 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

ピークパフォーマンスのためのスタンピングダイメンテナンスの習得
要点まとめ
効果的なプレス金型のメンテナンスは、能動的で体系的なアプローチに依存しています。ベストプラクティスには、生産障害が発生する前に対処するための、定期的な清掃、点検、研磨、適切な潤滑が含まれます。この戦略は、部品品質の一貫性を保つだけでなく、高価なダウンタイムを大幅に削減し、工具の使用可能寿命を延ばす効果もあります。
基本原則:能動的保全と対応的保全
成功したスタンピング金型メンテナンスプログラムの基盤は、反応的対応から能動的対応への考え方の転換にあります。問題が発生してから対処する反応的なメンテナンスは、運用上の非効率を招く原因となります。これにより予期しない故障、緊急修理、スクラップ率の増加、生産計画の中断や利益の損失を伴う高コストの生産停止が引き起こされます。メンテナンスプロセスが明確でない場合、プレスラインの生産性が著しく低下し、大きな隠れたコストが発生する可能性があります。
一方、能動的(予防的)メンテナンスとは、小さな問題が悪化する前に発見・修正することを目的とした、定期点検と計画保守に重点を置いた戦略的手法です。専門家たちが詳細に述べているように、 JV Manufacturing Co. この方法により、ツールは最良の状態を維持され、耐久性が向上し、寿命が延びます。計画的な停止期間中に摩耗や損傷に対処することで、製造業者は継続的なワークフローを維持し、より安定して予測可能なメンテナンス予算を実現し、緊急修理に伴う財政的負担を回避できます。
これらの2つの戦略間の運用上および財務上の違いは著しいものです。能動的なアプローチは装置の信頼性を高め、高価な部品交換の必要性を減らし、装置の故障リスクを軽減することでより安全な製造環境を確保します。能動的な姿勢を採用することは、単に部品を修理するというだけではなく、一貫性と品質を保証するために製造プロセス全体を制御することです。
能動的メンテナンスと受動的メンテナンス:比較
| 要素 | 予防保全 | 対応型メンテナンス |
|---|---|---|
| 費用 | 計画保守のための予測可能で予算化されたコスト。 | 緊急修理や残業に伴う高額で予測不能なコスト。 |
| プレス稼働率 | 計画停止時間内にメンテナンスを実施することで、最大限に稼働時間を確保。 | 生産を停止させる頻繁で計画外のダウンタイム。 |
| 部品品質 | 一貫性があり、高い品質で、品質基準を満たしている。 | 不均一であり、不良率とスクラップ率が高くなる。 |
| 金型寿命 | 定期的なメンテナンスにより大幅に延長される。 | 過度の摩耗や予期しない故障により短縮される。 |
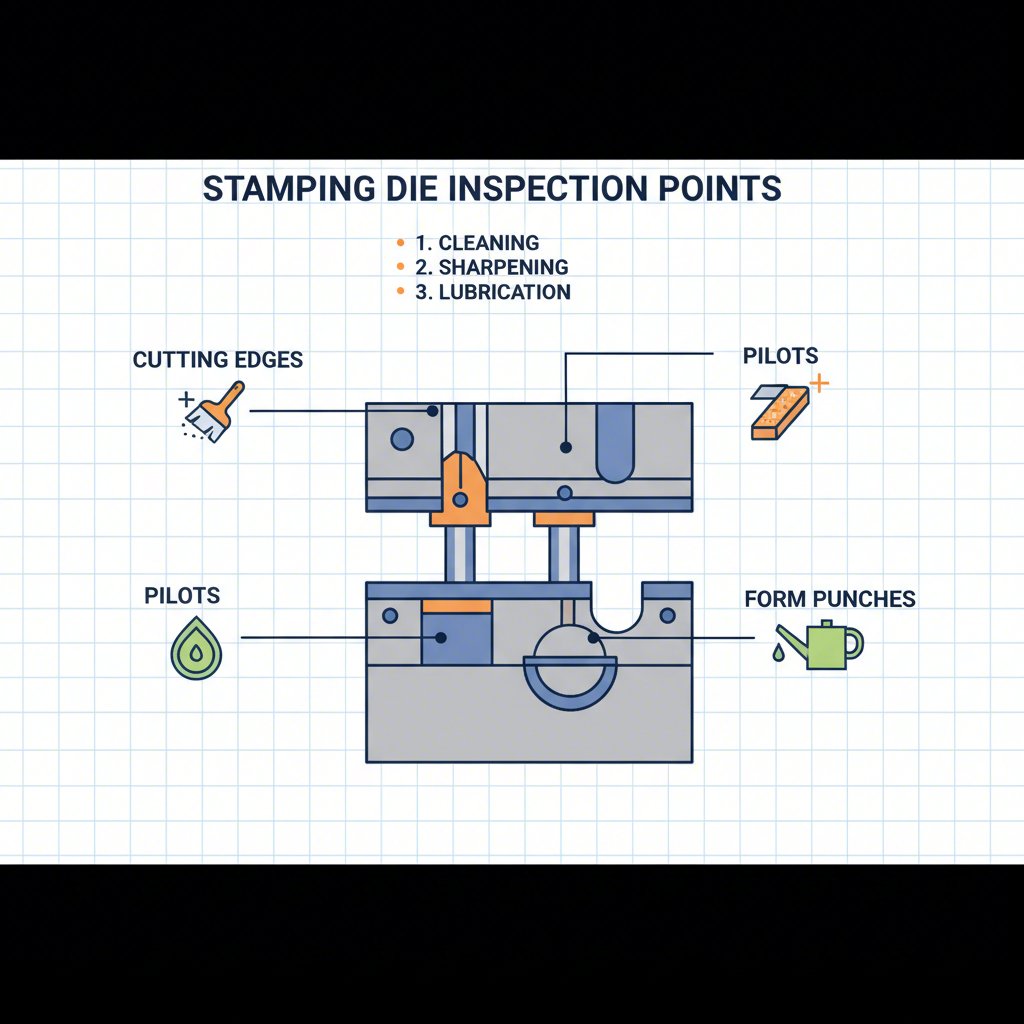
金型メンテナンスの必須手順:詳細チェックリスト
包括的なメンテナンス作業は、特定の繰り返し可能な作業を基盤として構築されています。金型メンテナンスで最も一般的な作業には、清掃、研削、シャイミング、および部品の点検や交換が含まれます。これらの手順を習得することは、金型の完全性を維持し、生産されるすべての部品の品質を確保するために不可欠です。適切にメンテナンスされた金型は、一貫した結果をもたらし、優れた加工技術の柱となります。
定期的な清掃と点検が最初の防御線となります。これらの点検中に、技術者は緩んだ締め具、部品の欠損、金属片などの過剰なごみ、黒ずんだグリスで示される潤滑不足など、問題の兆候となる明確なサインを確認すべきです。こうした視覚的な手がかりにより、小さな問題が重大な生産障害に発展するのを防ぐことができます。自動車業界などで使用される複雑な金型の場合、専門業者と提携することで、メンテナンスが当初の設計意図に沿ったものになるようにすることができます。例えば Shaoyi (Ningbo) Metal Technology Co., Ltd. は、カスタム自動車用スタンピングダイに特化しており、高精度が求められる製造工程において必要な正確さを維持するための専門知識を提供しています。
