 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

優れた金属加工業者を選ぶ秘訣:成功と後悔を分けるいくつかの重要な基準
「推奨金属加工(Preferred Metal Fab)」の理解とその重要性
金属加工業者を検討する際、価格がしばしば決定要因となります。しかし、実際には最も安い選択肢が長期的に見て最良の価値を提供することはめったにありません。ここで登場するのが、 「推奨金属加工(Preferred Metal Fab)」という概念 です。これは、先進的な企業が金属加工パートナーとの関係構築を戦略的かつ根本的に変革する考え方です。
「推奨金属加工(Preferred Metal Fab)」とは、単に最低価格を追求するのではなく、品質認証の有無、実績ある技術力、そして一貫した信頼性に基づいて金属加工パートナーを選定する戦略的製造アプローチを指します。「推奨(Preferred)」という語は、産業製造分野において極めて重要な意味を持ちます。それは、実績とパフォーマンス履歴によって審査・評価され、卓越性への相互のコミットメントに基づく、確立された信頼関係を示しています。
金属加工パートナーが「推奨」されるために必要な要素
では、高精度金属加工サービスプロバイダーが単なるサプライヤーから「優先サプライヤー」へと昇格するには、何が必要なのでしょうか?その違いは、調達担当者やエンジニアが経験を通じて重視するようになってきたいくつかの重要な要素に集約されます。
優先サプライヤーとして選ばれる金属加工企業は、認証済みの工程および文書化された品質マネジメントシステムを通じて、一貫した品質を実現します。また、透明性の高いコミュニケーション体制を維持し、課題が生じた際に迅速に対応します。とりわけ重要であるのは、自社の成功とお客様の成功を一体と考え、各注文を孤立した取引としてではなく、お客様の具体的な要件を深く理解しようとする姿勢です。
堅固なサプライヤー関係は、サプライチェーンの混乱、価格変動、品質問題といったリスクを軽減します。長期的なパートナーシップに投資しているサプライヤーほど、お客様のニーズを優先し、発生した課題に対して協働して対応する傾向があります。
この積極的なリスク管理アプローチにより、製造業務全体の安定性が高まり、納期が迫った際には特にその価値が際立ちます。
ベンダーから戦略的パートナーへのシフト
取引型と戦略型の加工パートナーシップの違いは顕著です。取引型の関係では、お客様が図面を提出し、見積もりを受け取り、その後の結果を祈るのみです。各プロジェクトはゼロから始まり、お客様の包括的な目標や品質要件に関する文脈情報はほとんど提供されません。
一方、戦略型のパートナーシップは異なる方式で機能します。お客様が選定した加工パートナーは、業界固有の要件、使用材料の嗜好、公差基準などを、繰り返し説明することなく理解しています。金属加工を内製化している企業であれ、ベイエリアの金属加工専門業者であれ、「優先パートナー」として認められる要件は、こうしたお客様のニーズに対する深い理解に他なりません。
以下の2つのアプローチの相違点をご確認ください:
- 取引型: 価格を重視した意思決定、限定的なコミュニケーション、問題発生後の対応
- 戦略的: 価値を重視した選定、継続的な協業、品質向上に向けた積極的な取り組み
- 取引型: 多数の匿名顧客の一人として扱われる
- 戦略的: 専任のサポート体制を備えた優先取引先として認識される
複数のサプライヤーを管理する調達担当者にとって、信頼性の高い金属加工パートナーとの優先的な関係を築くことは、業務を大幅に簡素化します。新規ベンダーの審査、品質問題の対応、仕様書の繰り返し説明などに費やす時間が減り、代わりにイノベーションや事業成長に集中できます。また、自社のビジネスを真正に理解するパートナーが加工ニーズに対応してくれることを確信できます。
以下では、卓越した金属加工パートナーとその他との差を明確にする評価基準を詳しく解説し、自社の優先サプライヤーを特定・評価するための実践的なフレームワークを提供します。

品質を定義する主要な金属加工工程
板金加工プロセスの仕組みを理解することは、潜在的な加工パートナーを評価する際に大きなアドバンテージとなります。なぜこれが重要なのでしょうか? それは、設備の能力とプロセスに関する専門知識が、完成部品が仕様を満たすかどうか、あるいは高額な不良品となってしまうかを直接的に左右するからです。ここでは、品質重視の加工業者と手抜きを行う業者とを分ける、主要な加工プロセスについて詳しく解説します。
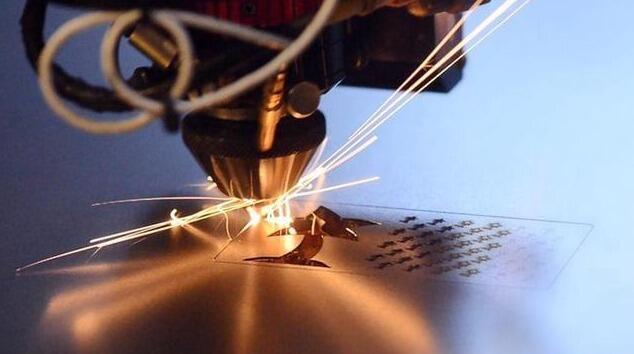
レーザー切断とCNCパンチングの解説
外科的手術並みの精度で鋼板に複雑なパターンを切断しようとしている様子を想像してみてください。まさにそれが、現代のレーザー切断技術が実現していることです。ファイバーレーザー装置は、人間の髪の毛よりも細いビームに強烈な光エネルギーを集中させ、±0.1mmという極めて厳しい公差内で、プログラムされたパスに沿って材料を気化させます。プロジェクトが複雑な形状や繊細な特徴を要求する場合、レーザー切断は、他の切断方法が引き起こす機械的応力を一切与えずに、比類ないエッジ品質を提供します。
CNCタレットパンチングは異なる原理で動作しますが、特定の用途において明確な利点を提供します。Jeelix社の業界調査によると、現代のタレットパンチプレスは、1分間に1,000回以上の打撃速度を実現し、工具交換時間は1秒未満です。このため、多数の穴、ルーバー、または成形加工を要する部品の製造において、極めてコスト効率が優れています。
CNCパンチングによる高精度板金加工が特に価値を持つ理由は以下の通りです:
- 三次元成形機能 :平面切断にとどまらず、タレットパンチは板材上に直接、カウンターシンク、エクストルージョン、エンボス加工、換気用ルーバーなどを形成できます
- 工程の統合: 従来、別個のドリル加工、フライス加工、またはスタンピング工程を必要としていた作業が、単一のセットアップで完了します
- 大量生産の効率性: 自動ローディングシステムと組み合わせることで、これらの機械は24時間無人運転(ライトアウト製造)が可能です
- 素材の多様性: カスタム板金加工用途では、さまざまな板厚および材料種別に対応できる能力が活かされます
プロのファブシートメタル加工では、しばしば両方の技術を戦略的に組み合わせます。レーザー切断は複雑な輪郭や厚板材の加工に適しており、タレットパンチングは穴数の多い部品や統合成形加工に優れています。ご自身の特定のニーズに最も適した加工方法を理解することで、ファブリケーターを評価する際により的確な質問が可能になります。
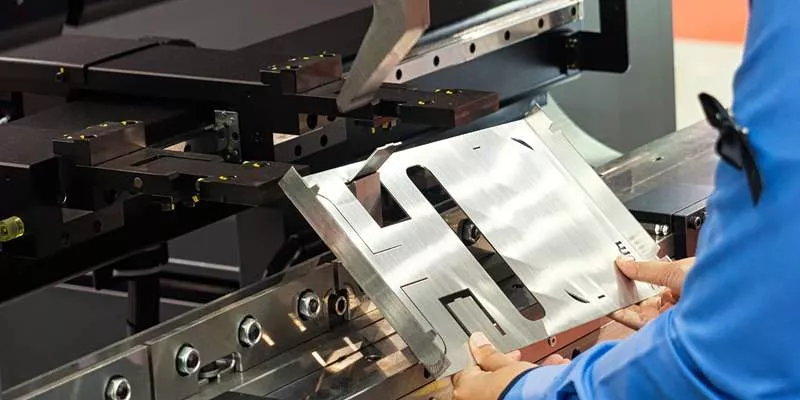
部品の形状を決定する曲げ加工技術
材料が切断された後、曲げ加工によって平らなシートが機能的な三次元部品へと変形します。プレスブレーキ加工では、対になったパンチとダイを用いて正確な角度を実現し、この工程の高度な技術水準は、金属加工業界の初心者にとってしばしば驚きをもたらします。
最新のCNCプレスブレーキでは、材料のスプリングバックや板厚のばらつきを自動的に補正して曲げ代を算出します。このカテゴリーにおける主要な金属加工ツールには以下が含まれます:
- 空曲げ: 最も一般的な方法で、パンチの押し込み深さを制御することで目標角度を達成し、わずかな調整も柔軟に対応できます
- ボトム曲げ: 重要な公差において最大の精度を実現するために、材料をダイに完全に押し込みます。
- コイニング: 正確な角度を永久に設定するために極めて高い圧力を加えるため、高精度が求められる用途に最適です。
- ロータリーベンディング: 目立つ表面に傷や痕跡を残さないため、建築用部品や外観重視の部品に不可欠です。
加工業者を評価する際には、プレスブレーキのトン数容量およびバックゲージの精度について確認してください。これらの仕様は、加工可能な曲げの複雑さおよび材料の板厚に直接影響します。
構造的健全性を決定づける溶接方法
溶接は、加工済み部品を完成したアセンブリに結合する工程であり、採用される溶接方法は外観および構造性能の両方に大きく影響します。出典: Robotics Tomorrow によると、これらの違いを理解することで、ご使用のアプリケーションに最も適した溶接方法を明確に指定できます。
TIG溶接(タングステン不活性ガス溶接): このプロセスでは、優れた耐熱性を備えた非消耗性タングステン電極を使用し、厚さ0.005インチという非常に薄い材料に対しても低電流での溶接が可能です。航空宇宙、医療、自動車などの産業分野では、TIG溶接の卓越した制御性と清潔で高精度な溶接品質を活かしています。外観および溶接部の信頼性が最も重視される場合、TIG溶接が最適です。
MIG溶接(ガス金属アーク溶接): MIG溶接では、溶接ガンを通して電極材を連続的に供給するとともに、シールドガスによって溶接部の汚染を防ぎます。この方法はTIG溶接よりも高い溶接金属付着速度を実現するため、スピードが求められる量産現場に最適です。ただし、繊細な作業においては若干精度が劣るというトレードオフがあります。
