 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

センサーハウジングメタルスタンピング:高精度深絞り加工ガイド
要点まとめ
センサー外装用金属プレス加工 高精度の製造プロセスであり、主に深絞り(ディープドロー)技術を用いて、敏感な電子部品を保護するシームレスで耐久性のある外装ケースを製造します。切削加工やプラスチック成形とは異なり、この方法は優れた電磁妨害(EMI)遮蔽性能、強固な衝撃耐性を提供し、大量生産においても費用対効果に優れています。エンジニアや調達担当マネージャーは、過酷な自動車、医療、産業用途における密閉性を保ちながら、狭い公差(多くの場合±0.001インチ以内)を維持できる点から、深絞り金属外装を好んで採用しています。
深絞りプレス加工:センサー外装の業界標準
円筒形または箱型のセンサー外装に対して、 深絞りスタンピング 従来の切削加工を効率性と構造的完全性の両面で上回り、主要な製造方法として台頭した。このプロセスでは、パンチの機械的作用によって金属ブランクを成形ダイへ向けて放射状に引き抜く。"深絞り"という用語は、成形品の深さがその直径を上回る場合に通常適用される。
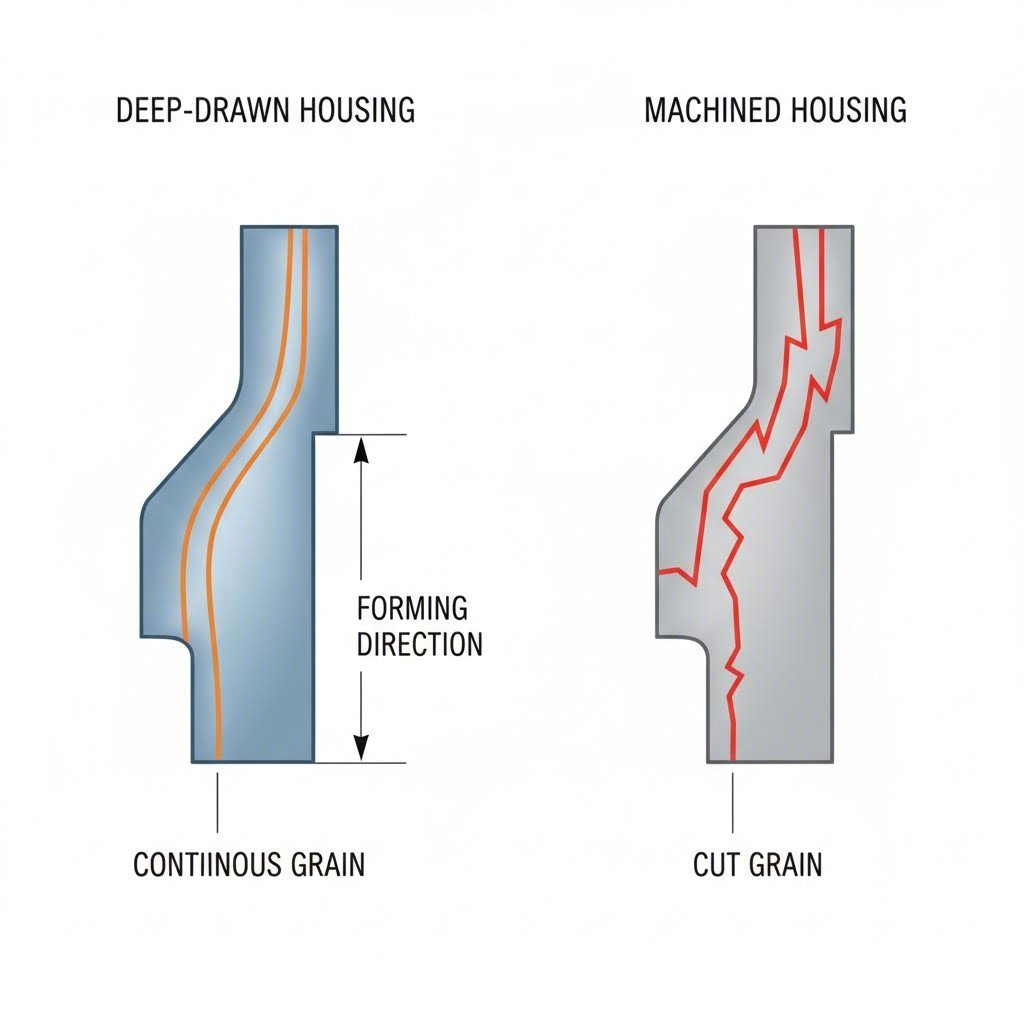
深絞りの主な工学的利点は、シームレスで一体構造の部品を作成できることである。溶接されたチューブや複数部品のアセンブリとは異なり、深絞り成形されたハウジングには、水分やガスの漏れ経路となり得るシームが存在しない。これは、過圧または水中環境で動作するセンサーにとって極めて重要である。 Standard Die は、深絞りスタンピングが 大量生産に理想的である理由として、材料の廃棄を大幅に削減し、旋盤加工やCNC切削加工と比較して単価を低減するため、二次的な組立工程が不要になる点を挙げている。
