 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

自動車プロトタイプにおけるレーザー切断とダイ切断の比較
要点まとめ
自動車のプロトタイプにおいて、レーザー切断は初期開発段階で優れた選択肢です。その理由は、迅速性、柔軟性、および前もって金型を必要としない点にあり、複雑な形状や反復的な設計に最適です。一方で、量産を前提とした完成済み設計のプロトタイプでは、ダイカットがより戦略的かつ費用対効果の高い選択となります。大量生産になれば単価が大幅に低下するため、物理的なダイへの初期投資を正当化できます。
基本技術の理解:レーザー切断とダイカット
自動車のプロトタイプにおいてレーザー切断とダイカットのどちらを選ぶかを賢明に判断するには、それぞれの基本的な仕組みを理解することが不可欠です。この二つの方法はまったく異なる原理に基づいており、一方は熱エネルギーを利用し、他方は機械的な力を用います。この根本的な違いが、それぞれの強みや弱み、そして生産ライフサイクル内での最適な用途を決定づけています。
レーザー切断は、高度に集光されたコンピュータ制御の光ビームを用いて、材料を溶融、燃焼または気化することにより、極めて高い精度で加工を行う熱的プロセスです。このプロセスではデジタル設計データに従って動作するため、物理的な工具が材料に接触することはありません。この「工具不要」の特性により、専用の金型を製作することなく、非常に複雑で精巧な形状を作成することが可能になります。CO₂レーザーやファイバーレーザーなど、さまざまなタイプのレーザーは、自動車内装に使われるプラスチックや生地から、ボディパネル用の薄板金属まで、多様な材料に最適化されています。
一方、ダイカッティングは機械的なせん断加工であり、産業用のクッキーカッターを使用するのに非常に似ています。特定の形状に成形された鋭い刃物であるカスタム製のスチールルールダイが材料に押しつけられ、所望の部品を打ち抜きます。この方法は、厚手の材料や少量生産に適した平版プレス、または連続ロール材を高速で連続切断できる円筒形のダイを使用するロータリープレスのいずれかで行うことができます。ダイカッティングはきれいで一貫性のある切断面を提供し、多数の同一部品を効率的に製造するのに非常に有効です。
自動車プロトタイプにおける重要な意思決定要因:直接比較
自動車のプロトタイプに適した切断方法を選定する際には、精度、速度、コスト、材料、設計の柔軟性など、いくつかの重要な要因を慎重に分析する必要があります。最適なプロセスは、開発サイクルの各段階におけるプロジェクトの特定の要求事項によって異なります。各方法を直接比較することで、開発工程の異なる段階におけるそれぞれの明確な利点が明らかになります。
精度とエッジ品質
レーザー切断は非常に高い精度を提供し、公差を0.1 mmという狭い範囲内に収めることができます。非接触方式であるため、複雑なパターンや繊細な素材の加工に最適です。ただし、熱による加工プロセスであるため、熱影響部(HAZ)が生じ、切断端面にわずかな変色や溶融が現れることがあります。これはこの熱的プロセスに伴う副作用です。ほとんどの自動車用プロトタイプではこれにより問題はほとんどありませんが、特定の熱に敏感なポリマーやフォーム材では考慮すべき点です。一方、ダイカットは機械的なプロセスであるため熱歪みが発生せず、一貫してきれいでせん断されたエッジを形成します。ただし、極めて微細なディテールを表現する能力においては、レーザーに及ばない場合があります。
速度、納期、およびコスト分析
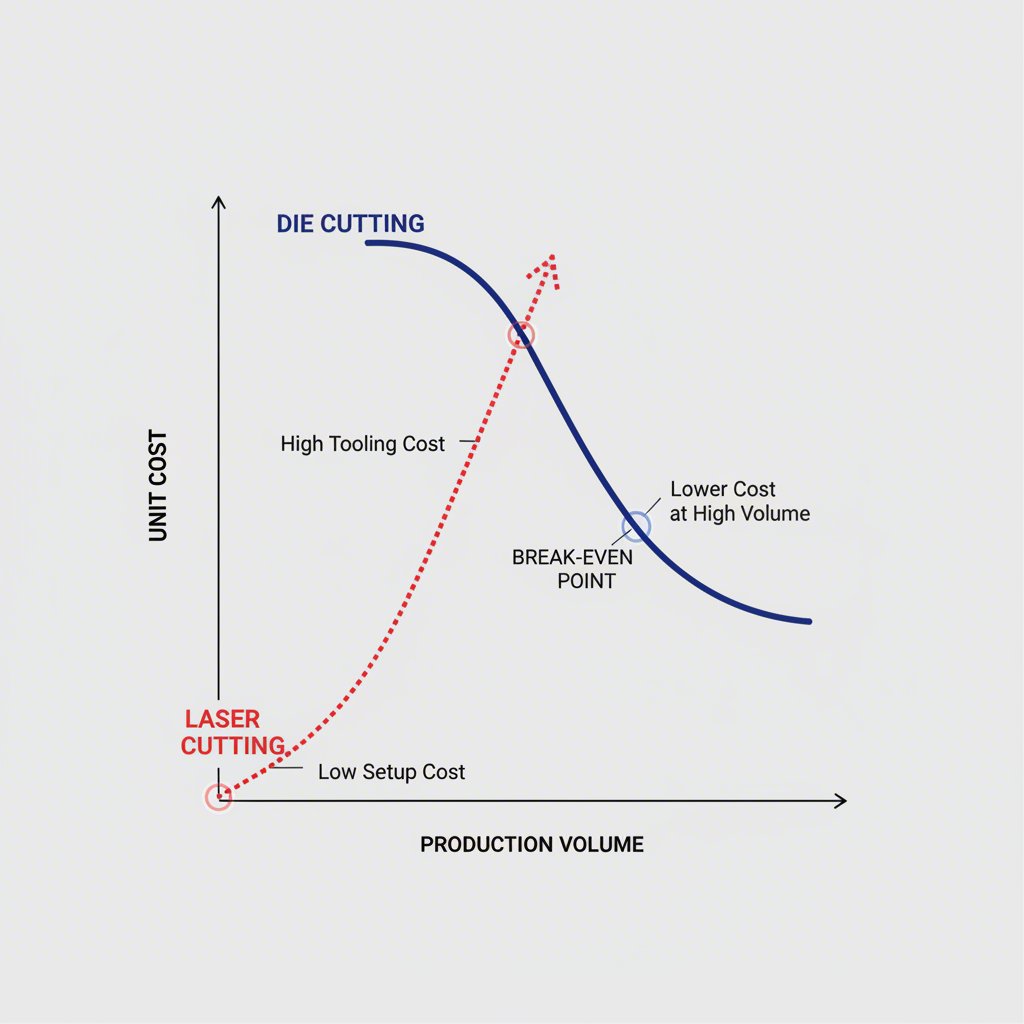
