 Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим
Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим 

Основни водич за компоненте и функције сета за штампање
ТЛ;ДР
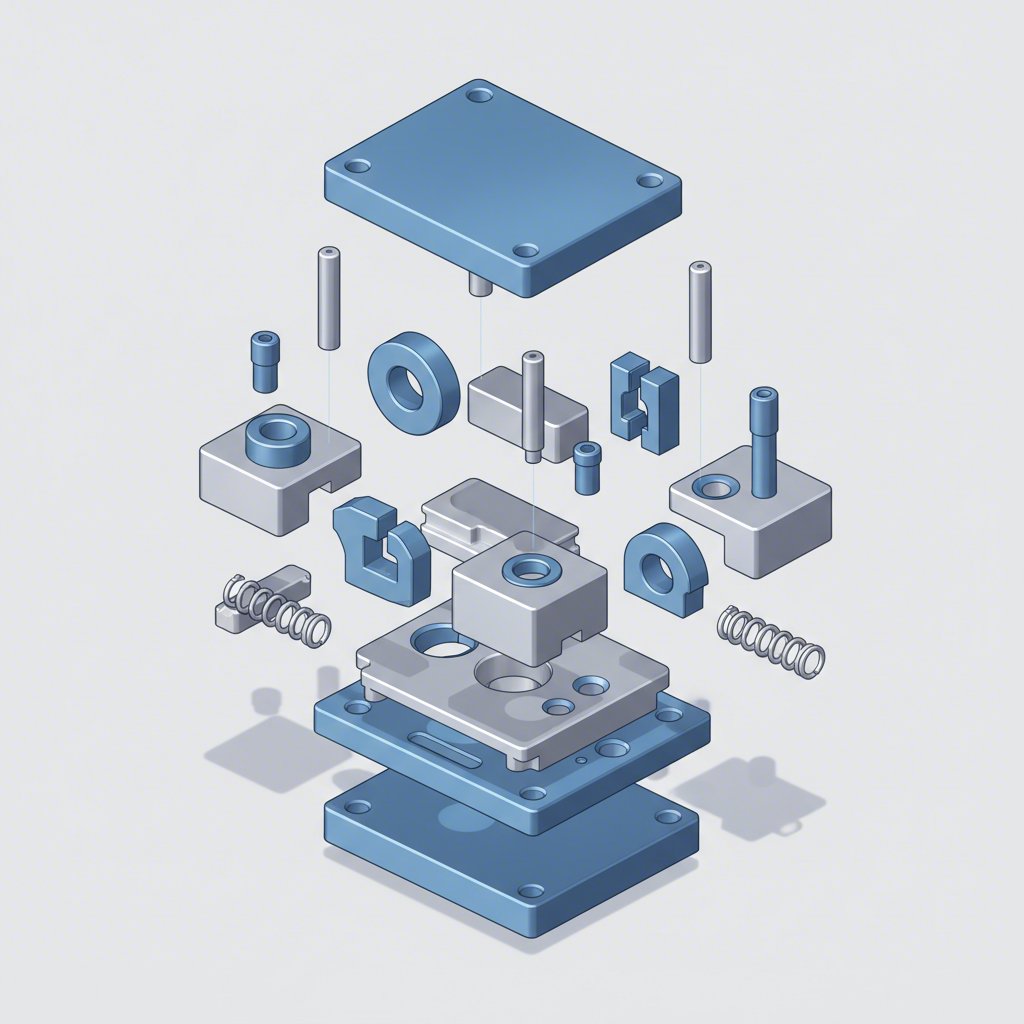
Комплет матрица је прецизни производни алат који исеца и обликује лим у одређени облик. Његови основни делови функционишу заједно како би осигурали тачност и поновљивост. Основни делови укључују базне плоче матрице (или потплате) које држе све делове, усмеравајуће пинове и бушеньа за прецизно поравнавање, као и радне елементе попут чекића и блокова матрице који врше стварне операције резања и обликовања. Додатни делови као што су опруге и подлоге контролишу проток материјала и обезбеђују потребну силу.
