 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

自動車用鍛造アルミニウムのグレード:適切な合金を各部品に合わせる

なぜ鍛造アルミニウム材質が自動車の性能に重要なのか
現代のアルミニウム製自動車が最高のパフォーマンスを発揮するために何が重要かを考えるとき、その答えはしばしば表面の下、金属自体の構造にあります。鍛造アルミニウムは、サスペンション部品から高性能ホイールまで、自動車製造において不可欠な存在となっています。しかし、エンジニアや調達担当者が直面する重大な課題があります。利用可能なアルミニウム材質が多数ある中で、どのように各部品に最適な合金を選ぶべきでしょうか。
合金の選定と部品の性能との関係を理解することは、優れた車両と最低基準を満たすだけの車両の違いを生む可能性があります。では、アルミニウム合金とは正確には何でしょうか。そして、成形方法はなぜこれほど重要なのでしょうか。
なぜ鍛造がアルミニウムの性能を変えるのか
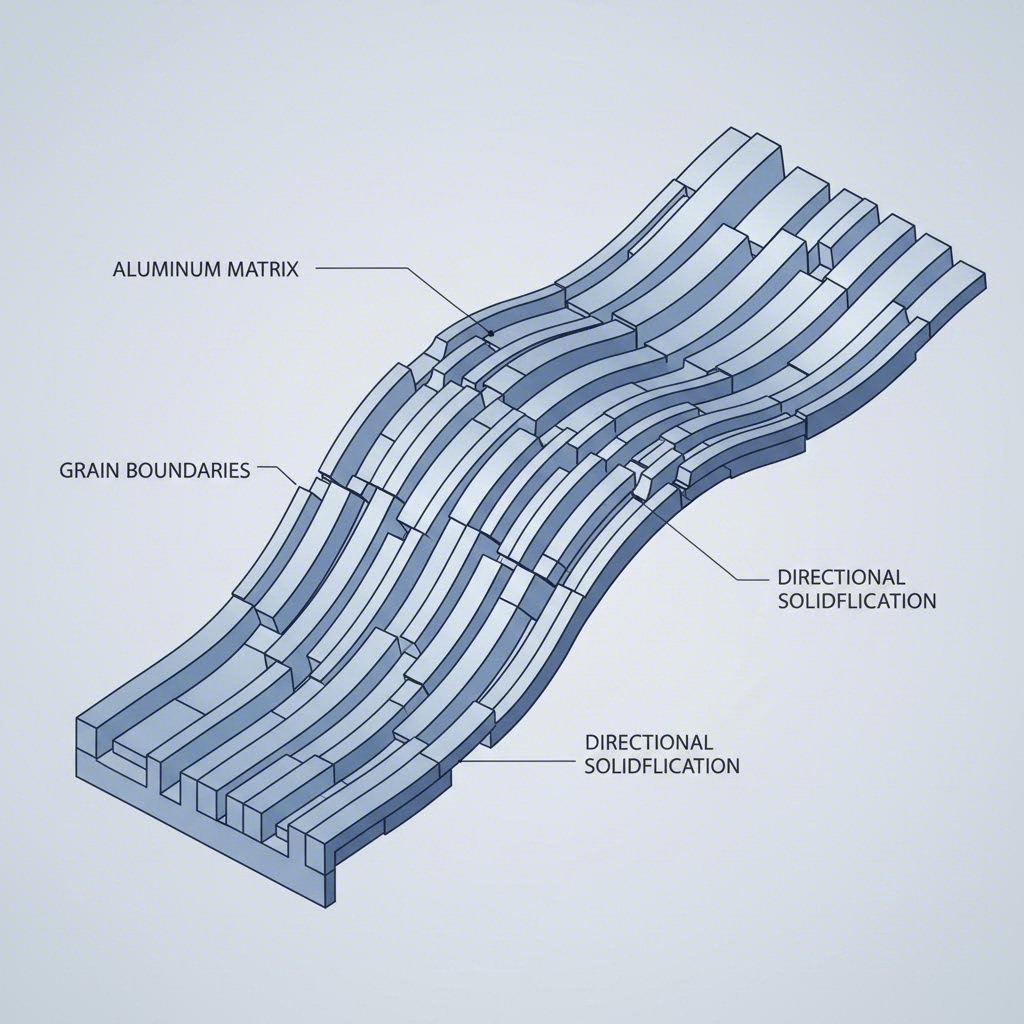
鋳造(溶けたアルミニウムを金型に注ぐ)や押出(加熱した金属をダイスを通して押し出す)とは異なり、鍛造は高温状態のアルミニウムに強い圧力を加えて成形するプロセスです。この工程は材料の内部構造を根本から変化させます。その結果、完成品の輪郭に沿ったより緻密で連続した結晶粒の流れが得られます。
製造の専門家によると、 鍛造はアルミニウムの結晶粒構造を圧縮する ため、鋳造品と比較して強度と靭性が著しく向上します。この微細化された微細構造は、疲労抵抗性や衝撃性能も改善します。これらの特性は、安全性が要求される自動車用アルミニウム部品において特に重要です。
鍛造は内部の繊維を圧縮・整列させることでアルミニウムの結晶粒構造を微細化し、繰り返しの応力サイクルにさらされる部品において、鋳造品では到底達成できない機械的特性を実現します。
そのため、重要な部位に鍛造部品を使用して製造されたアルミ車は、実際の走行条件下で優れた耐久性を示します。鍛造プロセスにより、鋳物に見られる内部の空隙や気孔が排除されるため、各アルミニウム自動車部品が現代の車両が受ける厳しい負荷に耐えることができます。
自動車製造における合金グレード選定の課題
ここが興味深く、また複雑な点です。すべてのアルミニウムグレードが同じように良好に鍛造できるわけではなく、また鍛造用のすべてのグレードがすべての用途に適しているわけでもありません。不適切な合金を選択すると、製造上の困難、部品の早期破損、または不要なコストが発生する可能性があります。
エンジニアは、自動車部品用のアルミニウムグレードを選定する際に、いくつかの相反する要因をバランスさせる必要があります。
- 強度要件: その部品には最大の引張強度が必要ですか、それとも成形性が重要ですか?
- 操作環境 その部品は腐食性の環境や極端な温度にさらされますか?
- 製造上の制約: 部品の形状はどの程度複雑ですか、またどのような鍛造温度が現実的ですか?
- コストに関する考慮: その用途ではプレミアム合金が必要とされるべきか、それとも標準グレードで十分であるか。
本記事は、今日の車両で使用されている主要な鍛造アルミニウムグレードについての実用的な選定ガイドです。特定の部品カテゴリに適した合金を知り、熱処理の重要な役割を理解し、一般的な選定ミスを回避する方法を学ぶことができます。サスペンションアーム、ホイール、またはパワートレイン部品に材料を指定する場合でも、適切なグレードを各用途に正確にマッチさせることで、性能と価値の両方を確保できます。
