 4 врсте подмазивања?
Четири главне врсте индустријских подмазивања су уље, масти, пенетрирајућа подмазивања и сува подмазивања. Уља су течна и одлична за пренос топлоте. Масти су полутврде и добро се придржавају површина. Пенетрирајућа подмазивања имају веома ниску вискозност да би продрла у уске пукотине. Сува подмазивања, као што су графит или ПТФЕ, су чврста тела која смањују трење у срединама високе температуре или чистим условима.
3. Шта је метода подмазивања типа 3?
Ово се генерално односи на један од три уобичајене методе за подмазивање машина као што су зупчани зупчани зупчани зупчани зупчани зупчани зупчани зупчани зупчани зупчани зупчани зупчани зупчани зупча Примарне методе су мазивање масти, шприц мазивање (где се компоненте бацају у масној купатили) и присиљена циркулација уља (где пумпа активно дистрибуира уље до критичних тачака). Избор методе зависи од брзине машине, оптерећења и захтева за пројектовање.
4. Постављање Које су три или четири врсте система подмазивања?
У контексту индустријских машина, системи за подмазивање се односе на начин испоруке. То укључује ручне системе (нпр. пиштољ за маст), централизоване системе који аутоматски испоручују мазиво у више тачака из једног резервоара, системе масноће уља које прскају атомизовано мазиво и циркулационе системе који континуирано филтрирају и У апликацијама на штампању, систем је често аутоматски систем за прскање или ваљак дизајниран за прецизну примену.