機械的に、このプロセスは材料を加工硬化させ、最終部品の構造的剛性を高めることがよくあります。これにより、耐久性を犠牲にすることなく、より薄いゲージの材料を使用することが可能になり、航空宇宙および自動車用センサー用途において重要な考慮事項である重量対強度比の最適化が実現します。
材料選定:保護性と成形性のバランス
正しい合金を選択することは、センサー性能を確保するための第一歩です。使用する材料は、深絞り工程中に破断せずに成形できるような成形性と、環境からの保護機能の両方を兼ね備えていなければなりません。
ステンレス鋼(304対316L)
ステンレス鋼は、硬度が高く変形しにくいことから、センサーハウジングに最も一般的に使用される材料です。 CNstampingは、ステンレス鋼の腐食抵抗性を強調しています 熱消耗は,非鉄金属と比較して低いと指摘しています. グレード304は,一般的工業用のための業界標準であり,優れた形容性を提供しています. 海洋用または医療用には,塩素や穴への優れた耐性により,316Lグレードが好ましい.塩水環境では,ハウジングが劣化しないことを保証する.
非鉄種:アルミと銅
熱消耗や特異磁気特性を要求する用途には,色素金属が用いられる.
- アルミニウム: 熱伝導性が優れ 重量が軽くて 空気センサーに適しています しかし,腐食耐性のために注意深くアノジスする必要があります.
- 銅と銅: 電気伝導性と天然のEMI遮蔽特性でしばしば選択されるが,酸化を防ぐためにプラチング (ニッケルまたは金) が必要である.