研ぎ直しもまた重要な作業です。金型の切断部やパンチエッジは、使用により自然に摩耗していき、これによりスタンピング部品にバリや寸法誤差が生じる可能性があります。定期的に砥石を使って研磨を行うことで、元の形状と精度を回復し、生産工程への不良影響を防ぐことができます。同様に、進行段階的な加工を行う金型では、各工程が適切なタイミングと位置で動作するようにシャイミングを行う必要がある場合があり、これは複雑な加工操作において極めて重要です。
金型点検チェックリスト(包括的)
- 清掃: 金型表面からすべてのゴミ、金属粉、スラッジ、および蓄積した潤滑剤を取り除いてください。メンテナンス前後において、すべての部品が汚染物質のない状態であることを確認してください。
-
検査:
- 緩んだり破損した締結部品、摩耗したスプリング、劣化したリフターがないかを確認してください。
- 金型のシューガイドポストにかじりや偏摩耗がないかを点検してください。
- パイロットの摩耗状態および正しい長さかどうかを確認してください。
- すべての成形パンチおよび金型セクションについて、測定可能な摩耗、欠け、または側面のかじりがないかを確認してください。
- 適切なタイミングと構成を確保するために、パンチの長さと高さを確認してください。
-
研削:
- 切れ味を維持し、きれいで正確な切断を行うため、すべての切断部の摩耗状態を点検し、必要に応じて研ぎ直してください。
- 過剰な素材の除去をせずに、研削工程が元の形状を正確に復元することを確認してください。
-
潤滑:
- すべての可動部が製造元の仕様に従って適切に潤滑されていることを確認してください。
- 過剰な発熱や腐食など、潤滑不足の兆候がないかを確認してください。
効果的なメンテナンススケジュールと記録の実施
物理的な作業に加えて、最良のダイメンテナンスは、スケジュール管理と記録の体系的なプロセスに依存しています。構造化されたプログラムを確立することは、効果的な保守の基盤となり、すべての装置が定期的に点検されることを保証します。メンテナンスの頻度は、使用頻度、生産量、およびダイの複雑さに基づいて決定すべきです。大量生産で毎日使用されるダイは、当然ながら、頻繁に使用されないダイよりも厳格なスケジュールを必要とします。
このシステムの重要な構成要素の一つが作業指示書です。 Phoenix Group によると、作業指示書システムを用いることで、組織は金型の修理およびメンテナンス作業をすべて文書化し、追跡し、優先順位をつけ、スケジュール管理することが可能になります。これは根本的な問題を特定し、是正措置を明確にし、実施された作業内容を記録するための重要なコミュニケーションツールとして機能します。この文書化された情報は、繰り返し発生する問題の追跡や将来の故障防止において非常に価値があります。
詳細なメンテナンス記録を作成し、維持管理することもまた不可欠な取り組みです。この記録には、サービス実施日、実施した作業内容、交換した部品、および金型の状態に関する観察結果を記録すべきです。時間の経過とともに、このデータは摩耗のパターンを特定するのに役立ち、より正確な予知保全を可能にし、チームが問題が発生する前に潜在的な故障に対処できるようになります。文書化の整合性を保つことで、すべてのサービス技術者が同じ方法で作業を実施できるようになり、予測可能で信頼性の高い結果につながります。
メンテナンス記録のサンプル
| 日付 | ダイID | 実施した作業 | 交換した部品 | 技術者 | 観察結果/備考 |
|---|---|---|---|---|---|
| YYYY-MM-DD | DIE-123-A | 清掃し、切断エッジを研磨、パイロットを点検。 | パイロット #4(摩耗) | J. Doe | 成形パンチに軽微な摩耗あり。次回サイクルで監視。 |
| YYYY-MM-DD | DIE-456-B | 完全な点検、潤滑、およびタイミング調整。 | なし | S. スミス | 仕様内で正常に動作している金型。 |

