 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

カスタム鍛造クランクシャフトの発注:初回見積もりから最終納品まで

カスタム鍛造クランクシャフトの理解と必要なタイミング
チャンピオンシップを勝ち取るエンジンと、負荷に耐えかねて失敗するエンジンの違いは何でしょうか?その答えは、しばしば単一の重要な部品、つまりクランクシャフトにあります。高出力エンジンの構築、クラシックカー用エンジンのレストア、あるいは特殊産業機械の開発においては、市販の既製部品では十分ではありません。このような場合にこそ、カスタム鍛造クランクシャフトの注文が不可欠になるのです。
では、クランクシャフトとは一体何でしょうか?簡単に言うと、ピストンの直線運動を回転力に変換し、車輪や機械を駆動させるエンジンの主幹部分です。カスタム鍛造クランクシャフトはこの基本的な部品を、ストローク長さの変更、ジャーナルサイズの特殊化、極限のストレスに耐える素材の使用など、特定の用途に合わせて設計し直したものです。
このガイドでは、初期の調査や仕様の収集から最終的な納品まで、注文プロセス全体を順を追って説明します。製造業者の評価方法、価格要因の理解、品質基準が各段階で満たされていることを確認する方法について学べます。
クランクシャフトを真にカスタムにする要素
標準のクランクシャフトは幅広い用途に対応できるように設計されており、特定のニーズではなく平均的な条件に合わせて製造されています。一方、真正なカスタムクランクシャフトは、正確なエンジン仕様、回転数範囲、および性能目標に完全に一致するように一から設計されています。
工場出荷時の仕様では許容されない、より長いストローク長を必要とするストローカーエンジンを製作していると想像してみてください。市販品の部品では到底対応できません。カスタム製造なら、ジャーナル位置、カウンターウェイトの配置、素材の組成などを正確に指定できます。このような高次のカスタマイズにより、最適なバランス、振動の低減、最大の動力伝達が実現します。これは、エンジンを元の設計以上の領域へと押し上げる際に極めて重要になります。
重要なエンジン部品において鍛造が重要な理由
鋳造クランクシャフトと鍛造クランクシャフトを比較する際、製造工程の違いがすべてを左右します。鋳造は溶融金属を金型に流し込むもので、コスト効率は良いものの、内部組織が粗くなります。一方、鍛造は加熱された鋼材を高圧圧縮して成形する方法であり、金属の内部結晶構造が整列し、機械的特性が大幅に向上します。
過酷な使用条件において鍛造クランクシャフトが好まれる主な理由は以下の通りです:
- 優れている強さ 鍛造工程では、部品の形状に沿って金属の結晶粒が整列され、4340鋼などの材料を使用した場合、引張強度は 140,000~165,000 psi に達します。
- 疲労抵抗性の向上: 鍛造部品は高い回転数、強い振動、繰り返しの応力に耐え、亀裂や変形を起こすことなく動作可能であり、750馬力を超えるエンジンにとって不可欠です。
- 優れた結晶構造: 高圧鍛造により鋼の内部構造が微細化され、より優れた衝撃抵抗性と耐荷重能力が得られます。
- 高い耐久性: 窒化などの熱処理工程によって表面をさらに硬化させることで、鋳造品と比較してクランクシャフトの寿命が大幅に延長されます。
過酷な使用条件のエンジンや高性能構成を扱う方、特にレース用途で鍛造クランクセットをアップグレードする場合において、これらの利点は最も重要な場面での信頼性に直結します。鋳造クランクシャフトは軽負荷車両には十分対応できますが、使用環境が厳しくなると必要な構造的強度に欠けています。
カスタム鍛造クランクシャフトが必要となる用途
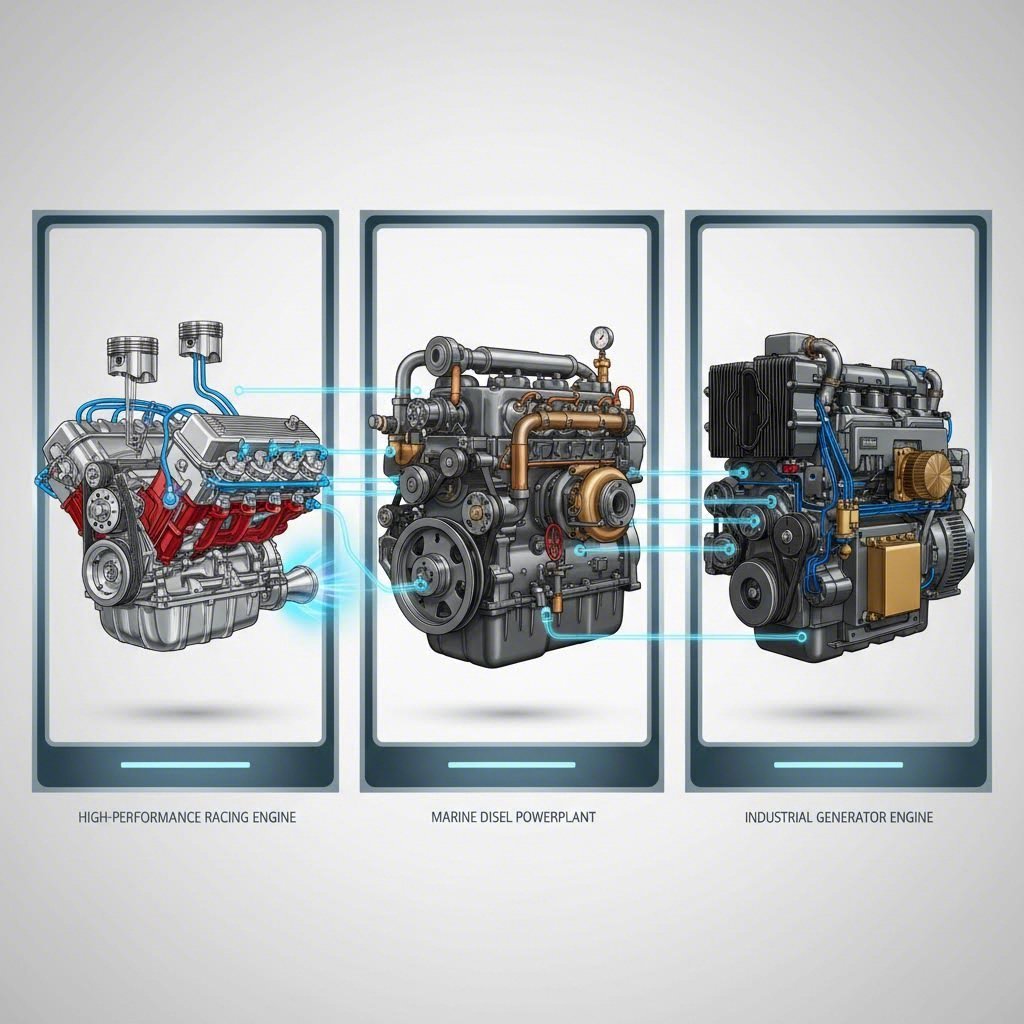
多くの人がカスタムクランクシャフトについて考えるとき、すぐに高オクタンのドラッグレーシングやNASCARエンジンを思い浮かべます。しかし実際には、カスタム鍛造部品の需要はサーキットの遥か先まで広がっています。カリフォルニア州の沿岸海域を航行する船舶からヴィンテージバイクのレストア、産業用発電機に至るまで、特殊な用途ではそれぞれ独特な運転条件に合わせて設計されたクランクシャフトが必要とされます。
自分のプロジェクトがどのカテゴリーに属するかを理解することで、製造業者との効果的なコミュニケーションが可能になり、仕様が実際に求められる性能要件と一致することを確実にできます。
レースおよびパフォーマンス用途
パフォーマンス用クランクシャフト市場は依然として最も注目される分野であり、プロレーシングチームからガレージでプロジェクトを手掛けるアマチュア愛好家まで、幅広いニーズに応えています。排気量増加のためのストローカークランクシャフトを開発する場合でも、高回転域向けの軽量ユニットを開発する場合でも、レース用途では部品がその限界まで要求されます。
モーターサイクル用クランクシャフトの分野も独自の課題を抱えています。Vツインエンジンのパフォーマンス仕様用のハーレークランクシャフトは、モトクロスでの過酷な使用を想定したオフロードバイク用クランクシャフトとは異なる設計が求められます。特にツインカム構成のハーレーダビッドソンクランクシャフトは、低回転域での強大なトルクを扱いながら、巡航速度時にもバランスを維持する必要があります。一方、競技用オフロードバイクのユニットは、激しいライディング中の極端な回転数や急激な負荷変動にも耐えることが求められます。
自動車のパフォーマンス用途は同様に多様です。プロモッド・ドラッグレーサーには、4,000馬力以上の高出力を短時間で処理できるクランクシャフトが必要とされ、一方でエンデュランスレースでは24時間にわたる過酷な使用に耐える部品が求められます。ストリート向けのパフォーマンスカーの構成では、最大出力よりも耐久性と公道での走行性が優先されるのが一般的です。
産業用およびマリン用クランクシャフトの要件
ここからが興味深い点です。産業用およびマリン用途は、多くの場合最も厳しい運転環境にさらされるにもかかわらず、スペシャルティメーカーからの注目は非常に少ないのが現状です。カリフォルニア州のボートビルダーが指定するマリン用クランクシャフトは、常に振動が加わる環境や塩水への暴露に加え、長時間負荷がかかった状態での運転に耐えなければなりません。レーシング用途のようにエンジンが短時間だけ稼働するのとは異なり、マリンエンジンは長時間にわたり高負荷で連続運転されることがあります。
産業用発電機、コンプレッサー、およびポンプ設備も同様の課題を抱えています。これらのクランクシャフトは、保守間隔が数 thousand 時間に及ぶ場合が多く、過酷な環境下でも長期間にわたり信頼性の高い運転を実現しなければなりません。故障すれば高額な停止コストが発生するため、耐久性が極めて重要です。
レストアプロジェクトでは、さらに別の側面が加わります。ヴィンテージ飛行機のエンジンやクラシックトラックの動力装置を再構築する際には、本来の仕様を正確に再現しつつ、寿命延長のために素材を改良する必要がある場合があります。これには、歴史的な設計を理解し、現代の鍛造技術を用いてそれらを再現できるメーカーの専門知識が求められます。
