 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

ソーラーカーのシャーシ設計:アルミ押出成形の習得
要点まとめ
アルミニウム押出成形材は、優れた強度対重量比、固有の耐腐食性、そして顕著な設計自由度を備えているため、ソーラーカーのシャーシ設計において最適な材料選択です。適切なエンジニアリングには、構造負荷を効果的に管理できる適切なアルミニウム合金および断面形状の選定が含まれます。このアプローチにより、効率性のために軽量でありながら、動的運用時の応力にも耐えうる十分な強度を備えたシャーシを構築でき、競技用ソーラー車両の基盤を形成します。
シャーシ構築におけるアルミニウム押出成形の主な利点
効率が最も重要となる車両を設計する際、重量は1グラム単位で影響します。シャーシはソーラーカーの構造的骨格を形成しており、使用される材料の選択は重量、耐久性、性能に直接影響を与えます。アルミニウム押出成形材は、従来の鋼材では難しい特性の組み合わせを提供するため、この厳しい用途において主要な解決策として注目されています。
アルミニウムの主な利点は、その高い比強度(強さと重量の比率)にあります。アルミニウム製構造物は、運転時の荷重に耐えるために必要な剛性と強度を確保しつつ、鋼材のものと比べて大幅に軽量化できます。ソーラーカーの場合、この軽量化はエネルギー消費の低減、加速性能の向上、そして全体的な効率改善に直結し、限られた出力しか得られない太陽電池からの電力でより長い距離を走行することを可能にします。
もう一つの重要な利点は、アルミニウムが本来持つ腐食に対する耐性です。この金属は空気にさらされると保護用の酸化皮膜を形成し、環境による劣化から自らを守ります。これは、雨や湿度、道路の汚れなどにさらされる車両にとって特に重要です。鋼鉄とは異なり、アルミニウム製のシャーシはさびを防ぐために分厚いコーティングやメッキ処理を必要とせず、最小限の表面処理で使用できることが多いため、重量の削減がさらに進み、長期的なメンテナンスの負担も軽減されます。このような本質的な耐久性により、シャーシの構造的完全性がその耐用期間全体にわたり保証されます。
最後に、押出成形プロセス自体が比類ない設計の柔軟性を提供します。エンジニアは標準的な規格形状に制限されるわけではなく、複数の機能を単一の部品に統合できる複雑でカスタム化された断面形状を設計できます。これには、配線用のチャンネル、サスペンションやボディパネルの取り付けポイント、内部補強リブなどが含まれ、すべて1つの連続した部品として作成されます。この能力により、部品点数を削減し、組立を簡素化して構造効率を最大化する、高度に最適化され洗練された設計が可能になります。
