 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

欠陥を防止するための必須シートメタル成形性分析
要点まとめ
板金成形性解析は、絞りや割れなどの欠陥を生じることなく金属を部品に成形できる能力を評価するために用いられる重要な工学的プロセスです。このプロセスでは、物理的な試験と高度なコンピュータシミュレーションを組み合わせて、プレス加工中に材料がどのように振る舞うかを予測します。この予測情報は、金型設計の最適化、製造コストの削減、および最終製品が厳格な品質基準を満たすことを保証するために不可欠です。
板金成形性の理解:基本概念とその重要性
製造業において、成形性とは、金属の板が破断せずに塑性変形を起こし、所望の部品形状に成形される能力を指します。この能力を評価するプロセスは、板金成形性解析として知られています。これは現代の金属プレス加工の根幹をなしており、エンジニアがデジタル設計と実際に成功裏に製造された物理的部品との間のギャップを埋めるために必要なデータを提供します。主な目的は、クラックやしわなどの一般的な成形欠陥を事前に予測して防止し、莫大な時間と資源を節約することにあります。
この分析の重要性を強調しすぎることはありません。これがないと、製造業者は試行錯誤的なアプローチを余儀なくされ、結果として高い廃棄率、高額な金型修正、生産遅延が生じるリスクがあります。成形性解析が防止に貢献する主な欠陥には、破断前に発生する材料の局所的な板厚減少であるネッキング(necking)や、材料が完全に破壊するクラック(cracking)があります。材料の限界を理解することで、エンジニアはより効率的な工程を設計し、作業に適した適切な合金を選定することが可能になり、強度要件と製造上の実現可能性のバランスを取ることができます。
包括的な解析を行うことで、企業の利益や製品品質に直接的な影響を与える多くの利点が得られます。材料の流動や応力集中を予測することで、堅牢で再現性のある製造プロセスを確保できます。これは、大幅な軽量化が可能である一方で成形挙動がより複雑な先進高張力鋼(AHSS)やアルミニウム合金の使用が増加している現在において特に重要です。
主な利点は以下の通りです:
- コスト削減: 金型の修正作業にかかる高コストと時間的ロスを最小限に抑え、不良品による材料の無駄を削減します。
- 品質向上 部品が一貫して製造され、すべての幾何学的および構造的仕様を満たすことを保証します。
- 市場投入までの期間の短縮: 仮想設計段階で潜在的な問題を解決することで、金型試運転期間を短縮します。
- 材料の最適化 製造性を犠牲にすることなく、軽量かつ高性能な材料を自信を持って選定・使用できるようにします。
- 設計自由度の向上: 材料の限界を明確に理解することで、より複雑で大胆な部品形状の設計が可能になります。
成形性評価の主要な方法と試験
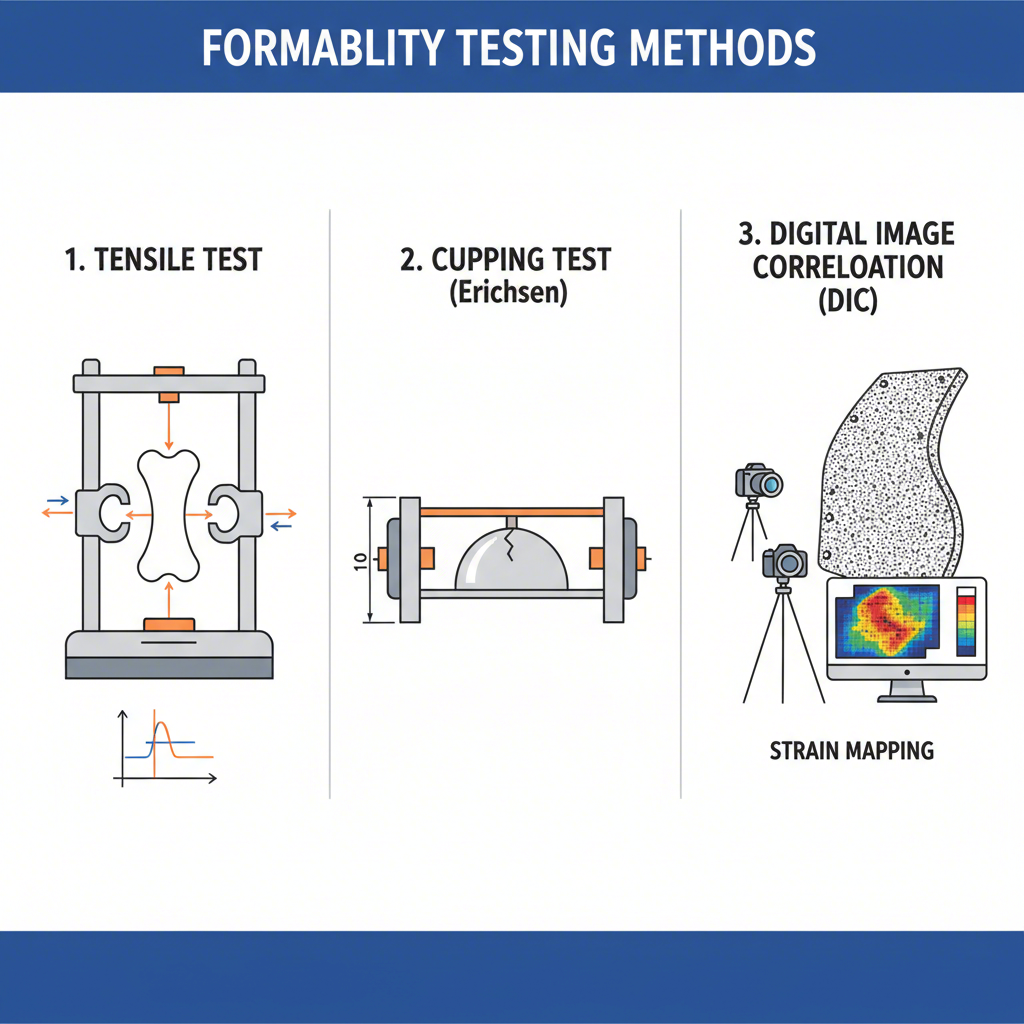