アルミニウム合金シリーズとその鍛造適性
自動車部品に適切な合金をマッチングする前に、アルミニウム合金がどのように分類されているかを理解する必要があります。アルミニウム協会(The Aluminum Association)は、圧延用アルミニウム合金を主要な合金元素に基づいて分類する番号体系を設けています。この1xxx系から7xxx系までの分類は、鍛造時の合金の挙動や最終的な性能特性について多くの情報を教えてくれます。
しかし、多くの材料仕様書が説明していない重要な点があります。なぜある特定のアルミニウム合金は鍛造で非常に良好な結果を出す一方で、他のものは割れたり変形したり、あるいはまったく成形に応じないのか?その答えは冶金学にあり、これらの基本を理解することで、自動車用途における合金選定へのアプローチが大きく変わります。
アルミニウム系列体系の理解
各アルミニウム合金系列は、その合金の基本的性質を決定する主要な合金元素によって定義されています。これは、一族の親族が共通の特徴を持つ家系図のようなものです:
- 1xxxシリーズ: 純度の高いアルミニウム(99%以上Al)。優れた耐食性と導電性を持つが、自動車の構造用鍛造品としては柔らかすぎる。
- 2xxxシリーズ: 銅を主な添加元素とする。これらの合金は高強度と優れた疲労抵抗性を発揮し、過酷な航空宇宙および自動車動力伝達システム用途に最適である。
- 3xxxシリーズ: マンガンを合金化。成形性に優れた中程度の強度を持つが、熱処理で高い強度を得られないため、鍛造ではめったに使用されない。
- 4xxxシリーズ: シリコンが主体。高いシリコン含有量により優れた耐摩耗性を示すため、ピストン用途に適しているが、加工上の課題がある。
- 5xxxシリーズ: マグネシウムベース。優れた耐食性と溶接性を持ち、一般的な自動車部品よりもむしろ海洋および極低温用途の鍛造に用いられる。
- 6xxxシリーズ: マグネシウムとシリコンを組み合わせたもの。このバランスの取れた組成により多用途性を実現しており、6xxx系合金は自動車用アルミニウム鍛造の主力となっている。
- 7xxx系: 亜鉛はマグネシウムおよび銅とともに、超高強度の合金を形成します。これらは利用可能な中最も強度の高いアルミニウム合金であり、重量が重要な航空宇宙用途や高性能自動車構造に不可欠です。
に従って アルミニウム協会の業界ドキュメント この名称体系は第二次世界大戦後に登場し、増加するアルミニウム材料のカタログに体系性を持たせる目的がありました。この枠組み内でアルミ合金のグレードを理解することで、特定の用途に適した候補を迅速に絞り込むことができます。
合金系における鍛造性の要因
ここに真のエンジニアリング的洞察が現れます。すべてのアルミニウム合金が同じように鍛造できるわけではなく、その違いは偶然ではありません。それぞれの合金の化学組成が、圧力と熱の下でどのように振る舞うかに影響を与えることに起因しています。
鍛造性は、いくつかの相互に関連する要因に依存します。
- 変形抵抗: 合金が金型キャビティ内に流れるためにどれほどの力を必要とするか?
- 耐温度性: 鍛造温度範囲全体で物性がどの程度大きく変化するか?
- 割れ発生傾向: その合金は重度の変形に対して表面や内部の欠陥を生じることなく耐えることができますか?