| 材質 | 耐食性 | 成形性 | EMIシールド | 代表的なアプリケーション |
|---|---|---|---|---|
| ステンレス鋼304 | 高い | 優れた | 適度 | 一般的な産業用センサー |
| ステンレス鋼 316L | 高い | 良好 | 適度 | 医療・海洋探査機 |
| アルミニウム | 中程度(コーティングが必要) | とてもいい | 良好 | 航空宇宙/軽量 |
| 銅/真鍮 | 低 (塗装が必要) | 優れた | 優れた | 電子/EMI 敏感 |
なぜメタル? プラスチック 蓋 に 対する 訴訟
プラスチック注射型は安価ですが 重要なセンサーアプリケーションの厳しい要求には 満たされることがありません 選択する際には 材料の保護 衝撃耐性 熱性など3つの要素が 重要になります
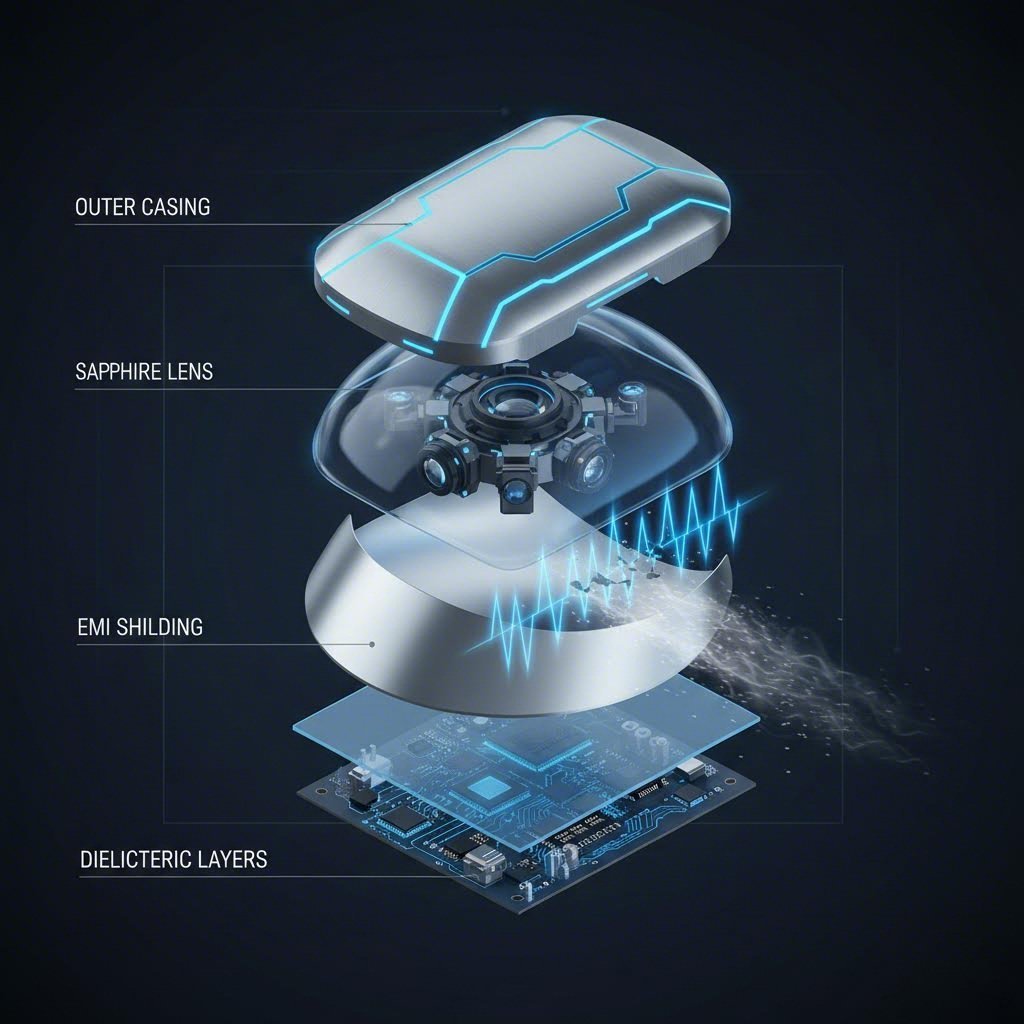
電磁気干渉 (EMI) 遮蔽: 電子センサーは ワイヤレス信号や電流で溢れた "騒音"な環境で 増やされています 金属の箱は, 内部部品を外部電磁気干渉から守って データを読み取ることを歪める プラスチック製のホイスは 高い電導性のあるコーティングが必要です
耐久性 金属製ハウジングは優れた耐衝撃性を備えています。自動車のアンダーフード内や産業用機械などの用途では、センサーが継続的な振動や破片による衝撃にさらされることがありますが、打ち抜き加工された金属製ハウジングはこうした力に対しても構造的完全性と寸法精度を維持します。一方で、プラスチック製品は時間の経過とともに亀裂が入ったり、変形したり、もろくなる可能性があり、特に紫外線や極端な温度サイクルにさらされた場合にはその傾向が顕著になります。
製造性を高めるための重要な設計ガイドライン
金属プレス成形の利点を最大限に活かすためには、エンジニアが製造プロセスを念頭に置いて設計を行う必要があります(製造性設計:DFM)。これらのルールに従うことで、引き絞り工程中に発生するしわや裂けなどの一般的な欠陥を防ぐことができます。
- コーナーのR(半径): 鋭い角は避けてください。カップ底部やフランジ部の半径は、素材の板厚の4〜8倍以上にする必要があります。十分な大きさのR形状により応力集中が低減され、金属が滑らかに流れるようになります。
- 壁厚の一様性: 深絞り成形では、自然に壁の薄肉化が生じます。設計ではこの変化を考慮する必要があり、一般的には重要な引っ張りポイントで厚さが10〜15%減少することを見込んでおくべきです。
- 抜き勾配: すべてのプレス成形品に必ずしも必要なわけではありませんが、わずかなテーパー角を設けることで、金型からの部品取り外しが容易になり、工具寿命の延長や傷付き跡の低減につながります。