| アプリケーションタイプ | 一般的なストローク範囲 | 一般的な材質グレード | 想定される回転数範囲 | 主要な要件 |
|---|---|---|---|---|
| ドラッグレーシング | 3.5" - 5.0" | 4340, EN30B | 7,500 - 10,000+ | 最大の強度と軽量性 |
| サークルトラックレーシング | 3.0" - 4.0" | 4340, 5140 | 6,500 - 9,000 | 耐久性、一貫したバランス |
| オートバイパフォーマンス | 2.5" - 4.5" | 4340, ビレットスチール | 8,000 - 14,000 | コンパクト設計、高回転対応能力 |
| 海上での応用 | 3.5" - 6.0" | 4140、4340 | 3,500 - 6,000 | 耐腐食性、長寿命 |
| 産業用/発電機用 | 4.0" - 8.0"+ | 4140、4340、鍛造炭素鋼 | 1,800 - 4,000 | 長寿命、振動吸収 |
| ヴィンテージ修復 | 元の仕様により異なります | 当時仕様またはアップグレード済み | 用途別 | 寸法精度、真正性 |
アプリケーションカテゴリを特定し、その一般的な要件を理解したら、製造業者が要求する正確な技術仕様を集める必要があります。次のセクションでは、クランクシャフトサプライヤーに依頼する前に準備しなければならない測定値や詳細について説明します。
発注時に必ず提示しなければならない技術仕様
技術的な詳細に圧倒されていますか?同じように感じる人は多くいます。初めて購入する人の中には、何の情報を提供すればよいか分からないため、メーカーに声をかけるのをためらう人もいます。しかし安心してください。体系的なアプローチを取れば、仕様の収集は簡単になります。
カスタム鍛造クランクシャフトを注文する際、製造業者は正確な見積もりを提供するために、正確な寸法および使用材料の希望について事前に把握する必要があります。仕様の欠落や誤りがあると、高額な修正作業、納期の延長、場合によっては使用できない部品が生じる可能性があります。LSクランクシャフトストローカーセットアップを構築している場合でも、ヴィンテージ車両のレストア用にカスタムSBCクランクシャフトを作成する場合でも、準備プロセスの基本は同じです。
カスタム注文に必要な基本的な測定値
仕様書は、すべての製造決定を導く設計図のようなものです。最初のドキュメントがより完全であればあるほど、注文プロセスはスムーズになります。業界のサプライヤーが使用するような専門的なクランクシャフト依頼フォームでは、通常、「 エンジン詳細、寸法仕様、および用途上の要件 .
仕様情報を収集するためのステップバイステップの手順は以下の通りです。
- エンジン構成を記録する: エンジンのメーカー、型式、コードを記録してください。シリンダー数、予想最大RPM、推定馬力およびトルク値も含めてください。ターボチャージャーまたはスーパーチャージャー搭載車の場合、ブースト圧および燃焼圧の仕様を記載してください。
- ストロークおよびジャーナル寸法の測定: 元のストローク長と構成に必要なストロークを決定します。参考までに、 スモールブロック・シボレーのクランクシャフト は3.00インチストローク(265/283エンジン)から3.75インチストローク(400エンジン)まであります。SBCクランクシャフトの識別プロセスでは、小径、中径、大径のいずれのジャーナルサイズかを確認する必要があります。
- シリンダー間隔の記録: この重要な寸法は、クランクシャフトの長さに沿ったジャーナル位置を決定します。正確な間隔を得るために、シリンダーボアの中心線から中心線までの距離を測定してください。
- コンロッドジャーナルの要件の指定: 接続棒が要求するピン直径(コンロッドジャーナル直径)およびピン幅を記録してください。これらの寸法は、コンロッドベアリングと正確に一致しなければなりません。
- メインジャーナルの仕様の決定: クランクシャフトのジャーナル直径と幅を測定してください。同じエンジンファミリー内でも世代が異なると、メインベアリングのサイズが異なる場合があることに注意してください。たとえば、ls1 クランクシャフトと ls3 クランクシャフトはストロークが同じですが、バランスの要件が異なる場合があります。
- カウンターウェイトの必要量を計算する: エンジンのバランス要件に基づいて必要なカウンターウェイトの数量を指定してください。内部バランスと外部バランスの構成では、カウンターウェイトのサイズに大きな違いが生じます。
- 往復運動部品の重量を含める: ピストン、ピストンピン、リングを含めた重量を提供してください。このデータにより、メーカーは適切なバランスを得られるようにカウンターウェイトの設計を最適化できます。
測定値について不確かな点がある場合は、経験豊富なエンジンビルダーまたは機械加工工場と協力してください。既存の部品を測定したり、メーカー仕様を参照したりすることで、パフォーマンス目標に最適な寸法を決定するサポートを受けることができます。多くの製造業者は、資料が利用できない場合でも、リバースエンジニアリングのためにサンプルのクランクシャフトを受け取っています。
素材選定および熱処理仕様
寸法上の要件を超えて、素材の選定はクランクシャフトの性能特性に大きく影響します。高パフォーマンス用途で最も一般的な選択肢は4340クロモリ鋼であり、 keomitのようなメーカーが 鍛造クランクシャフトセットの生産に使用しています。この素材は優れた強度対重量比を持ち、熱処理に対して良好な反応を示します。
素材を指定する際は、以下の要素を検討してください:
- 4340鋼 パフォーマンスおよびレーシング用途における業界標準。適切な熱処理を行った場合、優れた引張強度と疲労抵抗を発揮します。
- 4140鋼: 極端な負荷が予想されない、中程度の性能を求める構成や産業用途に適した費用対効果の高い代替品です。
- EN30B: ヨーロッパのレーシング用途で広く使われており、4340と類似した特性を持ちますが、加工特性が若干異なります。
- ビルレットクランクシャフト用素材: 鍛造品ではなく固体の丸棒材から削り出す形で製造されるビルレットクランクシャフトを注文する場合、納期や価格体系が異なります。ビルレット製造では丸棒材からの extensive な切削加工が必要となるため、より多くの時間と工具摩耗が生じます。
熱処理の仕様には表面硬化処理の要求事項を含めるべきです。窒化処理(ニトリド処理)は軸受ジャーナル部の摩耗に強く、非常に硬い表面層を形成しますが、その一方で芯部は靭性を維持します。特定の摩耗特性を必要とするアプリケーションの場合は、ジャーナル部の硬度目標値を明記してください。
LSストローカークランクプロジェクトのようなストローカービルトの場合、ボアサイズ、圧縮比、燃料の種類、および一酸化窒素の使用有無についても記録してください。これらの要因は材質の推奨事項や設計上の判断に影響を与えます。ジャーナル部へのオイル供給に影響するため、オイルスプリンターの有無についても言及することを忘れないでください。
