 Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —
Małe partie, wysokie standardy. Nasza usługa szybkiego prototypowania sprawia, że weryfikacja jest szybsza i łatwiejsza —

Od przesłania pliku CAD do progu drzwi: Jak działa usługa CNC online

Co usługa CNC online naprawdę oznacza dla nowoczesnej produkcji
Czy kiedykolwiek zastanawiałeś się, jak inżynierowie przekształcają projekt cyfrowy w precyzyjną metalową część bez konieczności odwiedzania warsztatu maszynowego? Dokładnie to umożliwia usługa CNC online. Można ją uznać za most cyfrowy łączący ekran Twojego komputera z zaawansowanym sprzętem produkcyjnym w dowolnym miejscu na świecie.
W swojej istocie usługa CNC online to platforma oparta na chmurze, która pozwala przesłać pliki 3D CAD, natychmiast otrzymać wycenę oraz zamówić wykonywanie precyzyjnych części CNC i ich wysyłkę bezpośrednio pod wskazany adres. Bez rozmów telefonicznych. Bez oczekiwania kilka dni na ofertę. Bez ograniczeń terytorialnych. Wystarczy przesłać swój projekt, wybrać odpowiednie specyfikacje, a platforma zajmie się wszystkim – od obróbki maszynowej po kontrolę jakości.
Od pliku cyfrowego do fizycznej części
Czar dzieje się dzięki uproszczony cyfrowy przepływ pracy gdy przesyłasz model CAD (zwykle w formacie STEP, IGES lub STL), algorytmy platformy natychmiast analizują geometrię Twojego elementu. Obliczają czas obróbki, oceniają złożoność oraz uwzględniają koszty materiału. W ciągu kilku sekund otrzymujesz ofertę na obróbkę CNC online, którą tradycyjnie uzyskiwało się przez dni poprzez kanały konwencjonalne.
Ten proces produkcji CNC eliminuje wymianę wiadomości e-mail w tył i w przód, która kiedyś charakteryzowała relacje w branży produkcyjnej. Zamiast wyjaśniać swoje wymagania wielu dostawcom, platforma bezpośrednio odczytuje plik projektowy i przekształca go w dane produkcyjne gotowe do realizacji.
Rewolucja w zakresie produkcji online
Dlaczego to ma znaczenie? Tradycyjne procesy obróbki często obejmują wysyłanie zapytań do kilku lokalnych zakładów, oczekiwanie na ręczne oceny oraz negocjowanie warunków. Usługa online CNC skraca cały ten proces do minut zamiast tygodni.
Każda nowoczesna platforma zawiera następujące podstawowe komponenty:
- Silnik natychmiastowego wyceniania: Systemy oparte na sztucznej inteligencji, które analizują Twój model 3D i generują dokładne wyceny na podstawie geometrii, wymagań dotyczących tolerancji oraz warunków produkcji
- Interfejs doboru materiału: Kompleksowe biblioteki zawierające metale, tworzywa sztuczne oraz specjalistyczne materiały z szczegółowymi specyfikacjami ich właściwości
- Opcje procesu produkcji: Możliwość wyboru między frezowaniem, toczeniem, obróbką wieloosiową oraz różnymi operacjami wykańczającymi dostosowanymi do konkretnego zastosowania
- Panel śledzenia zamówienia: Rzeczywista widoczność statusu produkcji, wyników kontroli jakości oraz aktualizacji dotyczących wysyłki
Jak działa obróbka chmurowa
Wyobraź sobie złożenie zamówienia na swoim laptopie o godzinie 9:00 i dokładne poznanie terminu dostarczenia precyzyjnych elementów — wszystko to bez konieczności oddania nawet jednego telefonu. To właśnie moc platform usług CNC opartych na chmurze.
Przepływ pracy następuje w logicznej kolejności. Najpierw przesyłasz pliki projektu oraz określasz wymagania, takie jak rodzaj materiału, wykończenie powierzchni i dopuszczalne odchylenia wymiarowe. Następnie system wykonuje automatyczną analizę projektu pod kątem możliwości produkcji (DFM), wskazując potencjalne problemy jeszcze przed rozpoczęciem produkcji. Dzięki temu unika się kosztownych błędów i zapewnia się zoptymalizowanie elementów pod kątem efektywnego frezowania i toczenia.
Po zatwierdzeniu zamówienie jest przekazywane certyfikowanym partnerom produkcyjnym działającym w ramach globalnej sieci platformy. Te zakłady funkcjonują zgodnie ze standaryzowanymi protokołami jakości, co gwarantuje spójność wyników niezależnie od lokalizacji. W trakcie produkcji zintegrowane systemy kontroli jakości sprawdzają, czy każdy wymiar odpowiada Twoim specyfikacjom.
Wynik? Bezproblemowe połączenie projektu cyfrowego z fizyczną produkcją, umożliwiające szybsze, bardziej przejrzyste i często tańsze dostarczanie precyzyjnych elementów CNC niż tradycyjne metody.
Zrozumienie frezowania i toczenia CNC oraz możliwości wieloosiowych
Przesłałeś/aś więc plik CAD i otrzymałeś/aś natychmiastową ofertę. Ale teraz platforma prosi Cię o wybranie procesu obróbki skrawaniem. Frezowanie CNC? Tokarki CNC? Obróbka 5-osiowa? Jeśli te opcje wydają się przytłaczające, nie jesteś/aś sam/a. Większość platform internetowych wymienia te procesy bez wyjaśnienia, który z nich rzeczywiście odpowiada Twojemu projektowi.
Oto prawda: wybór odpowiedniego procesu nie polega na znajomości żargonu technicznego – chodzi o dopasowanie kształtu Twojej części do metody która umożliwia jej najbardziej efektywną produkcję. Przeanalizujmy każdą z tych opcji w sposób praktyczny i zrozumiały.
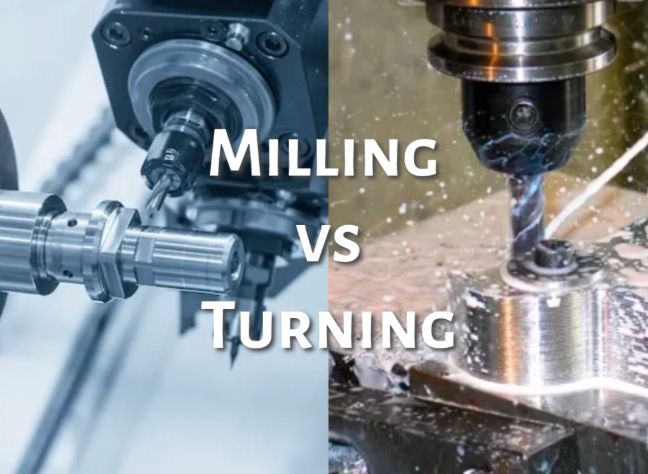
Frezowanie kontra toczenie – proste wyjaśnienie
Podstawowa różnica między frezowaniem CNC a toczeniem CNC sprowadza się do jednego pytania: co się obraca podczas procesu skrawania?
W Obrót CNC — przedmiot obrabiany wiruje szybko, podczas gdy nieruchomy narzędzie skrawające usuwa materiał. Wyobraź sobie, jak okrągły pręt obraca się w tokarce, a narzędzie usuwa nadmiar materiału. Ten proces doskonale sprawdza się przy tworzeniu kształtów cylindrycznych — wałów, sworzni, tulei oraz elementów z gwintem. Jeśli Twój detal ma głównie kształt okrągły lub jest symetryczny względem osi środkowej, usługi toczenia CNC zapewniają zazwyczaj krótsze czasy produkcji i niższe koszty.
W Frezowanie CNC — zachodzi odwrotna sytuacja. Przedmiot obrabiany pozostaje względnie nieruchomy, podczas gdy wirujący wieloostrzowy frez przesuwa się po jego powierzchni. Wyobraź sobie frez czołowy wirujący z dużą prędkością, który wytacza kieszenie, rowki oraz złożone kontury w bloku aluminium. Detale frezowane CNC są idealne w przypadku potrzeby uzyskania płaskich powierzchni, cech nachylonych lub skomplikowanych geometrii 3D, które nie są obrotowe wokół osi środkowej.
Oto praktyczny sposób podejmowania decyzji: przyjrzyj się przekrojowi swojej części. Jeśli jest on w całym zakresie okrągły, toczenie jest najprawdopodobniej najlepszym wyborem. Jeśli natomiast część ma płaskie powierzchnie, kieszenie lub cechy umieszczone na wielu stronach, bardziej uzasadnione będzie frezowanie.
Kiedy obróbka 5-osiowa ma sens
Standardowe frezowanie 3-osiowe przesuwa narzędzie skrawające w kierunkach X, Y i Z. Jest to wystarczające dla wielu części, ale co dzieje się, gdy projekt zawiera podcięcia, powierzchnie krzywoliniowe lub cechy ułożone pod kątami złożonymi?
Właśnie wtedy niezbędne stają się usługi obróbki CNC z wykorzystaniem 5 osi. Te zaawansowane maszyny dodają dwie osie obrotowe, umożliwiając narzędziu skrawającemu zbliżenie się do przedmiotu obrabianego praktycznie pod dowolnym kątem. Zamiast wielokrotnego przemieszczania części (co wprowadza błędy pozycjonowania), maszyna 5-osiowa realizuje złożone geometrie w jednej, pojedynczej operacji.
Kiedy należy określić możliwość wykorzystania możliwości 5-osowych? Rozważ następujące scenariusze:
- Komponenty lotnicze i kosmiczne: Łopatki turbin, wirniki i wsporniki konstrukcyjne o organicznych krzywiznach
- Implanty medyczne: Stawy biodrowe, elementy kręgosłupa oraz instrumenty chirurgiczne wymagające gładkich, zaokrąglonych powierzchni
- Części samochodowe: Korpusy silników z głębokimi wnękami i kątami złożonymi
- Wnęki form: Złożone narzędzia z wcięciami i skomplikowanymi detalami powierzchniowymi
Kompromis? Frezowanie 5-osiowe zwykle wiąże się z wyższymi kosztami ze względu na wyższe stawki maszyn i złożoność programowania. Jednak w przypadku skomplikowanych części często przynosi oszczędności ogółem dzięki wyeliminowaniu wielu ustawień oraz zmniejszeniu ryzyka błędów wynikających z narastania tolerancji.
Dla niezwykle małych, złożonych części tokarskich — takich jak te stosowane w urządzeniach medycznych lub elektronice — tokarki szwajcarskie oferują kolejną specjalistyczną opcję. Maszyny te przesuwają pręt przez tuleję umieszczoną bardzo blisko narzędzia tnącego, co umożliwia wyjątkową precyzję przy bardzo małych średnicach, której nie można osiągnąć na standardowych tokarkach.