アルミ押出成形材によるシャーシ設計の主要な原則
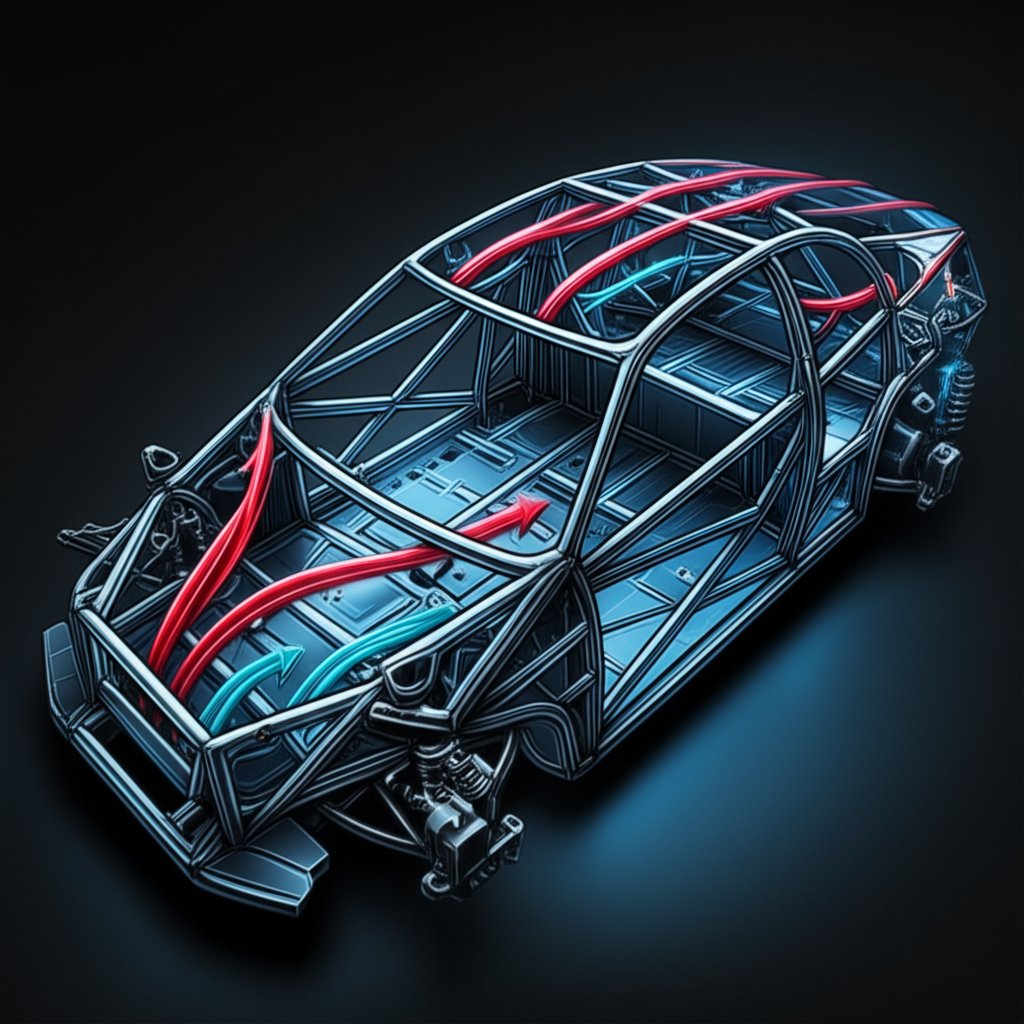
アルミ押出成形材を用いたソーラーカーのシャーシ設計とは、軽量素材を選ぶだけにとどまらず、ねじれ荷重(捩剛性)に対して効果的に抵抗し、サスペンション、駆動系、ドライバーからの荷重を安全に管理できるよう、剛性と強度を兼ね備えたフレームを創出するための構造力学への深い理解が求められます。
構造的完全性とねじり剛性
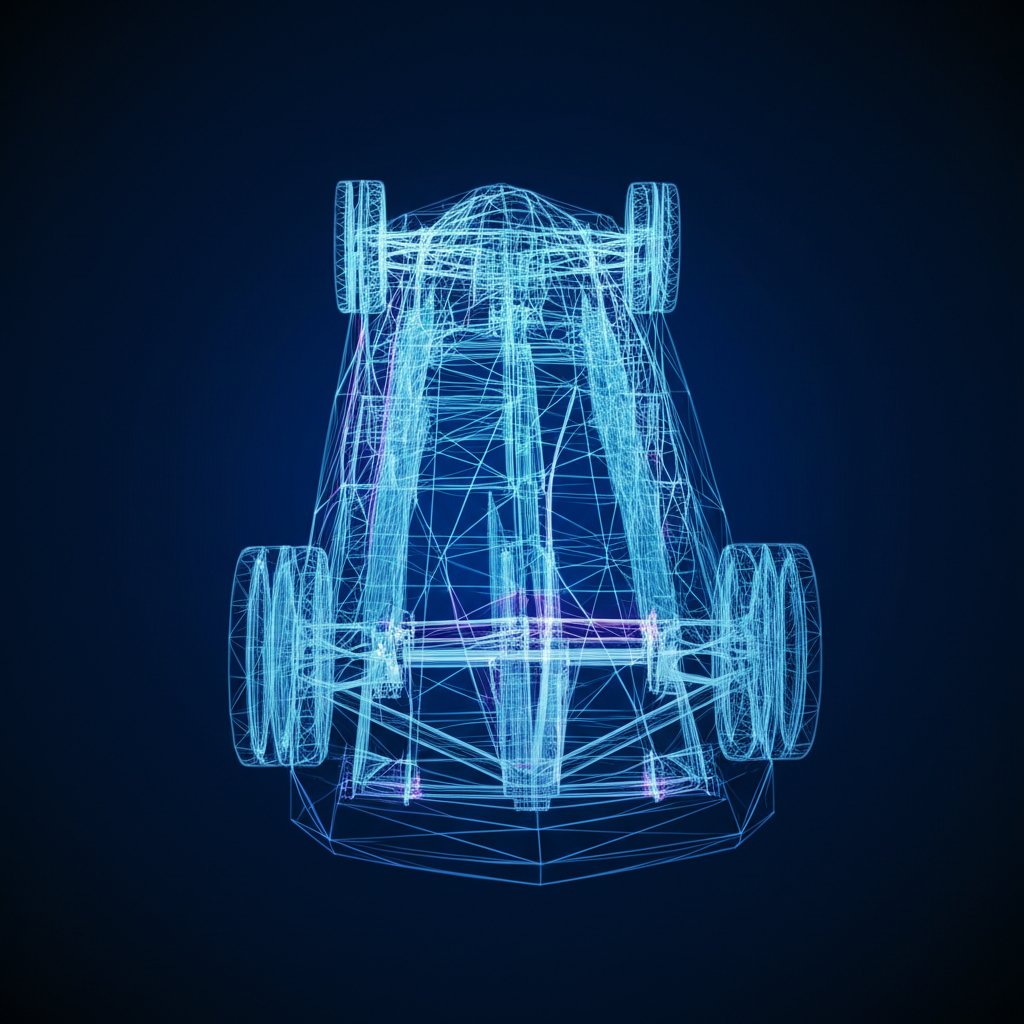
ねじり剛性は、高性能シャーシにおいて最も重要な特性であると言える。剛性の高いフレームは、コーナリング時や制動時の荷重によって不要なたわみが生じるのを防ぎ、予測可能なハンドリングを確保し、サスペンションが最適に機能することを可能にする。アルミニウム押出材では、閉断面(例えば角パイプや長方形パイプ)や三角形の構造を作ることで剛性を高める。スペースフレーム構造は、相互に接続された多数のチューブからなるネットワークを使用し、最小限の重量で高い剛性を実現する優れた方法である。これらのチューブの配置は、効率的な荷重伝達経路を形成するよう注意深く設計されなければならず、車輪やサスペンションからの力をメイン構造体へ直接伝え、局所的な応力集中や曲げ変形を引き起こすことなく分散させる必要がある。
接合および製造技術
個々の押出成形材をどのように接合するかは、シャーシ全体の強度に根本的に影響します。主な接合方法は、溶接と機械的締結の2つです。アルミニウムの場合、通常TIG溶接が用いられ、強固で永久的な接合が可能ですが、専門の技術と設備を必要とします。また、溶接による熱は熱影響部(HAZ)を生じ、アルミニウム合金の強度を低下させる可能性があるため、慎重な設計や溶接後の熱処理が必要になることがあります。一方、高強度ボルト、補強プレート、専用コネクタなどの機械的締結具は、モジュール式で、より簡単な代替手段を提供します。この方法は材料の弱体化を回避でき、修理や改造も容易に行えます。特にTスロット押出成形材は、内蔵された溝構造により、穴あけ加工をせずに強くて調整可能な接続が容易になるため、この方式で特に人気があります。
他のシステムとの統合