仕様をすべて文書化すれば、メーカーがどのようにして素材鋼を高精度部品へと変換していくかを理解する準備が整います。次のセクションでは、鍛造工程自体について詳しく説明し、なぜ製造方法が材料選定と同じくらい重要であるのかを解説します。

カスタム鍛造クランクシャフトの製造工程
仕様の収集が完了したところで、メーカーが注文を受け取った後に実際に何が行われるのか気になることでしょう。クランクシャフト部品の鍛造プロセスを理解することで、より的確な質問ができ、潜在的なサプライヤーをより効果的に評価できるようになります。ここが科学と職人技が交わるポイントです。
選択する製造方法は、クランクシャフトの性能特性を根本的に決定します。競合他社は「鍛造」や「ビレット」などという用語を説明なく使うことがありますが、それぞれの違いを理解することで、プロジェクトの目標に合致した適切な判断が可能になります。
オープンダイ鍛造プロセスの解説
赤橙色に輝き、ほぼ溶けた状態まで加熱された丸鋼を想像してください。オープンダイ鍛造では、この加熱された素材を平らな、または単純な形状の金型の間に置き、巨大な力でハンマー打撃または圧縮します。金属があらかじめ定められた空洞に完全に充填されるクローズドダイ鍛造とは異なり、オープンダイ鍛造では素材が自由に流動しながら、段階的に所望の形状へと成形されます。
このプロセスはクランクシャフト製造においていくつかの明確な利点があります。据え付けによると Great Lakes Forge 、自由鍛造は製造プロセス中にカスタマイズ可能な部品の生産に優れています。この技術は、特殊な形状を持つ単品または小ロットの部品に対応でき、専門的な用途向けにカスタム鍛造クランクシャフトを注文する場合に最適です。
鍛造工程で行われることは何ですか:
- 加熱: 鋼のビレットを1,900°Fから2,300°Fの間の温度まで加熱し、構造的完全性を保ちながら可塑性を持たせます。
- 予備加工: 初期の変形により、鋼の凝固時に残った内部の空隙が除去され、より緻密で均一な材料が得られます。
- 段階的な成形: 複数回のハンマーやプレス作業によって、クランクシャフトの大まかな形状(クランクピン、ジャーナル、つり合いおもりの位置など)が段階的に成形されます。
- 制御冷却: 鍛造されたクランクは内部応力を防ぎ、組織の結晶粒構造を最適化するために、制御された速度で冷却されます。
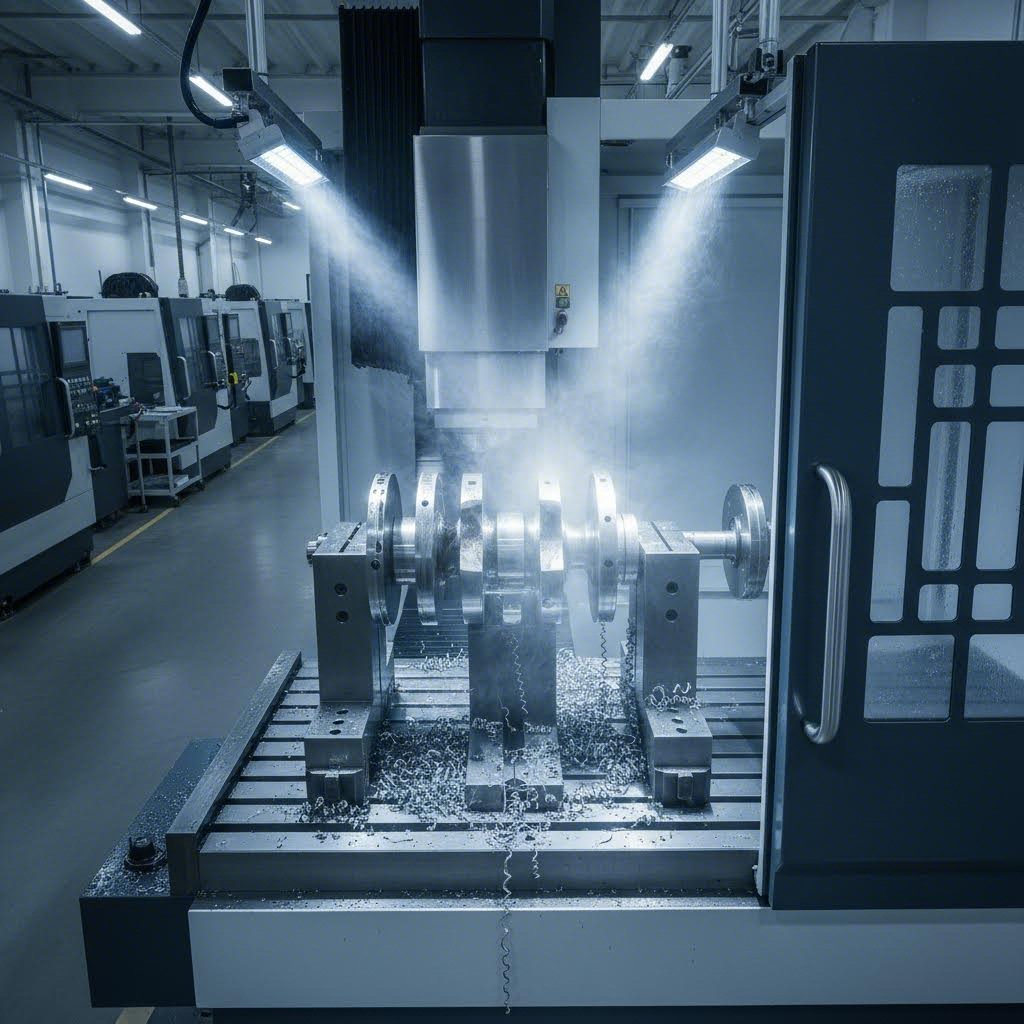
- 最終機械加工: CNC機械加工により、鍛造ブランクが最終的な寸法に正確に仕上げられます。
対応型鍛造は、対になった金型を使用して被鍛造物を完全に囲みます。この方法は鍛造後の寸法精度を高めますが、高価な金型を必要とするため、大量生産の場合にのみ経済的に意味があります。カスタムの単体クランクシャフト注文や小ロット生産では、一般的に自由鍛造の方がコストパフォーマンスと柔軟性に優れています。
鍛造とビレット製クランクシャフトの製造方法
鍛造とビレット製クランクシャフトのどちらが優れているかという議論は、エンジンビルダーの間でよく強い意見が交わされます。両方のアプローチを理解することで、特定の用途に最適な選択が可能になります。
ビレット製クランクシャフトは、高品質の丸鋼(通常は4340鋼)の素材から始まり、完全にCNC加工によって最終形状に仕上げられます。加熱やハンマー鍛造の工程は一切ありません。元の素材から、すべての表面、ジャーナル、カウンターウェイトが精密に削り出されます。この工程は、 KingTec Racing 説明 建築業者は、ストローク長、ジャーナル直径、カウンターウェイト設計、オイル供給路の配置などを完全な自由度で正確に指定できます。
しかし、ここに材料科学が関与してきます。鋼は溶融状態から凝固する際に結晶粒構造を形成します。クランクの鋳造プロセスでは、不均一な結晶粒と潜在的な空隙が生じる可能性があります。ブリット材を切削加工すると、既存の結晶粒構造を切断することになり、応力集中点となるような結晶端部が露出する可能性があります。
鍛造は、最大の強度が得られるように意図的に結晶粒を配向させた部品を生成するため、優れた疲労強度および衝撃抵抗性を実現します。この連続的な結晶粒の流れはクランクシャフトの輪郭に沿って走り、弱点から応力を逃がすことで、新たな脆弱性を生じることを防ぎます。
に従って Trenton Forging 鍛造時の制御された変形により、結晶粒組織が部品の形状に沿って整列します。亀裂は結晶粒の方向と平行に進展しやすいため、応力が集中する箇所に対して結晶粒が垂直になるように配向させることで、耐久性が大幅に向上します。このため、疲労強度が最も重要となる耐久レースや高ブースト用途では鍛造クランクシャフトが主流です。
では、どちらを選ぶべきでしょうか? 選択は、あなたの優先事項によって異なります。
| 係数 | 鍛造クランクシャフト | ビレットクランクシャフト |
|---|---|---|
| 結晶粒構造 | 部品の幾何学的形状に沿って配向 | 均一だが非方向性 |
| 疲労強度 | 繰り返しの応力に対して優れた性能 | 適切な熱処理により優れた性能 |
| カスタマイズ | 鍛造の制約内では良好 | 無限のデザイン柔軟性を実現します |
| 最適な適用例 | 耐久レース、ストリートパフォーマンス、高ブースト構成 | ドラッグレース、試作エンジン、極端なストroker構成 |
| 標準リードタイム | 初期設定は長めですが、再発注が迅速です | 単位あたりの加工時間は一定です |
ほとんどの性能用途において、鍛造クランクシャフトは強度、信頼性、コストパフォーマンスの最適なバランスを提供します。ビレット製クランクは、絶対的な寸法自由度が必要な場合や、組織流線の懸念が精密設計と高級素材によって補われるワンオフプロトタイプを製作する場合に優れた性能を発揮します。
これらの製造に関する基本を理解することで、サプライヤーを効果的に評価できるようになります。しかし、厳格な品質管理がなければ、製造能力があっても意味がありません。次のセクションでは、信頼できるメーカーとそれ以外を分ける、認証、検査、および試験手順について説明します。

期待すべき品質保証および検査基準
製造業者を選定し、詳細な仕様を提示しました。しかし、完成したクランクシャフトが実際にこれらの要件を満たしているかどうか、どのように確認すればよいでしょうか?ここが、信頼できるサプライヤーとリスクの高い賭けとの違いを生む品質保証の分かれ道です。驚くことに、多くのバイヤーは問題が発生するまで検査プロトコルについて問うことがありません。
カスタム鍛造クランクシャフトを注文する際、品質管理プロセスは鍛造工程そのものと同じくらい重要です。外見上完璧に見える高精度クランクシャフトでも、負荷時に重大な故障を引き起こす目に見えない欠陥を内包している可能性があります。どのような認証を求め、どの試験方法を依頼すべきかを理解することで、投資を守り、エンジンの信頼性ある性能を確実にできます。
