 Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим
Мале партије, високи стандарди. Наша услуга брзе прототипирања чини валидацију бржем и лакшим 

Делови из пресовања: Балансирање облика, функционалности и завршних површина

ТЛ;ДР
Разлика између естетских и функционалних делова изливених под притиском није бинарни избор, већ спектар дизајнерских приоритета. Успех зависи од равнотеже између визуелне привлачности и захтева за перформансама као што су издржљивост и отпорност на корозију. Ова равнотежа се постиже стратешким бирањем материјала, поштовањем принципа дизајна за омогућавање производње (DFM) и кључном применом одређених површинских обрада прилагођених намени дела.
Дефинисање спектра: естетски насупрот функционалним приоритетима
У свету производње, дебата између форме и функције је стална. Код делова изливених под притиском, реч није о томе да се бира једно напротив другом, већ о кретању кроз спектар приоритета. Сви практично сви компоненти захтевају комбинацију естетске привлачности и функционалних перформанси. Кључ је у томе да се примарна намера дефинише на самом почетку процеса дизајнирања, јер та одлука утиче на сваки наредни избор, од бирања материјала до завршне обраде површине.
Естетске разгледе се фокусирају на визуелне и тактилне квалитете дела. Ово је од највеће важности за производе који се односе на потрошаче, где изглед и осећај директно утичу на перципивну вредност. Фактори укључују глаткост површине, конзистенцију боје, текстуру и одсуство визуелних дефеката као што су раздвајачке линије или трагови потопа. Углављена шасија лаптопа, полирана унутрашња опрема аутомобила или декоративно кућиште за високог кућног апарата, сви су примери где је естетика покретачка сила. Да би се постигло врхунско козметичко завршетак, често је потребно прецизно дизајнирање калупа и секундарни завршни процеси који могу повећати трошкове.
Функционални захтеви, с друге стране, диктирају окружење за рад и механичка сврха делова. Ови приоритети укључују структурну интегритет, отпорност на знојење, заштиту од корозије, топлотну проводљивост и димензионну тачност. За унутрашњи бракат мотора, кућиште менувача или ваздухопловну компоненту, функција се не може преговарати. Део мора да функционише поуздано под притиском, температурним варијацијама и изложеношћу хемикалијама или влаги. Површина завршних обрада у овом контексту је мање о изгледу и више о побољшању издржљивости и дуговечности, као што је наведено у водичу од стране Кеновалт Дие Цастлинг .
Компромисија између ових приоритета често је питање инжењерства и економије. На пример, дизајнирање делова са сложеним кривовима из естетских разлога може створити изазове за проток растопљеног метала, потенцијално угрожавајући унутрашњи интегритет. С друге стране, оптимизација делова за максималну чврстоћу може резултирати мање визуелно привлачним завршећем. Циљ сваког тима производа је јасно дефинисати крајњу употребу и постићи најефикаснију равнотежу, обезбеђујући да је коначна компонента истовремено атрактивна и поуздана без преласка буџетских ограничења.
