 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

鍛造部品に不可欠な表面処理の解説
鍛造部品に不可欠な表面処理の解説

要点まとめ
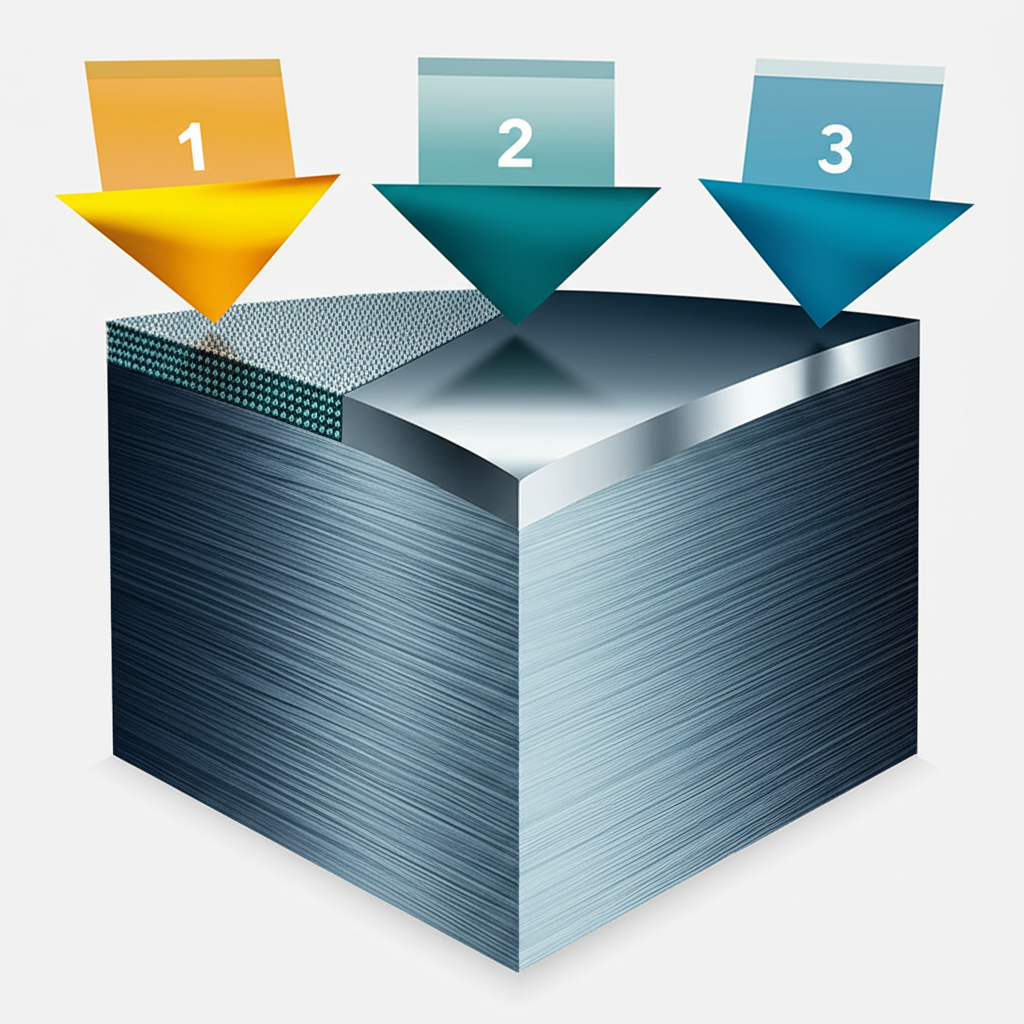
鍛造部品の表面処理とは、耐久性、腐食抵抗性、外観などの重要な特性を向上させるための一連の仕上げ工程を指します。これらの処理は、鍛造部品がその目的に応じて性能と寿命を最適化するために不可欠です。主な分類には、塗装や溶融亜鉛めっきなどの被覆処理、ショットブラストなどの機械的仕上げ、表面の金属組織を変化させるカーボンナイトレイド処理などの熱処理が含まれます。
コーティングおよびめっき方法の包括ガイド
コーティングは、鍛造部品に保護層または装飾層を適用する表面処理の中で最も一般的なカテゴリの一つです。これらの方法は、過酷な環境下での錆の防止や、ブランド化のために特定の色を実現するなど、目的に応じて選ばれます。選定プロセスは、基材、環境への露出、および性能要件に大きく依存します。
塗装および粉末塗装
塗装は、鋼鍛造品に色付き仕上げを施すための多用途で費用対効果の高い方法です。環境要因に対するバリアを提供し、RALシステムなどの特定のカラーコードに合わせて調色できます。この工程は、通常、ショットブラスト処理および最終的な機械加工後に実施されます。粉体塗装は、より耐久性が高く環境にやさしい代替方法です。このプロセスでは、乾燥した粉末を静電的に付着させ、その後加熱して硬化させることで、従来の塗料よりもキズ、剥がれ、退色に強い硬い仕上げを形成します。得られる表面は、多くの場合、より滑らかで均一です。
亜鉛めっきおよびメッキ
優れた防食保護を実現するため、特に鋼部品においては、亜鉛めっき(ガルバリウム処理)が広く用いられるプロセスです。溶融亜鉛浴に部品を浸す熱浸せんめっきは、鋼を錆から守る耐久性があり自己修復可能な皮膜を形成します。また、めっきは別の一般的な技術であり、電気めっきなどを通じて部品表面に薄い金属層を析出させるものです。一般的なめっき材料には亜鉛、ニッケル、クロムがあり、それぞれ特有の利点を持っています。たとえばニッケルめっきは硬度を高め、磨かれた明るい仕上げを提供し、一方でクロムめっきは極めて高い硬度と耐摩耗性で知られています。
特殊化学コーティング
塗装やめっきに加えて、腐食防止のための変成被膜を生成するいくつかの化学処理プロセスがあります。 黒酸化物 は、軽度の防食性と深みのある黒色仕上げを付与する処理であり、外観目的や光の反射を最小限に抑えるためによく使用されます。 リン酸塩処理 リン酸溶液を適用して結晶性のリン酸塩層を形成するプロセスであり、その後の塗装のための優れたプライマーとなり、耐食性を向上させます。アルミニウム合金の場合、 アノジス 表面に耐久性があり、腐食に強い酸化皮膜を形成する電気化学的プロセスであり、さまざまな色に染色することも可能です。
機械的および熱的表面処理