成功したシャーシ設計では、最初から他のすべての車両部品との統合を考慮する必要があります。サスペンション、モーター、バッテリーパック、ステアリングシステム、運転席などの取り付けポイントは、フレームに直接組み込まれていなければなりません。アルミニウム押出材の柔軟性により、設計者は取り付け用フランジや溝を一体化したカスタム断面形状を作成でき、これにより組立が簡素化され、正確な位置合わせが保証されます。さらに、シャーシは多くの場合車両で最も大きく、最も繊細な部分である広範なソーラーアレイを支える安定した堅固なプラットフォームも提供しなければなりません。フレームはパネルに応力を与えることなくそれらを支持すると同時に、角度調整が必要な場合にはその調整も可能にしていなければなりません。
設計に適した合金と断面形状の選定
基本設計の原則が確立された後、次の重要なステップは、適切なアルミニウム合金および押出成形プロファイルの選定です。この選択は、シャーシの強度、重量、コスト、製造のしやすさに直接影響します。すべてのアルミニウムが同じというわけではなく、ソーラーカーのシャーシには、材料特性を慎重に検討する必要があります。
構造用途には、強度、耐食性、押出成形性の優れたバランスを持つ6000番系アルミニウム合金が最も一般的に使用されます。業界の専門家が指摘しているように、 Gabrian 6061や6005Aなどの合金が有力な候補です。6061は、航空宇宙および自動車用途でよく使用される多用途で高強度の合金です。6005Aは、同等の強度を持ちながら、より優れた押出成形性と表面仕上げ性を備えており、複雑なカスタムプロファイルに最適です。両者の選択は、通常、強度要件と希望する押出形状の複雑さの間のバランスにかかっています。
以下の表は一般的な構造用合金を比較しています。
| 合金 | 基本 特徴 | 最適な用途 |
|---|---|---|
| 6063-T5 | 優れた表面仕上げ、良好な耐食性、中程度の強度。複雑な形状への押し出し加工が容易。 | 外観が重要な部分での、それほど重要でない構造部品、ブラケット、またはフレーム。 |
| 6061-T6 | 高比強度、良好な溶接性、良好な耐食性。非常に一般的な構造用合金。 | 主たるシャーシ部材、サスペンションマウント、および高負荷用途。 |
| 6005A-T61 | 6061と同程度の高強度、より優れた押し出し加工性および卓越した表面仕上げ。 | 強度と精度の両方が求められる主構造部品用の複雑な断面形状。 |