ポイント溶接: スポット溶接は、最も古い溶接プロセスの一つであり、成形された銅製電極を用いて圧力と電流を加えることで、溶接材(フィラー)を使用せずに2枚の板材を接合します。これにより、溶接部に局所的な熱が発生します。金属製ファブリケーション部品(ファブ・ベント部品)およびHVACダクトワークでは、その高速性と板材同士の接合への適合性から、頻繁にスポット溶接が採用されます。
工程知識がパートナー選定を向上させる理由
こうした基本的な製造工程を理解していれば、潜在的な加工パートナーとの会話がはるかに実りあるものになります。設備の能力、公差達成実績、工程に関する認証など、相手の真の専門性を明らかにする具体的な質問を投げかけることができるようになります。
品質に関するあいまいな保証を安易に受け入れるのではなく、加工業者の技術能力が自社のプロジェクト要件と真正に合致しているかどうかを的確に判断できるようになります。この知識により、受動的な購入者から、設計最適化や製造効率向上に向けた効果的な協業が可能な、情報に基づいたパートナーへと変化します。加工プロセスに関するこの基盤的理解を踏まえ、次に各産業分野が自らの固有の要件を満たすために、これらの加工能力をいかに応用しているかについて探っていきます。
産業別に異なる加工要件の解説
同じ金属加工サービス提供事業者が、ある産業分野では優れた実績を上げている一方で、別の産業分野では苦戦を強いられる理由について、これまで考えたことはありますか?その答えは、各産業セクターが求める要件が極めて異なっていることにあります。HVAC用ダクトワークを製造する加工業者は、自動車用シャシー部品や軍用グレードのエンクロージャーを製造する加工業者とは、まったく異なる世界で活動しています。
これらの業界特有の要件を理解することで、潜在的なパートナーを評価する方法が根本的に変わります。自社の業界で求められる認証、公差、材料を把握していれば、真に専門性を持つ加工業者と、単に広範な対応能力を謳っているだけの業者を迅速に見極めることができます。 単に広範な対応能力を謳っているだけの業者を迅速に見極めることができます。 では、各主要業界の独自性について詳しく見ていきましょう。
自動車業界における加工基準および認証
自動車業界は、製造業において最も厳しい加工基準を維持している業界の一つです。自動車向け部品を調達する場合、IATF 16949認証の重要性を理解し、それをパートナー選定プロセスの必須要件として位置付ける必要があります。
IATF 16949は、あなたのプロジェクトにとって具体的にどのような意味を持つのでしょうか?OGS Industries社によると、この認証はISO 9001の要求事項を基盤としつつ、自動車業界特有の重要な要素を追加しています。この規格は、リーン製造原則への準拠、欠陥防止、ばらつき低減、および無駄の最小化を保証します。自動車向けアプリケーションを対象とする産業用金属加工業者にとって、この認証は、自動車メーカーが求める一貫した品質に対する加工業者のコミットメントを示すものです。
IATF 16949認証取得済みの加工業者と協業することによるメリットには、以下のものがあります:
- 一貫した品質の確保: 製造プロセスは継続的に監視・測定され、生産性の最大化が図られます
- 製品の変動の低減: 品質マネジメントシステムの向上により、金属加工製品は、用途を問わず高性能車両の要件を満たすことが保証されます
- 信頼性の高いサプライチェーン: この国際的に認められた認証は、調達におけるベンチマークを確立し、より強固なサプライヤーネットワークの構築を支援します
- 欠陥の防止: 製造、溶接、仕上げのための実績あるプロセスにより、製品の安全性要件を満たすと同時に欠陥を最小限に抑えます
自動車分野における公差要件は特に厳しいものです。 According to EOXSの研究 によると、自動車用ボディパネルは通常、厚さ公差として±0.002インチから±0.003インチを要求します。この高精度は、わずかなばらつきでも重大な問題を引き起こす組立ライン上での適切な取付を保証します。自動車業界向けにサービスを提供するヒューストンの金属加工事業所は、大量生産においても一貫してこのレベルの精度を維持しなければなりません。
HVACおよび換気部品の要件
HVACの加工は自動車部品の加工よりも単純そうに聞こえますか?ある意味では、確かにその通りです。HVAC用途では、ダクトが大きな構造荷重を受けることがないため、一般的に許容される公差は緩めです。しかし、これは品質の重要性が低いということを意味するものではありません。単に、異なる優先事項が重視されるということにすぎません。
HVAC専門の金属加工が重視するのは:
- 材料の選択: 亜鉛メッキまたはアルミニウムメッキ鋼板(通常は24~18ゲージ)は、室内用空気処理装置における腐食抵抗性を提供します
- 接合技術: シーム溶接および機械的締結は、ダクトの構造的完全性を損なうことなく気密性のある接続を確実に形成する必要があります
- 公差の柔軟性: 標準的な厚さ公差±0.008インチは、製造工程におけるばらつきを許容しつつ、機能性能を維持します
- 体積効率: HVAC工事では標準化された部品が大量に必要となるため、生産速度がしばしば最優先事項となります
最も重要な違いは何でしょうか? HVAC向けダクト製造業者は、航空宇宙産業レベルの超高精度ではなく、生産性とコスト効率を最適化することを重視します。ダクトおよび換気部品の取引先を評価する際には、極めて高精度な加工能力よりも、大規模な生産において一貫した品質を安定して提供できる能力に注目してください。
電子機器筐体の精度基準
電子機器用エンクロージャーは、HVACの緩い公差と自動車業界の厳しい要求の間の中間的な位置を占めます。これらの部品は、感度の高い機器を環境要因から保護するとともに、内部ハードウェアを正確に取り付けるための精密なマウントポイントを提供する必要があります。
電子機器用エンクロージャーの製造における重要な検討事項には、以下のものがあります:
- EMI/RFI シールド: エンクロージャーには、電磁干渉(EMI)を防止するための特定のアース機能およびきめ細かな継ぎ目がしばしば求められます。
- 熱管理 換気パターン、ヒートシンクの取付面、および材料選定は、放熱性能に影響を与えます。
- 寸法精度: プリント基板(PCB)の取付ポイント、コネクタの開口部、およびパネルインターフェースには、通常±0.005インチから±0.010インチの範囲の公差が要求されます。
- 表面仕上げ品質: 塗装または粉体塗装されたエンクロージャーでは、密着性および外観を確保するために適切な表面処理が必要です。
この分野における多くの金属加工作業では、シルクスクリーン印刷、ハードウェアの取付、ガスケットやシール材との統合など、追加的な機能が求められます。電子機器用エンクロージャーの加工を専門とするファブリケーターは、こうした二次加工工程を、完成品ソリューションにおいて不可欠な構成要素と理解しています。
船舶・軍事用耐腐食性規格
加工部品が海水への暴露、極端な温度、あるいは戦闘状況にさらされる場合、材料選定および加工条件の要求水準は劇的に高まります。船舶および軍事用途では、「軍用グレード」と正式に呼ばれる材料が求められ、米国国防総省(DoD)が定める厳格な仕様を満たす必要があります。
に従って ワーナー・ブラザーズ鋳造会社 軍用グレード金属は、過酷な条件下でも信頼性の高い性能を保証するMIL-SPEC(米国軍用仕様)に準拠しており、これらの仕様では、軍事用途に使用される材料が満たさなければならない詳細な性能特性、試験手順および品質基準が明記されています。
海洋および軍事用製造における主要な要件には、以下のものがあります。
- 耐食性合金: 316Lステンレス鋼、特殊アルミニウム合金、チタンなどの材質は、過酷な環境下でも長期にわたる耐久性を提供します。
- MIL-SPEC適合性: 化学変換皮膜に関するMIL-DTL-5541や、陽極酸化処理に関するMIL-A-8625などの規格が表面処理を規定しています。
- 文書要件: 完全な材料トレーサビリティ、認定試験報告書、および適合証明書類の提出が必須です。
- 過酷環境下での試験: 部品には塩水噴霧試験、温度サイクル試験など、その他の環境適合性評価プロセスが要求される場合があります。
業界固有の材料および公差要件
以下の表は、主要産業における要件を包括的に比較したものです。製造業者の能力がお客様の業界の要件と合致するかどうかを評価する際の迅速な参照資料としてご活用ください。
| 業界 | 主要認証 | 典型的な公差 | 一般的な材料 | 重要な考慮事項 |
|---|---|---|---|---|
| 自動車 | IATF 16949、ISO 9001 | ±0.002インチ~±0.003インチ | HSLA鋼、アルミニウム合金 | 欠陥防止、リーン製造、大量生産における一貫性 |
| エフ・キャット | SMACNA規格、UL認証 | ±0.008" | 亜鉛めっき鋼板、アルミ化鋼板 | 気密性の高い継ぎ目、耐腐食性、生産効率 |
| 電子機器 | ISO 9001、UL/CE適合 | ±0.005" から ±0.010" | 冷間圧延鋼、アルミニウム | EMIシールド機能、熱管理、高精度マウント機能 |
| 構造用鋼 | AWS D1.1、AISC認証 | ±0.010" から ±0.015" | A36、A572、A992鋼 | 荷重能力、溶接品質、寸法精度 |