一回限りまたは小ロットのプロトタイプには、レーザー切断の方がはるかに高速です。デジタルファイルから直接動作するため、セットアップはほぼ瞬時で、金型の遅延なしに迅速な繰り返し作業が可能です。一方、ダイカットは物理的なダイ(金型)を製作する必要があり、これには数日から数週間かかり、初期費用もかなり高額になります。ただし、この状況は生産量が増加すると劇的に逆転します。ダイカットは大量生産に非常に適しており、ロータリープレスを使用すれば毎時数千個の部品を製造できます。詳細な 損益分岐点分析によると ある一定の生産量を超えると(例えばあるケーススタディでは約9,000個以上)、初期の金型費用が割り引かれるため、ダイカットの方がコスト効率が高くなります。
材料との適合性および設計の柔軟性
レーザー切断は非常に多用途であり、金属、ABSやポリカーボネートなどのプラスチック、インテリア用の布地やレザーなど、幅広い自動車用材料を加工できます。その主な利点は設計の自由度が無限であることであり、デザイン変更は新しいデジタルファイルをアップロードするだけで完了します。このため、頻繁に変更が予想されるプロトタイプ作成において明らかに優れた選択となります。一方、ダイ切断も多くの材料に対応可能ですが、特に薄手の非金属素材での性能が優れています。その最大の制約は柔軟性の欠如です。一度金型を作成すると、設計は固定されてしまい、変更する場合は新たな高価な金型が必要になります。
以下の表は、自動車のプロトタイピング用途における主な相違点をまとめたものです。
| 係数 | レーザー切断 | ダイカット |
|---|---|---|
| 最良の使用例 | プロトタイピング、小ロット生産、複雑なデザイン | 大量生産、最終確定済みのデザイン |
| 初期コスト | 低(金型不要) | 高(金型製作が必要) |
| 単価 | 高いが、一定 | 量産時では非常に低い |
| 納期 | 非常に短い(数時間) | 長い(金型制作に数日から数週間) |
| デザインの柔軟性 | 極めて高い(デジタルファイル) | 非常に低い(固定された物理的な金型) |
| 精度 | 極めて高い | 高いが、ブレードの複雑さによって制限される |
| エッジ品質 | きれいだが、熱影響部(HAZ)が生じる可能性がある | 清浄なせん断、熱変形なし |
結論:自動車のプロトタイプでレーザー切断を選ぶべきタイミング
レーザー切断は、特に開発の初期段階や反復的な段階において、自動車のプロトタイピングのほとんどすべての場面で明確な選択肢です。その主な利点であるスピード、精度、柔軟性は、高価で恒久的な金型に投資することなく、設計を迅速かつ低コストでテスト、検証、洗練するというプロトタイピングの目的と完全に一致しています。設計が頻繁に変更される場合、物理的な金型を必要としないことは非常に大きなメリットです。
この方法は、複雑さや頻繁な調整が通常である状況において特に優れています。複雑なプラスチック成形部品のトリミング、シート用のカスタムインテリア生地の切断、あるいはまだ部品配置が確定していない初期のダッシュボードレイアウトの作成などにおいても、レーザー切断は必要な機動性を提供します。朝に部品を製造し、エンジニアが午後にそれをテストし、次の日には最小限の停止時間と追加コストで改良版を切断することが可能です。
以下の要件があるプロジェクトにおいて、自動車のプロトタイプ作成にレーザー切断が最適なソリューションであることを検討してください。
- 初期段階の検証: 設計を確定する前に、形状、適合性、機能をテストするための機能モデルを作成する必要がある場合。
- 複雑な形状: 従来の金型では作成が困難または不可能な、複雑なパターン、きついカーブ、細かいディテールを持つ部品。
- 複数回の設計反復: テストやフィードバックに基づいて、プロトタイプにいくつかの変更を行うことが予想される場合。