Критична улога површинских обрада
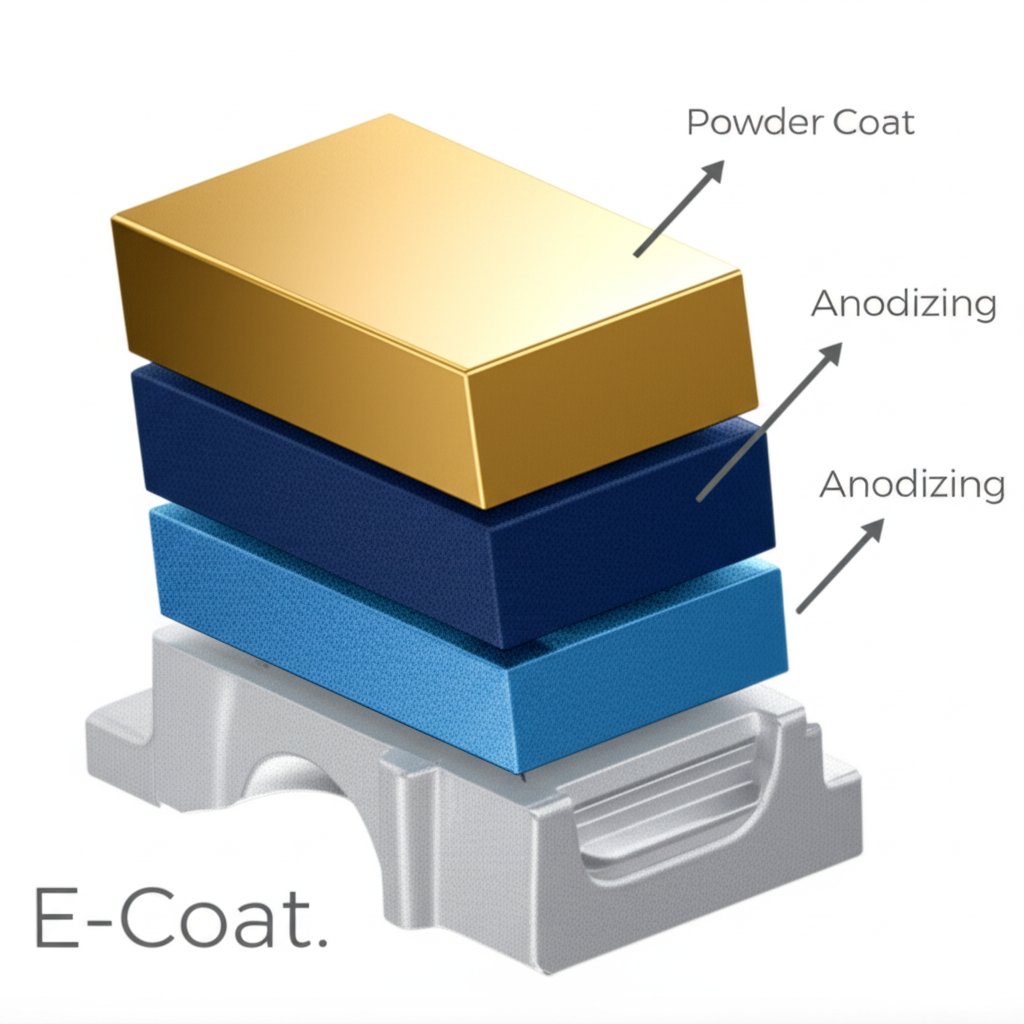
Површинске обраде су најмоћнији алат за побољшање како естетичких тако и функционалних квалитета дела направљеног под притиском. Обрада није само преко; то је критичан корак у производњи који може претворити сирови одливак у високоперформантни, визуелно привлачан део. Како Зетверк објашњава да завршна обрада површине има далеко већи значај од чисто естетског изгледа и значајно утиче на перформансе. Избор завршне обраде директно одговара приоритетима дефинисаним у фази пројектовања, било да је циљ огледаласт блистај, отпорност према корозији или побољшана електрична проводљивост.
Доступно је неколико уобичајених опција завршне обраде, од којих свака нуди јединствену комбинацију предности. Анодирање је електрохемијски процес који ствара чврст, отпоран на корозију оксидни слој на алуминијумским деловима, што га чини савршеним за потрошачку електронику којој је потребна издржљивост и премијум додир. Поровни премаз обавља дебелу, издржљиву и декоративну обраду у огромном избору боја, због чега је идеална за аутомобилске делове и опрему за употребу напољу. За највише естетске захтеве, полирање ствара равну, рефлективну површину, док електропластирање додаје танак слој другог метала (као што су хром или никл) ради лепоте, отпорности на хабање и проводљивости.