| 航空宇宙 | AS9100、Nadcap | ±0.001" から ±0.002" | 7075アルミニウム、チタン合金 | 重量最適化、疲労強度、完全なトレーサビリティ |
| 船舶/軍事 | MIL-SPEC、ISO 9001 | ±0.005" から ±0.010" | 316Lステンレス鋼、船舶用グレードのアルミニウム | 耐食性、環境適合性、文書化 |
産業用金属加工パートナーを評価する際、この比較は、的確な質問を行うための助けとなります。ご担当の業界における専門性を謳う加工業者は、適用される認証規格、一般的な公差要件、および材料取扱いに関する具体的な知識を示す必要があります。業界特有の詳細を伴わない汎用的な能力説明は、実務経験が限定されていることを示唆している場合が多いです。
業界固有の要件が、パートナー選定基準を決定すべきです。HVACダクト工事に最適な板金加工業者は、自動車部品に必要な高精度加工能力や認証を備えていない場合があります。逆に、航空宇宙分野に特化した加工業者は、要求レベルがそれほど高くない用途においてはコスト面で過剰となる可能性があります。ご要件に合致した板金加工業者の専門性とマッチさせることで、不要な機能への支払いを避けつつ、適切な品質を確保できます。
業界要件が板金加工ニーズにどのように影響するかを明確に理解したうえで、次に検討すべきは、あらゆる用途においてプロジェクト成果に影響を与える材料選定の判断です。
金属板金加工プロジェクト向け材料選定ガイド
業界要件を特定し、ご用途に適した板金加工プロセスも把握しました。次に、部品の耐久性からプロジェクト全体のコストに至るまで、あらゆる側面に影響を与える重要な判断が待ち受けています。 どの材料を指定すべきか ?炭素鋼、ステンレス鋼、アルミニウムの選択は、単に紙面上で見た目が良いものを選ぶだけではありません。各材料が、お客様の部品が実際に直面する実環境下でどのように性能を発揮するかを理解することが不可欠です。
こう考えてみてください。屋内用電子機器の筐体には最適な材料でも、海洋環境では重大な故障を引き起こす可能性があります。初期コストが最も安い選択肢が、早期腐食により交換を余儀なくされた結果、最終的には最も高価な選択になってしまうかもしれません。高品質な金属加工は、賢明な材料選定から始まります。本ガイドは、そのような判断を自信を持って行うためのフレームワークを提供します。
鋼 vs ステンレス鋼 vs アルミニウム 決定フレームワーク
金属加工プロジェクト向けの材料を評価する際、産業用途において主に3つの選択肢が支配的です。それぞれに明確な長所と短所があり、それがプロジェクトの成功に直接影響を与えます。各材料の特徴を詳しく見ていきましょう。
軟鋼/低炭素鋼:主力材料
炭素鋼(炭素含有量0.14~0.20%)は、金属加工業界において最も広く使用されている材料のままである。According to Axis Fabrication によると、この人気はいくつかの実用的な利点に起因している。
なぜプロジェクトに炭素鋼を選択すべきか?
- 優れた加工性: 炭素含有量が低いため、特別な設備や技術を必要とせず、切断・曲げ・溶接が非常に容易である
- コスト効率: 一般的な加工用材料の中では通常最もコストが低く、プロジェクト予算をより効果的に活用できる
- 優れた溶接性: ステンレス鋼よりも成形性が高く、標準的な溶接プロセスに対して予測可能な応答を示す
- 優れた延性: 亀裂やスプリングバックの問題を起こさずに、複雑な成形加工に対応可能
- 優れた熱伝導性: 熱伝導性を必要とする用途に適しています
ただし、炭素鋼には重大な制約が一つあります:腐食を防ぐための保護仕上げ(亜鉛めっき、塗装、粉体塗装など)が必要です。これらの処理が施されていない場合、軟鋼は湿気を含む環境下で錆びてしまいます。このため、海洋環境、適切なコーティングなしでの屋外設置、あるいは頻繁に水にさらされる環境では使用に適しません。
代表的な用途には、自動車パネル、コンピュータ筐体、構造部品、および保護仕上げが施される一般的な板金製品が含まれます。
ステンレス鋼:耐腐食性と耐久性
ステンレス鋼は最低10.5%のクロムを含んでおり、自己修復性のある酸化被膜を形成することで、本質的な耐腐食性を発揮します。この特性により、厳しい環境条件に耐える必要がある特定の用途において、ステンレス鋼は不可欠な材料となります。
ステンレス鋼の主な利点は以下のとおりです:
- 内蔵型の耐腐食保護: ほとんどの環境において、追加のコーティングは不要です
- 美しい魅力 クロム含有量により、目立つ場所への使用に適した魅力的な光沢が得られます
- 優れた溶接性: アルミニウムよりも溶接が容易で、標準的な溶接技術を用いた場合、予測可能な結果が得られます
- 優れた硬度: 熱や機械的応力による反り、変形、傷つきやすさが大幅に低減されます
- 耐熱性 高温下でも構造的整合性を維持するため、高温での洗浄・殺菌プロセスに対応できます
- 食品グレード適合性: 汚染防止が極めて重要な食品接触用途において、認可されています
主な欠点はコストです。クロム、ニッケル、マンガン、シリコンなどの合金元素の種類と含有量に応じて、ステンレス鋼は通常、炭素鋼やアルミニウムと比較して著しく高価になります。さらに、ステンレス鋼は一般的な加工材料の中で、比強度(強度/重量比)が最も低い材料です。非常に硬い一方で、かなり重く、重量が重要な設計要件となる用途では、これが決定的な制約要因となる可能性があります。
代表的な用途には、食品サービス機器、医療機器、化学処理用部品、家庭用電化製品、および腐食性化学物質や頻繁な洗浄を伴うあらゆる環境が含まれます。
アルミニウム:軽量パフォーマンス
重量削減が重要な場合、アルミニウムは最適な材料となります。業界の情報源によると、アルミニウムは鋼鉄の約半分の強度を、わずかその3分の1の重量で実現し、優れた比強度(強度/重量比)を提供します。
高品質な金属加工プロジェクトにおいてアルミニウムが選ばれる主な利点:
- 大幅な軽量化: 必要な強度を損なうことなく、部品の質量を劇的に低減
- 自然な耐腐食性: 多くの環境下で、追加の仕上げ処理を必要とせず、自ら保護性の酸化被膜を形成
- 優れた熱伝導性: ヒートシンク、熱交換器、および熱管理用途に最適
- 電気伝導度: 電流の流通を要する用途に適しています
- 高い延性: 鋼に比べて一般に成形性と弾性が高く、複雑な成形加工に対応可能
- コストポジショニング: グレードによって異なりますが、ステンレス鋼よりも安価であることが多く、同時に耐食性も備えています
ただし、アルミニウムには特定の課題もあります。鋼に比べて硬度が低いため、400°F(約204°C)を超える高温や大きな外力により、より変形・歪み・傷が生じやすくなります。熱伝導率の高さは熱交換用途において有利ですが、溶接には特殊な技術を要するため難易度が高くなります。さらに、アルミニウムは食品と反応して変色や風味の変化を引き起こすため、直接的な調理接触用途には不適です。
代表的な用途には、航空機の胴体、重量削減による燃費向上を目的とした自動車部品、電子機器の筐体、および比強度(強度/重量比)を重視するあらゆる用途が含まれます。
プロジェクトに影響を与える材料特性
適切な材料選定を行うには、特定の特性をプロジェクトの要件と比較する必要があります。以下の金属加工用表は、重要な要素における包括的な比較を示しています。
| 財産 | 軟鋼/炭素鋼 | ステンレス鋼 | アルミニウム |
|---|---|---|---|
| 強度評価 | 高(基準値) | 高から非常に高い | 中程度(鋼材の強度の約半分) |
| 腐食に強い | 劣る(コーティングが必要) | 優れている(本質的特性) | 良好(pHに依存) |
| 重量係数 | 重い(基準値) | 重い | 軽い(鋼材の重量の約3分の1) |
| コスト要因 | 最低 | 最高の | 適度 |
| 溶接可能性 | 素晴らしい | 良好 | 困難(専門知識を要する) |
| 機械化可能性 | 良好 | 適度 | 素晴らしい |
| 成形性 | 素晴らしい | 良好 | 素晴らしい |
| 耐熱性 | 良好 | 素晴らしい | Poor(400°Fを超えると歪みが生じる) |
| 最適な適用例 | 構造部品、自動車パネル、一般加工用 | 食品サービス、医療、化学処理、海洋 | 航空宇宙、重量が重要な自動車用途、熱管理 |
Industrial Metal Supply社によると、最適な材料を選定するには、各合金の特性値とプロジェクトの要件を比較検討する必要があります。評価すべき基本的特性には、引張強さ、耐食性、溶接性、切削性、成形性が含まれます。
実用的な意思決定基準
選択の分岐点に立った際には、以下のプロジェクト固有の要因を検討してください:
- 環境への露出: 部品は湿気、塩害、化学薬品、または屋外環境にさらされますか?ステンレス鋼またはアルミニウムは、無コーティングの炭素鋼と比較して通常、優れた性能を発揮します。
- 負荷要求: 高強度を要求される重厚な金属加工用途では、鋼材のグレードが好まれることが多く、一方で重量が重要な設計では、アルミニウムの「比強度」の利点が活かされます。