Dobór odpowiedniej metody obróbki do danej części
Nieodpowiedni wybór oznacza wyższe koszty niż konieczne lub dłuższy czas oczekiwania na dostawę. Skorzystaj z poniższego porównania, aby poprowadzić swój wybór:
| Rodzaj procesu | Najlepsze zastosowania | Typowe tolerancje | Poziom złożoności | Koszt względny |
|---|---|---|---|---|
| Obrót CNC | Wały, sworznie, tuleje, pręty gwintowane, cylindryczne obudowy | ±0,001 cala do ±0,005 cala (±0,025 mm do ±0,127 mm) | Niski do średni | $ (Najbardziej opłacalne dla części okrągłych) |
| frezarka CNC 3-osiowa | Płaskie elementy, uchwyty, obudowy, proste kieszenie i otwory | ±0,001 cala do ±0,005 cala (±0,025 mm do ±0,127 mm) | Średni | $$ (Standard dla części pryzmatycznych) |
| frezarka CNC z 5 osiami | Łopatki turbin, wirniki, implanty medyczne, konstrukcje lotnicze i kosmiczne, złożone formy | ±0,0005 cala do ±0,002 cala (±0,013 mm do ±0,05 mm) | Wysoki | $$$ (Premium dla skomplikowanych geometrii) |
| Frezowanie szwajcarskie | Miniatury śrub, szczyty medyczne, styki elektroniczne, elementy zegarków | ±0,0002 cala do ±0,001 cala (±0,005 mm do ±0,025 mm) | Wysoki | $$$ (Specjalistyczne dla małych średnic) |
Zwróć uwagę, jak części obrabiane frezarką CNC i części obrabiane tokarką CNC spełniają zasadniczo różne wymagania projektowe. Precyzyjna obróbka CNC nie polega na wybraniu najbardziej zaawansowanej opcji – chodzi o dopasowanie możliwości technologicznych do rzeczywistych potrzeb projektu.
Wiele platform internetowych oferuje obecnie zautomatyzowane rekomendacje procesów na podstawie przesłanej przez użytkownika geometrii. Jednak zrozumienie tych różnic pozwala zweryfikować te sugestie oraz podejmować świadome decyzje w przypadku projektów leżących na granicy różnych kategorii.
Po wybraniu odpowiedniego procesu kolejnym kluczowym etapem jest wybór spośród dziesiątek dostępnych materiałów — każdy z nich charakteryzuje się innymi właściwościami, które bezpośrednio wpływają na wydajność, obracalność i koszt.
Kompletny przewodnik po doborze materiałów do projektów CNC
Wybrałeś(-aś) metodę obróbki. Teraz pojawia się pytanie, które bezpośrednio wpływa na wydajność, trwałość i koszt Twojego elementu: który materiał wybrać? Ta decyzja wpływa na wszystko – od szybkości, z jaką można wykonać obróbkę elementu, po jego zachowanie pod wpływem rzeczywistych obciążeń.
Większość platform internetowych oferuje dziesiątki materiałów do obróbki CNC, ale rzadko wyjaśnia dLACZEGO dlaczego warto wybrać jeden z nich zamiast innego. Zmieńmy to. Niezależnie od tego, czy potrzebujesz lekkiej wytrzymałości aluminium CNC, czy odporności na zużycie brązu przeznaczonego do obróbki skrawaniem, zrozumienie właściwości materiałów pozwala na znalezienie optymalnego kompromisu między wydajnością a budżetem.
Metale do zastosowań wymagających wytrzymałości i trwałości
Metale pozostają podstawą precyzyjnej produkcji . Ich połączenie wytrzymałości, przewodności cieplnej oraz trwałości czyni je niezastąpionymi w zastosowaniach obciążonych, obudowach oraz elementach narażonych na surowe warunki środowiskowe.
Aluminium dominuje w sieciowym obszarze CNC z dobrych powodów. Obrabia się szybko, koszt jego produkcji jest niższy, a stosunek wytrzymałości do masy jest doskonały. Stopy takie jak 6061-T6 zapewniają dobrą odporność na korozję i możliwość spawania, co czyni je idealnym wyborem na obudowy, uchwyty i produkty konsumenckie. W przypadku zastosowań wymagających wyższej wytrzymałości stop 7075-T6 oferuje wydajność zbliżoną do niektórych stali — choć przy wyższym koszcie materiałowym.
Stal stal wkracza w grę, gdy potrzebujesz czystej wytrzymałości. Stale węglowe, takie jak 1018, dobrze się obrabiają i nadają się do różnych rodzajów obróbki cieplnej. Dla narzędzi hartowanych lub elementów odpornych na zużycie stal 4140 w stanie wstępnie utwardzonym oferuje praktyczną równowagę właściwości. Jednak gęstość stali oznacza cięższe części, a jej odporność zwiększa czas obróbki w porównaniu do aluminium.
Stal nierdzewna łączy odporność na korozję z satysfakcjonującą wytrzymałością. Stal nierdzewna klasy 304 nadaje się do większości zastosowań ogólnego przeznaczenia, podczas gdy stal klasy 316 wyróżnia się w środowiskach morskich i chemicznych. Jaka jest cena tego zalety? Stal nierdzewna ulega rozgrzaniu plastycznemu podczas cięcia, co wymaga niższych prędkości obróbki oraz zastosowania specjalistycznych narzędzi – co z kolei powoduje wzrost kosztów produkcji.
Mosiądz i brąz mają unikalne zalety. Mosiądz doskonale nadaje się do obróbki skrawaniem, zapewniając doskonałe wykończenie powierzchni przy minimalnym zużyciu narzędzi. Jest idealny do elementów dekoracyjnych, komponentów elektrycznych oraz połączeń. Warianty brązu przeznaczone do obróbki CNC, takie jak brąz łożyskowy C932, świetnie sprawdzają się w zastosowaniach łożyskowych i wтуłkowych dzięki swojej naturalnej smarowości oraz właściwościom odporności na zużycie. Podczas obróbki brązu należy pamiętać, że jest on nieco droższy od mosiądzu, ale jego zastosowanie jest uzasadnione w przypadku komponentów krytycznych pod względem tarcia.
Tworzywa inżynierskie do zastosowań specjalistycznych
Gdy ważniejsze są masa, izolacja elektryczna lub odporność chemiczna niż surowa wytrzymałość, tworzywa inżynierskie zapewniają wyjątkową wydajność. Materiały te często zastępują metale w zastosowaniach, w których ich unikalne właściwości uzasadniają taką zamianę.
Delrin (POM/acetale) delrin wyróżnia się jako materiał delrin przeznaczony do precyzyjnych elementów mechanicznych. Ten plastik delrin charakteryzuje się wyjątkową stabilnością wymiarową, niskim współczynnikiem tarcia oraz imponującą odpornością na zużycie. Jego sztywność i odporność na pełzanie czynią go idealnym wyborem do zastosowań takich jak zębniki, łożyska i mechanizmy ślizgowe, gdzie kluczowe jest stałe zachowanie wysokiej wydajności w czasie. Delrin łatwo się obrabia — uzyskuje się czyste cięcia, ścisłe допусki i gładkie powierzchnie.
Nylon (PA) zapewnia większą elastyczność i odporność na uderzenia niż Delrin. Obróbka frezowaniem poliamidu sprawdza się dobrze w przypadku elementów, które muszą pochłaniać energię uderzenia lub giąć się pod obciążeniem. Jednak poliamid przeznaczony do obróbki frezowaniem pochłania wilgoć ze środowiska, co może wpływać na wymiary oraz właściwości mechaniczne. Ta higroskopijność oznacza, że elementy z poliamidu mogą nieznacznie zmieniać swoje wymiary w warunkach wilgotnego powietrza — czynnik kluczowy przy zastosowaniach wymagających dużej precyzji.
Kiedy więc Delrin przewyższa poliamid?
- Wyższą stabilność wymiarową przy zmiennej wilgotności
- Niższe współczynniki tarcia w zastosowaniach ślizgowych
- Ścisłe допусki i gładkie powierzchnie
- Odporność na pełzanie pod długotrwałym obciążeniem
Wybierz poliamid, gdy potrzebujesz:
- Wyższej odporności na uderzenia i zmęczenie materiału
- Większej elastyczności i wydłużenia
- Niższych kosztów materiału w zastosowaniach mniej krytycznych
Poliwęglan pojawia się na scenie, gdy ważna jest przejrzystość optyczna lub ekstremalna odporność na uderzenia. Jest znacznie bardziej wytrzymałym materiałem niż akryl, zachowując przy tym przezroczystość. Pokrywy ochronne, szyby obserwacyjne oraz elementy bezpieczeństwa często wykonuje się z poliwęglanu. Jednakże poliwęglan łatwiej poddaje się zadrapaniom niż szkło i wymaga ostrożnego obchodzenia się podczas obróbki mechanicznej, aby zapobiec pękaniu spowodowanemu naprężeniami.
Wybór materiałów w oparciu o zastosowanie
Wybór materiału nie ogranicza się tylko do jego właściwości — chodzi o dopasowanie tych właściwości do konkretnych wymagań aplikacji przy jednoczesnym kontrolowaniu kosztów. Poniżej znajduje się szczegółowa porównawcza tabela ułatwiająca podejmowanie decyzji:
| Materiał | Podstawowe właściwości | Najlepsze zastosowania | Ocena łatwości obróbki | Poziom kosztów |
|---|---|---|---|---|
| Aluminum 6061-T6 | Lekki, odporny na korozję, nadający się do spawania | Obudowy, uchwyty, produkty konsumenckie, radiatory | Doskonały | $ |
| Aluminium 7075-T6 | Wysoka wytrzymałość, odporność na zmęczenie | Konstrukcje lotnicze i kosmiczne, elementy poddawane wysokim naprężeniom | Dobre | $$ |
| Stal 1018 | Plastyczny, łatwo spawalny, nadający się do hartowania powierzchniowego | Wały, sworznie, ogólne części mechaniczne | Dobre | $ |
| Stal 4140 | Wysoka wytrzymałość, nadający się do obróbki cieplnej | Zębniki, wały, elementy narzędziowe | Umiarkowany | $$ |
| Stal nierdzewna 304 | Odporny na korozję, niemagnetyczny | Sprzęt spożywczy, medyczny, wyposażenie morskie | Umiarkowany | $$ |
| Stal nierdzewna 316 | Wyższa odporność na korozję | Przetwórstwo chemiczne, przemysł morski, implanty medyczne | Umiarkowany | $$$ |
| Mosiądz C360 | Doskonała obrabialność, przewodnictwo elektryczne | Złącza elektryczne, elementy dekoracyjne, kołnierze | Doskonały | $$ |
| Brąz C932 | Odporny na zużycie, samosmarujący się | Wтуłki, łożyska, pierścienie oporowe | Bardzo dobrze. | $$ |
| Delrin (POM) | Niskie tarcie, stabilność wymiarowa, sztywność | Zębniki, łożyska, precyzyjne mechanizmy | Doskonały | $$ |
| Nylon 6/6 | Odporność na uderzenia, elastyczność, wytrzymałość | Płytki przeciwzużyciowe, wałki toczne, elementy konstrukcyjne | Dobre | $ |
| Poliwęglan | Przezroczystość, odporność na uderzenia | Szkła obserwacyjne, osłony ochronne, soczewki | Dobre | $$ |
Kiedy aluminium przewyższa stal? Aluminium wygrywa tam, gdzie liczy się masa, gdzie ważna jest odporność na korozję oraz tam, gdzie szybsza obróbka skraca koszty. Stal wygrywa tam, gdzie priorytetem jest maksymalna wytrzymałość, twardość lub odporność na zużycie – oraz tam, gdzie masa nie stanowi ograniczenia.
Ocena obrabialności ma bezpośredni wpływ na wynik finansowy. Materiały o ocenie „doskonała” są szybciej frezowane, wymagają mniejszej liczby wymian narzędzi i zapewniają lepszą jakość powierzchni bezpośrednio po obróbce na maszynie. Zgodnie z badaniami branżowymi dotyczącymi doboru materiałów do obróbki CNC, obrabialność materiału wpływa bezpośrednio na czas i koszty – materiały o dobrej obrabialności można przetwarzać szybciej i wymagają one mniejszej liczby wymian narzędzi, co zmniejsza ogólne wydatki.