すべての表面処理が新しい材料層を追加するわけではありません。多くのプロセスは、機械的な力または熱エネルギーによって既存の表面を変更します。これらの方法は、表面硬度、表面粗さ、残留応力などの特性を変更するために重要であり、高性能用途において不可欠です。これらの処理は、しばしばコーティングの前処理として、あるいは仕上げそのものとして使用されます。
機械仕上げ
機械的処理は、鍛造部品の表面を物理的に変化させます。 射撃 および 砂吹き は、研磨材を高速で噴射して表面を清掃、脱スケール、およびテクスチャ加工するための一般的な方法です。このプロセスにより酸化物や鍛造スケールが除去され、塗料やコーティングの付着に最適な均一なマット仕上げが得られます。 タumbling は、部品をバレル内の研磨材とともに回転させてバリを取り除き、鋭いエッジを滑らかにする別の機械的プロセスです。これにより、より洗練された仕上がりが得られます。滑らかで光沢のある表面を必要とする用途では、 磨き —機械的または手作業による—が用いられ、表面粗さを低減し、外観上の美しさを高めます。
熱処理
熱処理は、部品の内部構造を変えることなく、表面層の金属組織的性質を熱によって変更するものです。 浸炭 は、低炭素鋼部品に適用される浸炭硬化処理であり、部品を炭素濃度の高い雰囲気中で加熱します。これにより炭素が表面に拡散し、「表層(ケース)」と呼ばれる硬くて耐摩耗性のある外層が形成され、一方で中心部は靭性と延性を保ったままになります。 窒化処理 窒素を表面に拡散させ、高い表面硬度と耐摩耗性を発現し、歪みを最小限に抑える類似の表面硬化処理です。これらの処理は、高い表面摩耗や疲労を受けるギアやシャフトなどの部品にとって不可欠です。
適切な表面処理の選定方法
鍛造部品に適切な表面処理を選択することは、その性能、寿命、コストに影響を与える重要な決定です。この選定は万能な方法ではなく、複数の相互作用する要因を慎重に検討する必要があります。適切に選ばれた仕上げ処理により、部品は使用上の要求を満たすことができますが、不適切な選択は早期の破損やコスト増加を招く可能性があります。
考慮すべき主な要因には、基材、想定される用途、および使用環境が含まれます。例えば、アルミニウム合金鍛造品は、黒色酸化処理や亜鉛めっきを必要とする炭素鋼鍛造品とは異なり、陽極酸化処理や化学研磨などの異なる処理を要します。部品の最終用途—すなわち、継続的な摩擦、腐食性化学物質への暴露、または極端な温度に耐える必要があるかどうか—によって、必要な摩耗抵抗性、腐食保護性、硬度が決まります。自動車産業などの特殊な用途では、こうした細かな違いを理解しているサプライヤーと協力することが極めて重要です。たとえば、高品質な自動車部品を調達する際には、 シャオイ金属技術 iATF16949認証を受けたホットフォージングサービスを提供しており、当該分野で要求される厳しい性能および品質基準を満たす部品の製造を保証しています。