- 予算の制約: 炭素鋼は材料コストが最も低くなりますが、仕上げ費用も考慮に入れてください。ステンレス鋼は初期コストが高くなりますが、耐食性によりコーティングが不要となるため、長期的には経済的である場合があります。
- 温度耐性: 熱サイクルや高温環境を伴う用途では、アルミニウムの変形しやすさに比べ、ステンレス鋼の安定性が有利です。
- 外観要件: 目立つ部品については、ステンレス鋼の自然な美観、あるいはアルミニウムの陽極酸化処理および装飾仕上げへの対応性がメリットとなります。
- 規制の遵守: 食品接触用途、医療機器、および特定の産業用途では、他の要因に関係なく、特定の材質等級が義務付けられます。
ステンレス鋼とアルミニウムの耐食性比較は、使用環境条件に大きく依存することに注意してください。アルミニウムはpH約4~6付近で優れた耐食性を示しますが、pHが10を超えるとステンレス鋼の方が優れています。また、強酸性条件下ではアルミニウムは急速に腐食します。
使用材料の選択は、加工パートナーに対する要件にも直接影響を与えます。ステンレス鋼のTIG溶接に優れた工場であっても、アルミニウム特有の溶接要件については経験が不足している可能性があります。逆に、厚手の炭素鋼プレートを主対象とした重工業向け金属加工事業では、航空宇宙部品に求められるアルミニウム材の高精度加工能力を備えていない場合があります。
こうした材料の特性を理解しておくことで、潜在的な加工パートナーとのより生産的な会話が可能になります。加工業者が推奨する材料を無条件に受け入れるのではなく、実際のプロジェクト要件に基づいて材料仕様を明確に提示し、その業者の加工能力が選定した材料に対応しているかどうかを評価できるようになります。この知識は、次に検討するカスタム加工方式と量産製造方式を比較する際に特に重要となります。
カスタム加工 vs 量産製造
材料を選定し、業界の要件を理解しました。次に、基本的な問いが浮かび上がります。独自のプロジェクトにはカスタム金属加工を採用すべきでしょうか、それとも生産量から考えて量産製造が適しているでしょうか?この判断は、単価、納期、品質の一貫性など、あらゆる側面に影響を及ぼします。意外にも、多くの金属加工業者は両方の能力を有していると明言しますが、実際にはこれらのアプローチがどのように異なるのかを説明していません。
こう考えてみてください。カスタム加工とは、自分専用に仕立てられたスーツを注文するようなものです。一方、量産製造は、同じデザインのスーツを数千着単位で既製品として購入するようなものです。どちらにもそれぞれの役割があり、適切な選択を行うことで、プロジェクトの成功と予算超過の差が生まれます。
カスタム加工が適している場合
カスタム金属加工とは、特定の要件を満たすために個別の部品や小ロットを製作する工程です。EDCO Fabrication社によると、この手法は設計および製造における極めて高い柔軟性を活かし、お客様が求める通りの製品を正確に提供します。
なぜ金属加工プロジェクトでカスタム加工を選択すべきなのでしょうか?以下のシナリオをご検討ください:
- プロトタイプ開発: 新しい設計コンセプトを試験する際、カスタム加工では高価な金型投資を伴わずに迅速な試作・改良が可能です。
- 特殊用途: 特殊な機器、旧式システム用の交換部品、またはユニークな設置環境に合わせたワンオブアカインドのソリューションが必要な場合
- 少量生産の場合: 数十点から数百点程度の注文では、通常、量産用金型の導入コストを正当化することは困難です。
- 複雑な形状: 加工中に熟練した手作業と専門的判断を要する複雑な設計
- 設計の迅速な変更: まだ進行中のプロジェクトでは、仕様を素早く調整できる柔軟性が大きなメリットとなります。
カスタム製造に固有の柔軟性は、市場動向や顧客の嗜好が変化した際に非常に有益です。リアルタイムでの調整が比較的容易であるため、高額な再工具導入を必要とせずに、自社製品の競争力を維持できます。カスタム製造を専門とする板金加工工場では、多様なプロジェクトに対応できる汎用性の高い設備を保有しており、最適化された生産セルを備えることは通常ありません。
カスタム製造環境では、品質管理の水準がしばしばより高くなります。独自性・個別対応を重視する製品を扱うため、製造者は工程全体を通じて細部への配慮を徹底します。この手作業中心のアプローチにより、自動化システムでは見落とされがちな高精度仕様が求められる場合でも、優れた完成品が実現されます。
ただし、カスタム対応にはトレードオフが伴います。セットアップ時間が少ない部品数に分散されるため、単価コストが高くなります。また、各プロジェクトに個別に対応する必要があるため、納期が延長される可能性があります。さらに、ロット間の一貫性は、作業者の技能および文書化の質に大きく依存します。
試作から量産へのスケーリング
量産製造では、同一の製品を極めて効率的に大量生産します。金属加工設備で同一部品を繰り返し加工する場合、コストは大幅に低下し、品質の一貫性も向上します。
量産加工の主な利点には以下が挙げられます:
- スケールによるコスト効率: セットアップ費用および工具投資は数千個の単位に按分されるため、1個あたりの価格が大幅に低減されます
- 迅速な対応: 合理化された工程および専用工具により、需要の急増にも即座に対応可能な在庫が確保できます
- 標準化された均一性: 顧客は購入ごとに何が得られるかを正確に把握できるため、信頼関係およびブランドロイヤルティが構築されます
- 労働集約度の低減: 自動化および最適化されたワークフローにより、取り扱い作業およびオペレーターの介入を最小限に抑えます
- 予測可能な品質: 統計的工程管理(SPC)および自動検査により、全生産ロットにわたり厳密な公差を維持します
ダイナミック・メタル・ファブリケーション社の金属加工業務は、試作から量産へのプロジェクト移行において特に優れています。この移行プロセスには、多くの製造プログラムを妨げる予期せぬ事象を回避するための綿密な計画が不可欠です。
オール・メタルズ・ファブリケーション社によると、試作はスピードと成形性を重視して最適化されるのに対し、量産は再現性、生産性、および単位あたりコストを重視して最適化される必要があります。この根本的な違いにより、公差仕様、材料利用率、工程選定といった分野で典型的な不整合が生じます。
顧客体験の全体像
プロジェクトが構想段階から納品までどのように進むかを理解することで、加工パートナーとのより効果的な連携が可能になります:
- 構想および設計: 初期の仕様、材料選定、性能要件が定義されます
- DFM(製造性設計)レビュー: 経験豊富な製造担当者が、生産の実現可能性を踏まえて設計を評価し、機能を損なうことなくコスト削減や品質向上を図るための設計変更を提案します
- 試作フェーズ: Custom Metal Fab Inc. の操業では、形状・適合性・機能の検証用に初期サンプルが製作されます
- 設計の洗練化: 試作段階でのフィードバックに基づき、量産用金型への投資前に仕様の調整が行われます
- 生産計画 治具設計、工程書作成、品質管理手順が確立されます
- ファーストアーティクル検査: 初期量産部品は、仕様に対する包括的な検証を受けることになります
- 量産: 承認済みの工程は、目標生産数量で稼働され、継続的な品質モニタリングが実施されます
- 継続的改善: 生産データを基に、時間の経過とともにコスト削減と品質向上を実現するための工程改善が進められます
DFMサポートフェーズには特に注意を払う必要があります。単発のプロトタイプでは目立たない小さな設計上の選択が、量産規模に拡大した際にコストを増加させ、製造サイクル時間を延長し、生産の安定性を損なう可能性があります。「量産を意識したプロトタイピング」の考え方を採用するとは、量産時に想定される材料、板厚、金型仕様などを用いてプロトタイプを製作することを意味します。それが不可能な場合は、プロトタイプと量産品との相違点を明確に文書化し、製造部門との差分レビューを必須とすることで、後工程での設計変更による反復作業(リビジョン・チャーン)を大幅に削減できます。
各アプローチにおける重要な検討事項
カスタム製造と量産製造のどちらを選択するかを判断する際は、以下の要素を自社の具体的な状況と照らし合わせて評価してください:
| 要素 | 定番製造 | 生産製造 |
|---|---|---|
| セットアップ費用 | 最小限の金型投資 | 多額の治具および金型費用 |
| 単価 | 高い(少数部品でセットアップ費用が分散) | 低い(量産台数で償却される) |
| 納期 | プロジェクトごとに変動 | 一度確立されれば予測可能 |
| デザインの柔軟性 | 高い(変更が容易に適用可能) | 低レベル(変更には再工具化が必要) |
| 一貫性 | オペレーター依存 | 工程制御型 |
| 理想的な印刷部数 | 通常1~500個 | 通常1,000個以上 |
予算制約がこの意思決定において重要な役割を果たします。独自性と品質に重点を置いたカスタム製造は、単価コストが高くなります。大量生産を行う場合、量産製造の方がはるかにコスト効率が高くなります。ただし、損益分岐点は部品の複雑さ、材料費、および要求される公差によって大きく異なります。
