 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

精密金型製造における放電加工の不可欠な役割
要点まとめ
電気放電加工 (EDM) は,現代型材製造において不可欠な役割を果たしています. 制御された電気の火花を用いて 硬化された金属を 複雑で複雑な形に 侵食し形作る 高精度な製造プロセスです この技術は 耐久性があり 高精度なツールや 注射型や スタンプ型を 製造するのに不可欠です 伝統的な加工法では 製造がしばしば不可能です
基本原則について
放電加工(EDM)は、スパークマシニングとも呼ばれる非接触の非伝統的製造プロセスであり、熱エネルギーに基づいています。従来の機械的切削法とは異なり、EDMでは電極(ツール)とワークピースの間に発生する一連の急速かつ繰り返しの電気放電(スパーク)によって材料を除去します。両部品は誘電体液体中に浸されており、所定の電圧に達するまでこの液体は電気絶縁体として機能します。
この核心的なメカニズムは、高電圧が印加されることで始まり、誘電体流体が破壊され、電極と被加工物の間にプラズマチャネルが形成されます。これにより、14,500~21,500°Fに達する非常に強い火花が発生し、被加工物の素材のごく微量が瞬時に溶融および気化します。放電サイクルが終了すると、誘電体流体が気化した粒子(切粉)を加工部から洗い流します。このサイクルは毎秒数千回繰り返され、電極の形状に合わせて、またはプログラムされた経路に沿って、被加工物が徐々に侵食されていきます。
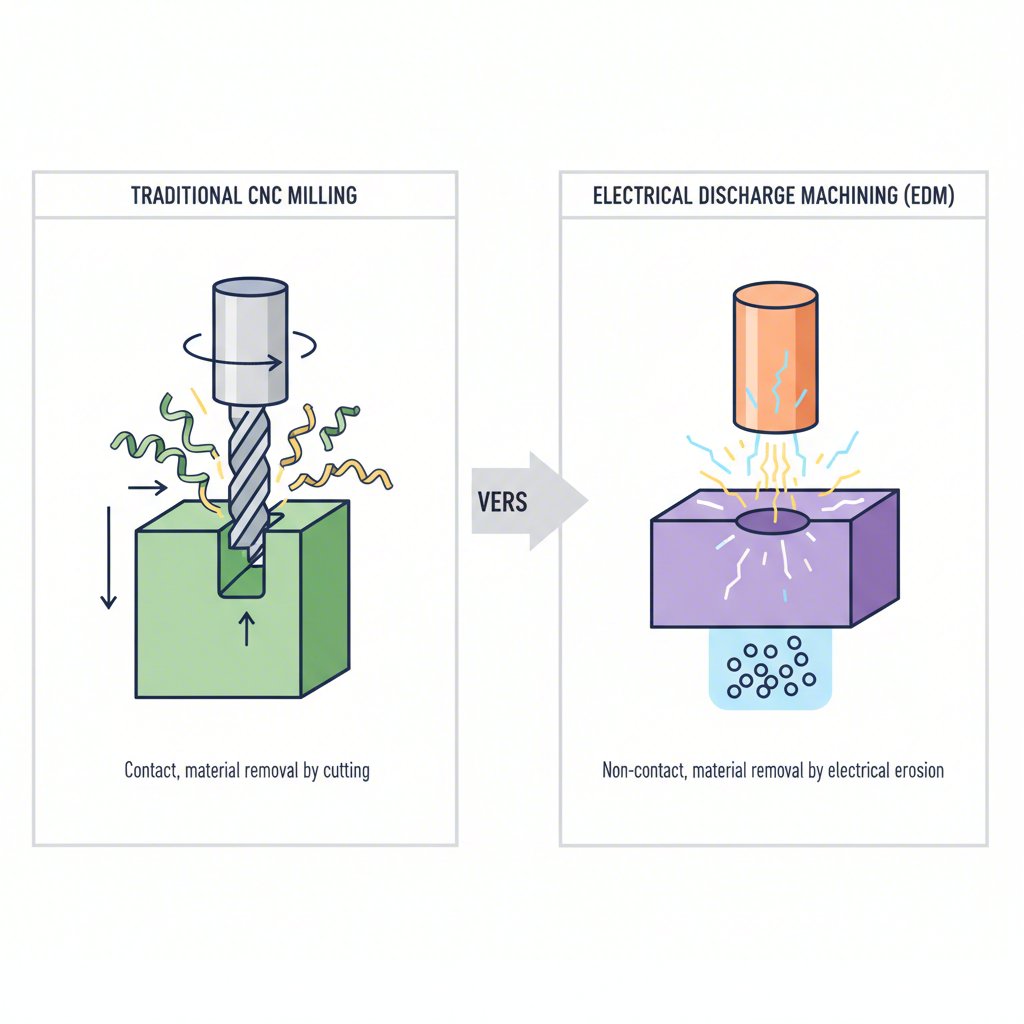
このプロセスは、従来のCNCフライス加工や旋盤加工とは根本的に異なります。工具と被削材との間に物理的な接触がないため、放電加工(EDM)では、焼入れ工具鋼、チタン、タングステンカーバイドといった非常に硬く丈夫な材料を、卓越した精度で加工でき、機械的応力を誘発することもありません。この能力により、他の方法では達成できない微細な形状や厳密な公差が求められる用途において、EDMは不可欠な技術となっています。
高精度金型製造における放電加工(EDM)の重要な役割
金型製造の世界では、精度は単なる目標ではなく、基本的な要件です。放電加工(EDM)技術はこの精度を支える基盤であり、従来の切削工具では工具の形状やアクセス制限から実現不可能だった複雑さと正確さを持つ金型やダイスの作成を可能にします。その主な役割は、鋭い内角、深くて狭いリブ、複雑な空洞など、従来の切削工具では作りにくい細部を形成することです。
放電加工(EDM)の最も重要な応用の一つは、プラスチック射出成形用金型や金属の鋳造・スタンピング用ダイスの製造です。たとえば自動車業界では、高品質な部品の製造が完璧に設計された工具に依存しています。主要な カスタム自動車スタンピングダイスおよび金属部品製造サービスのプロバイダー shaoyi (Ningbo) Metal Technology Co., Ltd.などの企業は、OEMやTier 1サプライヤーが求める精度を実現するために高度なプロセスを採用しています。特に、板材を自動車部品へと正確に成形する耐久性があり複雑なスタンピング金型の製造において、EDM(放電加工)は極めて重要な役割を果たします。