Темељ: Основна анатомија комплекта матрица
У срж сваке операције клупка налази се матрица, која служи као чврста основа за све остале радне компоненте. Основни елементи ове основе су плоче матрице, познате и као потплата матрице. Потпуна матрица састоји се од горње потплете (која носи склоп чекића) и доње потплете (која носи блок матрице), које се доводе у савршену равнан између водећих делова. Ове плоче се прецизно обрађују од висококвалитетног челика или алуминијума тако да буду савршено равне и паралелне, што је кључан захтев за производњу конзистентних делова високог квалитета. Избор материјала зависи од примене; док је челик уобичајен због своје издржљивости, алуминијум се често преферира због мање тежине, брже обраде и изузетне апсорпције удара, чинећи га идеалним за матрице великог удара.
Дизајн и дебљина ципела за штампу директно су повезани са количином силе коју штампа мора издржати. На пример, кованица за ковање, која компресира метал под огромним притиском, захтева знатно дебљије и чвршће ципеле од једноставне кованице која се користи за лагане операције савијања. Ова основна чврстоћа спречава одвијање и осигурава да се сила из пресе ефикасно преноси на радни део. Доње обуће за матрицу се обично обрађује стратешки постављеним рупама. Ови отвори омогућавају да се шлепци и остаци материјала који се стварају током пробођења или бланкирања пропадну и очисте се из пресе, спречавајући оштећење штампе и оперативне заустављања.
Поред тога, сет за штампање је интерфејс између алата и пресне машине. Горња и доња ципела имају монтажне карактеристике, као што су ножице или рупе за вијке, које чврсто причврштавају целу серију штампача у пресном раму и плочи за подстицање. Ова сигурна монтација је од суштинског значаја за безбедност и оперативну прецизност. За сложене апликације, посебно у индустријама попут аутомобилске производње, дизајн сета је од највеће важности. Компаније попут Шаои (Нингбо) Метал Технологија Цо, Лтд. специјализују се на стварању прилагођених штампачких штампа, где су основне компоненте дизајниране да задовоље екстремне захтеве производње сложених аутомобилских делова са високом прецизношћу и дуготрајним трајањем.
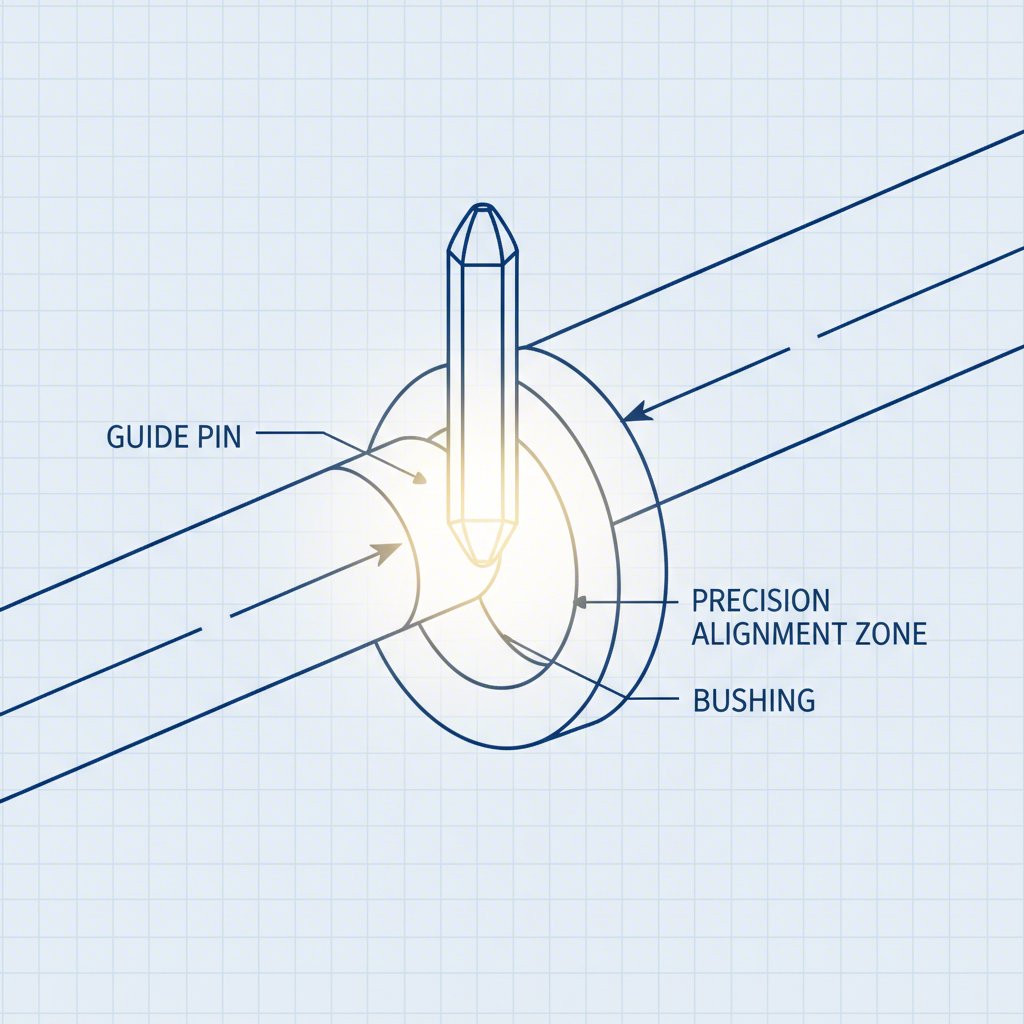
Прецизност у покрету: Водеће игле, бушингс и блокови за пете
Док ципеле за штампање пружају темељ, изузетна прецизност штампачке штампе се постиже кроз њен систем вођења. Основне компоненте одговорне за ово су водни штипови (називају се и стубови или водни столбови) и водни буши. Ови елементи раде у тандему како би се осигурало да се горња и доња половина штампе савршено усклађују са сваком потезом штампе, често одржавајући толеранције од 0,0001 инча. Овај тачан поравнање је од кључног значаја за одржавање тачне слободе између резања удара и умрежавају блокове, што директно утиче на квалитет делова, ношење алата, и умрежавају живот.