Dokładnie przeanalizuj kompromisy między kosztem a wydajnością. Część wykonana z mosiądzu może być droższa pod względem surowca niż część z aluminium, jednak jeśli mosiądz zapewnia wymagane właściwości odporności na zużycie, podczas gdy aluminium ulega awarii w trakcie eksploatacji, wyższy początkowy koszt pozwala uniknąć kosztownych wymian w terenie.
Ponad właściwościami materiału istotne są również certyfikaty w branżach objętych regulacjami. Raporty badań materiału (MTR) stanowią udokumentowane potwierdzenie składu chemicznego i właściwości mechanicznych — są one niezbędne w zastosowaniach lotniczych, medycznych oraz motocyklowych i samochodowych. Zamawiając za pośrednictwem platform internetowych, upewnij się, że wybrany materiał oferuje odpowiednie opcje certyfikacji.
Po wybraniu materiału kolejnymi kluczowymi czynnikami — dokładnością wykonania (tolerancjami) oraz jakością powierzchni — decydującymi o tym, czy Twoja część spełni wymagania funkcjonalne, czy też nie osiągnie oczekiwanych standardów.
Tolerancje i wykończenia powierzchni wyjaśnione na przykładzie rzeczywistych zastosowań
Wybrałeś proces obróbki i dobrałeś idealny materiał. Teraz nadszedł czas na decyzję, która sprawia trudności nawet doświadczonym inżynierom: jak ścisłe powinny być tolerancje, a jaki wykończenie powierzchni jest rzeczywiście potrzebne? Określenie ich zbyt luźno spowoduje, że wyprodukowane części nie będą działać prawidłowo. Z kolei nadmiernie ścisłe tolerancje znacznie podniosą koszty bez rzeczywistej korzyści.
Oto czego większość platform nie powie Ci otwarcie: tolerancja 0,001 cala, którą właśnie zamierzasz określić, może podwoić koszt Twoich części i potroić czas realizacji zamówienia. Zrozumienie, kiedy usługi precyzyjnej obróbki uzasadniają swoją wyższą cenę – a kiedy standardowe tolerancje działają doskonale – pozwala zaoszczędzić pieniądze i jednocześnie zapewnić, że części wykonane metodą precyzyjnej obróbki będą działać dokładnie zgodnie z oczekiwaniami.
Jakie tolerancje są naprawdę potrzebne?
Dopuszczalne odchylenie określa, o ile wymiar może się różnić od swojej podanej wartości. Gdy detal wykonany na frezarce CNC ma wymiar 25,00 mm z dopuszczalnym odchyleniem ±0,10 mm, to każdy pomiar w zakresie od 24,90 mm do 25,10 mm spełnia wymagania kontroli jakości. Wydaje się to proste. Jednak skutki produkcyjne związane z zawężeniem tego odchylenia są czymś zupełnie innym niż proste.
Standardowe dopuszczalne odchylenia obróbkowych — zwykle ±0,10 mm (±0,004 cala) — wystarczają w większości zastosowań ogólnego przeznaczenia i zapewniają efektywność procesu. Zakład obróbkowy pracuje w normalnym tempie, stosuje standardowe narzędzia i przeprowadza rutynowe kontrole jakości. Przejście do precyzyjnych dopuszczalnych odchyleń wynoszących ±0,025 mm (±0,001 cala) powoduje zmianę wszystkiego. Konieczne stają się pomieszczenia ze sterowaną temperaturą. Maszyny wymagają stabilizacji termicznej. Procedury kontroli jakości znacznie się rozszerzają. Zgodnie z badaniami nad kosztami produkcji , przejście od standardowych do precyzyjnych dopuszczalnych odchyleń zazwyczaj podwaja koszty, natomiast specyfikacje ultra-precyzyjne mogą zwiększyć wydatki nawet 24-krotnie.
Kiedy więc bardziej restrykcyjne tolerancje uzasadniają dodatkowe inwestycje? Rozważ następujące scenariusze:
- Powierzchnie stykowe: Gdy dwa frezowane CNC elementy muszą pasować do siebie z dużą precyzją — np. wał w łożysku lub tłok w cylindrze
- Interfejsy montażowe: Gdy Twój element łączy się z innymi elementami precyzyjnymi przy minimalnej luźności
- Zastosowania uszczelniające: Gdy uszczelki lub pierścienie O-ring wymagają określonego stopnia ucisku, aby działać poprawnie
- Obroty wysokiej prędkości: Gdy niestaranność w zakresie ścisłych tolerancji spowodowałaby drgania lub przedwczesny awarię
Dla wymiarów niekrytycznych — obszarów usuwania materiału, otworów luzowych lub cech estetycznych — standardowe tolerancje zazwyczaj działają doskonale. Najdroższą tolerancją jest często ta, która nie przynosi żadnej korzyści funkcjonalnej.
| Klasa tolerancji | Zakres typowy | Zastosowania | Wpływ na koszty |
|---|---|---|---|
| Standardowy / komercyjny | ±0,13 mm (±0,005 cala) | Ogólne części mechaniczne, uchwyty, obudowy, cechy niekrytyczne | Wartość bazowa ($) |
| Precyzja | ±0,025 mm (±0,001") | Powierzchnie stykowe, pasowania łożysk, interfejsy montażowe, komponenty hydrauliczne | 2× poziom podstawowy ($$) |
| Wysoka Precyzja | ±0,013 mm (±0,0005″) | Konstrukcje lotnicze i kosmiczne, implanty medyczne, uchwyty optyczne, przyrządy pomiarowe | 4–8× poziom podstawowy ($$$) |
| Ultra precyzja | ±0,0025 mm (±0,0001 cala) | Sprzęt metrologiczny, oprzyrządowanie półprzewodnikowe, specjalistyczne instrumenty naukowe | 24×+ poziom podstawowy ($$$$) |
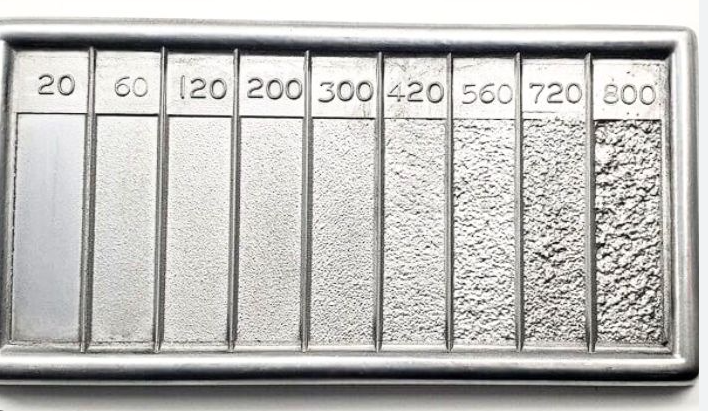
Opcje wykończenia powierzchni oraz sytuacje, w których są one istotne
Wykończenie powierzchni opisuje teksturę zewnętrznej powierzchni elementu na poziomie mikroskopowym. Mierzy się je jako Ra (średnia chropowatość) — niższe wartości oznaczają gładziejszą powierzchnię. Jednak praktyczne znaczenie ma to, że wykończenie powierzchni wpływa na tarcie, zużycie, odporność na korozję oraz wygląd.
Gdy części są obrabiane frezarką CNC, uzyskuje się wykończenie „jak-po-obróbce”. Pozostają widoczne ślady narzędzi, ale dla komponentów wewnętrznych lub elementów, które później poddawane są dodatkowemu wykańczaniu, ten poziom podstawowy często wystarcza. Następnie dostępne są dodatkowe opcje, dostosowane do wymagań funkcjonalnych i estetycznych:
- Jak-po-obróbce (Ra 3,2 μm / 125 μin): Standardowe wykończenie maszynowe z widocznymi śladami narzędzi. Idealne dla elementów wewnętrznych, prototypów lub części podlegających dodatkowemu wykańczaniu. Najtańsza opcja.
- Gładkie wykończenie maszynowe (Ra 1,6 μm / 63 μin): Zmniejszone ślady narzędzi dzięki zoptymalizowanym parametrom frezowania. Nadaje się do ogólnego użytku na widocznych powierzchniach oraz powierzchniach styku.
- Precyzyjne wykończenie maszynowe (Ra 0,8 μm / 32 μin): Minimalne widoczne ślady obróbki. Nadaje się do precyzyjnych połączeń, powierzchni uszczelniających oraz zastosowań estetycznych.
- Piaskowanie: Jednolita matowa tekstura maskująca ślady obróbki maszynowej. Zapewnia spójny wygląd wszystkich części oraz poprawia przyczepność farby. Często stosowane w połączeniu z anodowaniem, aby osiągnąć premiumowy wygląd produktu.
- Anodowanie (typ II lub typ III): Proces elektrochemiczny tworzący trwałą, odporną na korozję warstwę tlenku na aluminium. Dostępne w wielu kolorach. Anodowanie typu III (twarde) zapewnia znaczną odporność na zużycie w wymagających zastosowaniach.
- Powłoka proszkowa: Trwała powłoka malarska dostępna w praktycznie dowolnym kolorze. Zwiększa grubość o 0,05–0,15 mm — co jest kluczowe dla elementów wymagających ścisłej dokładności wymiarowej i często potrzebujących maskowania.
- Elektropolerowana: Proces chemiczny zapewniający lustrzane wykończenie powierzchni ze stali nierdzewnej. Zmniejsza chropowatość powierzchni, jednocześnie poprawiając odporność na korozję. Stosowany powszechnie w sprzęcie medycznym i przetwórstwie spożywczym.
- Czarny tlenek: Powłoka konwersyjna stosowana na stal, zapewniająca umiarkowaną odporność na korozję oraz atrakcyjny czarny wygląd. Powoduje minimalne zmiany wymiarowe.
Wybór wykończenia powierzchni ma bezpośredni wpływ na złożoność procesu produkcyjnego. Jak wyjaśnia badanie procesów wykańczania, malowanie proszkowe i anodowanie powodują dodatkową grubość warstwy materiału, która może zakłócać osiągnięcie ścisłych tolerancji, wymagając maskowania kluczowych cech — procesu ręcznego, czasochłonnego, który zwiększa zarówno koszty, jak i czas realizacji.
Osiąganie równowagi między precyzją a budżetem
Różne branże podejmują kwestie dopuszczalnych odchyłek i wykończenia z zasadniczo odmiennych punktów widzenia. W zastosowaniach lotniczych często przekraczane są granice precyzji ze względu na ograniczenia związane z masą oraz wymagania bezpieczeństwa — każdy gram ma znaczenie, gdy leci się w powietrzu. Urządzenia medyczne stawiają na spójne i niezawodne wytwarzanie zapewniające bezpieczeństwo pacjentów. Produkty konsumenckie zwykle balansują pomiędzy atrakcyjnością wizualną a efektywnością kosztową.
Najmądrzejszym podejściem jest stosowanie ścisłych dopuszczalnych odchyłek wyłącznie tam, gdzie tego wymaga funkcja. Należy utworzyć hierarchię dopuszczalnych odchyłek:
- Wymiary krytyczne: Elementy wpływające na dopasowanie, funkcjonalność lub bezpieczeństwo — należy określić ścisłe dopuszczalne odchyłki
- Wymiary istotne: Elementy wpływające na montaż lub wydajność — należy stosować standardowe dopuszczalne odchyłki z jasno określonymi wymaganiami dotyczącymi kontroli
- Wymiary odniesienia: Elementy niestotne — można zaakceptować to, co proces produkcyjny generuje naturalnie
Temperatura ma również większy wpływ, niż wiele inżynierów sobie zdaje sprawę. Aluminium o długości 300 mm rozszerza się o około 0,07 mm przy zmianie temperatury o 10 °C. Określenie tolerancji ścislejszych niż przewidywane wahania termiczne stwarza niemożliwą sytuację produkcyjną.