板金成形性の評価には、従来の機械的試験から高度な非接触光学システムまで、さまざまな試験方法があります。各方法は、材料が成形工程中の応力に対してどのように振る舞うかについて異なる知見を提供します。試験方法の選定は、通常、材料の種類、部品の複雑さ、および必要な精度レベルによって決まります。
従来の方法では、単軸引張試験から始めることが一般的です。この基本的な試験では、材料の試料を引っ張って破断させることで、全伸び率や加工硬化係数(n値)といった特性を測定します。シンプルで安価な方法ですが、主な限界は応力が一方向にしか測定できない点です。一方、実際の多くのプレス成形工程では、複雑な双軸(2方向)応力が発生します。このような条件をより正確に模擬するために、技術者はエリクセン杯突き試験や中島試験などの方法を使用します。これらの試験では、クランプされた板をパンチでドーム状に変形させることで、双軸伸長下での成形性をより現実的に評価できます。
最近では、高度な光学式3D測定システムが成形性分析を革新しました。デジタル画像相関法(DIC)などの技術により、変形の全領域にわたる観察が可能になっています。この方法では、金属板の成形前にグリッドまたはドットパターンを表面に印刷します。スタンピング工程中、高解像度カメラが複数の角度から画像を撮影します。専用のソフトウェアは、そのパターンの変形状態を解析し、部品表面全体における正確な主ひずみおよび副ひずみを算出します。この非接触方式は、従来の試験手法と比べてはるかに多くのデータを提供するため、危険なひずみ領域を正確に特定できます。
以下の表は、これらの一般的な方法を比較したものです。
| テスト方法 | 測定内容 | メリット | 制限 |
|---|---|---|---|
| 引張試験 | 伸び、強度、n値 | 簡単で安価、標準化されている | 一軸応力状態は、ほとんどの成形加工を適切に再現していない |
| カップイング/ブレージング試験 | 破断時のドーム高さ、面内二軸ひずみ限界 | 面内二軸引張条件を模擬 | 時間がかかる、得られるデータ点が限られる、摩擦の影響を受ける可能性がある |
| 光学式3D解析(DIC) | フルフィールド3次元ひずみおよび変形 | 高精度で包括的なデータを提供し、非接触方式 | 専門的な装置とソフトウェアを必要とする |
高度な解析:モデリング、シミュレーション、および破損予測
物理的な試験を超えて、現代の成形性解析で最も強力なツールは計算モデリングとシミュレーションです。有限要素法(FEA)ソフトウェアを使用することで、エンジニアはスタンピング工程全体の仮想モデルを作成できます。これには、金型の形状、板金材料の物性、および摩擦やブランクホルダー荷重などの工程パラメータが含まれます。このシミュレーションにより、板金材が最終的な部品形状に成形される際にどのように流動し、引っ張られ、薄くなるかを予測することが可能です。
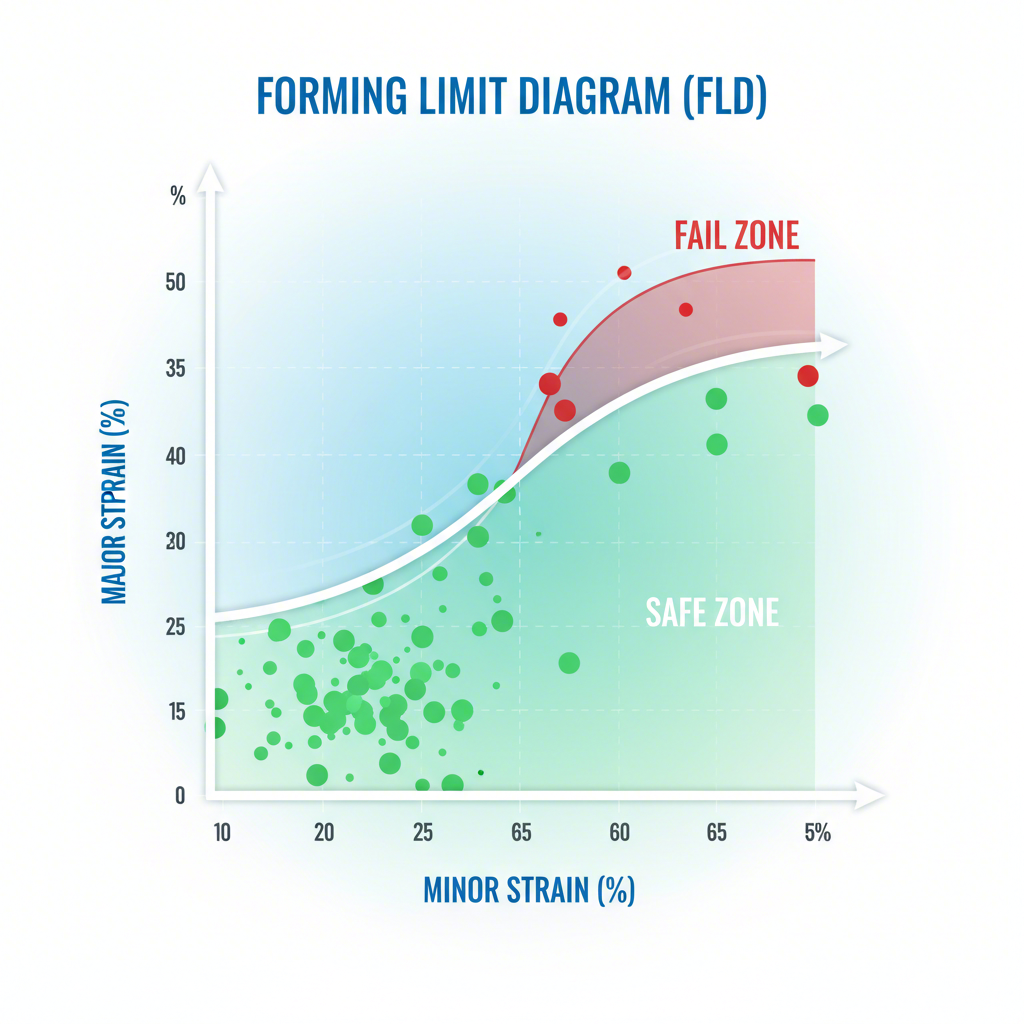