合金を超えて、プロファイルの形状も同様に重要です。標準的な正方形や円形のチューブは容易に入手可能ですが、押出成形の真の利点はカスタムプロファイルを作成できる点にあります。設計の優れたカスタムプロファイルは、強度が必要な箇所に正確に材料を配置し、不要な部分は削減することで、重量に対して構造を最適化できます。素早く製作したり、よりモジュラーな構成を目指すチームにとっては、Tスロットプロファイルが優れた選択肢です。これらのプロファイルは標準化された溝を備えており、専用のファスナーを使用して簡単に接続でき、溶接を必要とせずに迅速なプロトタイピングや組立が可能です。
CADから現実へ:製作および組立のヒント
ソーラーカーのシャーシをCAD内のデジタル設計から実際の組立済みフレームへと移行するプロセスは、注意深い計画と的確な実行を要する、やりがいのある作業です。この工程は理論的な工学設計と実際の製作作業を橋渡しするものであり、設計の潜在能力を完全に発揮させるためには、正確性と細部への配慮が極めて重要です。
- 設計の確定と材料の調達: 金属を切断する前に、CADモデル内のすべての寸法、接合部の設計、およびコンポーネント取り付け位置を3回確認してください。確定後、各押し出し材の長さと角度を詳細に示す切断リストを作成できます。材料の調達に関しては、標準プロファイルまたはカスタム設計の押し出し材から選択できます。高度に最適化され、独自のコンポーネントを必要とするプロジェクトでは、専門メーカーと協力するのが一般的により効果的です。自動車分野で高精度な部品が求められるプロジェクトの場合、信頼できるパートナーによるカスタムアルミ押出材の採用を検討してください。次のような企業は シャオイ金属技術 迅速なプロトタイピングから量産まで、厳格な品質管理体制の下で包括的なサービスを提供し、正確な仕様に合わせて部品を製造します。
- プロファイルの切断および機械加工: フレームの組立が正しく行われ、継手がしっかりと合うようにするためには、精密な切断が極めて重要です。さまざまな角度で清潔で正確な切断を行うには、非鉄金属用カッティングブレードを装備したミターソーが最適です。切断後は、ファスナー用の穴やチューブ取り付け用の切り欠き、部品取付用のマウントなどをドリルまたはフライス盤で加工する必要があります。ドリルプレスを使用することで、穴がまっすぐで正確な位置に開けられます。常に「計って二度、切って一度」を心がけてください。