重要な品質認証
自動車用クランクシャフト業界において、すべての認証が同じ価値を持つわけではありません。一部は品質管理体制への真剣な取り組みを示していますが、他は単なる書類上の手続きにすぎない場合もあります。この違いを知ることで、クランクシャフト供給企業の選択肢を効果的に評価できるようになります。
自動車部品製造におけるゴールドスタンダードは IATF 16949認証 までの速度で運転できます。据え付けた DEKRA 認証 です。この基準は国際自動車推進タスクフォース(IATF)が開発したもので、グローバルな自動車サプライチェーンにおける品質要件の一元化を目的としています。IATF 16949 は ISO 9001 の枠組みを拡張し、業界特有の要件を追加しています。具体的には以下の通りです:
- トレーサビリティシステム: 原材料の鋼材から完成品に至るまでの全工程を文書で追跡管理し、規制遵守および保証管理を支援すること。
- 安全関連プロセスの管理: 故障が安全リスクを引き起こす部品に対して特別なプロトコルを適用すること。クランクシャフトがまさにこのカテゴリに該当する。
- 顧客固有の要求事項: OEMおよび一次サプライヤーの品質要求事項を、複数の別個認証を必要とせずに柔軟に組み込むことができる点。
- 継続的改善の枠組み: 時間の経過とともに欠陥の原因を特定し、体系的に排除するためのアプローチ。
バイヤーにとって、IATF 16949認証は、独立した監査機関によって検証された包括的な品質マネジメントシステムに製造業者が投資していることを示しています。IATF 16949認証を取得したメーカーは シャオイ (寧波) メタルテクノロジー 厳しい第三者監査を通じてこの取り組みを実践しており、品質管理がマーケティング上の主張を超えて、文書化され検証可能なプロセスにまで及んでいることに信頼を提供します。
IATF 16949に加えて、クランクシャフト工場を評価する際に確認すべきその他の資格情報は以下の通りです:
- ISO 9001:2003 規格について IATF 16949が基盤とする、基礎的な品質マネジメント標準。
- SAE適合: 自動車用クランクシャフトの寸法および材質要件に関するSAE J431およびJ1199規格への準拠。
- API 614: 石油、化学、ガス産業向けアプリケーションに使用されるクランクシャフトにとって不可欠です。
要求すべき検査および試験プロトコル
認証は枠組みを確立し、検査方法が結果をもたらします。ご注文について話す際には、各製造段階でのテスト手順について具体的に尋ねてください。以下は生産プロセス全体を通じた包括的な品質管理の内容です。
- 投入材料の検証: 鍛造開始前の原材料である鋼材の化学分析および硬さ試験。
- 鍛造後検査: 鍛造欠陥の外観検査、粗鍛造品の寸法確認、内部空洞の超音波検査。
- 熱処理の検証: 適切な処理が行われていることを確認するための複数箇所での硬さ試験および炉内パラメータの記録。
- 磁粉探傷検査(MPI): 肉眼では見えない表面および表面近傍の亀裂を検出するために重要。
- 寸法検証: ジャーナル直径、ストローク長、カウンターウェイトプロファイルなど、すべての重要寸法についての三次元測定機(CMM)による検査。
- 表面の表面の測定: ジャーナル表面の粗さが軸受の要件を満たしていることを確認するためのプロフィロメーター測定値。
- 最終バランスチェック: 記録された測定値による動的バランス検証。
これらの方法の中でも、磁粉探傷検査(MPI)は特に注目すべきである。MPIは 業界の専門家が説明するところによれば クランクシャフトを磁化し、その表面に鉄系粒子を適用する仕組みである。亀裂や欠陥がある場合、磁場の乱れが生じ、その欠陥周囲に粒子が目に見えるように集積する。この技術により、応力下でクランクシャフトが破損するまで見逃されがちな微細な亀裂でさえも検出できる。
MPIプロセスには、主に以下の2つの磁化方法が含まれる。
- 直流(DC): 磁化方向に平行に走る線状の欠陥を検出するのに有効な、一定の磁場を生成する。
- 交流(AC): 微細な表面亀裂に対してより感度が高く、DC法では見逃しがちな小さな欠陥を検出できる変動磁場を発生させる。
信頼できる製造業者は、多くの場合、両方の技術を組み合わせて包括的な検査を行います。イーグル・パフォーマンスレベルの品質要件に適合する最も感度の高い方法である、紫外光下での湿式蛍光粒子を用いたMPI(磁粉探傷検査)が実施されたことを確認できる文書の提出を要求してください。
検査方法以外にも、完成したクランクシャフトとともに受け取るべき文書について理解しておきましょう。包括的な品質保証パッケージには以下が含まれます。
- 熱処理番号のトレーサビリティ付き材質証明
- 硬度試験結果を含む熱処理記録
- CMMデータ付き寸法検査報告書
- 許容できない表示がないことを確認するMPI証明書
- 動的バランス報告書
- 軸受ジャーナル部の表面粗さ測定値
これらの文書は複数の目的を果たします。クランクシャフトの価格が真正な品質管理への投資を反映していることを検証できます。保証問題が生じた場合に参照データとして利用できます。また、エンジンの構成に規制当局の承認が必要な場合に、業界標準への準拠を示すことができます。
受け取る自動車用クランクシャフトを評価する際、そのドキュメントの品質は部品自体の品質を反映していることが多いです。厳格な検査に投資しているメーカーは一般的により優れた製品を生産するのに対し、テスト工程で手抜きをするメーカーは一貫した結果を出すことがほとんどありません。
品質基準が確立されたところで、次はメーカーそのものを評価する準備が整います。次のセクションでは、国内と海外の選択肢を比較する方法について説明し、価格以外に、サプライヤーとの長期的な関係における満足度を左右する要因を検討します。
クランクシャフトメーカーを評価・比較する方法
仕様書を作成し、求められる品質基準について理解できたところで、次に重要な意思決定が待っています。どのカスタムクランクシャフト製造業者が実際に貴社のビジネスを委託するに値するのかという点です。この選択は単なる価格比較以上のものであり、選定した製造業者はプロジェクトにおけるパートナーとなります。その関係性の質が、クランクシャフトが納期通りに届き、仕様を満たし、期待通りの性能を発揮できるかどうかを左右するのです。
Eagle Specialty Products Incのような確立された国内サプライヤーを検討している場合でも、海外の選択肢を探っている場合でも、評価プロセスには競合他社があまり言及しないような要素を検討する必要があります。選択肢を比較する際に本当に重要なポイントを明確にしていきましょう。
国内メーカーと海外メーカーの評価
国内調達と海外調達の選択は、一見するほど単純ではありません。それぞれの選択肢は、特定のプロジェクト要件に応じて異なる利点と課題をもたらします。