За индустријске или функционалније потребе, третмани попут покрив за конверзију хромата нуде одличну отпорност на корозију по ниском трошку, због чега су погодни за аеропростор и електронику где је перформанс већи од изгледа. Слично томе, пескострујно или клин-струјно чишћење је економичан начин чишћења делова и стварања равномерне мат текстуре, што такође представља одличну припремну фазу за бојење или премазивање.
Одабир одговарајуће обраде захтева пажљиву анализу примене дела, средине и буџета. Комплетан водич за трошкове и поређење може бити од нецене вредности за доношење информисане одлуке. Да би се овај избор упростио, табела испод пореди уобичајене завршне обраде на основу њихових примарних предности и типичних примена.
| Тип завршног деловања | Главна корист | Otpornost na koroziju | Релативна цена | Уобичајене апликације |
|---|---|---|---|---|
| Анодирање | Естетички и функционални | Висок | Средњи | Потрошачка електроника, медицински уређаји, архитектонска опрема |
| Поровни премаз | Функционална и естетска | Веома високо | Средњи | Делови за аутомобиле, намештај за отворен простор, индустријски кућишта |
| Полирање | Естетски | Ниско (освен ако није премазан) | Висок | Премијум декоративни делови, луксузна метална опрема, рефлектори |
| Галванопокривање (нпр. хромирање) | Естетички и функционални | Веома високо | Висок | Аутомобилски украси, санитарна опрема, електрични спојници |
| Преобраћај хромата | Funkcionalan | Средњи | Niski | Делови за аерокосмичку индустрију, електроника, претпокривање бојом |
| Пуцање пуцања | Функционално (припрема) | Ниједна | Niski | Претходна обрада пре наношења преко покривеног слоја, индустријски компоненти |
Основни принципи пројектовања за оптимизоване делове
Много пре него што се на површину нанесе завршна боја, основни дизајн костима који се бацају одређује њихов коначни успех. Придржавање принципа пројектовања за производњу (ДФМ) је од суштинског значаја за стварање компоненти које су функционално здраве и естетски пријатне. Ови принципи осигурају да се део може производити ефикасно, са минималним дефектима и по нижој цени. Као што је детаљно описано у свеобухватни водич за дизајн , кључне променљиве као што су дебљина зида, филе и углови провлака су критичне.
Један од најважнијих принципа је одржавање уједначена дебљина зида . Нагле промене дебљине могу довести до неравномерног хлађења течног метала, што резултира недостацима као што су порозност (унутрашњи празнини) и улегнућа површине (депресије на површини). Ово не само што ослабљује део (функционални квар), већ и погоршава његов изглед (естетски квар). Чувањем конзистентне дебљине зидова, пројектанти осигуравају равномерно струјање метала и структурну интегритет.
Закривљености и полупречници —заокруживање оштрих унутрашњих и спољашњих ивица—су још један кључни елемент. Оштре унутрашње ивице стварају концентрацију напона, због чега је део склон пуцању под оптерећењем. Додавањем довољно велике закривљености, напон се равномерније расподељује, чиме се драматично побољшава чврстоћа дела и отпорност на замор. Са естетске тачке гледишта, заобљене ивице обезбеђују глаткији, завршенији изглед. На сличан начин, процртани углови (благо суžење вертикалних зидова) неопходно је за испуштање дела из форме без оштећења, чиме се очувава пажљиво дизајнирана површина.
Избор материјала такође има одлучујућу улогу. Алуминијумске легуре су популарне због изврсног односа лагане тежине и чврстоће, што их чини идеалним за многе аутомобилске и електронске примене. Цинкове легуре имају високу течивост, што омогућава сложене детаље и веома танке зидове, што је одлично за мале, комплексне компоненте. За примене које захтевају екстремну чврстоћу и издржљивост, посебно у аутомобилској индустрији, могу се размотрити алтернативни процеси. На пример, неки делови под великим оптерећењем имају користи од топлог ковања. Компаније као што је Шаои (Нингбо) Технологија метала специјализоване су за прецизно конструисане делове за аутомобилску индустрију добијене ковањем, нудећи чврста решења тамо где је механичка перформанса апсолутни приоритет.