- 熱処理可能性: 鍛造部品は、その後の熱処理によって強度を高めることができますか?
開発 ASM International すべてのアルミニウム合金において、金属温度が上昇するほど鍛造性が向上することを示していますが、その効果の程度は大きく異なります。シリコン含有量の高い4xxx系合金は最も温度感受性が高く、一方で高強度の7xxx系合金は作業可能な温度範囲が最も狭くなります。これが、7xxx系合金が正確な温度管理を必要とする理由です。誤差の許容範囲が小さいからです。
特に6061のような6xxx系合金は、適度な流動応力と寛容な加工条件範囲という好ましい組み合わせにより、「鍛造性が高い」という評価を得ています。これに対し、2xxx系および7xxx系合金はより高い流動応力を示し、場合によっては通常の鍛造温度において炭素鋼を上回ることもあり、高性能部品には不可欠ですが、加工がより困難になります。
| 合金シリーズ | 主な合金元素 | 鍛造性評価 | 主な自動車用途 | 基本 特徴 |
|---|---|---|---|---|
| 2xxx | 銅 | 適度 | ピストン、コンロッド、エンジン部品 | 高温強度、優れた疲労抵抗性、熱処理可能 |
| 5xxx | マグネシウム | 良好 | 腐食環境下の構造部品、マリングレード部品 | 非熱処理材、卓越したマリン環境耐食性、溶接後高強度 |
| 6xxx | マグネシウム+シリコン | 優れた | サスペンションアーム、コントロールアーム、ホイール、一般的な構造部品 | 強度と成形性のバランスが良く、耐食性に優れ、熱処理可能でコスト効果が高い |
| 7xxx | 亜鉛(+Mg、Cu) | 中程度から困難 | 高応力シャーシコンポーネント、パフォーマンスホイール、航空宇宙グレードの自動車部品 | 超高強度、優れた疲労耐性、プロセス管理を慎重に行う必要があり、熱処理が可能 |
なぜ化学組成は他の成形方法と比較して鍛造においてこれほど重要なのでしょうか。アルミニウムを鋳造する場合、金属は液体状態から凝固するため、内部に気孔が残ったり粗大な結晶構造が形成されがちです。押出成形は加熱された金属を固定された金型の開口部に押し通すため、幾何学的形状の複雑さに制限があります。一方、鍛造は巨大な圧力で金属を圧縮するため、結晶構造を微細化し内部の空隙を排除することができますが、その合金が割れることなく厳しい変形を耐えうる場合に限られます。
自動車用鍛造に使用される一般的なアルミニウム合金—主に2xxx系、6xxx系、7xxx系の系列—は、すべて熱処理が可能という重要な特徴を共有しています。つまり、これらの合金は鍛造後に固溶処理および時効処理を施すことで、その強度を大幅に向上させることができるということです。一方、5xxx系のような非熱処理性合金は、ほとんどの車両部品に求められる強度レベルを達成できないため、自動車の鍛造部品への応用は限定的です。
アルミニウム合金のグレードとそれらの鍛造特性に関するこの基礎知識をもとに、自動車製造で主流となっている特定のグレードについて詳しく調べることができ、エンジニアがそれぞれの用途に応じて特定の合金を選ぶ理由を正確に理解できるようになります。
自動車部品に不可欠な鍛造アルミニウム合金グレード
