 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

ステアリングコラム部品のスタンピング:製造および材料ガイド
要点まとめ
プレス加工は、大量生産かつ安全性が極めて重要な部品の製造工程として主流です ステアリングコラム部品のプレス加工 従来の鋳造方法と比較して、高強度低合金(HSLA)鋼を用いた金属プレス加工は、著しい軽量化および単価の低減を実現しつつ、厳しい衝突試験基準を維持できます。本ガイドでは、信頼性の高いステアリングアセンブリを設計するために必要な技術的妥当性、材料選定戦略、およびサプライヤー要件(IATF 16949など)について検討します。
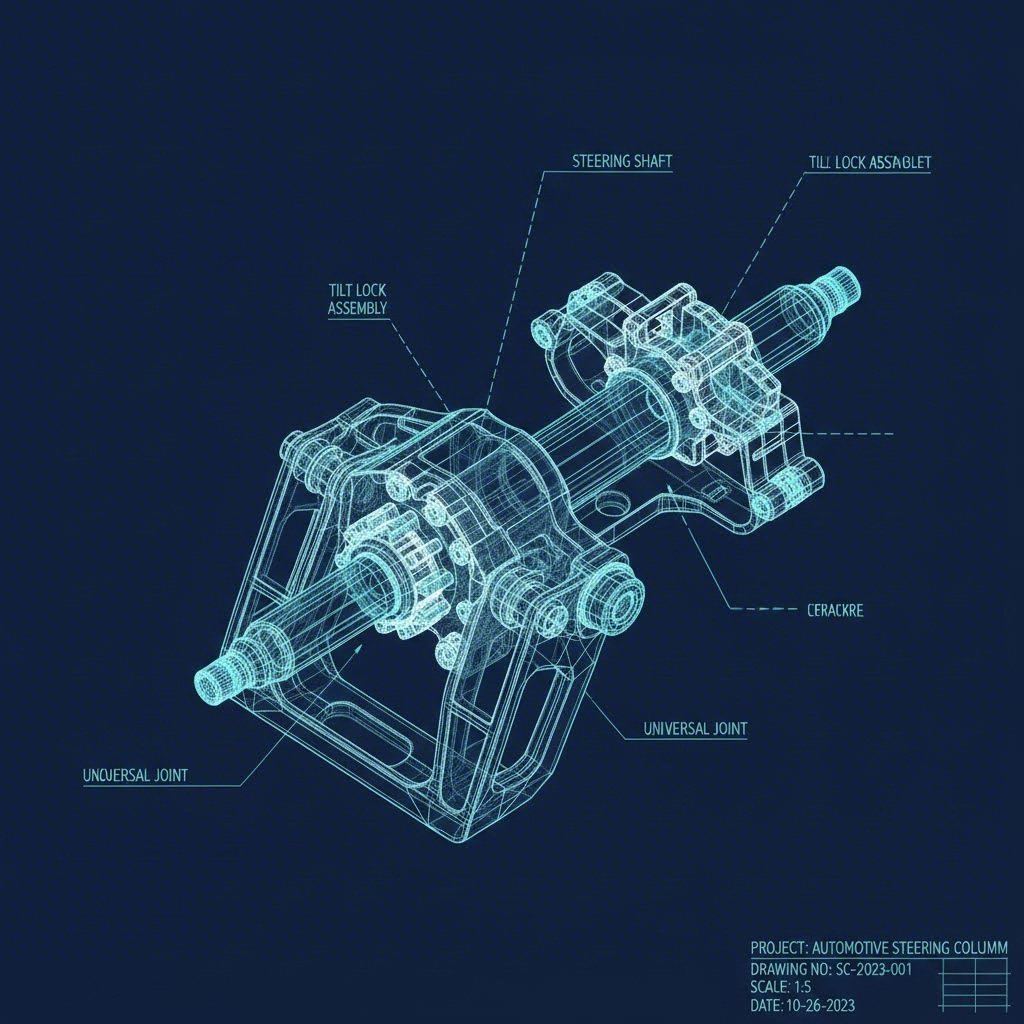
ステアリングコラムにおける重要なプレス成形部品
現代のステアリングコラムは、ドライバーの安全性と快適性を確保するために高精度が求められる複雑なサブアセンブリです。金属プレス成形により、エンジニアは高い再現性で複雑な形状を製造できます。以下のコンポーネントは、プログレッシブおよびトランスファープレス成形の主な対象です。
マウントブラケットおよび構造用サポート
ステアリングコラムは振動を防ぐために、車両のクロスカービームまたはファイアウォールに堅固に取り付けられなければなりません。鋳造アルミニウムよりも優れた強度対重量比を持つため、量産車の多くの用途でプレス成形されたマウントブラケットが好まれます。これらのブラケットは通常、HSLA鋼から成形され、静的荷重および動的運転荷重に対して降伏することなく耐えうるよう設計されています。
チルトおよびレイク機構
ドライバーの人体工学的快適性は、チルト(ラake)およびテレスコープ(リーチ)の調整機構に依存しています。これらのシステムで使用されるロックプレートや歯車は、ほぼ最終形状に近い形でスタンピングされることが一般的です。精密なファインブランキングが頻繁に採用され、スムーズなロック接合に必要な清浄なせん断面を実現することで、二次加工工程を不要にしています。
収縮ジャケットおよび安全ゾーン