応用編:潤滑、保管、および継続的改善
金型のケアに対する包括的なアプローチは、プレス機や工具室の範囲を超えるものです。適切な潤滑、適切な保管、そして継続的改善への取り組みは、優れた保守プログラムと卓越した保守プログラムを分ける高度な実践です。潤滑は可動面間の摩擦を低減するために極めて重要であり、これにより過剰な熱発生が抑えられ、材料の疲労や破損を防ぎます。また、腐食や汚染からも保護します。
潤滑剤の選択は軽視できません。異なる種類の潤滑剤はそれぞれ異なる運用条件に適しています。たとえば、油性潤滑剤(オイル)は工作機械全般に汎用性がありますが、グリースは液体状の潤滑剤が現実的でないベアリングやジョイントに適しています。PTFEなどの固体潤滑剤は、油やグリースが汚染を引き起こす可能性がある用途に最適です。
使用していない際のダイの状態を維持するには、適切な保管が同様に重要です。ダイは常に、温度と湿度が管理された環境で保管する前に、清掃および潤滑を行う必要があります。また、「 Lijian Stamping Mold 」で指摘されているように、保護用のラックやケースを使用することで、保管中の物理的損傷や汚染を防ぎ、次回の生産運転に備えてダイを最適な状態に保つことができます。
最後に、メンテナンスプログラムの最終的な目標は、継続的な改善であるべきです。Thomas Vaccaが「 製造業者 」で述べているように、一貫性があり測定可能な結果が得られるようになったら、工具の堅牢性の向上、寿命の延長、およびスタンピング速度の向上を始めることができます。これには、改善を追跡し競争優位を維持するために、SMART目標(具体的で、測定可能であり、達成可能で、関連性があり、期間限定の目標)を設定することが含まれます。
潤滑および保管のベストプラクティス
-
潤滑のベストプラクティス
- 用途および材料に応じて、適切な潤滑剤の種類(油、グリース、ドライ)を選択します。
- 過剰潤滑や不足潤滑を避けるため、製造元の仕様に従って潤滑剤を適用してください。
- 潤滑システムが正しく機能しているか定期的に点検してください。
-
金型保管のためのベストプラクティス
- 保管前に金型を完全に清掃し、保護用の潤滑剤を塗布してください。
- 湿気による錆や腐食を防ぐため、空調管理された場所で金型を保管してください。
- 頑丈なラックまたはケースを使用して、金型を偶発的な損傷から保護してください。
- すべての保管された金型に明確なラベルを貼り、容易に識別・追跡できるようにしてください。
よく 聞かれる 質問
1. プレス金型はどのくらいの頻度でメンテナンスすべきですか?
プレス金型のメンテナンス頻度は、生産量、打ち抜かれる材料、および金型の複雑さなど、いくつかの要因によって異なります。大量生産の場合、各工程後に点検および清掃が必要になることがあります。一般的なベストプラクティスとして、ストローク回数または稼働時間に基づいた定期的なメンテナンス計画を策定し、性能データや点検結果に基づいて調整することです。
2. 金型のメンテナンスが必要であることを示す初期のサインは何ですか?
初期の警告サインには、切断エッジにバリが発生する、寸法の不正確さ、表面欠陥など、部品の品質低下が含まれます。また、プレス機の運転中の音が変化することにも気づくかもしれません。金型自体の目に見える兆候としては、金属の削りくず、黒くどろっとしたグリース、切断エッジやパイロットの目に見える摩耗などがあり、これらはメンテナンスが必要である明確な指標です。
3. 不適切なメンテナンスはスタンピング金型を損傷する可能性がありますか?
はい、その通りです。メンテナンスを怠ると、過度の摩耗、部品の故障、そして金型の破壊的な損傷につながる可能性があります。同様に、研削時に取り除く材料が多すぎる、間違った潤滑剤を使用する、またはシャイミングが正しくないなど、不適切なメンテナンスも性能の低下、金型の寿命短縮、そして不良品の発生を招くことがあります。