オハイオ州のクランクシャフトサプライヤー、Molnarのクランクシャフトメーカー、Crowerのクランクなど、国内メーカーはよく知られた企業を含み、通常いくつかの固有の利点を提供しています。Queen City Forgingによると、北米の鍛造メーカーは一般的に生産前のエンジニアリング支援や販売後のサービスを定期的に提供しています。また、生産計画に合わせた輸送および納品サービスを提供でき、多くのレーシングプログラムが依存するジャストインタイム方式にも対応可能です。
言語の壁やタイムゾーンの違いがないため、コミュニケーションがより円滑に行えます。午後2時に技術的な質問で電話をかけても、メールが12時間返信なしになるのではなく、すぐに誰かが対応してくれます。イーグルクランクシャフトのアップグレードや特別なレストア用部品の注文であっても、アメリカのエンジンプラットフォームに対する文化的な親しみがあるため、説明が最小限で済みます。
しかし、海外メーカーも真剣に検討すべき魅力的な利点を提供しています:
- コスト効率: 労働力および間接費のコストが低い場合、特に大量注文において顕著な価格競争上の利点につながることが多いです。
- 製造能力: 海外の多くの施設では、さまざまな規模のプロジェクトに対応可能な大型設備を稼働しています。
- 材料へのアクセス: 国際的なサプライヤーの中には特殊鋼メーカーとの関係を維持しており、国内では調達が難しいグレードの材料を提供できるものもいます。
国際調達を成功させる鍵は適切な審査にあります。海外サプライヤー間での品質基準は大きく異なるため、部品に手直しや交換が必要になると、価格面での利点はすぐに失われます。IATF 16949または同等の認証の提出を求め、生産注文の前にはサンプル部品の提出を要求し、初期のやり取りの中で連絡体制の確実さを確認してください。
主要な輸送港への近接性は、国際注文の納品時間に大きな影響を与えます。中国の寧波港やヨーロッパのロッテルダム港などの施設の近くに立地するメーカーは、安定した輸送時間で世界中に製品を出荷できます。この地理的な利点は、先を見た計画を立てられるバイヤーにとっては、距離の不利を相殺することがよくあります。
注文を出す前に尋ねるべき重要な質問
国内・海外を問わず、あらゆるメーカーに発注する前に、入念な審査を行うことで投資を守ることができます。以下の質問は、マーケティング資料では隠されがちな製造能力を明らかにしてくれます。
- カスタム注文の通常リードタイムはどのくらいですか? 範囲ではなく具体的な回答を得てください。「4~6週間」ではなく、「現在の生産能力では通常5週間」といった回答の違いは、生産管理のレベルの差を示しています。
- 類似プロジェクトの参考文献を提供していただけますか? 確立されたメーカーであれば、同規模の注文を完了した顧客の連絡先をすぐに提示できるはずです。ここでのためらいは、赤信号です。
- 仕様段階でどのようなエンジニアリングサポートを提供していますか? 優れたサプライヤーは生産開始前に仕様の誤りを発見し、時間と費用を節約します。
- 生産開始後の仕様変更にはどのように対応していますか? 柔軟性と関連コストを理解することで、予期せぬ問題を防げます。
- 完成部品にはどのような検査文書が付属しますか? 前述のセクションで述べたように、包括的な品質文書は製造管理体制を反映しています。
Ace Crankshaft Incや小規模な専門工場などのサプライヤーを評価する際には、自社の特定用途に関する経験についても確認してください。技術的に優れていても、ドリフトレーシング用クランクシャフトの製造に長けているメーカーが、マリンや産業用途に関しては専門知識を持っていない可能性があります。
| 評価基準 | 国内メーカー | 海外メーカー |
|---|---|---|
| 標準リードタイム | 4~8週間 | 6〜12週間(出荷時間を含む) |
| 最小注文数量 | 単一ユニットでの取引が可能な場合が多い | 3〜5ユニット以上の最小発注数量が必要な場合がある |
| エンジニアリングサポート | 直接の相談が一般的 | サプライヤーによって大きく異なる |
| 認証 | IATF 16949、ISO 9001が標準 | 独立して確認すること |
| コミュニケーション | 同じタイムゾーンで言語の障壁がない | 遅延の可能性があり、翻訳が必要となる場合がある |
| 立地の優位性 | 国内配送が迅速 | コスト削減が可能。港への近接性が重要 |
| 価格帯 | プレミアム価格が一般的 | 通常は20〜40%低価格 |
生産発注を確定する前には、特に取引のない新しいサプライヤーに対してサンプルの提供を要請することが不可欠です。仕様と完全に一致しないクランクシャフトのサンプルであっても、機械加工の品質、表面処理の水準、およびドキュメント作成の習慣を確認できます。サンプルへの投資は、量産段階でのより高額な失敗を防ぐことにつながります。
可能であれば、過去の実績を確認してください。同様の完成プロジェクトの写真を提示してもらい、工場訪問が困難な場合は、動画による工場見学を依頼してください。現代のコミュニケーションツールを用いれば、バーチャルでの施設評価は容易であり、運営に自信を持つメーカーはこうした検証を歓迎します。
製造業者を選定・審査した後は、コストや納期といった実務上の課題が最も重要な関心事となります。以下のセクションでは、プロジェクト計画に影響を与える価格要因とリードタイムの見込みについて説明します。
価格要因とリードタイムの見込み
製造業者を選定し、品質要件を理解しました。次に避けられない質問が浮上します。「クランクシャフトは一体いくらかかるのか?」「いつ届くのか?」これらの実務上の懸念事項はプロジェクト計画を左右しますが、多くのバイヤーは現実的な期待を持たずに交渉に入ってしまいます。クランクシャフトの価格を左右する要素を理解すれば、正確な予算計画が可能になり、見積書が届いた際に価格に驚くことも防げます。
現実をお伝えしましょう。カスタム鍛造クランクシャフトの価格設定は恣意的ではありません。支払う金額の1ドル1ドルには、特定の製造工程の選択、材料の選定、生産の複雑さが反映されています。何に対して支払いをしているのかを理解していれば、交渉はより生産的になり、期待値と提供される成果物が一致するようになります。
カスタムクランクシャフトの価格に影響を与える要因
メーカーがお客様への見積もりを算出する際、複数のコスト要因を同時に評価しています。以下の通りです。 業界専門家 クランクシャフトの製造コストは、並外れた強度と性能を実現するために設計された精密工学、高度な冶金技術、および専門的な製造工程を反映しています。
以下に最終価格に影響を与える主な要因を、影響度の高い順に示します。
- 材料の選択: 指定する鋼材合金は、ベースラインコストに大きく影響します。標準的な4340鋼は良好な性能を適正価格で提供しますが、極限のモータースポーツ用途に使用されるEN40Bや300Mなどの特殊合金は、材料費が著しく高くなります。硬度の高い素材は加工に時間がかかり、専用工具が必要になるため、費用がさらに増加します。