外観上の要件やコストも重要な検討事項です。一部の用途では単純な塗装で十分である場合もありますが、他の用途ではクロームメッキ特有の明るく磨かれた外観が必要となる場合があります。以下の表は、一般的な目的とそれに適した処理方法をまとめたものです。
| 主要目的 | 推奨される処理方法 | 共通用途 |
|---|---|---|
| 耐食性 | 亜鉛めっき、電気亜鉛めっき、陽極酸化処理、粉体塗装 | 屋外ハードウェア、船舶用部品、自動車部品 |
| 耐摩耗性/硬度 | 浸炭硬化、窒化処理、クロームめっき、PVDコーティング | ギア、シャフト、切削工具、油圧部品 |
| 美観 | 塗装、粉体塗装、研磨、黒色酸化処理 | 民生製品、装飾用ハードウェア、車両トリム |
| 塗料/コーティングの密着性 | ショットブラスト、リン酸処理 | 下塗り済み部品、多層仕上げを要する部品 |
品質管理および表面検査
表面処理を施した後は、仕上げがすべての仕様を満たし、期待通りの性能を発揮するかを確認するために、品質管理が不可欠です。完璧な表面というのは美観の問題だけでなく、処理の有効性や部品の耐久性を示す直接的な指標でもあります。検査は、部品の健全性を損なう可能性のある欠陥を特定する重要な最終工程です。
検査の主な目的は、へこみ、傷、酸化、塗膜のムラなどの欠陥が表面に存在しないことを確認することです。目視による検査が第一の対策ですが、より高度な検査方法が必要となる場合もよくあります。塗膜に関しては、仕様の許容範囲内に収まるよう膜厚を測定することが含まれます。塗膜が不十分だと十分な保護が得られず、逆に厚すぎると部品の適合や機能に支障をきたす可能性があります。
密着性試験を実施して、コーティングが基材に確実に付着していることを確認することもできます。密着性が不十分なコーティングは剥がれや剥離を起こし、基材金属を環境による損傷から露出させ、処理の目的を損なう可能性があります。厳格な品質管理プロセスを導入することで、製造業者は各鍛造部品が外観的に適切であるだけでなく、長期間にわたって適切に保護されていることも保証できます。
よく 聞かれる 質問
表面処理にはどのような2つの主要なタイプがありますか。
表面処理は大別すると2つの主要なタイプに分類されます。1つ目は 表面コーティング で、部品の表面に材料の層を追加するものです。例としては、塗装、粉体塗装、電気めっき、溶融めっきなどがあります。2つ目は 表面修飾 で、新しい層を追加せずに既存の表面の性質を変化させるものです。このカテゴリには、熱処理(表面硬化、窒化処理)や機械的仕上げ(ショットブラスト、研磨)などのプロセスが含まれます。
鍛造における熱処理とは何ですか。
鍛造品に対する熱処理は、金属を加熱および冷却してその物理的および機械的特性を変化させる制御されたプロセスです。表面処理として適用される場合、その目的は、内部の靭性を維持しつつ、硬度や摩耗抵抗性といった表面特性を向上させることです。カーボンナイトライド処理や浸窒処理などのプロセスにより、鍛造部品の表面に耐久性のある外層が形成され、部品全体をもろくすることなく、高負荷がかかる用途に適した状態になります。