- 材料の検討: ガスケットや絶縁フィルムなど、単一の部品に対してさまざまな素材をテストする際、複数の金型に投資することなく行えること。
レーザー切断は非常に有利ですが、いくつかのトレードオフも考慮する必要があります。大量生産の場合、単品あたりの処理速度が遅くなる可能性があり、特定の材料では有害な煙が出ることがあるため、適切な換気が求められます。ただし、プロトタイプ作成という目的においては、これらの要因はツール不要で製造できるという大きな利点によって相殺されるのが一般的です。
量産を見据えた計画:デッドロー切断が合理的になる状況—プロトタイプであっても
レーザー切断はプロトタイプの初期段階で主流ですが、戦略的に見ると、最初からダイカットを選択することが長期的にはより賢明な場合もあります。このアプローチは「量産意図型」のプロトタイプに最適です。つまり、設計がすでに成熟しており、変更される可能性が極めて低い部品のことです。このような場合、プロトタイプの主な目的は部品自体の検証だけでなく、それを大量生産する際に使用される製造プロセスの検証にもあります。
この戦略の核心は、金型コストの償却を理解することにあります。単一のプロトタイプにとっては高額に思えるスチールルールダイの初期投資は、数千乃至数百万個の生産ロットに分散すれば非常に経済的になります。早期に金型を作成することで、量産移行に伴うリスクを低減できます。ORBのような企業は Shaoyi (Ningbo) Metal Technology Co., Ltd. これらの精密で耐久性のある自動車用スタンピング金型の作成に特化しており、量産ラインが稼働する前段階で金型および材料取り扱いに関する課題を解決するサポートを提供しています。これにより、大量生産される部品が最終承認されたプロトタイプと品質および公差において完全に一致することを保証します。
以下の状況では、プロトタイプにダイカットを選択することが戦略的に有効です。
- 設計が確定している場合: 部品の形状が安定しており、3Dプリントやシミュレーションなどの他の手段によって検証済みである。
- 大量生産が確実な場合: プロトタイプが、標準化されたガスケットやドアシールなど、大規模な生産数量が決定している部品向けである。
- 工程の検証が重要である場合: 主な目的が、ダイカット工程が量産における品質および速度要件を満たすことを実証することにある。
- 材料の挙動が懸念される場合: 特定の材料では,切削はよりクリーンな刃を提供したり,レーザーによって導入される熱圧を回避したりできるので,最終的な製造方法でテストすることが不可欠です.
基本的に試作品の切削は 製品ライフサイクル全体への投資です 短期的な柔軟性から長期的効率と拡張性への焦点が移り,単一の部品からフルスケール自動車生産へのよりスムーズで予測可能な経路を確保します
よく 聞かれる 質問
1. 労働力 レーザー切断の主な欠点は何ですか.
レーザー切断の主な欠点は,効果的に切ることができる材料の厚さの制限,通常25mm程度である. さらに,このプロセスはPVCのような特定の材料に使用すると 有毒な煙を発生させ,適切な換気システムが必要になります. 最後に,レーザー切削機はかなりの電力消費量で,運用コストを考慮して作ることができます.
2. 信頼性 圧縮機の欠点は?
圧縮式切断の主な欠点は柔軟性や高額な初期費用である. 物理的な模具は,それぞれのデザインに合わせて作成されなければならないため,個性化や設計の頻繁な変更を必要とするプロジェクトには適していません. 材料の製造に必要な時間は プロジェクトの初期期間を 増加させます さらに,長時間生産期間中に切断品質が低下し,保守または交換が必要になるため,長時間経つにつれて切削刀の刃が鈍くなる可能性があります.