Przy przesyłaniu projektu do usługi CNC online należy zwrócić uwagę na uwagi DFM (projektowanie z myślą o wykonalności produkcyjnej), które wskazują na niepotrzebnie ścisłe tolerancje. Wiele systemów sugeruje teraz automatycznie, gdzie można złagodzić specyfikacje bez wpływu na funkcjonalność – co pozwala zaoszczędzić koszty, zachowując przy tym jakość usług precyzyjnej obróbki skrawaniem wymaganą przez Twoje zastosowanie.
Gdy tolerancje i powierzchnie zostały zrozumiane, możesz przejść do pełnego cyklu zamówienia – od prawidłowego przygotowania plików CAD po śledzenie przebiegu produkcji i dostawy swoich elementów.
Pełny cykl zamówienia: od przesłania pliku CAD do dostarczenia gotowego elementu
Wybrałeś/aś swój proces, materiał oraz określiłeś/aś tolerancje zapewniające odpowiedni balans między precyzją a budżetem. Nadszedł moment prawdy: faktyczne złożenie zamówienia. Co dzieje się po kliknięciu przycisku „prześlij”? Co dzieje się w tle, zanim Twoje części wykonane metodą frezowania CNC dotrą do Ciebie?
Zrozumienie tego przepływu pracy przekształca Cię z biernego klienta w świadomego partnera w procesie produkcyjnym. Gdy znasz to, co dzieje się na każdym etapie, możesz przygotować lepsze pliki, dokładniej przewidywać harmonogramy oraz unikać typowych błędów, które opóźniają projekty i powodują wzrost kosztów.
Przygotowanie plików CAD do sukcesu
Twoja maszyna CNC jest tak dobra, jak plik, który jej przekazujesz. To nie przesadna metafora – to rzeczywistość produkcyjna. Niekompletna geometria, nieodpowiednie formaty plików lub nadmiernie skomplikowane modele powodują problemy o charakterze łańcuchowym, które przenikają przez cały proces produkcji.
Zacznij od odpowiedniego formatu pliku. Zgodnie z najlepszymi praktykami branżowymi dotyczącymi przygotowywania plików CNC poniższe formaty najlepiej sprawdzają się w przypadku usług online CNC:
- STEP (.stp, .step): Uniwersalny standard dla CNC. Dokładnie zachowuje geometrię brył i działa z praktycznie każdym systemem CAM
- IGES (.igs, .iges): Starszy format, który nadal jest szeroko obsługiwany. Dobrze sprawdza się w przypadku modeli powierzchniowych, ale czasem może prowadzić do utraty danych podczas konwersji
- Parasolid (.x_t, .x_b): Format natywny dla SolidWorks oraz wielu systemów CAM. Zapewnia doskonałe zachowanie geometrii
- Natywne pliki CAD: Niektóre platformy akceptują bezpośrednio pliki SolidWorks, Fusion 360 lub Inventor
Unikaj formatów opartych na siatce (mesh), takich jak STL lub OBJ, w zastosowaniach frezarskich. Choć są one idealne do druku 3D, to przedstawiają gładkie krzywe jako zestaw małych trójkątów, co utrudnia generowanie ścieżek narzędzia. Pięknie zaprojektowany promień staje się wówczas przybliżeniem wielościennym, którego nie da się obrabiać z wymaganą dokładnością.
Przed wyeksportowaniem przejdź przez tę krótką listę kontrolną:
- Upewnij się, że model stanowi zamkniętą, szczelną bryłę — bez otwartych powierzchni ani szczelin
- Usuń zduplikowaną lub nachodzącą na siebie geometrię, która może wprowadzać w błąd oprogramowanie CAM
- Wyeliminuj bardzo cienkie ścianki (grubość poniżej 0,5 mm dla metali, 1,0 mm dla tworzyw sztucznych)
- Sprawdź, czy narożniki wewnętrzne mają zaokrąglenia (fillety) zgodne z dostępnymi promieniami narzędzi
- Potwierdź poprawność jednostek — błędy związane z milimetrami a calami są zaskakująco częste
Harmonogram od oferty do dostawy
Gdy plik jest gotowy, proces zamawiania przebiega w logicznej kolejności. Oto dokładnie, co dzieje się na każdym etapie:
- Przesyłanie pliku i natychmiastowa analiza: Przesyłasz swój plik CAD przez portal platformy. W ciągu kilku sekund zautomatyzowane algorytmy analizują geometrię, obliczają objętość usuwanego materiału oraz identyfikują potencjalne wyzwania produkcyjne. Większość platform obsługuje przesyłanie zbiorcze dla zamówień obejmujących wiele części.
- Dobór specyfikacji: Wybierasz materiał, ilość, wymagania dotyczące dopuszczalnych odchyłek oraz wykończenie powierzchni. System ponownie oblicza cenę w czasie rzeczywistym w miarę modyfikowania parametrów — ułatwiając znalezienie optymalnego kompromisu między wydajnością a budżetem.
- Analiza konstrukcji pod kątem łatwości produkcji (DFM): Algorytmy platformy lub inżynierowie (w przypadku skomplikowanych części) oceniają projekt pod kątem ograniczeń produkcyjnych. Otrzymasz informacje zwrotne dotyczące elementów, które mogą stwarzać problemy: zbyt cienkie ścianki, zbyt głębokie otwory, wklęsłości wymagające specjalnego narzędziowania. Ten etap zapobiega drogim niespodziankom w późniejszym etapie.
- Generowanie oferty cenowej: Otrzymujesz wiążącą ofertę zawierającą cenę jednostkową, opłaty za przygotowanie (jeśli mają zastosowanie), czas realizacji oraz opcje wysyłki. Oferty na obróbkę CNC w trybie online są zwykle dostępne w ciągu kilku minut dla standardowych części — w porównaniu do kilku dni przy tradycyjnych kanałach.
- Potwierdzenie zamówienia i płatność: Po zatwierdzeniu oferty przetwarzanie płatności uruchamia planowanie produkcji. Twoje zamówienie trafia do kolejki produkcyjnej z potwierdzoną datą dostawy.
- Produkcja: Twoje niestandardowe części obrabiane CNC wchodzą w fazę produkcji. Programiści CNC generują zoptymalizowane ścieżki narzędzi na podstawie Twojego modelu geometrycznego. Operatorzy konfigurują maszyny, weryfikują pierwsze egzemplarze i uruchamiają produkcję. Systemy kontroli jakości monitorują dokładność wymiarową na każdym etapie.
- Kontrola jakości: Gotowe części podlegają weryfikacji wymiarowej zgodnie z Twoimi specyfikacjami. W zależności od Twoich wymagań obejmuje to albo kontrolę wybranych kluczowych wymiarów, albo pełną inspekcję za pomocą maszyny pomiarowej CMM z szczegółowymi raportami.
- Wykończenie i obróbka końcowa: Jeśli określiłeś/-aś powłoki powierzchniowe — anodowanie, malowanie proszkowe, pokrywanie metalami — części przechodzą do operacji wtórnych przed ostatecznym zapakowaniem.
- Wysyłka i dostawa: Części są starannie pakowane, aby zapobiec uszkodzeniom podczas transportu. Informacje śledzeniowe pozwalają śledzić postęp zamówienia aż do momentu doręczenia części wykonanych na frezarce CNC do Twoich drzwi.
Cały cykl usług obróbki prototypów trwa zazwyczaj od 3 do 10 dni roboczych, w zależności od złożoności projektu, dostępności materiałów oraz wymagań dotyczących wykończenia. W przypadku produkcji seryjnej terminy są naturalnie dłuższe, ale korzystają one z osiągniętych korzyści efektywnościowych, które obniżają koszt pojedynczej części.
Unikanie typowych błędów przy przesyłaniu plików
Po przetworzeniu tysięcy zamówień platformy internetowe wielokrotnie identyfikują te same, łatwe do uniknięcia błędy. Unikanie tych błędów przyspiesza realizację Twojego zamówienia i zapobiega kosztownym korektom.
Brakujące lub niepoprawne допусki: Jeśli nie określono dopuszczalnych odchyłek wymiarowych, producenci stosują swoje standardowe wartości (zwykle ±0,13 mm). Może to być wystarczające — ale może też prowadzić do awarii montażu. Należy jednoznacznie określić krytyczne wymiary.
Niemogące istnieć narożniki wewnętrzne: Narzędzia tnące są okrągłe. Geometrycznie niemożliwe jest wykonanie wewnętrznego naroża o kącie 90 stopni. Należy albo dodać zaokrąglenia (fillety) o promieniach zgodnych ze standardowymi promieniami narzędzi (np. 3 mm, 5 mm, 6 mm), albo spodziewać się, że producent poprosi o wyjaśnienie — co wydłuży harmonogram realizacji o kilka dni.
Wyprowadzenia gwintów bez oznaczeń: Twój model CAD może zawierać otwory gwintowane, ale maszyny CNC wymagają jasnych i szczegółowych specyfikacji gwintu. W rysunku technicznym lub uwagach należy podać typ gwintu (UNC, metryczny), skok gwintu, głębokość gwintu oraz klasę dopasowania.
Brak rysunków 2D przy złożonych wymaganiach: Chociaż modele 3D stanowią podstawę obróbki, to rysunki 2D służą do przekazywania szczególnych wymagań, takich jak oznaczenia GD&T, specyfikacje chropowatości powierzchni na konkretnych ściankach lub kryteria kontroli jakości. W przypadku prototypowania CNC z prostymi kształtami często wystarczają same pliki 3D — jednak dla części produkcyjnych korzystne jest uzupełnienie ich rysunkami 2D.
Nadmierna restrykcyjność tolerancji: Określanie tolerancji ±0,01 mm dla każdej wymiaru świadczy o braku doświadczenia i powoduje zawyżenie ofert. Stosuj ścisłe tolerancje wyłącznie tam, gdzie tego wymaga funkcjonalność elementu. Doświadczeni inżynierowie potrafią odróżnić krytyczne pasowania od ogólnych wymiarów.
Praktyczna wskazówka zapewniająca szybsze realizacje: uprość cechy, które nie wpływają na funkcjonalność. Ten dekoracyjny fazet wymagający specjalnego narzędzia? Ta głęboka, wąska szpara, do której potrzebne są narzędzia o wydłużonej głowicy? Każda niestandardowa cecha zwiększa czas przygotowania maszyny. Gdy terminy są napięte, uproszczenie projektu często ma większy wpływ na czas realizacji niż przyspieszona wysyłka.
Optymalizacja kosztów opiera się na podobnej logice. Standardowe materiały (aluminium 6061, stal nierdzewna 304) są tańsze i dostępne w krótszym czasie niż egzotyczne stopy. Łuźniejsze tolerancje skracają czas kontroli jakości. Większe ilości rozprowadzają koszty przygotowania na większą liczbę części. Projektowanie z myślą o efektywnym uchwyteniu — płaskie dna, łatwo dostępne cechy, logiczna kolejność obróbki — skraca czas produkcji bez utraty jakości.
Gdy złożysz zamówienie i produkcja już trwa, zrozumienie czynników wpływających na cenę pozwala podejmować bardziej świadome decyzje dotyczące przyszłych projektów — a także potencjalnie obniżyć koszty bieżących zamówień przed ostatecznym ustaleniem specyfikacji.