市場需要と製品の複雑さも、選択に影響を与えます。シンプルで標準化された製品に対する需要が高い場合は、量産方式が適しています。一方、ニッチ市場においては、複雑かつ専門性の高いニーズに対応するため、カスタム加工の柔軟性が有利です。顧客の期待、所要納期、および予算内・納期内で確実に納品できる自社の能力を評価することで、自社の状況に最も適したアプローチが明確になります。
カスタム製造と量産製造のアプローチがどのように異なるかを理解したうえで、今後は潜在的な加工パートナーとのより効果的なコミュニケーションが可能になります。次の検討事項は、その加工がどこで行われるかという点です。地理的位置は、製造戦略に独自の利点と課題をもたらします。

国内 vs グローバルな金属加工調達
ご自身のニーズに合致するか否かについて、カスタム製造か量産製造かをすでに判断されました。次に、サプライチェーン全体に影響を及ぼすもう一つの戦略的決定が必要となります。すなわち、最も適した金属加工パートナーの所在地はどこにすべきかという問いです。この問いは単なるコスト比較を越えたものであり、地理的位置は、コミュニケーションの効率性から知的財産の保護に至るまで、あらゆる側面に影響を与えます。最適な選択は、あくまでご自身のプロジェクトの具体的な要件に完全に依存します。
現実を正直にお伝えします。国内製造も海外製造も、それぞれ適切な用途にマッチさせれば優れた成果を達成できます。課題は、ご自身の状況において最も重要な要素を正確に理解し、それに基づいて潜在的なパートナーを評価することにあります。それぞれのアプローチが提供するものと、そのトレードオフが生じるポイントについて、詳しく見ていきましょう。
国内製造のメリットを評価する
『近くの金属加工業者を探しています』と検索した際、地理的な近接性がもたらすメリットは、単なる利便性をはるかに超えます。According to EOXSの研究 によると、米国製金属はASTM、ASME、APIなどの厳格な業界規格を満たしており、海外輸送による遅延を伴わずに迅速な納品が可能です。
米国の金属加工事業には、以下の明確なメリットがあります:
- リードタイムの短縮 大洋横断輸送を排除することで、納期から数週間~数か月を短縮でき、プロジェクトの早期完了を実現します
- 直接的な品質管理: 工場を自ら訪問し、生産工程を実際に目で確認して、品質上の問題を即座に解決できます
- コミュニケーションの効率性: 同じタイムゾーンおよび共通の言語により、国際的なパートナーシップを妨げる翻訳上のギャップが解消されます
- 在庫要件の低減: 迅速な補充能力により、潜在的な遅延に備えて部品を過剰に在庫保有する必要が減少します
- 規制の遵守: 「アメリカ製購入法(Buy America Act)」の遵守または政府認証を要するプロジェクトでは、国内調達が義務付けられます
南部の金属加工事業および北部の金属加工施設のいずれも、整備されたインフラと熟練した労働力という恩恵を享受しています。同内容について、 トライソン・ウェルズ社の調査 によると、国内生産はより厳格な品質管理を可能とし、海外からの代替調達に伴う輸送上の課題を排除します。
The 2025年米国リショアリング調査(2025 USA Reshoring Survey) では、OEMの95%が自社のリショアリング成果に「完全に満足」または「ある程度満足」と回答しました。製造業者が生産拠点を国内へ戻す理由として最も多く挙げられたのは、エンジニアリング部門に近接した製造拠点の確保(45%)、輸送費および関税コストの削減(45%)、地政学的リスクの回避(38%)でした。
迅速なプロトタイピングは、国内のパートナーシップから大きな恩恵を受ける。米国におけるカスタム金属加工のパートナーがあなたの近くで事業を展開している場合、反復的な設計サイクルが劇的に短縮される。プロトタイプ部品を数日(数週間ではなく)で受け取り、試験・フィードバックを行い、修正版を再び入手することが可能となる。このようなスピードアップは、開発スケジュールが厳しい状況において極めて価値が高い。
金属加工におけるグローバル調達の検討事項
物流の複雑さがあるにもかかわらず、特定の用途においては国際的な製造が依然として魅力を保っている。中国単独で世界の製造生産高の28.7%を占めており、国内の代替手段では時として対応できない専門化されたエコシステムが形成されている。
あなたの「近くの金属加工業者」探しへのグローバル調達が適しているのはどのような場合か?
- コスト面の利点: ベトナムおよびメキシコの労働コストは米国の約8分の1であり、タイではさらに10分の1まで低下する
- 専用材料: 一部の特殊合金や希少材料は、海外サプライヤーからのみ調達可能な場合がある
- 大容量対応: 国際的な施設は、無人運転(ライト・アウト)で稼働する自動化システムを活用した大規模な生産ロットにおいて、しばしば優れた実績を発揮します
- 部品の近接性: 原材料がアジア市場から調達される場合、近隣での加工により、サプライチェーン上の特定のリスクを低減できます
しかし、こうした潜在的なメリットには、重大な課題も伴います。米国に輸入される貨物の99%はコンテナ船輸送によって行われており、出発地および到着地によって2~8週間の期間を要します。また、書類の不備などが生じた場合には、通関手続きがさらに遅延する可能性があります。
国内金属加工品調達のメリット
- 米国ASTM、ASME、API規格に適合した信頼性の高い品質
- より短く、かつ予測可能な納期
- 認定済みミルテストレポート(MTR)による容易な材料トレーサビリティ
- グローバルな混乱への露出が少なく、安定したサプライチェーン
- 言語の壁を越えない直接的なコミュニケーション
- 地域経済および雇用を支援
国内金属加工品調達のデメリット
- 人件費および生産コストが高くなる
- 特定の特殊合金の供給が限定される
- 需要が高まる時期に生産能力が逼迫する可能性がある
- 人気のある施設では、納期遅延が発生しやすくなる可能性がある
海外金属加工品調達のメリット
- 価格感応性の高い用途において、人件費および生産コストが低減される
- 国内で製造されていない特殊合金へのアクセスが可能
- 大量調達が可能で、競争力のある価格で入手できる
- サプライヤーの多様化による単一調達先依存の低減
国際的な金属加工品調達のデメリット
- 輸送および通関プロセスによる納期の長期化
- 品質の一貫性に欠けるため、追加の試験および検証が必要
- 関税および貿易政策の不確実性がコストに影響
- 知的財産保護が不十分な市場における知的財産リスク
- 言語およびタイムゾーンの違いによるコミュニケーション上の課題
- 政治的不安定や輸送途絶などの要因によるサプライチェーンの脆弱性
計算を変える「隠れたコスト」
表面的な価格提示では、実情がほとんど明らかになりません。調査によると、単純な到岸原価(ランデッド・コスト)計算を用いる製造業者は、実際の海外調達費用を20~30%も過小評価していることが多いです。所有総コスト(TCO:Total Cost of Ownership)アプローチを採用することで、初期の見積もりには含まれていない費用が明るみに出ます。
以下のような、しばしば見落とされがちな要因を検討してください:
- 知的財産の露出リスク: FBIの報告書によると、知的財産(IP)保護が不十分な市場において、IP窃盗による年間損失は数十億ドルに上る
- 輸送費の変動性: 2020年3月以降の18か月間に、大洋横断輸送コストは7倍に跳ね上がった
- コミュニケーション負荷: バイリンガル従業員は、非公式な翻訳業務に週平均約4時間かけており、その結果、企業は一人当たり年間約7,500米ドルの生産性損失を被っている
- 品質検証: 輸入材料に対する追加の試験・検査要件が、コストおよび納期の増加を招く
- 在庫持込コスト: より長いサプライチェーンには、より大規模な安全在庫投資が必要となる
「リショアリング」に関する調査データによると、OEMの40%が、納期を5週間短縮できる場合、価格を10~20%上乗せしても購入する意向を示している。この短納期に対するプレミアムは、国内製造業者が価格だけでなく「価値」を軸に競争する上で大きな機会であることを示唆している。
調達に関するご判断は、最終的にこれらの要因を、お客様の具体的な要件と照らし合わせてバランスを取ることにかかっています。公差が厳しく要求されるプロジェクト、迅速な試作・改良が求められるプロジェクト、あるいは規制への適合が必須となるプロジェクトでは、通常、米国内の金属加工パートナーが優先されます。一方で、納期に余裕があり、大量生産が見込まれる汎用部品については、追加の複雑さを伴うとしても、海外調達を正当化できる場合があります。
採用する地理的戦略がいかなるものであれ、加工設備およびその能力を評価する力は、自社の約束を実際に果たすことができるパートナーを特定するために不可欠となります。設備仕様についてどのような質問をすべきかを理解することは、真の専門性とマーケティング上の主張とを区別する上で重要です。
加工設備およびその能力の評価
地理的な希望条件を絞り込み、カスタム製造と量産製造の違いも理解しました。しかし、多くの調達判断が誤ってしまうのはここです:設備仕様が実際にはプロジェクト成果にどのような影響を与えるかを理解せずに、単に能力に関する宣伝文句を鵜呑みにしてしまうことです。「自宅近くの金属加工業者」が「最新鋭の設備」と宣伝している場合、あなたが本当に注目すべき点とは何でしょうか?