Постоје две главне врсте система за вођење пина, свака погодна за различите оперативне захтеве. Традиционални избор су тркачке шипке, које су оштре, прецизно мељене челичне шипке које се померају унутар алуминијумско-бранзених буширања. Ови бушингс су често уграђени са графитним уградима за само-лубрикацију како би се минимизирало тријање и знојење. Алтернатива је систем у облику логаве, где се пинови крећу на серији логава који се држе у кавезу. Овај дизајн драматично смањује тржење, омогућаваћи веће брзине преса без генерисања прекомерне топлоте, и олакшава техничарима да одвоје половине штампе за одржавање.
| Особност | Фрикциони пинови | Код шипке за логање са куглама |
|---|---|---|
| Ниво трња | Више | Веома ниска |
| Брзина рада | Ниже до средње | Висок |
| Прецизност | Добар до висок | Веома високо |
| Трошкови | Ниже | Више |
У операцијама у којима се генеришу значајне бочне силе — на пример, при обликовању или код умрива са кривојастим вратилом — водилице саме по себи могу бити недовољне да спрече скретање. У тим случајевима додају се блокови за ослањање. То су чврсти, прецизно обрадђени челични блокови прикачени на обе платформе умрива који улазе једни у друге како би прегледали бочне силе. Најчешће се користе плоче за хабање направљене од различитих метала, као што је челик у комбинацији са алуминијум-бронзом, како би се спречило залињавање и обезбедио глатак рад. Кључно начело у пројектовању умрива је да су водећи делови намењени да поравнају исправно функционишуће умри, а не да компенсују лоше одржаван или померен клип пресе.
Радни део: матрице, блокови умрива и носачи
Компоненте које обављају заправо послове резања и обликовања лима су матрица и плоча матрице. Матрица је мушки део, који се обично монтира на горњу плочу матрице и улази у материјал. Плоча матрице, или шупљина матрице, је женски део, монтиран на доњу плочу, која дефинише коначни облик делова. Прецизан однос и размак између матрице и плоче матрице одређују квалитет реза или обликовања.
Матрице и плоче матрица се користе за разне операције, а њихова терминологија одражава њихову функцију. На пример, операција 'исецкања' је када је део исечен из лима жељени производ, познат као бланк. Насупрот томе, операција 'бушења' је када матрица прави отвор у делу, а материјал који је исечен, познат као шипка, одбацује се као отпад. Ови радни компоненти су одговорни за бројне процесе, укључујући:
- Усклађивање: Резање спољашњег профила дела из лима.