Zrozumienie cen w obróbce CNC oraz optymalizacja kosztów
Czy kiedykolwiek zastanawiałeś się, dlaczego dwa pozornie podobne elementy otrzymujesz z zupełnie różnymi ofertami cenowymi na obróbkę CNC? Nie jesteś sam. Większość platform internetowych podaje jedynie liczbę, nie wyjaśniając, jak została ona obliczona. Ta brak przejrzystości pozostawia Cię w sytuacji domysłów, czy otrzymujesz sprawiedliwą cenę — czy też płacisz zbyt dużo za cechy, których w rzeczywistości nie potrzebujesz.
Oto prawda: koszty obróbki CNC nie są przypadkowe. Podlegają one przewidywalnym wzorcom, zależnym od konkretnych czynników, które możesz kontrolować. Zrozumienie tych czynników przekształca Cię z biernego kupującego w osobę zdolną strategicznie optymalizować konstrukcje pod kątem efektywności kosztowej. Odsłonijmy zasłonę i zobaczmy, co w rzeczywistości determinuje koszt obrabianego metalu.
Co faktycznie wpływa na koszty obróbki CNC
Każda oferta, którą otrzymujesz, odzwierciedla sześć głównych czynników wpływających na koszty. Niektóre z nich możesz kontrolować w fazie projektowania. Inne zależą od Twoich wymagań produkcyjnych. Wszystkie one oddziałują na siebie w sposób tworzący możliwości optymalizacji.
Wybór materiału wpływa na koszty na dwa sposoby. Po pierwsze, ceny surowców różnią się znacznie — tytan kosztuje około 20 razy więcej za kilogram niż aluminium. Po drugie, obrabialność wpływa na czas produkcji. Obróbka aluminium przebiega znacznie szybciej niż obróbka stali nierdzewnej, ponieważ miększe materiały pozwalają na wyższe prędkości posuwu i dłuższą żywotność narzędzi. Zgodnie z analizą kosztów przemysłowych aluminium kosztuje zwykle 1–3 USD za kilogram, podczas gdy cena tytanu mieści się w przedziale od 15 do 50 USD za kilogram.
Złożoność części bezpośrednio wpływa na czas obróbki — a czas to pieniądz. Skomplikowane geometrie wymagają wielu ustawień, specjalistycznego wyposażenia oraz wolniejszych prędkości skrawania, aby zachować dokładność. Prosty uchwyt może być obrabiany przez 15 minut. Skomplikowana obudowa z głębokimi kieszeniami i kątami złożonymi może wymagać godzin pracy.
Wymagania tolerancyjne powoduje wykładniczy wzrost kosztów. Standardowe допусki (±0,13 mm) są praktycznie darmowe przy standardowym obróbce. Dopasowane dopuszczenia (±0,025 mm) wymagają kontroli warunków środowiskowych, dokładnych pomiarów oraz wolniejszego procesu obróbki. Specyfikacje ultra-dokładne mogą zwiększyć koszty nawet o 24 razy lub więcej.
Ilość rozprasza koszty stałe na większą liczbę części. Opłaty za przygotowanie maszyn, czas programowania oraz inspekcja pierwszego egzemplarza występują jednorazowo niezależnie od tego, czy zamawiasz 1 czy 1000 części. Wyższe wolumeny znacznie obniżają udział tych kosztów stałych.
Opracowanie powierzchni wydłuża czas obróbki i czasem wymaga operacji wtórnych. Części po obróbce bez dodatkowej obróbki nie powodują żadnych dodatkowych kosztów. Powierzchnie szlifowane wymagają dodatkowych przejść. Anodowanie, malowanie proszkowe lub pokrywanie metalami stanowią osobne etapy procesu z własnymi kosztami.
Czas Oczekiwania prowadzi do naliczania opłat premiowych w przypadku pilnych zamówień. Przyspieszone zamówienia zakłócają harmonogram produkcji i mogą wymagać nadgodzin lub szybszego pozyskiwania materiałów.
| Czynnik | Poziom uszkodzenia | Strategia Optymalizacji |
|---|---|---|
| Dobór materiału | Wysoki | Wybierz łatwo dostępne materiały o dobrej obrabialności. Aluminium 6061 zamiast 7075; stal nierdzewna 304 zamiast 316, gdy wymagania dotyczące odporności na korozję tego pozwalają. |
| Złożoność części | Wysoki | Uprość cechy niemające funkcji użytkowych. Zmniejsz głębokość wcięć. Używaj standardowych promieni narzędzi dla narożników wewnętrznych. Podziel nadmiernie skomplikowane części na zespoły. |
| Specyfikacje Tolerancji | Wysoki | Stosuj ścisłe допусki wyłącznie na powierzchniach funkcyjnych zapewniających połączenie. Akceptuj standardowe допусki dla wymiarów niekrytycznych. |
| Ilość zamówienia | Wysoki | Zamawiaj partie produktów, aby rozprowadzić koszty przygotowania maszyn. Rozważ jednoczesne zamówienie przyszłych potrzeb, aby skorzystać z rabatów ilościowych. |
| Opracowanie powierzchni | Średni | Określ wykończenie „jak po obróbce”, jeśli wygląd nie ma znaczenia. Zastosuj piaskowanie zamiast polerowania, aby uzyskać jednolity wygląd przy niższych kosztach. |
| Czas Oczekiwania | Średni | Planuj z wyprzedzeniem, aby uniknąć opłat za realizację pilnych zamówień. Standardowy czas realizacji wynoszący 7–10 dni jest zwykle o 15–30% tańszy niż opcje przyspieszone. |
Inteligentne strategie obniżania kosztów części
Obniżanie kosztów nie oznacza akceptowania gorszej jakości. Oznacza to eliminację marnotrawstwa — niepotrzebnej precyzji, nadmiernie skomplikowanych cech konstrukcyjnych lub nieefektywnych rozwiązań projektowych, które wydłużają czas obróbki bez dodawania wartości funkcjonalnej.
Zacznij od kwestionowania każdej ścisłej tolerancji. Zgodnie z badaniami nad kosztami produkcji , domyślna tolerancja ±0,127 mm jest już dość dokładna i wystarczająca w większości zastosowań. Każde kolejne zawężenie tolerancji wydłuża czas kontroli, wymusza wolniejsze prędkości skrawania oraz zwiększa ryzyko odrzucenia części.
Projektuj elementy z myślą o efektywnym frezowaniu metali, unikając cech konstrukcyjnych wymagających specjalistycznego narzędzi. Głębokie, wąskie rowki wymuszają użycie frezów o przedłużonym sięgnięciu, które uginają się pod obciążeniem i wymagają niższych posuwów. Cienkie ścianki potrzebują starannego podparcia oraz delikatnego skrawania. Otwory o niestandardowych średnicach wymagają niestandardowych wierteł zamiast gotowych narzędzi dostępnych na rynku.
Rozważ następujące praktyczne optymalizacje:
- Zwiększ promienie wewnętrznych narożników dostosuj promienie zaokrągleń do standardowych średnic frezów końcowych (3 mm, 5 mm, 6 mm). Większe promienie pozwalają na szybsze skrawanie i wydłużają żywotność narzędzi.
- Ogranicz głębokość wnęk do czterokrotnej szerokości. Głębsze kieszenie wymagają specjalistycznego narzędzi i znacznie wolniejszych posuwów.
- Używaj standardowych średnic otworów projektuj otwory o średnicach odpowiadających powszechnie stosowanym średnicom wierteł, a nie dowolnym wymiarom.
- Unikaj niepotrzebnych specyfikacji chropowatości powierzchni na powierzchniach wewnętrznych lub ukrytych.
- Projekt płaskich podstaw dla stabilnego mocowania elementów zamiast konieczności stosowania niestandardowych uchwytników.
W przypadku małych zamówień na obróbkę CNC koszty przygotowania często przekraczają łączne koszty materiału i czasu obróbki. Pojedynczy, złożony element może kosztować 150 USD, ale zamówienie dziesięciu takich samych elementów może kosztować jedynie 300 USD — ponieważ przygotowanie odbywa się tylko raz. Zawsze rozważ, czy zamówienie nieco większej ilości niż natychmiastowa potrzeba ma sens ekonomiczny.
Zniżki ilościowe i cenowanie wg objętości
Ceny hurtowe w usługach niestandardowej obróbki CNC podlegają przewidywalnemu wzorcowi. Produkcja pierwszego egzemplarza obciąża najbardziej koszt jednostkowy, ponieważ obejmuje programowanie, przygotowanie maszyny oraz walidację procesu. Każdy kolejny element korzysta z osiągniętych zysków wydajności.
Obliczenia działają bardzo na Twoją korzyść. Dane rzeczywiste dotyczące cen pokazują, że cena jednostkowa elementu wynosząca 134 GBP dla pojedynczego egzemplarza spada do 38 GBP za sztukę przy zamówieniu 10 sztuk — czyli o 70%. Przy zamówieniu 100 sztuk cena jednostkowa spada do 13 GBP, co stanowi 90% obniżki w porównaniu do ceny za pojedynczy egzemplarz.
To nie magia – to ekonomia produkcji. Programista CNC tworzy ścieżki narzędziowe jednorazowo. Tokarz przygotowuje uchwyty na przedmiot obrabiany jednorazowo. Kontrola jakości ustala protokoły pomiarowe jednorazowo. Wszystkie te koszty stałe rozkładają się na całe zamówienie.
Mądrzy zakupujący wykorzystują tę zasadę na kilka sposobów:
- Konsoliduj zamówienia zamiast składać wiele małych zamówień w różnych terminach
- Zamawiaj prototypy małymi partiami (5–10 sztuk) zamiast pojedynczych egzemplarzy podczas testowania kolejnych wersji
- Prognozuj potrzeby produkcyjne i zobowiązuj się do większych ilości w celu uzyskania lepszych cen
- Negocjuj zamówienia ramowe na bieżące zapotrzebowanie z zaplanowanymi etapami realizacji
Jednak ilość nie zawsze jest rozwiązaniem. W przypadku obróbki prototypów lub weryfikacji projektu zamawianie setek części przed potwierdzeniem ich funkcjonalności prowadzi do marnowania zasobów. Optymalne podejście polega na zrównoważeniu bieżących potrzeb z realistycznymi oszczędnościami wynikającymi z objętości zamówienia – nigdy nie zamawiaj więcej, niż rzeczywiście użyjesz, wyłącznie po to, by osiągnąć korzystniejszą cenę.
Gdy zrozumiano czynniki wpływające na cenę, kolejnym krokiem jest ocena, które z internetowych dostawców usług CNC rzeczywiście zapewniają jakość, certyfikaty i komunikację wymagane przez Twoje projekty.
Jak oceniać i porównywać internetowych dostawców usług CNC
Dowiedziałeś się, jak działa ustalanie cen oraz jakie czynniki wpływają na koszty. Ale istnieje pytanie równie istotne: skąd wiedzieć, który dostawca rzeczywiście wykona części wysokiej jakości w terminie? Nie wszystkie internetowe usługi CNC działają na tym samym poziomie standardów. Niektóre firmy stosują rygorystyczne systemy zapewnienia jakości i posiadają certyfikowane procesy. Inne funkcjonują jako pośrednicy, łączący klientów z nieznanymi warsztatami maszynowymi o zmiennych możliwościach technicznych.
Wybór niewłaściwego dostawcy nie tylko marnuje pieniądze — powoduje opóźnienia projektów, problemy z montażem i potencjalnie szkodzi Twojej reputacji wobec własnych klientów. Dobrą wiadomością jest to, że istnieją obiektywne kryteria oceny, które pozwalają rozróżnić sprawdzonych partnerów od ryzykownych prób.