Да би се осигурало успешно пројектовање, инжењери треба да провере контролну листу ових основних принципа пре коначног обликовања модела:
- Дебљина зида: Да ли је што једноличнија? Да ли су прелази постепени?
- Углови цртежа: Да ли постоји довољно нагиба (најчешће 1–3 степени) на свим површинама паралелним отвору плоче?
- Заобљења и полупречници: Da li su svi oštri unutrašnji i spoljašnji uglovi dobijeni sa dovoljno velikim radijusom zaobljenja?
- Раван раздвајања: Da li je linija razdvajanja postavljena u nekritičnu ili manje vidljivu oblast kako bi se smanjio njen uticaj na izgled?
- Rebra i ispupčenja: Da li se koriste rebra za povećanje čvrstoće tankih zidova umesto povećanja ukupne debljine? Da li su pravilno proporcionalna (npr. 50-60% debljine zida)?
Унађите прави баланс за свој пројекат
Konačno, kreiranje uspešnog die-cast komponenta je vežba strategskog kompromisa i inteligentnog dizajna. Razgovor nije o tome da li da se bira između estetike i funkcionalnosti, već o definisanju idealne kombinacije obe za određenu primenu. Prioritizovanjem potreba u ranim fazama, konstruktori mogu donositi informisane odluke koje vode celokupnim proizvodnim procesom. Potrošački proizvod može biti usmeren ka besprekornom kvalitetu površine, dok će industrijski deo staviti akcenat na čvrstinu materijala i otpornost na koroziju iznad svega ostalog.
Пут од концепта до готовог дела заснован је на холистичком приступу. Он почиње основним принципима дизајна који спречавају недостатке и обезбеђују изводљивост производње. Наставља се пажљивим избором материјала у складу са циљевима перформанси и трошкова. На крају, завршава се избором површинске обраде која побољшава урођене квалитете дела, обезбеђујући потребну издржљивост, заштиту и визуелни изглед. Мастерирањем међусобне интеракције ових елемената произвођачи могу производити делове изливане под притиском који нису само погодни за намену, већ и изузетни по квалитету.
Често постављана питања
1. Који материјал је најпогоднији за ливење под притиском?
Алуминијумске легуре су међу најпопуларнијим материјалима за пресовање, јер омогућавају одличан баланс чврстоће, лаганости и отпорности према корозији. Због тога су одличан избор за широк спектар примена, од аутомобилских делова до потрошачке електронике. Цинкове легуре су такође честе, цењене због способности да формирају замршћене, детаљне делове са високом прецизношћу.
2. У чему је разлика између пресовања и обичног ливења?
Основна разлика је у процесу и материјалима. Пресовање користи висок притисак да би топио метал убризгао у поново употребљиви челични калуп (матрицу), због чега је идеално за производњу великих количина несеријских метала као што су алуминијум и цинк. Друге методе ливења, као што су ливење у песак или прецизно ливење, користе једнократне калупе и често су погодније за мање серије или за ливење серијских метала као што су гвожђе и челик.
3. Који су недостаци ливења под високим притиском (HPDC)?
Значајан недостатак ХПДЦ-а је потенцијал за порозност. Пошто се расплављени метал убризгава тако брзо, ваздух може остати у замци, стварајући ситне празнине унутар делова. Ова порозност може ослабити механичка својства компоненте и угрозити њен структурни интегритет. Висока почетна цена алата (челична штампа) такође чини мање економичним за мале производње.
4. Постављање Да ли је лијечење у прелазу додатак?
Не, лечење је процес производње који се формира, а не додатак. Адитивна производња, као и 3Д штампање, гради објекат слој по слој из ничега. За разлику од тога, лијечење под притиском обликова део убризгавањем растопљеног материјала у претходно постојећи калуп или умирањем како би му дало коначни облик.