設備の能力は、あなたの加工パートナーが仕様通りの部品を一貫して納入できるかどうかを直接的に左右します。工場が見た目には立派な機械を備えていたとしても、その機械の最大荷重(トン数)、精度公差、および自動化レベルこそが、真の実力を示す指標です。これらの仕様が実際に意味するところを解読し、それを効果的に評価する方法について説明します。
あなたの成果に影響を与える設備能力
金属加工機械のすべての機種には、お客様のプロジェクトにおけるその性能を予測できる定量化された仕様があります。これらの数値を理解することで、あいまいな能力に関する議論を、具体的な評価へと変えることができます。
CNC機械の精度等級
Kesuグループの調査によると、CNC加工における「精度」とは、加工された部品が設計仕様にどれだけ近いかを示す指標です。高度な金属加工作業を評価する際には、以下の重要な指標に注目してください。
- 許容範囲: 指定寸法からの許容偏差で、通常はインチの千分の一(=ミル)またはマイクロメートル(μm)単位で測定されます。高精度機械では±0.0005インチを達成しますが、標準的な設備では±0.005インチしか保証されない場合があります。
- 繰り返し性 複数回の加工操作において、機械が同一位置に一貫して復帰できる能力です。量産工程では、単一部品の寸法精度よりもこの指標の方が重要です。
- 表面粗さ性能: Ra(平均粗さ)で測定され、二次加工を施さずに得られる表面の滑らかさを示します。
- 位置精度: 機械が切断工具をプログラムされた座標に対してどの程度正確に位置決めするか
潜在的なパートナーから、機械の仕様書およびキャリブレーション記録を含む詳細な仕様情報を要請してください。板金加工ツールに自信を持つ加工業者は、こうした文書を readily(すばやく・容易に)提供します。さらに、測定報告書を添付したサンプル部品を確認することで、その精度に関する主張が実際の作業においても妥当であるかどうかを検証できます。
プレスブレーキのトン数および曲げ能力
プレスブレーキの仕様は、加工業者が取り扱える材料の厚さおよび曲げ長さを決定します。以下によると、 CNHAWEの包括的ガイド において、成功のために特に重要となる3つの仕様が挙げられます:トン数容量、曲げ長さ、および作業高さです。
標準的なエアベンド方式のトン数算出式は、以下のとおりで、有用な参考になります:
力(トン)=575~666 ×(材料厚さ[インチ])² × 曲げ長さ[フィート] ÷ ダイ開口幅[インチ]
材料の特性は、必要トン数に大きく影響します。引張強さ60,000 PSIの軟鋼が基準となりますが、異なる材料にはそれぞれ補正係数が適用されます。
- ステンレス鋼: 材質等級に応じて、基準トン数の1.5~1.7倍が必要
- アルミニウム: 基準トン数の0.5~0.6倍が必要
- 高強度鋼: 基準トン数の2倍以上が必要になる場合があります
経験豊富な製造業者は、計算された必要トン数に加えて20~25%の安全余裕をあらかじめ計画します。この余裕は、板厚のばらつき、加工硬化の影響、および金型の摩耗を吸収し、設備の過負荷リスクを回避するために設けられます。
レーザー切断の出力と切断可能な板厚能力
レーザー出力(ワット数)は、切断可能な板厚および切断速度と直接相関します。高出力システムほど厚板をより高速で切断できますが、その関係は直線的ではありません。以下は、各出力レベルの典型的な性能です。
- 2~4 kWファイバーレーザー: 薄板から中厚板までのシートメタルに最適。0.25インチ(約6.35 mm)未満の材料では優れたエッジ品質を実現
- 6~8 kWシステム: 合理的な切断速度を維持しながら、より厚い板材の加工が可能
- 10 kW以上のレーザー: 厚板の効率的な切断を実現し、加工業者が厚材向けアプリケーションにおいて競争力を発揮できるようにします
単なる出力性能を超えて、切断テーブルのサイズ、材料ハンドリングの自動化レベル、および窒素/酸素アシストガス機能を評価してください。これらの要素は、加工可能な材料の種類と、生産ラインにおける受注処理の効率性の両方に影響を与えます。
生産の一貫性を実現するための自動化レベル
自動化は、金属加工機械をオペレーター依存のツールから、一貫した生産システムへと変革します。加工業者を評価する際には、以下の複数の観点からその自動化投資状況を検討してください。
- 自動材料供給: 取扱時間の短縮およびセットアップ時の傷や損傷の最小化を実現
- ロボット溶接セル: 大量生産においても、溶接品質を一貫して確保
- 自動検査システム 三次元測定機(CMM)およびビジョンシステムにより、部品出荷前に欠陥を検出
- 統合ERPシステム: スケジューリング、品質データ、生産追跡を連携させ、透明性を確保
精密金属加工によるサスペンション部品およびその他の安全性が極めて重要な用途では、自動化の均一性という利点が特に有効です。人的要因によるばらつきがリスクをもたらす場合、自動化システムは品質基準が要求する再現性を提供します。
製造業者の能力を読み解く
設備一覧表は物語の一部しか語りません。ウィーバー社の金属加工技術力や同様の熟練した操業実績からも明らかになるように、オペレーターの知識、保守管理手法、品質保証体制こそが、優れた機械設備を備えたとしても、実際に優れた成果を生み出せるかどうかを最終的に決定づける要素なのです。
設備評価参照表
潜在的な加工パートナーを評価する際に、以下の包括的な比較表をご活用ください:
| 機器の種類 | 対応可能範囲 | プロジェクトへの影響 | 尋ねるべき質問 |
|---|---|---|---|
| CNC加工センタ― | ±0.0005インチ~±0.005インチの公差;3軸~5軸対応 | 複雑な形状における達成可能な精度を決定する。二次加工の必要性に影響を与える。 | ご社の文書化された反復精度はどの程度ですか? 設備の校正はどのくらいの頻度で実施していますか? 最近の三次元測定機(CMM)報告書を確認させていただけますか? |
| プレスブレーキ | 50トン~1,000トン以上(+)の能力;4フィート~20フィート以上(+)の曲げ長さ | 材料の板厚および部品サイズに制限を設ける。長尺部品における曲げ精度に影響を与える。 | ご社が保有するプレスのトナージはどの程度ですか? クローニング補正を採用していますか? 角度精度はどの程度ですか? |
| ファイバーレーザー切断機 | 2kW~15kW以上(+)の出力;鋼材で最大1インチ以上(+)の切断能力 | 最大材料板厚を決定する。切断エッジ品質および切断速度に影響を与える。 | 材料別での最大切断板厚はどの程度ですか? どのようなアシストガスを使用していますか? テーブルサイズはどの程度ですか? |
| CNCタレットパンチ | 1分間あたり1,000回以上(+)の打撃数;自動工具交換装置 | 穴加工の多い部品における高効率性;成形能力により二次加工が削減される | どのような金型ライブラリを保有していますか?ルーバーやカウンターシンクなどの特徴的な形状を成形できますか? |
| 接合装置 | MIG、TIG、スポット、ロボット溶接セル | 溶接品質およびその一貫性;構造的強度および外観に影響を与える | 溶接作業員はどのような資格を保有していますか?ロボット溶接設備はありますか?どのような検査方法を採用していますか? |
| 検査システム | 三次元測定機(CMM)、光学比較器、ビジョンシステム | 検証能力は、品質保証に対する信頼度を決定する | 初品部品の検証はどのように行っていますか?工程中検査はどのようなものを実施していますか?認定済み検査報告書の提出は可能ですか? |
真の能力を明らかにする実践的な質問
に従って グリーンゲート・メタル・コンポーネンツ 事前に適切な質問を行うことで、下請け業者がお客様のプロジェクトを遂行するための専門知識、信頼性、および実行能力を有しているかどうかを評価できます。設備の仕様を超えて、以下の分野についても確認してください。
- メンテナンス実践: 「重要設備に対する予防保全はどのくらいの頻度で実施していますか?」 適切に保守管理された機械は一貫した品質の結果を生み出しますが、放置された設備は仕様から逸脱してしまいます。
- 校正スケジュール: 「三次元測定機(CMM)はいつ、誰によって最後に校正されましたか?」 第三者機関による校正証明書は、社内での校正にはない信頼性を提供します。
- オペレーターの資格: 「オペレーターはどのような訓練および資格を有していますか?」 優れた設備であっても、その性能を最大限に発揮するには熟練したオペレーターが必要です。