- 設計の複雑さ: 厳しい公差を持つ複雑な設計は、より高度な切削技術と長い生産時間が必要になります。Xometryの製造専門家が指摘しているように、複雑なツールパスはより多くの動作を発生させ、加工時間を延ばします。非標準のストローク長、独自のジャーナル構成、最適化されたカウンターウェイト設計など、すべてが設計および生産工数を増加させます。
- 注文数量: 単一ユニットのカスタム注文は、セットアップ費用が複数ユニットに分散しないため、1個あたりのコストが最も高くなります。大量生産では規模の経済が効果を発揮し、固定のセットアップ費用をより多くの部品に分散させることで、個々のユニット価格を低下させることができます。
- 仕上げの要件: 窒化処理、ジャーナルの特殊研磨、高級熱処理プロトコルなどの表面処理は、工程が追加されコストが上昇します。各仕上げ工程は装置の稼働時間、熟練労働力、品質検証を必要とします。
- 機械加工時間: 長時間の機械加工は、電力消費、工具摩耗、設備使用率の面で直接コスト増加につながります。ナイフエッジ加工やガンボーリングされたメイン部などの軽量化機能は、大幅な追加加工を必要とします。
- 金型の要件: お客様の特定設計に必要な特殊切削工具やカスタム治具は費用を増加させます。工具の購入、メンテナンス、交換費用は、特に特殊な構成の場合、見積もりに含まれます。
- バランス精度: 高回転用途において完全な動的バランスを達成するには、きめ細かな作業が必要です。カウンターウェイトから微量の材料を除去したり、ヘビーメタルスラグを追加したりする作業は時間のかかりますし、熟練した技術者が求められます。
では、すべての要素を考慮するとクランクシャフトは一体いくらになるのでしょうか? 標準素材を使用したシンプルな設計の場合でも数千ドル、複雑で希少素材を使用した部品になると1万ドル以上することもあります。素材の限界まで追求するレーシング用途のものは、当然ながら高価格になります。
見積もりを検討する際には、最も安い選択肢が最良の価値を提供することはめったにないことを覚えておいてください。クランクシャフトは故障すればエンジンに重大な損傷をもたらす重要な部品です。高品質な製造に投資することで、信頼性と長期間にわたる性能という形でそのメリットが得られます。
納期と期待できるもの
タイミングは価格と同様に重要な場合が多いです。レースシーズンの準備をするにも生産スケジュールに対応するにも、現実的なリードタイムを理解しておくことで計画上の失敗を防げます。
カスタム鍛造クランクシャフトを注文する際の納期には、いくつかの要因が影響します。
- 現在の生産能力: 受注が満杯のメーカーは当然ながら長いリードタイムを提示します。レース準備の繁忙期には人気サプライヤーで遅延が生じます。
- 材料の入手性: 特殊鋼合金は製造開始前に調達に時間がかかる場合があります。一般的な素材(例:4340)は在庫があるのが普通ですが、特殊グレードの場合は数週間の遅れが出る可能性があります。
- 設計の複雑さ: 既存設計へのシンプルな変更は、新規設計が必要な完全カスタム構成よりも迅速に進められます。
- 熱処理および仕上げ: 浸窒処理などの工程には品質を損なうことなく短縮できない特定のサイクル時間があります。
- 品質検査の要件: 包括的なテスト手順は時間を要しますが、部品が仕様を満たしていることを保証します。
サプライチェーンの専門家たちが ラッソ・サプライチェーン 設計段階の早い時期にサプライヤーを関与させることで、リードタイムを大幅に短縮できる。製品開発中にメーカーと連携することで、生産能力の確保や正確な納期の提示が可能になる。
カスタムクランクシャフトを1本だけ注文できますか?もちろん可能です。多くの特殊機械メーカーは単一数量の注文を受け入れていますが、部品単価には集中するセットアップコストが反映されます。プロジェクトにおいて将来追加の部品が必要になる可能性がある場合は、初期交渉時に今後の数量見通しについて相談しておくことで、より有利な価格体系が適用される場合があります。
予算計画のため、国内のカスタムクランクシャフト注文は、発注確認から出荷まで4~8週間を見込む必要があります。国際的な注文の場合、輸送日数が追加されるため、発送地および目的地に応じて、納品期間は合計で6~12週間程度になるのが一般的です。緊急注文も場合によっては可能ですが、製造部門のVPであるジェイソン・マクラウアが指摘するように、「短納期は残業や材料調達および仕上げ工程の優先手配を必要とするため、コストが高くなる」という点に注意が必要です。
プロジェクトスケジュールに余裕を持たせることで、予期しない遅延から保護されます。材料の調達問題、設備のメンテナンス、再加工を要する品質問題などが発生した場合、初期の見積もりを超えて納期が延びる可能性があります。専門のエンジンビルダーは通常、重要な部品の注文を絶対的な締め切りよりも数週間前に余裕をもって手配します。
価格とタイムラインの期待が明確になったことで、最初の問い合わせから納品の調整まで、実際の発注プロセスを円滑に進められる準備が整いました。
カスタムクランクシャフト発注の完全なプロセス
必要な調査はすでに完了しています。仕様は文書化され、メーカーも選定済みで、予算の期待も一致しています。ここからが正念場です。実際に発注を行い、生産から納品までをリードします。かつてアフターマーケット用クランクシャフトが開発された初期の時代には、イーグル製ローテーティングアセンブリなどといったパフォーマンス部品の注文に際して、製図面や電話による綿密なやり取りが必要だったのに対し、このプロセスは大きく進化してきました。
今日の発注プロセスは、デジタル通信、CADファイルの共有、効率化された承認ワークフローの恩恵を受けている。しかし、地元のクランクシャフト工場から発注する場合でも、国際的なサプライヤーから発注する場合でも、基本的な段階は依然として一貫している。各段階を理解することで、生産全体の進行をコントロールでき、完成した部品が期待通りになることを保証できる。
最初の問い合わせから設計承認まで
最初の連絡から生産承認に至るまでの流れは、予測可能な手順に従っている。According toによれば、 Western of Texas Forge & Flange カスタム鍛造製品の一般的な発注プロセスには、互いに関連し合った複数の段階があり、それらが積み重なって進んでいく。
以下に、順次ステップで示した完全な発注タイムラインを示す:
- 初期問い合わせおよび相談: 製造元のエンジニアリングまたは営業チームとの最初の打ち合わせでは、プロジェクトの範囲を明確にします。仕様書類、用途の詳細、納期要件を事前に準備して臨んでください。数量、納品予定、量産開始前の試作が必要かどうかについて質問されることが予想されます。優れた製造業者は、同様のプロジェクトにおける経験に基づき、設計の調整を提案したり最適な解決策を推薦したりする場合があります。
- 正式な仕様書の提出: 詳細なエンジニアリング図面、CADモデル、またはスケッチを寸法情報をすべて含めて提出してください。材質の仕様、関連する業界規格(ASME、ASTM、SAE)、および使用回転数範囲、出力レベル、該当する場合はブースト圧力などの動作条件に関する要件も記載してください。提出内容がより完全であるほど、このフェーズは迅速に進みます。