このシミュレーションの中心となる要素は、成形限界図(FLD)です。FLDとは、特定の材料に対して安全な製造範囲を定義するグラフのことです。このグラフは主ひずみと副ひずみをプロットしたもので、許容できる変形と絞り割れや破断の発生との境界を示す「成形限界曲線(FLC)」によって分かれています。シミュレーション中、ソフトウェアは部品上の数千点にわたるひずみ状態を計算し、それらをFLD上にプロットします。もし点がFLCの上方に位置した場合、その領域で破損のリスクが高いことを示しており、設計の変更が必要であることを意味します。
しかし、従来のFLDには限界があり、特に多段成形プロセスや先進材料を扱う場合に顕著です。業界の専門家が説明しているように、非比例負荷(工程中にひずみ経路が変化する場合)や小さな半径での曲げによる安定化効果などの要因が、材料本来の成形限界を変化させる可能性があります。最新の成形性解析フレームワークはこれらの影響を考慮することで、複雑な部品に対するより正確な破損予測を可能にしています。自動車用スタンピング金型の精度を確保するために、などといった複雑部品の大手メーカーは、最先端のCAEシミュレーションを活用しており、OEMおよびTier 1サプライヤーに対してリードタイムを大幅に短縮し、成果を向上させています。 Shaoyi (Ningbo) Metal Technology Co., Ltd. 、複雑な部品を製造する大手メーカーは、最先端のCAEシミュレーションを活用して自動車用スタンピング金型の精度を確保しており、OEMおよびTier 1サプライヤーに対してリードタイムを大幅に短縮し、成果を向上させています。
設計プロセスにシミュレーションを取り入れることによる利点は非常に大きい:
- バーチャルプロトタイピング: 物理的な工具試作に伴う高コストで時間のかかる工程を減らし、まずコンピュータ上で問題を解決することを可能にする。
- 設計の最適化: エンジニアが迅速に異なる部品の形状、工具設計、または材料の選択をテストし、最も信頼性の高いソリューションを見つけることを可能にします。
- 欠陥予測: 割れや絞り(ネッキング)だけでなく、しわの発生、スプリングバック、表面の歪みなどの問題も正確に予測します。
- プロセス効率: ブランク形状やプレスの能力などのパラメータを最適化し、材料使用量およびエネルギー消費を最小限に抑えるのに役立ちます。
結果の解釈と設計ベストプラクティスの適用
板金成形性解析の真の価値は、工学的判断を導くための実行可能なインサイトを生成できる点にあります。シミュレーションの出力は通常、部品のカラーコード付きマップであり、異なる色がひずみや板厚減少の度合いを示しています。緑色の領域は一般的に安全であり、黄色は成形限界に近いぎりぎりの状態を示し、赤色は破損の可能性が高い重要なゾーンを強調表示します。これらの視覚的支援により、エンジニアは即座に問題領域を特定できます。
シミュレーションで潜在的な問題が検出された場合、その分析により問題を解決するために必要なデータが得られます。たとえば、鋭いコーナー近くでひずみが集中する可能性が高いと予測された場合、設計上の推奨事項としてその部分のリブの半径を大きくすることが挙げられます。これにより、ひずみをより広い領域に分散させ、安全な範囲内に戻すことができます。同様に、平板部品でしわの発生が予測される場合、ブランクホルダ力の調整やドロービードの追加によって材料の流れをより適切に制御する対策が考えられます。