- 二次加工: 次のように指摘されているように Precipart 複雑なセンサーケースは、二次仕上げ工程を必要とする場合が多いです。これには、ステンレス鋼表面の鉄分を取り除くためのパスベージング処理や、はんだ付け性および接触抵抗の向上のために貴金属でメッキ処理を行うことが含まれます。
品質保証と大量生産における拡張性
センサー市場は自動運転やIoTの進展により、欠陥ゼロの製造が求められています。精度は絶対条件であり、ケースは多くの場合、相手側のコネクターやシールとの完全な適合を確保するために±0.001インチという非常に厳しい公差を満たす必要があります。
この一貫性を大規模に実現するには、高度なツールと厳格な品質管理が不可欠です。製造業者はダイ内センシングや光学検査システムを活用し、寸法をリアルタイムで確認しています。自動車産業などの重要分野では、サプライヤーはしばしば自動車サプライチェーンにおける品質マネジメントを規定するIATF 16949規格に準拠しなければなりません。
試作段階から量産へと移行しようとする製造業者にとって、優れた能力を持つサプライヤーとの提携は不可欠です。 紹義金属科技の包括的なスタンピングソリューション この能力を体現しており、IATF 16949認証された高精度設備および最大600トンのプレス能力を活用して、グローバルOEM基準を満たす重要な自動車部品を提供しています。
最終的には、センサーの信頼性はそのハウジングの質に依存します。深絞り金属プレス成形技術を活用することで、エンジニアは過酷な運用環境にも耐えうる堅牢で継ぎ目がなく電磁遮蔽された外装でデバイスを保護できるようにしています。
よく 聞かれる 質問
1. センサー外装の製造において、深絞りスタンピングは切削加工に比べてどのような利点がありますか?
深絞りスタンピングは、固体ブロックから材料を切り出して成形する切削加工と比べて材料のロスが極めて少ないため、大量生産においてははるかにコスト効率が高くなります。さらに、深絞り成形では連続した結晶構造を持つシームレスな部品が得られるため、優れた強度が確保でき、溶接または組立による外装に見られる可能性のある漏れパスを排除できます。
3. スタンプ成形されたセンサー外装はメッキ処理でカスタマイズ可能ですか?
はい、スタンプ成形された金属外装は、性能向上のために頻繁にメッキ処理されます。一般的な処理には、耐食性のためのニッケルメッキ、電気伝導性のための金メッキ、およびはんだ付け性のための銀メッキがあります。これらの表面処理により、銅や真鍮などの標準的なベース金属でも、化学的に過酷または電気的に敏感な環境で効果的に機能できます。
5. 水中用センサー外装に最適な金属は何ですか?
ステンレス鋼316Lは、水中または海洋用センサハウジングの素材として通常好まれます。この材質にはモリブデンが含まれており、塩化物環境(海水)による点食や隙間腐食に対して優れた耐性を発揮し、気密シールの長期的な完全性を保証します。