- エンジニアリング評価: 製造元のエンジニアリングチームは、お客様の仕様が実現可能かどうかを検討します。設計が自社の生産プロセスに適しているか評価し、材料の入手可能性を確認し、潜在的な問題点を特定します。この評価には、標準的な依頼の場合通常3〜7営業日かかり、複雑な構成の場合はそれ以上の期間が必要となることがあります。
- 見積もり作成: 評価後、材料費、金型費用、製造コスト、熱処理および表面処理、納期の目安、納品条件、支払条件などを含む詳細な見積もりが提供されます。これを注意深く確認し、予算計画や納期要件と照らして比較検討してください。
- 設計レビューおよび改善: 最終確定前に、ほとんどの製造業者は正式な設計レビューを実施します。この協働セッションにより、量産開始前に潜在的な問題を発見できます。公差の積み重ね(トレランススタックアップ)、バランス調整のアプローチ、必要となる仕様の明確化などについての議論が予想されます。必要に応じて、承認用の試作品が作成される場合もあります。
- 発注書および契約合意: 交渉した条件を含む正式な発注書を発行して、注文内容を確定してください。大規模なプロジェクトの場合、責任範囲、マイルストーンによる支払い、タイムラインの約束、保証条項などを明記した契約書に署名します。
- 材料の調達: 承認を得た後、製造業者はお客様の仕様に基づいて原材料の調達および検証を行います。鋼材の認証書やヒートナンバーの文書作成はこの段階で開始され、完成までクランクシャフトのトレーサビリティを確保する流れが築かれます。
- 金型および治具の準備: 設計上、特別な鍛造用金型または専用の機械加工治具が必要な場合、その製作が開始されます。この工程は納期に余分な時間がかかりますが、金型が完成すれば以降の生産が効率的に行えるようになります。
これらの段階における適切なコミュニケーションのベストプラクティスは、成果の質に大きな差をもたらします。製造業者からの質問にはすみやかに返信してください。遅延は生産スケジュール全体に影響を及ぼします。電話でのやり取りを含め、すべての仕様に関する議論は文書で記録してください。当初の見積もりやタイムラインに変更がある場合は、必ず書面による確認を依頼してください。
短期間での納期を希望するバイヤー向けに、一部のメーカーは迅速なプロトタイピングサービスを提供しています。たとえば、 シャオイ (寧波) メタルテクノロジー は最短10日でプロトタイプの製作が可能であり、量産開始前に形状や適合を評価できます。また、寧波港に近い立地にあるため、生産完了後の世界的な迅速出荷も可能です。国際調達がプロジェクトに適している場合、この点は検討に値する利点です。
生産監視および出荷手配
生産が開始された後は、あなたの役割は仕様の策定から監督へと移行します。製造プロセス全体を通じて継続的に関与することで、問題を早期に発見し、完成した部品が要件を満たしていることを確実にできます。
製造工程は通常、以下の順序で進行します。
- 鍛造工程: 原材料の鋼材ブランクは、オープンダイまたはクローズドダイ鍛造によって、粗加工されたクランクシャフトのベース形状に変形されます。この工程完了時に確認を得てください。また、鍛造品に対して実施された初期の寸法検査についても確認を求めてください。
- 粗末加工: CNC装置により、仕上げ工程のための余肉を残しつつ、鍛造品を最終寸法に近づけていきます。この段階でジャーナル位置、カウンターウェイトの形状、および全体的な幾何構造が決定されます。
- 熱処理: 仕様に応じて、クランクシャフトは焼入れ、焼戻し、窒化などの表面処理工程を経ます。熱処理プロセスのサイクルパラメータおよび硬度試験結果を示す文書の提出を求めてください。
- 最終仕上げ加工: 最終的な寸法精度は精密加工工程によって得られます。ジャーナル直径、表面仕上げ、およびすべての重要公差はこの工程で仕様を満たします。
- バランス: 動的バランス調整により、クランクシャフトが運転速度域でスムーズに回転します。測定された不均衡量および修正内容を示すバランス報告書を要求してください。
- 検査と試験: 包括的な品質検証には、寸法検査、磁粉探傷検査、および表面仕上げ測定が含まれます。すべての文書は完成部品と同時に納品されるようまとめる必要があります。
- 梱包と輸送 クランクシャフトには輸送中の損傷を防ぐための保護包装が施されます。ラベリングには部品番号、材質グレード、および注文参照情報が含まれます。
現代の製造ワークフローソフトウェアとして 業界のワークフロー専門家が説明するように 、これにより生産全体の自動追跡と承認ルーティングが可能になります。品質の高い製造業者は、頻繁なフォローアップ電話を必要とせずに定期的に進捗状況を報告します。サプライヤーが積極的に進捗を伝えてこない場合は、主要マイルストーンごとに確認スケジュールを設定してください。
出荷に関する検討は、生産完了前に注意を払う必要があります。国内注文の場合、通常の貨物輸送で十分ですが、高価なクランクシャフトについては輸送保険と受領署名確認を推奨します。国際輸送にはさらに計画が必要です:
- 税関書類: 適切な関税率分類および原産国証明書が shipments に同梱されていることを確認してください。
- 輸送保険: 国際貨物は損傷リスクが高いため、新品交換価格に加え輸送費も含めて保険に加入してください。
- 納品時期: 港での遅延や税関通関時間をプロジェクトスケジュールに組み込んでください。どちらかの国の休暇期間中は輸送時間が大幅に延びる可能性があります。
- 輸入関税: 輸送物が到着する前に適用される関税や税金を理解し、税関での留置を回避してください。
クランクシャフトが到着した際には、仕様書および品質文書に基づいて直ちに検査を行ってください。ジャーナルの寸法は精密測定器で確認し、表面仕上げを点検し、文書の完全性を確認してください。不一致がある場合は、速やかに製造元に報告してください。評判の良いサプライヤーのほとんどは、早期に通知された正当な問題をすみやかに対応します。
アフターマーケットのクランクシャフト業界は、初期のホットロッダー向けサービスから始まり、大きく成熟してきました。今日では、確立された国内サプライヤーから販売用のクランクシャフトを調達する場合でも、国際的な製造パートナーシップを探る場合でも、発注プロセスは長年にわたって洗練されてきたベストプラクティスの恩恵を受けています。これらの実績のある手順に従うことで、煩雑になりがちな経験が、最初の問い合わせから円滑な納品までの簡単なプロセスへと変わります。
カスタムクランクシャフトを手にしたところで、エンジンの組み立て完成まであと一歩です。最後のセクションでは、これまでに学んだ内容を実践的なポイントと、次回のカスタム発注プロジェクトに役立つチェックリストとしてまとめます。
カスタムクランクシャフトプロジェクトの次のステップへ