- フレームの組立: 組立作業は体系的に行うべきです。まず、平らで水平な作業台を準備してください。床部分、側面構造、メインロールホップなど、サブアセンブリ単位でシャーシを製作し、その後それらを接合するのが一般的に最適な方法です。締結または溶接を行う前に、クランプや治具を使用して部品を確実に固定してください。これにより、フレームが設計通りに直角で正確に保たれます。機械的ファスナーを使用する場合は、振動によって緩むのを防ぐために、重要なボルトにはスレッドロック剤を塗布してください。
- 仕上げと検査: メイン構造の組み立てが完了したら、すべてのジョイントや接続部を入念に点検してください。設計仕様に基づいて、直角度や位置の整合性を確認します。切断や穴あけによる鋭いエッジはバリ取りを行い、安全性とプロフェッショナルな仕上がりを確保します。アルミニウムは自然な耐食性に優れていますが、追加の耐久性とカスタマイズされた外観を得るために、陽極酸化処理(アノダイジング)や粉体塗装を検討してもよいでしょう。
よく 聞かれる 質問
1. チャーシス用のアルミニウム押出材を接合する最も適した方法は何ですか?
最適な接合方法は、利用可能な資源や設計の目的によって異なります。TIG溶接は強固で永久的かつ軽量な接合が可能ですが、専門的な技術を必要とし、熱影響部で合金の強度が低下する可能性があります。グセットプレートと高強度ボルトによる機械的接続は、より容易に実施でき、調整や修理が可能で、材料の性質を変化させないため、学生やDIYプロジェクトで広く採用されています。
2. アルミニウム製チャーシスは、スチール製やカーボンファイバー製のものと比べてどう異なりますか?
鋼鉄と比較して、アルミニウム押出成形シャーシははるかに優れた強度対重量比と優れた耐腐食性を備えています。同等の強度を持つ鋼鉄フレームよりも大幅に軽量です。炭素繊維はアルミニウムよりもさらに軽く、剛性も高いですが、コストがはるかに高く、設計および製造が複雑であり、多くの場合、金型と特殊な製造プロセスを必要とします。アルミニウム押出成形は、ほとんどのソーラーカープロジェクトにおいて、性能、コスト、製造の容易さの実用的で効果的なバランスを提供しています。
3. 荷重を支えるシャーシに標準のTスロットプロファイルを使用できますか?
はい、Tスロットプロファイルはシャシー構造に使用され、特にモジュール性が重要なプロトタイプやプロジェクトでよく採用されます。ただし、想定される荷重に耐えられる十分なサイズと板厚を持つプロファイルシリーズを選定することが重要です。Tスロットフレームおよびその接続部が走行中の動的荷重に耐えうることを確認するため、有限要素法(FEA)を含む適切な工学的解析を実施する必要があります。