- Пиерсинг: Израда унутрашњих рупа или карактеристика у делу.
- Ковање: Примена високог притиска за утискивање детаљног отиска у метал.
- Цртање: Исуљивање и обликовање лима у дубоке, чашасте облике.
- Скитање: Обликовање материјала дуж праве осе.
Како би се олакшало одржавање и брза замена, матрице се често фиксирају помоћу држача. Један од најчешћих типова је држач са куглицом. Овај уређај користи куглицу са опругом која се закача у сузасту жлеб на навоју матрице. Овај систем омогућава техничару за одржавање матрица да брзо уклони хабајућу или поломљену матрицу и инсталира нову, без демонтаже целокупне матрице, значајно смањујући простој. Ова модуларност је кључна карактеристика модерног, ефикасног дизајна матрица.
Контрола материјала и примена силе: Падови и опруге
Ефикасно управљање лимом током операције брзог клупка је подједнако важно као и сам процес резања и обликовања. Улогу управљања имају разне плоче и опруге у оквиру матрице. Плоча је пунјена под притиском и задржава, контролише или одвлачи метал. На пример, одвојна плоча је опругом покретана плоча која окружује резне чекиће. Након што чекић пробије материјал, еластичност метала узрокује да се причврсти за чекић; одвојна плоча задржава материјал доле, омогућавајући чисто повлачење чекића.
У операцијама формирања користе се и друге врсте подлога. Подлоге за притисак су од суштинског значаја код савијања брисањем, где чврсто држе материјал на доњем делу матрице како би се осигурало оштро и прецизно савијање. Код дубоког изvlaчења, извлачне подлоге (познате и као везници) вежу контролисани притисак на периметар заграде. Овај притисак је кључан за регулисање тока материјала у шупљину матрице. Превише мали притисак омогућава стварање гужвања материјала, док превише велики притисак ограничава ток и може довести до цепања или пуцања делова. Ове подлоге обично се причвршћују помоћу делова као што су навртке или вијци са рампом, који им омогућавају кретање нагоре и надоле док примењују сталну силу.
Сила за ове подлоге обезбеђују се помоћу опруга. Избор опруге зависи од захтева апликације у погледу силе, хода и века трајања. Три основне врсте су:
- Завојне опруге: Направљене од челика за опруге, ове су честе, економичне и погодне за примене које захтевају умерену силу.
- Уретанске опруге: Они обезбеђују добар притисак за скидање и често се користе у прототипима или кратким серијама алата због ниже цене.
- Азотни гасни тегле: То су цилиндри испуњени азотним гасом који могу да остваре изузетно висок и сталан притисак током читавог хода пресе. Веома су дуготрајни и предност им се даје у захтевним применама као што је дубоко вучење.
Често постављана питања
1. Шта је компонента матрице?
Делови матрице су појединачни елементи који чине комплетну склопну јединицу за клатње. Ови делови заједно секу или обликују лим. Кључни примери укључују плоче матрице (основу), водилице и бушеньа (за поравнавање), бршиве и блокове матрице (сечива/формирајући елементи), опруге (за силу) и подлоге за скидање материјала (за контролу материјала). Сваки део има одређену функцију која је од суштинског значаја за укупни рад и прецизност матрице.
2. Уколико је потребно. Које су компоненте ливења?
Иако звучи слично, ливење под притиском је другачији производни процес од пробијања матрице. Ливење под притиском подразумева убризгавање течног метала под високим притиском у шупљину калупа, познату као матрица или калуп. Основне компоненте укључују две половине матрице (матрица поклопца и матрица избацивача), систем иглица избацивача за избацивање отврднутог дела и канале или усисне отворе који усмеравају течни метал у шупљину. Материјали који се користе су углавном неситне легуре као што су алуминијум, цинк и магнезијум.
3. Шта су компоненте исечене матрицом?
Компоненте исечене матрицом су делови који се производе процесом познатим као резање матрицом, који се често користи за мекше материјале као што су папир, пластика, тканина или пена, као и за танке метале. 'Матрица' у овом контексту може бити оштар, посебно обликован нож (матрица од челичних трака) који се притиска у материјал како би се исекао одређени облик, слично као што је резач за колаче. Резултујући производи се користе у свему, од паковања и заптивки до изолатора за електронику и медицинских уређаја.