Certyfikaty, które rzeczywiście mają znaczenie
Certyfikaty branżowe to nie tylko efektowne logo na stronie internetowej. Reprezentują one udokumentowane potwierdzenie, że producent stosuje standaryzowane procesy zapewniania jakości, weryfikowane przez niezależnych audytorów. Zgodnie z badaniami nad certyfikacjami produkcyjnymi, certyfikaty stanowią filary, które wspierają i potwierdzają każdy etap procesu produkcyjnego w ramach systemu zarządzania jakością.
Ale które certyfikaty mają rzeczywiście znaczenie dla Państwa zastosowania? Oto, co każdy z głównych certyfikatów oznacza:
ISO 9001 ustala podstawowe wymagania dotyczące systemów zarządzania jakością na całym świecie. Potwierdza, że zakład utrzymuje udokumentowane procedury, monitoruje wskaźniki wydajności oraz podejmuje działania korygujące w przypadku odstępstw od ustalonych wymagań. Jeśli dostawca nie posiada nawet tego podstawowego certyfikatu, należy postępować z maksymalną ostrożnością.
AS9100D opiera się na normie ISO 9001, uzupełniając ją wymaganiami specyficznymi dla branży lotniczej, w tym rygorystycznym zarządzaniem ryzykiem, ścisłą dokumentacją oraz kontrolą integralności produktu w ramach złożonych łańcuchów dostaw. Każde części przeznaczone na zastosowania lotnicze powinny pochodzić z zakładów certyfikowanych zgodnie z normą AS9100D.
IATF 16949 reguluje systemy zarządzania jakością w przemyśle motocyklowym i samochodowym, łącząc zasady normy ISO 9001 z wymaganiami sektorowymi dotyczącymi ciągłej poprawy, zapobiegania wadom oraz rygorystycznej kontroli dostawców. Jeśli produkujesz warsztaty CNC w pobliżu mnie do zastosowań motocyklowych i samochodowych, certyfikat ten jest obowiązkowy.
ISO 13485 obejmuje produkcję wyrobów medycznych i wprowadza surowe wymagania dotyczące projektowania, śledzalności oraz łagodzenia ryzyka. Składniki medyczne wymagają tego certyfikatu, aby spełnić wymogi organów regulacyjnych oraz zagwarantować bezpieczeństwo pacjentów.
NADCAP akredytacja koncentruje się szczególnie na specjalnych procesach kluczowych dla przemysłu lotniczego i obronnego — obróbce cieplnej, przetwarzaniu chemicznym oraz badaniach nieniszczących. Stanowi to dodatkowy poziom zapewnienia jakości poza ogólnymi certyfikatami.
Pytania, które warto zadać przed złożeniem zamówienia
Certyfikaty informują o systemach. Jednak należy również zrozumieć, jak konkretny dostawca realizuje Państwa szczególne wymagania. Zanim zdecydujesz się na korzystanie z dowolnej usługi CNC dostępnej online, uzyskaj odpowiedzi na następujące kluczowe pytania:
- Proces zapewnienia jakości: Jakie metody kontroli stosują? Czy przeprowadzają kontrole w trakcie procesu, czy jedynie końcową kontrolę? Czy mogą dostarczyć raportów z pomiarów wykonywanych za pomocą maszyny współrzędnościowej (CMM) dla krytycznych wymiarów? Firmy wyposażone w solidny system kontroli jakości powinny bez trudności wyjaśnić swoje możliwości pomiarowe oraz protokoły kalibracji.
- Śledzenie materiałów: Czy mogą dostarczyć raportów z badań materiałów (MTR), dokumentujących skład chemiczny i właściwości materiału? W przypadku branż regulowanych takie dokumenty są obowiązkowe – nie są opcjonalne.
- Możliwości maszyn: Jakim sprzętem posługują się? Wieloosiowe maszyny, tokarki szwajcarskie oraz możliwości EDM rozszerzają zakres możliwych do wykonania zadań. Zapytaj o wiek maszyn oraz harmonogramy konserwacji — dobrze konserwowany sprzęt zapewnia spójne rezultaty.
- Zasady rewizji i korekty: Co dzieje się w przypadku otrzymania części niezgodnych ze specyfikacją? Wiarygodni dostawcy jasno określają swoje zasady ponownego wykonywania zamówień oraz szybko reagują na problemy jakościowe.
- Kanały komunikacji: Czy w razie powstania problemów można porozmawiać z rzeczywistym inżynierem? Niektóre platformy oferują jedynie obsługę za pośrednictwem czatbotów, podczas gdy inne zapewniają bezpośredni dostęp do personelu technicznego, który zna wyzwania związane z obróbką skrawaniem.
- Niezawodność czasu realizacji: Jaka jest ich średnia skuteczność dostaw w terminie? Poproś o dane, a nie o obietnice. Spójność w terminowości dostaw ma większe znaczenie niż optymistyczne prognozy.
- Jakość opinii dotyczących projektowania pod kątem łatwości wykonania (DFM): Jak szczegółowa jest ich analiza projektu pod kątem możliwości produkcyjnych (DFM)? Dostawcy, którzy wykrywają potencjalne problemy jeszcze przed rozpoczęciem produkcji, oszczędzają Państwu czas i pieniądze.
Przy ocenie odpowiedzi należy zwracać uwagę na ich szczegółowość. Ogólne stwierdzenia, takie jak „posiadamy procesy zapewniające jakość”, mają mniejszą wagę niż szczegółowe wyjaśnienia dotyczące protokołów inspekcji, harmonogramów kalibracji oraz udokumentowanych procedur.
Usługi CNC online vs lokalne warsztaty maszynowe
Oto szczera ocena, której większość platform internetowych nie poda: czasem bardziej sensowne są lokalne warsztaty maszynowe. Wybór między poszukiwaniem „warsztatu CNC w mojej okolicy” a korzystaniem z usług online zależy od konkretnych okoliczności.
Usługi CNC online są szczególnie przydatne, gdy:
- Potrzebujesz natychmiastowych ofert bez konieczności prowadzenia rozmów telefonicznych lub oczekiwania
- Położenie geograficzne nie ma znaczenia — każdy certyfikowany zakład jest odpowiedni
- Standardowe materiały i dopuszczalne odchylenia odpowiadają Twoim wymaganiom
- Zamawiasz prototypy lub niewielkie serie produkcyjne
- Dla Twojego przepływu pracy istotne są przejrzyste ceny oraz możliwość śledzenia zamówienia
- Nie masz już nawiązanych relacji z kwalifikowanymi warsztatami maszynowymi w swojej okolicy
Lokalne warsztaty maszynowe mają sens, gdy:
- Twoje części wymagają szerokiej współpracy i iteracyjnego rozwoju
- Musisz osobiście sprawdzić obiekty, wyposażenie i procesy
- Skrajnie napięte terminy wymagają realizacji tego samego dnia lub następnego dnia
- Złożone projekty korzystają z osobistych dyskusji projektowych
- Rozwijasz produkty własnościowe wymagające ścisłej poufności
- Trwające relacje produkcyjne uzasadniają regularne odwiedzanie lokalnego tokarza lub frezera
Zgodnie z analizą porównawczą tradycyjnych i internetowych usług frezowania CNC, tradycyjne usługi CNC skupiają się na precyzji, udzielaniu pomocy w trybie bezpośredniem oraz solidnych kontrolach jakości — budujesz bliski związek z zakładem produkcyjnym, co ułatwia realizację dużych lub nietypowych projektów. Platformy internetowe stawiają nacisk na szybkość, łatwość obsługi i natychmiastowy dostęp, ale komunikacja z osobami wykonującymi Twoje części może być ograniczona.
Praktyczna rzeczywistość? Wielu kupujących stosuje obie metody w sposób strategiczny. Platformy internetowe obsługują proste elementy, gdzie najważniejsze są szybkość i przejrzystość cen. Lokalne warsztaty tokarskie w moim pobliżu zajmują się złożonymi projektami wymagającymi ścisłej współpracy i szybkiej iteracji.
Rozważ tę ramę decyzyjną: jeśli możesz w pełni określić swoje wymagania w pliku CAD oraz pisemnych specyfikacjach, usługi internetowe zazwyczaj zapewniają szybszą i bardziej opłacalną realizację. Jeśli Twój projekt wymaga ciągłej komunikacji, modyfikacji projektu w trakcie realizacji lub procesów specjalistycznych wykraczających poza standardowe toczenie, lokalne warsztaty mechaniczne oferują korzyści wynikające z budowania relacji, których platformy cyfrowe nie potrafią odtworzyć.
Gdy kryteria oceny zostały ustalone, zrozumienie sposobu, w jaki różne branże stosują te standardy – oraz jakie wymagania specjalistyczne stawiają – pomaga dopasować dostawców do konkretnych potrzeb Twojego zastosowania.

Zastosowania przemysłowe od motoryzacji po lotnictwo
Zrozumienie certyfikatów i kryteriów oceny stanowi podstawę. Ale jak te standardy przekładają się na rzeczywiste scenariusze produkcyjne? Różne branże nie tylko preferują określone certyfikaty — nakładają obowiązek stosowania konkretnych procesów, materiałów oraz protokołów jakości, które w sposób fundamentalny kształtują sposób działania usług CNC online w każdej z tych dziedzin.
Czy to opracowywanie elementów metalowych CNC do zastosowań motocyklowych, czy też precyzyjne usługi obróbki CNC dla instrumentów chirurgicznych, czy nawet obróbka CNC dla struktur lotniczych o kluczowym znaczeniu dla bezpieczeństwa lotu — każda branża stawia wyjątkowe wymagania. Przyjrzymy się, co te wymagania oznaczają w praktyce oraz jak wiodące przedsiębiorstwa radzą sobie z nimi.
Wymagania w Produkcji Samochodowej
Przemysł motocyklowy opiera się na prostej zasadzie: zero wad przy masowej produkcji. Gdy produkujesz tysiące identycznych komponentów, które muszą idealnie pasować do linii montażowych pracujących z dużą prędkością, spójność nie jest opcją — to warunek przetrwania.
Certyfikacja IATF 16949 stanowi podstawę systemu zarządzania jakością w przemyśle motocyklowym i samochodowym. Niniejszy standard wykracza poza podstawowe wymagania normy ISO 9001, aby odpowiedzieć na specyficzne wyzwania związane z produkcją masową. Zgodnie z badaniami branżowymi dotyczącymi certyfikacji, IATF 16949 łączy zasady ISO 9001 z wymaganiami branżowymi dotyczącymi ciągłej poprawy, zapobiegania wadom oraz rygorystycznego nadzoru nad dostawcami.
Co oznacza to dla Twoich projektów CNC w branży motocyklowej i samochodowej? Producentom świadczącym usługi w tej dziedzinie należy wykazać:
- Statystyczna kontrola procesu (SPC): Ciągłe monitorowanie krytycznych wymiarów w trakcie całej serii produkcyjnej, a nie tylko końcowe sprawdzanie
- Zaawansowane Planowanie Jakości Produktu (APQP): Zorganizowane procesy opracowywania i wprowadzania nowych części minimalizujące ryzyko produkcyjne
- Proces Zatwierdzania Części Produkcyjnych (PPAP): Udokumentowane dowody na to, że procesy produkcyjne konsekwentnie wytwarzają części zgodne ze specyfikacjami
- Analiza trybów i skutków awarii (FMEA): Systematyczne identyfikowanie potencjalnych awarii jeszcze przed ich wystąpieniem
- Pełna śledzenie pochodzenia: Dokumentację łączącą każdą część z konkretnymi partiami materiału, ustawieniami maszyn oraz czynnościami operatora
Typowe zastosowania CNC w przemyśle motocyklowym obejmują uchwyty podwozia, obudowy skrzyni biegów, elementy układu hamulcowego, części mechanizmu kierowniczego oraz niestandardowe metalowe wkładki. Te części często wymagają obróbki stali nierdzewnej w celu zapewnienia odporności na korozję w zastosowaniach narażonych na działanie czynników zewnętrznych lub aluminium w przypadku komponentów krytycznych pod względem masy.