さらに、EDMはすでに硬化された素材を加工するのに特に適しています。従来の加工方法では、まず軟らかい素材を機械加工してから熱処理を行う必要があり、この工程で反りや寸法誤差が生じる可能性があります。一方、EDMは予め硬化された鋼合金に対して直接加工できるため、こうした変形のリスクを排除し、金型や型そのものが最も厳しい公差要件を満たすことを保証します。これは、民生用プラスチック製品、医療用インプラント、航空宇宙部品など最終製品の品質向上に直結し、工具自体の耐用年数延長にも寄与します。
金型製作における主要なEDM技術:ワイヤーEDMとダイシンキングEDM
金型製造では、主に2種類の放電加工(EDM)が使用されており、それぞれ異なる用途に適しています。すなわち、ディーサイキングEDMとワイヤーEDMです。これら2つの違いを理解することは、製造現場におけるこの技術の多様性を正しく把握する上で重要です。
ディーサイキングEDM は、ラムEDMまたはキャビティEDMとも呼ばれ、目的の形状を反転させた形に仕上げられた特別な電極(通常は黒鉛または銅製)を使用します。この電極はゆっくりとワークに降下(「沈め」)られ、電気火花によって材料が侵食され、電極の形状と一致するキャビティが形成されます。この方法は、金型や鍛造用金型に必要な複雑な3次元キャビティ、閉塞穴、詳細な模様などを製作するのに最適です。
ワイヤー放電加工 、またはWEDMは、高精度の帯鋸のような仕組みで動作します。電極として非常に細く、連続供給される金属ワイヤ(通常は真鍮製)を使用し、CNCによってプログラムされた正確な経路に沿ってガイドされ、ワークピースの全厚を切断して複雑な2次元プロファイルや形状を作成します。焼入れ鋼の厚板からパンチ、工具、金型を製造する場合や、複雑な外形および精密嵌合部品を作る際に特に有効です。
どちらの方式を選ぶかを金型職人が判断する際の明確な基準として、以下の比較を検討してください。
| 特長 | ディスクシンキング(ラム)放電加工 | ワイヤー放電加工 |
|---|---|---|
| 電極タイプ | 固体のカスタム形状電極(黒鉛または銅) | 細い単線の金属ワイヤ(通常は真鍮製) |
| 主要な用途 | 3次元空洞、金型、底付き穴、複雑な意匠の作成 | ワークピースを通す2次元プロファイル、パンチ、金型、複雑な外形の切断 |
| 作成される形状 | 複雑な三次元の陰型形状 | 複雑な二次元の輪郭、テーパー形状、貫通切断 |
| ワークピースとの相互作用 | 電極がワークピースに沈み込んで空洞を形成する | ワイヤーがワークピースを完全に貫通してプロファイルを切断する |
金型産業における放電加工の主なメリットと利点
金型製造業界で放電加工(EDM)が広く採用されているのは、業界が抱える最も重要な課題に直接対応できる一連の利点があるためです。これらの利点は単なる材料除去を超え、従来の切削加工方法と比較して、より優れた品質、設計の自由度、および効率性を提供します。
主な利点は以下の通りです:
- 極めて硬い材料の加工: 放電加工の原理は機械的ではなく熱的なものであるため、材料の硬度には影響されません。従来の工具では急速に摩耗したり切断が不可能な焼入れ工具鋼、炭化タングステン、特殊合金なども容易に加工できます。
- 複雑かつ精巧な幾何学形状の創出: このプロセスは非接触であるため、微細な形状を変形させるような切削力が発生しません。そのため、フライスカッターでは実現できない鋭い内側のコーナー、深くて狭いスロット、薄肉構造などを製作できます。
- 比類ない精度と微細な表面仕上げ: 放電加工(EDM)は非常に厳しい公差、通常±0.0002インチ以内での加工が可能です。このプロセスは微調整が可能で、手磨きが必要なくなるほど滑らかな表面仕上げが得られ、大幅な時間と労力の節約につながります。
- 被削材に機械的応力がかからない: 工具と部品との直接的な接触がないため、機械的応力が導入されません。これは、微細部品や薄肉部品の寸法安定性を保ち、反りや割れを防ぐ上で極めて重要です。
最終的に、これらの利点により、EDMは現代の金型製造業者にとって不可欠な技術となっています。これにより、より高品質で長寿命の金型を生産でき、その結果として優れた完成品部品が得られ、航空宇宙、医療、自動車製造などの競争的で重要な産業におけるその重要な役割が強化されます。
よく 聞かれる 質問
1. ダイシンキングEDMの原理は何ですか?
ダイシンキングEDM(ラムEDMとも呼ばれる)は、加工する空洞の形状と反転した形状の電極(通常は黒鉛または銅製)を作成し、それを誘電体流体に浸して被加工物に近づけることによって動作します。電極と被加工物の間に放電(火花)が発生し、材料が侵食されることで、電極の形状と正確に一致する凹みが形成されます。
2. 金型製作におけるEDM機械の用途は何ですか?
金型製作において、EDMは最終的なプラスチックまたは金属部品を形成するためのプリハードネス工具鋼に複雑な空洞や特徴を創出するために使用されます。これは、深リブ、鋭い内角、複雑なテクスチャーなど、従来のCNCフライス加工では困難または不可能な形状を実現するために不可欠です。この高精度により、成形後の最終製品が正確な仕様を満たすことが保証されます。
3. EDMの役割は何ですか?
EDMの主な役割は、制御された電気火花による熱エネルギーを用いて導電性材料を成形および機械加工することです。非常に硬い材料を高精度で加工でき、機械的な力なしに複雑な幾何学的形状を作成でき、良好な表面仕上げが得られることから特に重宝されています。その主な機能は、従来の方法では対応できない用途における材料の除去です。
4. CNC機械加工におけるEDMとは?
EDMは、CNC(コンピュータ数値制御)加工の一種である特殊な加工方法です。従来のCNC加工では切削工具が物理的に接触して材料を除去するのに対し、CNC EDMではコンピュータ制御された経路によって電極を誘導します。CNCシステムは電極(ワイヤー放電加工または型彫り放電加工)の動きを制御し、材料を除去する必要がある正確な位置で火花を発生させることで、非常に複雑かつ高精度な部品を自動的に作成することを可能にします。