鍛造の重要性からメーカーとの関係構築、生産スケジュールの把握まで、カスタム鍛造クランクシャフトの発注におけるライフサイクル全体を学んできました。次はこの知識を実際に活用する段階です。初めて購入する方であれ、経験豊富なエンジンビルダーであれ、プロセスを洗練させたい場合であれ、体系だったアプローチを持てば、次のステップが明確になります。
カスタムクランクシャフトの調達で成功するには、以下の4つの重要な要素が鍵となります:詳細な仕様書の作成、慎重なメーカー評価、厳しい品質基準、現実的なスケジュール計画です。これらのいずれかを欠くと、プロジェクトは遅延やコスト超過、あるいは性能要件を満たさない部品のリスクにさらされます。
カスタムクランクシャフト発注チェックリスト
メーカーに連絡する前に、以下の必須項目すべてに対応していることを確認してください。
- エンジン構成の文書化: メーカー名、モデル名、シリンダー数、想定されるRPM範囲、および馬力目標を記録済み
- 寸法仕様の収集: ストローク長、メインジャーナル径、ロッドジャーナル径、およびシリンダー間隔を測定または調査済み
- 材質要件の決定: 用途に応じた鋼材グレードの選定(パフォーマンス用ビルドのほとんどには4340を推奨)
- 往復動部品の重量情報の有無: 適切なカウンターウエイトのサイズ設定のために、ピストン、ピン、およびリングの重量が文書化されています
- メーカーの候補リストを作成しました: 関連する経験を持つ複数のサプライヤーを特定し、認証の確認を済ませました
- 予算範囲を策定: 部品の複雑さや材質要件に基づき、現実的なコスト見込みを設定しています
- タイムラインのバッファを設定: プロジェクトスケジュールには、予期せぬ遅延に対応するための余裕が含まれています
- 品質文書の要件を明記: 材質証明書、検査報告書、バランスデータについて、最初から明確に仕様を定めています
レストアプロジェクト用の交換用クランクシャフトを探している場合は、純正部品の仕様および許容される差異の公差を文書に追加してください。ヴィンテージ車用のエンジンクランクシャフトは、歴史的な寸法と一致する必要がある一方で、耐久性向上のために素材をアップグレードすることがよくあります
確信を持って前進する
得た知識により、多くの人が intimidant( intimidating)なプロセスと見なすものも、管理可能なプロジェクトに変貌させます。鍛造クランクが鋳造品よりも優れる理由、メーカーが求める仕様、品質管理が投資をどう守るか、現実的な価格帯や納期の目安について、あなたは理解しています。
最も成功するカスタムクランクシャフトのプロジェクトは、信頼性を保証する品質、予算内に収まるコスト、スケジュールに合わせた納期という、3つの競合する優先事項のバランスを取っています。いずれか一つの要素をあまりにも妥協すると問題が生じます。特に重要な部分には品質に投資し、現実的な余裕を持った納期計画を立ててください。最も安い選択肢が長期的に最良の価値をもたらすことはめったにありません。
初めて購入する場合は、信頼できるメーカーのエンジニアリングチームとの単発の打ち合わせから始めるべきです。仕様書を持参し、自由に質問を行い、契約を結ぶ前に、彼らの対応の迅速さや親身さを評価してください。この最初のやり取りは、これから始めるパートナーシップの質を大きく示します。
経験豊富な開発担当者は、このフレームワークを活用して既存のプロセスを洗練させることができます。たとえば、ある品質文書を見見していたり、国際的な製造オプションを十分に検討していなかった可能性があります。各プロジェクトは、自身のアプローチを改善する機会を提供しています。
カスタムクランクシャフトは、エンジン構築の中心を成します。正確な仕様の収集から品質認証の確認まで、適切な発注プロセスに投資した労力は、信頼性の高い性能と長寿命という形で還元されます。イーグルクランク並みの競技用エンジンを製作する場合でも、バイク用途向けのクラシッククランクシャフトをレストアする場合でも、基本的な原則は一貫しています。
ここで得た知識を次のプロジェクトに活かしてください。メーカーは存在し、製造プロセスも確立されており、あなたには今やそれらを成功裏に進めるための知識があります。あなたのためのカスタム鍛造クランクシャフトが待っています。
カスタム鍛造クランクシャフトの注文に関するよくある質問
1. カスタムクランクシャフトを製造している会社はどこですか?
Bryant Racing、Winberg Crankshafts、Eagle Specialty Productsなど、アメリカ合衆国にはカスタムクランクシャフトに特化した信頼できる複数のメーカーがあります。国際的な選択肢として、Shaoyi(Ningbo)Metal TechnologyはIATF 16949認証を受けた製造体制と迅速なプロトタイピング能力を提供しています。メーカーを選ぶ際は、認証内容、エンジニアリングサポート、納期、および特定の用途における経験を評価してください。
2. 鍛造クランクシャフトはどのくらいの馬力まで対応できますか?
高品質な4340鍛造クランクシャフトは、通常、最大1,500馬力までのエンジンを信頼性高く耐えうる。この数値を超える用途では、素材の均一性に優れるため、ビレット製クランクシャフトが好まれる。ただし、実際の耐力は素材グレード、熱処理の質、ジャーナル径、カウンターウェイト設計、およびエンジンが過給装置またはニトロキシドを使用するかどうかなどの要因に左右される。
3. カスタム鍛造クランクシャフトの価格はどのくらいですか?
カスタム鍛造クランクシャフトの価格は、標準的な4340鋼を使用したシンプルな設計であれば数千ドルから、エキゾチック素材を用いた複雑な構成では1万ドル以上になる場合がある。主なコスト要因には、素材選定、設計の複雑さ、発注数量、窒化処理などの仕上げ要件、およびバランス精度が含まれる。単品発注の場合、セットアップ費用を複数個に分散できないため、1個あたりのコストが高くなる。
4. カスタムクランクシャフトの注文における通常のリードタイムはどのくらいですか?
国内のカスタムクランクシャフト注文は、注文確定から出荷まで通常4〜8週間かかります。国際的な注文の場合、輸送日数が追加されるため、合計納期は6〜12週間となります。納期に影響を与える要因には、現在の生産能力、材料の入手可能性、設計の複雑さ、熱処理の要件、および品質検査手順が含まれます。一部の製造業者は、初期サンプルに関しては最短10日での迅速なプロトタイピングを提供しています。
5. カスタムクランクシャフトを注文する際に提示する必要がある仕様は何ですか?
必須の仕様には、エンジンのメーカーと構成、ストローク長、メインジャーナル直径、ロッドジャーナル直径、シリンダースペーサー間隔、カウンターウエイトの要件、および往復動部品の重量が含まれます。また、材料のグレード選択、熱処理の要件、想定されるRPM範囲、目標馬力、強制吸気(ターボチャージャーまたはスーパーチャージャー)の使用有無についても明記する必要があります。オリジナルのドキュメントが利用できない場合でも正確な測定を保証するためには、経験豊富なエンジンビルダーと協力することが重要です。