正面衝突時に、ステアリングコラムは崩壊するように設計されており、エネルギーを吸収してドライバーを保護します。これは、制御された方法で変形するよう stamped and rolled エネルギー吸収プレートやメッシュ状ブラケットによって実現されることが多いです。製造業者は、金属に特定の応力集中部や段付き(コルゲーション)を形成する特殊な金型を使用し、所定の荷重下で部品が予測可能な形で潰れるようにしています。
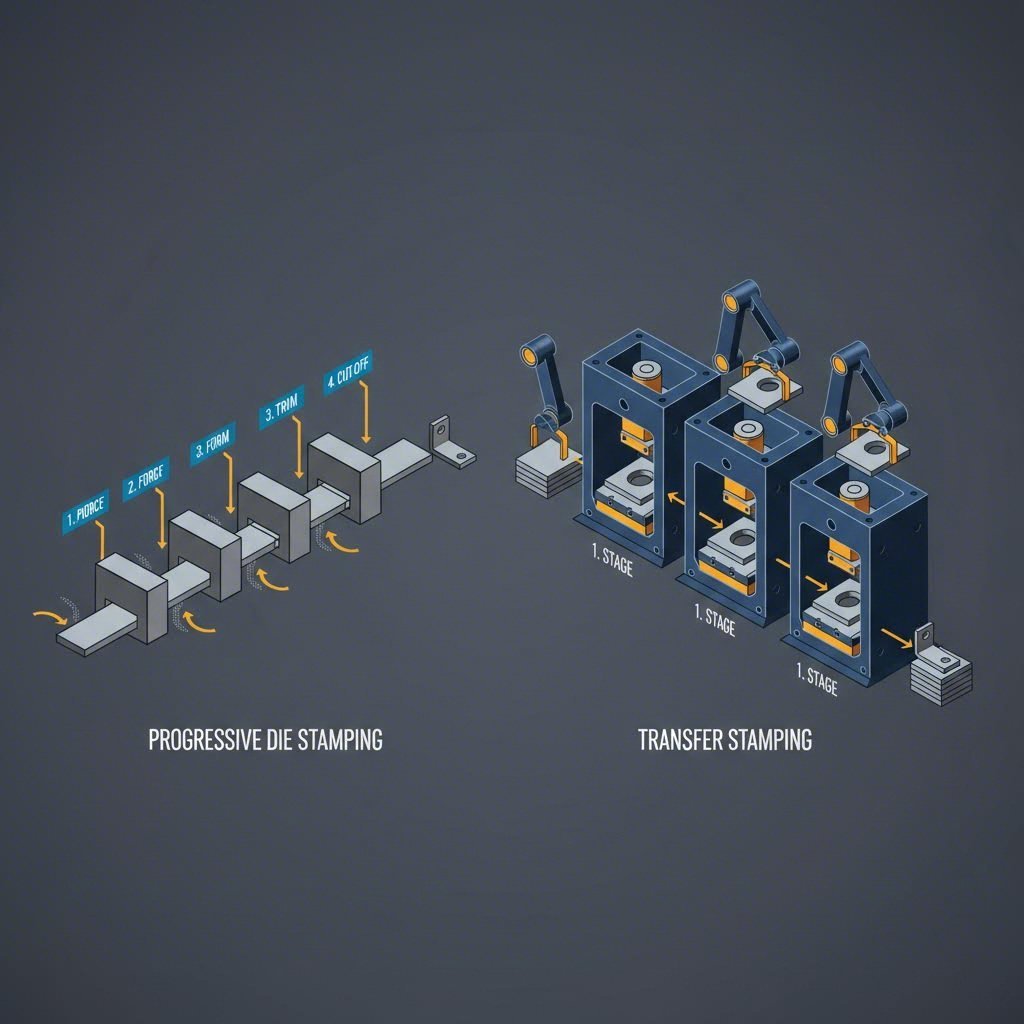
製造プロセス:プログレッシブスタンピングとトランスファースタンピング
正しいスタンピング手法を選択することは、金型投資と単価のバランスを取るために重要です。ステアリングコラム部品の場合、選択は進行ダイスタンピングとトランスファースタンピングの間で行われることが多いです。
プログレッシブダイスタンピング
ロックパドル、クリップ、小型ブラケットなど、小規模で大量生産される部品の場合、進行ダイスタンピングが標準です。この工程では、金属コイルが複数の工程を持つ単一の金型に供給されます。ストリップが前進する際に、各工程で切断、曲げ、または穴あけなどの特定の作業が行われます。この方法により、毎分ストローク数(SPM)が非常に高くなり、大量生産向け自動車プログラムのサイクルタイムおよび単価を大幅に削減できます。
複雑な幾何学形状へのトランスファースタンピング
深い絞り加工を必要とする大型の構造ハウジングや部品は、多くの場合トランスファースタンピングを必要とします。プログレッシブ金型では部品がストリップに接続されたままですが、トランスファースタンピングではメカニカルフィンガーを使用して個々のブランクを各工程間で搬送します。これにより、より複雑な成形操作が可能になり、高価な自動車用鋼材を扱う際に不可欠な材料の利用率向上も図れます。
試作から量産まで