このようなデータ駆動型のアプローチは、製造性設計(DFM)の基本原則の一つです。設計段階の初期から成形性の原則を考慮することで、エンジニアは機能的であるだけでなく、生産効率も高い部品を設計できます。この能動的なアプローチにより、プロジェクトのスケジュールや予算を大幅に狂わせる可能性のある後工程での設計変更を回避できます。
以下は、成形性分析に基づく主要な設計上のベストプラクティスの例です:
- 十分なアール形状を使用する: 可能な限り、内部および外部の鋭い角を避けてください。より大きな半径は、局所的な板厚の減少や亀裂を防ぐ最も効果的な方法の一つです。
- 特徴部を曲げ部から離してください: 一般的なガイドラインとして、穴は材料の板厚の2.5倍に曲げ半径を加えた距離以上、曲げ線から離して配置してください。これにより、曲げ加工中に形状が歪むのを防ぐことができます。
- 抜き勾配を採用する: 深絞り部品の場合、垂直壁にわずかな角度をつけることで摩擦が減少し、成形に必要な力も低下するため、割れのリスクが低減されます。
- 適切な公差を指定してください: 平面度、直線度などの許容範囲を定義するために幾何公差(GD&T)を使用し、成形工程ではある程度のばらつきが生じることを認識してください。
- 材料データを確認してください: 同じ金属でも異なるグレード間で成形性が大きく変化する可能性があるため、設計およびシミュレーションは常に正確な材料特性データに基づいて行う必要があります。
よく 聞かれる 質問
1. 金属の成形性とは何ですか?
成形性とは、シート金属がクラックやネッキングなどの欠陥を生じることなく、プラスチック的に変形して部品の形状に加工できる能力のことです。主に金属の延性(伸びる能力)と、成形時の板厚の薄化の均一性に影響を与えるひずみ硬化特性によって左右されます。
2. シート金属の成形性試験にはどのようなものがありますか?
一般的な試験には、基本的な伸び率や強度を測定する単軸引張試験、二軸伸長を模擬するカップリング試験(例:エリクセン、オルセン)やブローブ試験、および表面ひずみのフルフィールドマップを提供する現代的な非接触光学式3次元解析システム(DIC)があります。
3. シート金属設計における4Tルールとは何ですか?
一般的な設計ガイドラインでは、歪みを防ぐために、穴などの特徴部は、曲げ線から少なくとも材料の板厚の2.5倍と曲げ半径を加えた距離以上離す必要があるとされています。スロットの場合には「4T」という値が適用されることもありますが、一般的なガイドラインでは、板厚の4倍に曲げ半径を加えた値が用いられます。
4. ブラス板金におけるGD&Tとは何ですか?
幾何公差(GD&T)とは、図面において部品の幾何学的な許容差を定義するための記号言語です。板金では、GD&Tにより、最終的に成形された部品が正しく機能し、組立内で適切に適合するように、平面度、直線度、輪郭度などの形状に関する重要な公差が規定されます。