Dla producentów przechodzących z obróbki prototypów do pełnej produkcji sektor motocyklowy wymaga partnerów, którzy potrafią zapewnić stałą jakość przy przejściu na większe objętości produkcji. Shaoyi Metal Technology firma ta doskonale ilustruje tę zdolność — jej placówka certyfikowana zgodnie z normą IATF 16949 łączy ścisłe monitorowanie statystycznej kontroli procesów (SPC) z szybkim skalowaniem od prototypowania do produkcji, oferując terminy realizacji nawet w ciągu jednego dnia roboczego dla zespołów podwozia i precyzyjnych komponentów. To połączenie certyfikacji, kontroli procesów i szybkości rozwiązuje podstawowy problem branży motocyklowej: dostarczanie wysokiej jakości części na linie montażowe bez opóźnień.
Standardy precyzyjne dla przemysłu lotniczego i medycznego
Jeśli produkcja motocyklowa wymaga spójności w skali przemysłowej, to sektory lotniczy i medyczny wymagają precyzji bez kompromisów. Skutki awarii — czy to łopatki turbiny pękającej na wysokości 30 000 stóp, czy implantu chirurgicznego powodującego szkodę pacjentowi — czynią wymagania jakościowe zasadniczo niepodlegającymi negocjacji.
Wymagania dotyczące frezowania CNC w przemyśle lotniczym
Zastosowania lotnicze doprowadzają możliwości frezowania do ich granic. Zgodnie z badaniami nad precyzyjną produkcją części lotnicze, takie jak łopatki turbin, elementy silników oraz uchwyty konstrukcyjne, wymagają tolerancji aż do ±0,0005 cala (±0,013 mm) — co wprowadza je w obszar ultra-precyzyjny, wymagający kontroli warunków środowiskowych oraz specjalistycznych urządzeń pomiarowych.
Certyfikacja AS9100D jest obowiązkowa dla dostawców sektora lotniczego. Standard ten rozszerza ISO 9001 o wymagania specyficzne dla bezpieczeństwa lotniczego:
- Wzmocnionego zarządzania ryzykiem: Formalne procedury identyfikacji i minimalizacji ryzyka na wszystkich etapach rozwoju produktu
- Zarządzanie konfiguracją: Ścisłe kontrole zapewniające dokładne zgodność części z zatwierdzonymi projektami
- Kontrole integralności produktu: Zapobieganie użyciu materiałów podrabianych oraz nieuprawnionym podstawieniom
- Inspekcja pierwszego wyrobu (FAI): Kompleksowa weryfikacja, że procesy produkcyjne powtarzają kwalifikowane części
Wymagania materiałowe w przemyśle lotniczym wymagają wyspecjalizowanej wiedzy. Stopy tytanu charakteryzują się wyjątkowym stosunkiem wytrzymałości do masy, ale są trudne w obróbce i szybko zużywają narzędzia. Inconel i inne stopy niklu o wysokiej wytrzymałości na temperaturę odporność na skrajne temperatury, ale stwarzają istotne trudności w obróbce skrawaniem. Nawet prototypowanie elementów z włókna węglowego dla konstrukcji kompozytowych wymaga zrozumienia zachowania tych materiałów pod wpływem sił cięcia.
Typowymi elementami lotniczymi są uchwyty konstrukcyjne, mocowania silników, elementy podwozia, obudowy siłowników oraz armatura systemów paliwowych — każdy z nich wymaga udokumentowanych certyfikatów materiałowych oraz pełnej weryfikacji wymiarowej.
Standardy obróbki elementów medycznych
Wytwarzanie urządzeń medycznych dodaje do wymogów precyzyjnych wymagania dotyczące biokompatybilności. Sektor ten reguluje certyfikat ISO 13485, który wprowadza ścisłe kontrole nad projektowaniem, produkcją, śledzalnością oraz łagodzeniem ryzyka.
Co wyróżnia obróbkę medyczną:
- Materiały biokompatybilne: Stop tytanu o gatunkach 5 i 23, stali nierdzewne chirurgiczne (316L, 17-4PH) oraz specjalistyczne tworzywa sztuczne, takie jak PEEK, które nie wywołują niepożądanych reakcji w organizmie
- Wymagania dotyczące jakości powierzchni: Gładkie, bezwypryskowe powierzchnie zapobiegające uszkodzeniom tkanek oraz kolonizacji bakteryjnej
- Zgodność z procesami czyszczenia i sterylizacji: Części zaprojektowane tak, aby wytrzymać wielokrotne cykle sterylizacji w autoklawie bez utraty właściwości
- Pełna śledzalność: Każdy komponent jest śledzony w odniesieniu do konkretnych partii materiału, co umożliwia wycofanie produktu w razie wystąpienia problemów
Zastosowania obróbki medycznej obejmują instrumenty chirurgiczne i implanty ortopedyczne, obudowy urządzeń diagnostycznych oraz elementy urządzeń do podawania leków. Każde z tych rozwiązań wymaga pakietów dokumentacyjnych spełniających przepisy FDA oraz międzynarodowe normy dotyczące urządzeń medycznych.
Od prototypu do skalowania produkcji
Być może najtrudniejszym etapem w procesie produkcji przemysłowej nie jest osiągnięcie precyzji, lecz utrzymanie tej precyzji przy wzroście objętości produkcji – od pojedynczych prototypów do tysięcy jednostek produkcyjnych. Zgodnie z badaniami nad skalowaniem produkcji jednym z najtrudniejszych aspektów projektowania produktu jest ustalenie jego ceny – błąd w tym zakresie powoduje całkowite wyjście całego programu z toru.
Obróbka CNC na etapie prototypowania spełnia zasadniczo inne cele niż produkcja seryjna. Obróbka prototypów pozwala zweryfikować koncepcje konstrukcyjne, przetestować funkcjonalność oraz zidentyfikować potencjalne problemy jeszcze przed podjęciem decyzji o masowej produkcji. Na tym etapie ważniejsza jest zazwyczaj szybkość niż koszt jednostkowy.
Wyzwanie związane z przejściem pojawia się wtedy, gdy udane prototypy muszą zostać przekształcone w rzeczywistość produkcyjną. Obejmuje to:
- Doskonalenie konstrukcji pod kątem wykonalności produkcyjnej (DFM): Modyfikowanie projektów prototypów w celu zoptymalizowania ich pod kątem efektywnej produkcji
- Walidacja procesu: Zapewnienie, że metody produkcyjne pozwalają na spójne odtwarzanie właściwości i parametrów prototypu
- Spójność materiału: Zapewnienie, że materiały produkcyjne dokładnie odpowiadają właściwościom materiałów użytych w prototypie
- Ustalenie systemu zapewnienia jakości: Wdrożenie procedur kontroli odpowiednich dla produkcji masowej
- Optymalizacja kosztów: Obniżanie kosztów jednostkowych dzięki zwiększeniu efektywności procesów bez utraty jakości
Inteligentni producenci radzą sobie z tymi wyzwaniami, współpracując z usługami precyzyjnej obróbki CNC zdolnymi do obsługi obu faz. Współpraca z tą samą placówką od etapu prototypu po produkcję masową eliminuje ryzyko przenoszenia projektów między dostawcami — gdzie często traci się tzw. wiedzę zakładową dotyczącą konkretnych części.
To właśnie miejsce, w którym dostawcy tacy jak Shaoyi Metal Technology wykazują szczególną wartość. Ich zdolność do szybkiej realizacji prototypów z czasem realizacji wynoszącym jeden dzień, a następnie skalowania produkcji do pełnych objętości w ramach tego samego systemu jakości IATF 16949, eliminuje nieciągłości, które zwykle utrudniają przejście od etapu prototypowania do produkcji seryjnej. W szczególności w zastosowaniach motocyklowych i samochodowych ich doświadczenie w montażu podwozi oraz stałe monitorowanie statystycznej kontroli procesu (SPC) zapewniają, że części produkcyjne są identyczne z wcześniej zwalidowanymi prototypami.
Kluczowy wniosek? Wybór usługi CNC online to nie tylko kwestia wykonania dzisiejszego prototypu. Chodzi o znalezienie partnera, którego kompetencje odpowiadają całemu cyklowi życia produktu — od weryfikacji początkowego założenia koncepcyjnego po trwałą produkcję w dużych objętościach. Certyfikaty, procesy oraz doświadczenie branżowe, które oceniasz dziś, decydują o tym, czy Twoja produkcja będzie się płynnie rozwijać, czy też napotka trudności przy każdym kolejnym etapie przejścia.
Gdy zrozumiano wymagania branżowe, jesteś gotowy do podjęcia ostatniego kroku: przygotowania swojego pierwszego zamówienia przy użyciu wyraźnej listy kontrolnej zapewniającej sukces.
Pierwsze kroki z pierwszym onlineowym zamówieniem CNC
Przyswoiłeś wiele informacji — procesy, materiały, допuszczalne odchylenia, czynniki wpływające na cenę oraz kryteria oceny. Teraz pojawia się praktyczne pytanie: jak w ogóle zrealizować swoje pierwsze zamówienie? Co ważniejsze, skąd wiedzieć, czy usługi obróbki CNC online są w ogóle odpowiednim wyborem dla konkretnego projektu?
Sprowadźmy wszystko do praktycznych wskazówek. Niezależnie od tego, czy zamawiasz niestandardowe części CNC do prototypu, czy planujesz serie produkcyjne części maszyn CNC, ta końcowa sekcja dostarcza Ci jasnej ramy wspierającej pewne podejmowanie decyzji.
Lista kontrolna zamówienia wstępnego
Zanim klikniesz „prześlij”, przeanalizuj poniższe kluczowe kwestie. Każda z tych pozycji zapobiega typowym błędom, które opóźniają realizację projektów lub powodują wzrost kosztów:
- Potwierdzono wybór procesu: Czy określiłeś, czy Twoja część wymaga frezowania, toczenia czy obróbki wieloosiowej? Części cylindryczne najlepiej są toczone; złożone geometrie z wieloma powierzchniami wymagają frezowania; skomplikowane kontury mogą uzasadniać zastosowanie możliwości obróbki 5-osiowej.
- Materiał poprawnie określony: Czy wybrany materiał jest odpowiedni pod kątem wymagań mechanicznych, termicznych i środowiskowych danej aplikacji? Czy sprawdziłeś dostępność tego materiału na wybranej przez Ciebie platformie?
- Tolerancje uprzywilejowane: Czy określiłeś, które wymiary są rzeczywiście krytyczne, a które mogą przyjąć tolerancje standardowe? Stosowanie ścisłych specyfikacji w każdym miejscu niepotrzebnie zwiększa koszty.
- Plik CAD zweryfikowany: Czy Twój model stanowi zamknięte, szczelne bryłowe ciało? Czy usunąłeś powtarzającą się geometrię, zweryfikowałeś jednostki (mm vs. cale) oraz potwierdziłeś, że narożniki wewnętrzne mają promienie umożliwiające obróbkę?
- Format pliku zoptymalizowany: Czy przesyłasz pliki w formatach STEP, IGES lub Parasolid, a nie w formatach siatkowych takich jak STL? Geometria bryłowa przekształca się bezproblemowo w instrukcje produkcyjne.
- Dokumentacja gwintów i cech specjalnych: Czy wyraźnie wskazano gwinty, wymagania dotyczące chropowatości powierzchni na konkretnych ściankach lub inne szczegóły, których geometria CAD sama w sobie nie przekazuje?