- バックアップ体制: 「私の注文中に主力のレーザー加工機が故障した場合、どのように対応されますか?」 冗長な設備を保有している、あるいは確立された下請け業者との連携体制を有する加工業者は、業務中断リスクを最小限に抑えます。
- 工程文書: 「品質チェックポイントを含む作業指示書のサンプルを見せていただけますか?」文書化されたプロセスは、臨機応変な生産ではなく、体系的なアプローチを示しています
オペレーター対機械比率は、もう一つの有用な指標です。1:2以上(オペレーター1人あたり機械2台以下)の比率であれば、生産中の適切な監視が確保されます。オペレーターが多すぎる機械間を急いで移動せざるを得ない状況では、品質が必然的に損なわれます。
約束する前の主張の検証
紙面上の設備能力は、実際の検証がなければほとんど意味をなしません。提携先を選定する前に、以下の検証ステップをご検討ください:
- 工場訪問: 設備の状態、整理整頓の具合、およびワークフローを実際に目で確認することに代わるものはありません
- 試作部品の製造: お客様の実際の材料および仕様を用いた試作部品の製造を依頼してください
- 参照先の確認: 同様のプロジェクト要件を持つ既存顧客に連絡し、性能に関する主張の真偽を確認してください
- 認証の検証: ISO、IATF、または業界固有の認証が有効であり、関連する工程をカバーしていることを確認してください
信頼できる金属加工業者は、このような審査を歓迎します。書類の提出、工場見学の日程調整、または参考先との連絡を渋る場合は、宣伝されている能力が実際のものと一致しているかどうかについて懸念を抱くべきです。
設備仕様を理解することで、潜在的な金属加工パートナーとの実質的な会話が可能になります。設備の実力に基づいて、真に能力を持つ業者と、設備が到底支えられない主張をする業者を区別できます。この知識が、最終的かつ極めて重要なステップ——長期的な関係に値する真正の優先金属加工パートナーを特定するための評価基準を確立すること——への準備となります。
最適な金属加工パートナーを選定する方法
設備の機能性、調達戦略、業界特有の要件について検討を重ねてきました。ここからが正念場です。こうした知識を実際にどのように活用し、最適な金属加工パートナーを選定すればよいのでしょうか?長期にわたる成功裏な加工パートナーシップと、後悔を招く高コストな選択との違いは、しばしば直感や最低価格入札による判断ではなく、体系的な評価に基づくかどうかにかかっています。
ユタ州の金属加工専門業者を探している場合でも、ポートランドの金属加工業者を検討している場合でも、あるいは自社施設近くの沿岸部にある金属加工事業を評価している場合でも、適用される基本的な評価基準は同じです。優れた金属加工パートナーを単なる「優秀さの主張」に過ぎない業者から明確に区別する、実績ある評価フレームワークを順にご説明します。
品質を示す認証基準
認証は、加工業者の品質管理システムが公認された基準を満たしていることを第三者が保証するものであり、その有効性を示すものです。ただし、すべての認証がすべての用途において同程度の重みを持つわけではありません。各認証が何を意味するかを理解することで、パートナーの資格を自社の実際の要件に適切に照合することができます。
に従って DEKRA 認証 iATF 16949は、自動車サプライチェーンにおける品質管理のゴールドスタンダードを表します。この認証はISO 9001の要求事項を基盤としつつ、規制対応のためのトレーサビリティ、安全性に関連する部品および工程、保証管理手順など、自動車業界特有の要素を追加しています。シャシー、サスペンション、構造部品の調達を行う場合、IATF 16949認証取得済みの加工業者と取引することは、品質リスクを大幅に低減します。
多様な金属加工事業を評価する際に確認すべき主要な認証には以下が含まれます:
- ISO 9001:2003 規格について 業種を問わず適用可能な基礎レベルの品質マネジメントシステム認証
- IATF 16949: 自動車業界特化の認証で、高度な品質管理システム、欠陥防止、およびリーン生産方式の原則を示す
- AS9100: 航空宇宙産業向けの品質基準であり、厳格な文書管理およびトレーサビリティ要件を含む
- ISO 14001:2003 規格では 環境マネジメント認証で、持続可能な事業活動への取り組みを示す
- AWS D1.1: 構造用溶接の認証であり、荷重を受ける部品への溶接品質を保証する
単に認証取得の主張を受け入れるのではなく、最新の認証書の提出を依頼し、有効期限を確認するとともに、認証範囲が自社プロジェクトに関連する特定の工程を確実にカバーしていることを確認してください。機械加工工程について認証を取得している製造業者が、ご要望の溶接工程についても認証を保持しているとは限りません。
包括的パートナー評価チェックリスト
お好みの金属加工パートナーを選定するには、複数の観点から体系的な評価が必要です。TMCOの業界ガイドラインによると、単に価格のみを評価するのではなく、経験豊富なカスタム金属加工業者と協業することによる真の価値は、職人技、先進技術、スケーラビリティ、および品質への確立されたコミットメントにあります。
この番号付きチェックリストを用いて、候補となる金属加工会社(Metal Fab Inc.)のパートナーを包括的に評価してください:
- 現在の認証状況および監査履歴を確認する: ISO 9001、IATF 16949、または業種特化型の認証書の写しを請求してください。発行日、有効期限、およびいずれかの認証が一時停止または取消しされたかどうかを確認してください。また、最近の監査結果および講じられた是正措置についても尋ねてください。
- 自社内での対応能力と外部委託のバランスを評価する: 州境サプライ社(State Line Supply)によると、二次加工を自社内で行えるサプライヤーは、納期を大幅に短縮し、物流上の課題を大きく軽減できます。どの工程が内部で実施され、どの工程が外部委託されるかを明確にし、引き渡しによる品質ばらつきを回避してください。
- 品質管理プロセスおよび検査設備を評価してください: 初品検査手順、工程内品質チェック、最終検査手順について確認してください。また、お客様の公差要件に応じた精度検査設備(例:三次元測定機(CMM)など)を実際に使用しているかを確認してください。
- 同様の用途における顧客参考先を請求してください: 信頼性の高い製造業者は、プロジェクト要件、生産数量、または業界認証が類似する既存顧客をご紹介してくれます。参考先と直接話すことで、マーケティング資料では隠蔽されがちな実際のパフォーマンスを把握できます。
- 契約前にコミュニケーション対応の迅速性を試験してください: 見積もり依頼に対する返答はどの程度迅速ですか?技術的な質問には、十分な回答が提供されますか?営業プロセス中の応答パターンは、問題が発生した際の製造段階における対応を予測する指標となります。
- 納期通りの納品実績を確認します: 納期通りの納品率(パーセンテージ)に関する文書化されたデータを請求してください。また、緊急注文への対応方法や、納期を missed した場合の対応策についても尋ねてください。一貫して納期通りに納品できるという実績は、優れた運用能力を示すものです。
- エンジニアリング支援およびDFM(製造性向上設計)支援の利用可能性を確認します: 優れた金属加工パートナーは、設計プロセスの初期段階から共同作業を行い、図面のレビューと性能を損なうことなくコスト削減を実現する「製造性向上設計(DFM)」に関する助言を提供します。こうした能動的な支援により、高額な製造上のトラブルを未然に防ぐことができます。
- 財務の安定性および事業継続性を評価します: 製造業者の財務状況は、設備への投資、熟練した従業員の確保、および景気後退への対応能力に影響を与えます。重要な提携関係を結ぶ際には、基本的な財務情報の提示を依頼するか、信用格付けを確認してください。
信頼できる製造パートナーシップの構築
評価プロセスは、資格要件のチェックリストを埋めるだけにとどまりません。業界の専門家によると、効果的な協働にはオープンなコミュニケーションが不可欠であり、サプライヤーの「ソフトスキル」はその技術的スキルと同様に重要です。
優先取引先として認められる産業用金属加工(Industrial Metal Fab Inc)の事業を特徴づけるものは何でしょうか?以下の関係性の指標をご検討ください:
- 問題の積極的な通報: 問題が発生した際に即座に連絡してくるのでしょうか、それとも納期遅延後に初めて問題が表面化するのでしょうか?