設計段階の早い時期に製造可能性を検証することは極めて重要です。自動車OEMメーカーは、多くの場合、サプライヤーに対して製品ライフサイクル全体にわたる実施能力を要求します。ラピッドプロトタイピングから量産までをスムーズに橋渡しできる製造業者は、戦略的な優位性を持っています。例えば、 シャオイ金属技術 は初期の試作から大量生産まで拡張可能な包括的なスタンピングソリューションを提供しており、最大600トンのプレスを使用して、IATF 16949規格に準拠したコントロールアームやサブフレームなどの重要な部品を製造しています。
エンジニアリング上の課題と材料選定
安全性が重要なステアリング部品のスタンピング加工では、複雑な金属組織の挙動を考慮する必要があります。技術者は、成形性と完成品の性能の両方に影響を与える材料特性を十分に把握しなければなりません。
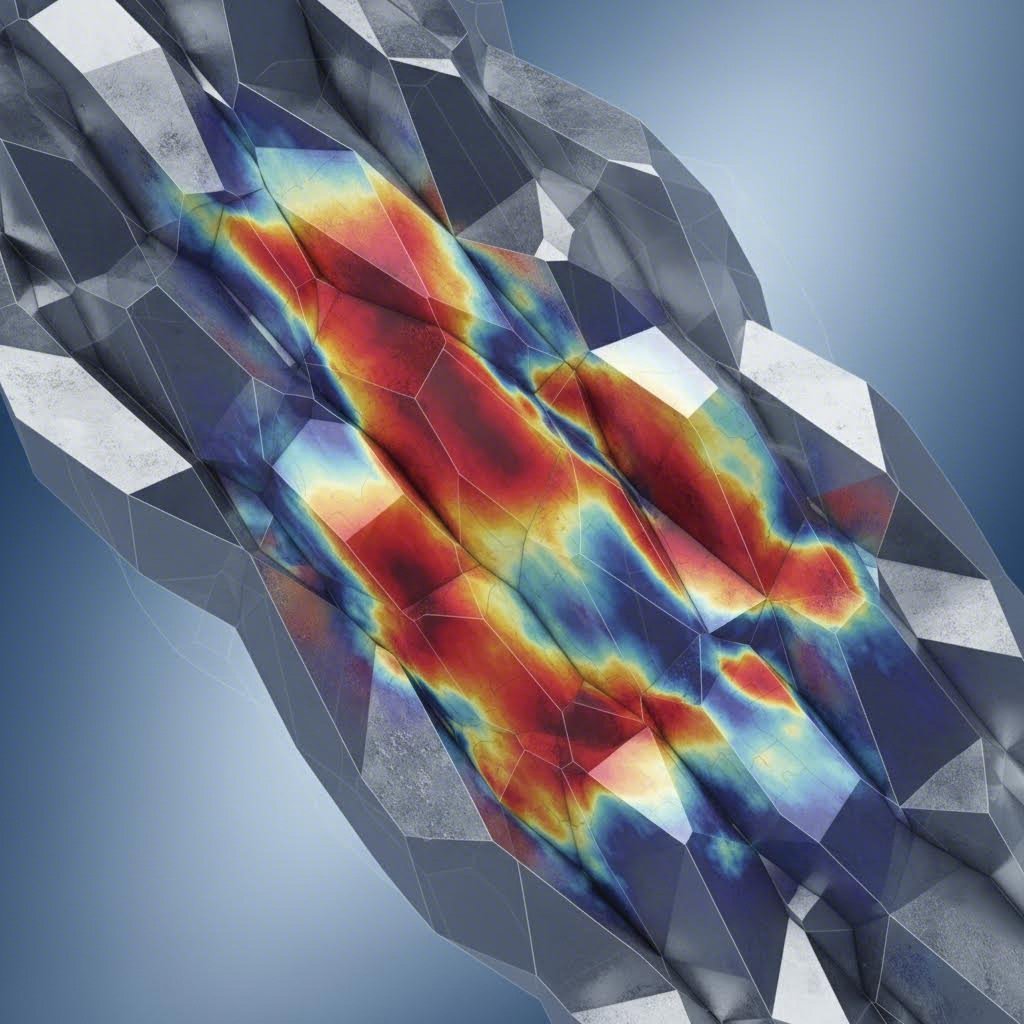
HSLA鋼におけるスプリングバックの管理
車両の軽量化を実現するため、製造業者は高張力低合金(HSLA)鋼の使用をますます増やしています。この素材は強度が高い一方で、成形後に金属が元の形状に戻ろうとする「スプリングバック」という現象が顕著に現れます。特にテレスコピックカラムなどの組み合わせ部品において寸法公差を維持するには、有限要素法(FEA)を活用した金型設計段階での補正策が不可欠です。
厳しい公差と衝突安全性
ステアリングコンポーネントは、ステアリングの精度を確保するために遊びゼロの状態で作動する必要があります。プレス部品はガタつきや遊びを防ぐため、厳しい公差(多くの場合±0.05mm以内)を維持しなければなりません。さらに、衝突時の急激な変形において割れを防ぐために、材料は延性を保持している必要があります。適切な鋼材グレードを選定するには、耐久性のための降伏強度とエネルギー吸収に必要な伸び特性とのバランスを取る必要があります。
自動車用プレス加工部品のサプライヤー選定基準
プレス加工されたステアリングコンポーネントの調達には、価格以上の審査プロセスが必要です。サプライヤーの品質マネジメントシステムおよび技術的能力が最も重要となります。
- IATF 16949 認証: これは自動車サプライヤーにとって譲れない最低基準であり、OEM要件に合わせた品質マネジメントシステムが確立されていることを保証します。