- Ilość rozważana strategicznie: Czy Twoja zamówiona ilość skutecznie rozkłada koszty przygotowania produkcji? Czy zamówienie nieco większej ilości obniżyłoby koszt jednostkowy wystarczająco, aby to uzasadnić?
- Realistyczny czas realizacji: Czy zaplanowano wystarczającą ilość czasu na produkcję, czy może dodatkowe opłaty za przyspieszoną realizację niepotrzebnie zwiększają ofertę?
- Zweryfikowane certyfikaty: Czy dostawca posiada certyfikaty odpowiednie dla Twojej branży — co najmniej ISO 9001 oraz IATF 16949, AS9100D lub ISO 13485, jeśli mają zastosowanie?
- Wymagania dotyczące dokumentacji jakości są jasne: Czy potrzebujesz raportów z inspekcji, certyfikatów materiałów lub świadectw zgodności? Określ je jasno na etapie zamówienia, a nie po zakończeniu produkcji.
Podjęcie odpowiedniego wyboru w zakresie produkcji
Oto szczera prawda: usługi online CNC nie zawsze są optymalnym rozwiązaniem. Zrozumienie, kiedy alternatywy są bardziej uzasadnione, pozwala zaoszczędzić czas, pieniądze i uniknąć frustracji.
Wybierz CNC online, gdy:
- Twój detal wymaga precyzji, wytrzymałości lub właściwości materiałowych, które można osiągnąć wyłącznie poprzez obróbkę skrawaniem
- Potrzebujesz prototypów funkcjonalnych wykonanych z materiałów stosowanych w produkcji – nie tylko wizualnych makiet
- Ilość zamówionych detali mieści się w zakresie od 1 do kilkuset sztuk
- Wartość przewidywalności cenowej, natychmiastowych ofert i śledzenia zamówienia
- Standardowe materiały i dopuszczalne odchyłki spełniają Twoje wymagania
- Czasy realizacji w zakresie 3–10 dni mieszczą się w Twoim harmonogramie
Rozważ druk 3D zamiast tego, gdy:
- Twoja geometria zawiera kanały wewnętrzne, struktury siatkowe lub kształty organiczne, których niemożliwe jest osiągnięcie metodami obróbki skrawaniem
- Potrzebujesz bardzo małej ilości (1–5 sztuk) prototypów niefunkcjonalnych w krótkim czasie
- Właściwości materiału są mniej istotne niż szybkość i swoboda geometryczna
- Twój budżet jest bardzo ograniczony, a wymagania dotyczące dokładności są umiarkowane
Zgodnie z badaniami porównawczymi procesów produkcyjnych druk 3D wyróżnia się przy wykonywaniu elementów o niewielkich ograniczeniach geometrycznych, podczas gdy frezowanie CNC zapewnia korzystniejszą skalę ekonomiczną przy ilościach przekraczających 100 sztuk i prostych kształtach geometrycznych.
Rozważ wtrysk plastiku, gdy:
- Ilość przekracza 500–1000+ identycznych części plastycznych
- Koszt jednostkowy ma większe znaczenie niż początkowe inwestycje w narzędzia
- Projekt został ostatecznie ustalony i mało prawdopodobne są jego zmiany
Rozważ lokalne warsztaty maszynowe, gdy:
- Projekty wymagają szerokiej współpracy i iteracyjnego rozwoju
- Realizacja w tym samym dniu lub następnego dnia jest rzeczywiście kluczowa
- Osobiste dyskusje projektowe poprawią wyniki
- Wymagania związane z ochroną własności intelektualnej wymagają maksymalnych środków kontroli poufności
Wielu udanych nabywców strategicznie wykorzystuje wiele podejść. Szybkie prototypowanie CNC za pośrednictwem platform internetowych umożliwia szybką weryfikację projektów. Wolumeny produkcji mogą zostać przeniesione na formowanie wtryskowe. Wysoce wyspecjalizowane operacje cięcia CNC mogą pozostać u sprawdzonych lokalnych partnerów.
Następne kroki dla Twojego projektu
Masz teraz wszystkie niezbędne umiejętności, aby z pewnością poruszać się po rynku internetowego przetwarzania CNC. Jednak wiedza bez działania pozostaje jedynie teoretyczna. Oto jak praktycznie przejść do działania:
Rozpocznij od zamówienia testowego. Jeśli nigdy wcześniej nie korzystałeś z konkretnej platformy, rozpocznij od prostszego elementu, a nie od najważniejszego komponentu. Pozwoli to zweryfikować ich jakość, komunikację oraz niezawodność dostaw przed podjęciem większych projektów.
Szukaj partnerów gotowych do produkcji. Jeśli projekt może być skalowany od obróbki prototypów CNC do produkcji seryjnej, należy wybrać dostawców zdolnych do obsługi obu tych etapów. Zgodnie z kryteriami oceny procesów produkcyjnych dobre partnerstwo powinno uwzględniać nie tylko bieżące potrzeby, ale także zdolność spełnienia przyszłych wymagań oraz skalowanie się wraz z rozwojem Państwa firmy.
Co wyróżnia dostawców gotowych do produkcji? Szukaj sprawdzonych kompetencji, takich jak jednodniowe terminy realizacji pilnych prototypów, certyfikaty odpowiadające wymogom branży oraz udokumentowane procesy zapewnienia jakości (w szczególności monitorowanie statystyczne procesów – SPC – w celu zapewnienia spójności). Shaoyi Metal Technology przykładem takich cech jest — ich certyfikat IATF 16949, doświadczenie w montażu nadwozi oraz zdolność do szybkiej realizacji zamówień stanowią dowód na to, jakie usługi powinni oferować dostawcy skupieni na produkcji.
Przyjmij krzywą uczenia się. Twoje pierwsze zamówienie prawdopodobnie nie będzie doskonałe. Odkryjesz subtelności związane z określeniem допuszczalnych odchyłek, przygotowaniem plików oraz komunikowaniem wymagań – rzeczy, których żaden przewodnik nie potrafi w pełni przewidzieć. Każdy projekt buduje doświadczenie, dzięki któremu kolejne zamówienia stają się płynniejsze i bardziej opłacalne.
Kontynuuj iteracje. Online’owe platformy CNC stale się rozwijają – lepsze algorytmy wyceny, szerszy wybór materiałów, krótsze terminy realizacji. Pozostawaj ciekaw nowych funkcji i nie zakładaj, że obecne ograniczenia będą trwać.
Krajobraz produkcji uległ fundamentalnej zmianie. To, co kiedyś wymagało tygodni rozmów telefonicznych, wizyt na miejscu i negocjacji ofert, dziś odbywa się w ciągu minut za pośrednictwem cyfrowych platform. Masz dostęp do możliwości precyzyjnej produkcji, o jakich poprzednie pokolenia inżynierów mogły jedynie marzyć.
Korzystaj z tego dostępu mądrze. Projektuj z myślą. Określ wymagania precyzyjnie. Współpracuj strategicznie. I z pewnością przekształcaj swoje cyfrowe projekty w rzeczywistość fizyczną.
Najczęściej zadawane pytania dotyczące internetowych usług CNC
1. Ile kosztuje frezowanie CNC?
Koszty obróbki CNC zależą od sześciu głównych czynników: wyboru materiału (aluminium kosztuje 1–3 USD/kg, podczas gdy tytan kosztuje 15–50 USD/kg), złożoności detalu, wymagań dotyczących tolerancji, ilości zamówienia, specyfikacji wykończenia powierzchni oraz czasu realizacji. Standardowe tolerancje utrzymują koszty na poziomie podstawowym, natomiast tolerancje precyzyjne mogą podwoić wydatki. Zamówienia hurtowe znacznie obniżają koszt jednostkowy – detal, który kosztuje 134 USD za sztukę, przy zamówieniu 10 sztuk może kosztować tylko 38 USD za sztukę. Optymalizacja projektów poprzez stosowanie standardowych promieni narzędzi, ograniczanie głębokości wnęk oraz wybór łatwo dostępnych materiałów pomaga zminimalizować koszty bez utraty jakości.
2. Jaka jest najlepsza internetowa usługa CNC?
Najlepsza onlineowa usługa CNC zależy od konkretnych wymagań klienta. Ocenić należy dostawców pod kątem posiadanych certyfikatów (co najmniej ISO 9001, a także IATF 16949 dla branży motocyklowej lub AS9100D dla przemysłu lotniczego i kosmicznego), procesów zapewnienia jakości, dostępnych materiałów, rzetelności terminów realizacji oraz jakości komunikacji. W przypadku zastosowań motocyklowych wymagających certyfikatu IATF 16949 wraz z monitorowaniem SPC oraz szybkiej skalowalności od prototypowania do produkcji seryjnej firma Shaoyi Metal Technology oferuje terminy realizacji już w ciągu jednego dnia oraz ekspertyzę w zakresie montażu nadwozi. Zawsze należy zażądać raportów z badań materiałów oraz zweryfikować możliwości inspekcyjne przed złożeniem dużych zamówień.
3. Jak uzyskać natychmiastową ofertę cenową na obróbkę CNC?
Prześlij swój plik CAD (najlepiej w formacie STEP, IGES lub Parasolid) na platformę CNC online. Algorytmy systemu natychmiast analizują geometrię, obliczają czas obróbki i uwzględniają koszty materiału. Wybierz swoje specyfikacje — rodzaj materiału, ilość, dopuszczalne odchyłki oraz wykończenie powierzchni — a otrzymasz aktualizacje cen w czasie rzeczywistym. Większość platform udziela wiążących ofert w ciągu kilku minut, w przeciwieństwie do tradycyjnych kanałów, gdzie proces ten może trwać dni. Upewnij się, że Twój model jest zamkniętą, szczelną bryłą z promieniami zaokrągleń wewnętrznych kątów możliwymi do obróbki, aby zapewnić dokładne automatyczne wycenianie.
4. Jakie formaty plików najlepiej sprawdzają się w przypadku frezowania CNC online?
Pliki STEP (.stp, .step) są uniwersalnym standardem dla obróbki CNC, zachowując dokładną geometrię bryłową we wszystkich systemach CAM. Formaty IGES i Parasolid również działają dobrze. Unikaj formatów opartych na siatce (mesh), takich jak STL lub OBJ, które przekształcają gładkie krzywe w przybliżenia wielościennych, nieodpowiednie do precyzyjnej obróbki. Przed eksportowaniem sprawdź, czy model jest szczelny („watertight”), usuń powtarzającą się geometrię, wyeliminuj ściany cieńsze niż 0,5 mm w przypadku metali oraz upewnij się, że jednostki są poprawne, aby uniknąć typowych błędów przesyłania, które opóźniają produkcję.
5. Kiedy należy wybrać usługę CNC online zamiast druku 3D lub lokalnych warsztatów maszynowych?
Wybierz CNC online, gdy potrzebujesz precyzji, wytrzymałości oraz materiałów przeznaczonych do produkcji do tworzenia prototypów funkcjonalnych lub zamówień obejmujących od 1 do kilkuset części. Druk 3D nadaje się do elementów z kanałami wewnętrznymi, strukturami siatkowymi lub szybkich wizualnych makiet, gdzie właściwości materiału są mniej istotne. Lokalne warsztaty mechaniczne świetnie sprawdzają się w projektach wymagających szerokiej współpracy, realizacji w tym samym dniu lub osobistych dyskusji projektowych. Wiele zakupujących stosuje wszystkie trzy opcje strategicznie — platformy internetowe do prostych części, lokalne warsztaty do złożonych projektów wymagających współpracy oraz druk 3D do osiągnięcia maksymalnej swobody geometrycznej.