- お客様の成功への投資: 優れたパートナーは設計の改善提案を行い、コスト削減の機会を特定し、お客様のプロジェクトを自社のプロジェクトと同様に扱います。
- 透明性のある価格設定: 明確で内訳の示された見積もりにより、適切な意思決定が可能になります。一方、あいまいな概算は、しばしば予期せぬ追加費用を隠しています。
- 生産能力計画に関するコミュニケーション: 信頼できるパートナーは、受注獲得のために過剰な納期約束をするのではなく、リードタイムについて正直に話し合います。
- 継続的改善の姿勢: 品質指標を追跡し、不良品を分析し、体系的な改善を実施する加工業者を選びましょう。
迅速な試作およびDFM支援という差別化要素
迅速な試作のスピードと包括的なDFM(設計製造性)支援という2つの能力が、今や優先される加工パートナーとコモディティ型サプライヤーを明確に分けています。
迅速な試作により、設計チームは概念の検証を迅速に行い、形状・寸法の適合性をテストし、量産用金型への投資を行う前に最適な解決策へと反復的に改善できます。加工業者が5日間での迅速試作納期を提供する場合、開発サイクルは劇的に短縮されます。変更コストが極めて小さい段階で問題を早期に特定できるため、高額な再工具製作を要する量産段階になってから不具合を発見するリスクを回避できます。
DFMサポートは同様に非常に価値があります。経験豊富な加工業者が、量産開始前にお客様の設計をレビューし、製造難易度を高める要素を特定し、機能を維持しつつコストを削減する代替案を提案します。また、高精度加工を要する公差仕様も明確に指摘します。このような協働型アプローチにより、図面通りではあるものの実際の使用で不具合を起こす部品を受け取るという、ストレスの多い繰り返しを未然に防ぎます。
シャオイ(寧波)金属科技有限公司は、こうした「推奨パートナー」に求められる品質を実際に体現しています。同社の IATF 16949認証取得済みの事業運営 5日間での迅速試作サービスに加え、包括的なDFMサポートを提供しており、トップクラスの加工業者が、認証取得の優れた実績と実践的なエンジニアリング協働をいかに融合させているかを示しています。さらに、12時間以内の見積もり提出という迅速な対応力は、推奨パートナーが反応が遅い競合他社と一線を画す点を如実に表しています。
今後の問題を予兆する赤信号
何を避けるべきかを知ることは、何を求めるべきかを知ることと同様に重要です。こうした警告サインは、しばしばパートナーシップにおける失望を予兆します。
- 参考情報の提供を渋る 高品質な製造業者は、見込み客を満足した顧客と積極的につなげることを誇りとしています。
- 技術的な質問に対する曖昧な回答: 信頼できるパートナーは、自社の能力を明確に説明し、制約についても正直に認めます。
- 早期の契約締結を急かす圧力: 信頼性の高い製造業者は、綿密な評価がより強固なパートナーシップにつながることを理解しています。
- 更新計画のない旧式の設備: 設備投資の停滞は、しばしば財務的制約または満足感による油断を示しています。
- 従業員の離職率が高い: 従業員の流動性が高いと、品質のばらつきや組織内のノウハウの喪失を招きます。
- 認証の欠落または有効期限切れ: 認証の失効は、品質管理システムの崩壊を示すサインです。
信頼できる製造パートナーは、単に部品を製造するだけでなく、お客様の目標達成を支援し、製品の向上を図り、プロジェクトの長期的成功に向けたポジショニングをサポートします。
最終的な選択を決定する
評価が完了した後、最終的な意思決定を行うには、ご自身の具体的な優先事項に照らして各要素を慎重に検討する必要があります。品質問題、納期遅延、コミュニケーションの齟齬といった要因を考慮すると、最も低コストな選択肢が必ずしも総合的な価値で最も優れているとは限りません。
実際の優先事項を反映した重み付き評価表を作成することをご検討ください。たとえば、迅速な反復開発が最も重要である場合は、試作スピードに高い重みを付けて評価します。規制対応が要件を主導する場合は、認証取得の確認を重点的に評価します。コスト圧力が支配的である場合は、価格だけでなく、過去の品質実績も踏まえてバランスよく評価し、一見安価に見えても長期的には損失を招く「偽りの経済性」を回避します。
最適な金属加工パートナーを選定することは、製造活動の将来への投資です。初期段階で行う評価作業に費やした労力は、品質問題の低減、円滑なコミュニケーション、そして業務を負担ではなく支援する強固な加工パートナーシップという形で、その後の成果として還元されます。
こうした体系的な基準を適用することで、製造パートナーの選定を単なる希望的観測から、根拠に基づいた意思決定へと変革します。その結果とは?マーケティング上の約束ではなく、実証済みの能力に基づいて築かれたパートナーシップであり、まさに「優先取引先」として認められるにふさわしい、一貫した品質と信頼性を提供します。
金属板金加工「優先取引先(Preferred Metal Fab)」に関するよくあるご質問
1. 「優先取引先(Preferred Metal Fab)」とは何ですか?
「優先取引先(Preferred Metal Fab)」とは、単に最も低価格な入札者を選ぶのではなく、品質認証、実績のある技術力、および一貫した信頼性に基づいて製造パートナーを選定する戦略的な製造アプローチを指します。「優先(Preferred)」という語は、実績に基づく評価・信頼関係を意味し、過去のパフォーマンス履歴、透明性の高いコミュニケーション、そして卓越性への相互のコミットメントによって構築されます。単発的な取引関係にあるベンダーとは異なり、「優先取引先(Preferred Metal Fab)」とのパートナーシップでは、お客様の業界固有の要件、使用材料の嗜好、公差基準などについて、深く理解し、対応できる関係性が求められます。
2. 金属加工の3つの種類は何ですか?
金属加工の3つの基本的な技術は、切断、曲げ、および組立です。切断には、高精度な材料除去を実現するレーザー切断やCNCパンチングが含まれます。曲げではプレスブレーキを用いて、空気曲げ、ボトム曲げ、またはコイニングといった方法により、平らな板材を三次元部品に成形します。組立では、MIG溶接、TIG溶接、スポット溶接などの溶接プロセスによって加工済み部品を接合します。これらの基本プロセスを理解することで、バイヤーは金属加工パートナーを評価し、特定のプロジェクト要件に応じた加工能力とのマッチングを図ることができます。
3. 金属加工業者は需要がありますか?
はい、スキル不足と産業の成長が重なったことにより、金属加工業者は現在、高い需要があります。国内製造業への回帰(リショアリング)の傾向により、国内での製造需要が高まっており、OEMの95%がリショアリングの成果に満足していると報告しています。金属加工の職種は、自動車、航空宇宙、HVAC(空調・換気・冷暖房)、電子機器など多様な産業にまたがっています。IATF 16949またはAS9100の認証を取得した認定金属加工業者は、一貫した品質と文書化された工程が求められる高精度用途において特に需要が高いです。
4. 優先すべき金属加工パートナーには、どのような認証が必要ですか?
必須の認証は業界によって異なります。ISO 9001は、あらゆる業界にわたって品質マネジメントの基礎的な妥当性を保証する国際規格です。IATF 16949は自動車サプライチェーンにおいて極めて重要であり、欠陥防止、リーン製造、および保証管理のコンプライアンスを確保します。AS9100は、厳格なトレーサビリティ要件を伴う航空宇宙分野のアプリケーションをカバーしています。AWS D1.1は、荷重を受ける構造部品における溶接品質を検証する規格です。金属加工パートナーを選定する際には、必ず認証の有効期限、適用範囲(スコープ)、および最近の監査結果を確認してください。
5. 国内調達と海外調達の金属加工サービス、どちらを選ぶべきですか?
納期、品質管理、コミュニケーション、総所有コスト(TCO)という観点から、自社の優先事項を評価してください。国内製造では、納期が短縮され、品質管理を直接行うことができ、同一タイムゾーンでの円滑なコミュニケーションが可能であり、また「アメリカ製購入法(Buy America)」の規制要件にも対応できます。一方、海外調達は人件費の低減が見込めますが、輸送による遅延、品質確認の手間、知的財産(IP)リスク、および初期見積もりには含まれていない隠れた費用が発生し、実際の総コストが初期見積もりより20~30%増加する可能性があります。厳しい公差精度が求められるプロジェクト、迅速な試作が必要なプロジェクト、または認証適合性が必須となるプロジェクトでは、通常、国内のパートナーが推奨されます。