- 自社内金型設計・製造能力: 内部に金型部門を持つサプライヤーは、設計変更に対して迅速に対応でき、金型のメンテナンスもより効果的に行えるため、ダウンタイムを削減できます。
- シミュレーションおよび共同設計: トップクラスのサプライヤーは、鋼材を切断する前に成形上の問題を予測するためにシミュレーションソフトウェアを使用しています。プレス加工プロセスに最適化された部品形状を実現するため、共同設計に積極的に取り組むパートナーを探しましょう。
- 付加価値付き組立: 多くのステアリングコンポーネントは二次加工を必要とします。チューブへのブラケットのインライン溶接、スタンピング、または組立を提供するサプライヤーは、より包括的なソリューションを提供し、物流の複雑さを低減できます。
製造可能性の概要
ステアリングコラムの生産において、鋳造からプレス成形へと移行している背景には、自動車業界による軽量化とコスト効率化への一貫した追求があります。プログレッシブダイプレス成形やHSLA鋼のような先進的工程および材料を活用することで、技術的に厳しい安全基準を満たしつつ生産指標を最適化できる部品設計が可能になります。この分野での成功には、材料の挙動に関する深い理解と、能力を持ち認証されたメーカーとの連携が不可欠です。
よく 聞かれる 質問
1. ステアリングシステムの主な構成部品は何ですか?
現代のステアリングシステムの主要な構成部品には、ステアリングホイール、シャフトや安全装置を収容するステアリングコラム、ステアリングギア(ラックアンドピニオン式またはリサーキュレーティングボール式)、および車輪のステアリングナックルに力を伝達するタイロッドが含まれます。電動パワーステアリング(EPS)システムでは、電動モーターとECUもコラムまたはラックに統合されています。
何の部品がステアリングの力を車輪に伝達しますか?
タイロッドは、ステアリングギアから出た横方向の動きを車輪のステアリングナックルに伝える重要な連結部品です。タイロッドは車輪を押したり引いたりしてその角度を変更し、運転者の操作に正確に応答するようにしています。