アルミニウム合金の各系統が鍛造挙動においてどのように異なるかを理解したところで、自動車製造で主流となっている特定の規格について見ていきましょう。これらの5つの合金―6061、6082、7075、2024、および2014は、鍛造部品を指定する際に頻繁に遭遇する主要な材料オプションです。それぞれに特有の利点があり、それらの違いを理解することで、性能、コスト、製造性のバランスを考慮した適切な判断が可能になります。
なぜ特にこれらのアルミニウム材料規格が自動車に多く使われているのでしょうか?その理由は、長年にわたる自動車工学の経験を通じて洗練されてきた、強度、成形性、用途に応じた特性の最適なバランスにあります。
構造部品用の6061および6082
6xxx系はその優れた特性により、自動車鍛造用途で広く使用されています。これらのマグネシウム・シリコン合金は、高強度の代替材料に比べてコストや製造上の課題が少なく、さまざまな構造用途においてエンジニアが必要とする汎用性を提供します。
6061アルミニウム 一般的な製造業において最も広く使用されているアルミニウム合金であり、自動車用途も例外ではありません。 according to Protolabsの合金比較データ によれば、6061は「溶接またはろう付けが必要な場所、あるいはあらゆる調質状態で高い耐食性が必要な場合に一般的に選ばれる」とされています。このため、溶接を必要とする組立工程がある自動車部品、パイプライン、家具、民生用電子機器、構造部品に最適です。
6061の主な特徴には以下のものがあります:
- 構成: 主な合金元素はマグネシウム(0.8-1.2%)とシリコン(0.4-0.8%)であり、少量の銅およびクロムが添加されています
- 溶接性: 優れているが、溶接により熱影響部の強度が低下する可能性があり、強度回復のための溶接後処理が必要となる
- 耐腐食性: すべての気温条件下で非常に優れた性能を発揮
- 自動車分野での典型的な用途: 構造用フレーム、ブラケット、一般的なCNC加工部品、その後の溶接を要する部品
6082アルミニウム これは、多くの北米仕様が見見 overlooked している、欧洲自動車鍛造技術における重要な進展を表している。この合金は、欧洲の自動車プログラムにおいて、サスペンションおよびシャーシスコンポーネントに事実上専ら使用されるようになっており、その背景には説得力のある冶金学的理由がある。
に従って 欧洲アルミニウム協会の技術文書 「優れた耐食性を持つ合金EN AW-6082-T6は、自動車のサスペンションおよびシャーシス部品に事実上専ら使用されている」。この文書には、主要な欧洲メーカーが6082-T6をコントロールアーム、ステアリングナックル、カップリング、クラッチシリンダー、ドライブシャフト部品に使用していることが示されている。
6082合金が自動車用アルミニウムとして特に適している理由は何ですか?
- 構成: 6061と比較して、より高いシリコン(0.7-1.3%)およびマンガン(0.4-1.0%)含有量に加え、マグネシウム(0.6-1.2%)を含んでいる
- 強度の利点: T6状態では6061よりもやや高い強度を持ち、繰返し荷重に対する性能も優れている
- 耐腐食性: 一般的な耐腐食性は非常に良好とされており、アルミショットによるブラスト処理が表面保護をさらに付加する
- 疲労行為 鍛造6082-T6部品は、同等の耐用年数において、鋳造代替品と比較して約2倍のひずみ振幅に耐えうる
欧州アルミニウム協会の研究によれば、6082-T6鍛造品は、適度な腐食環境に曝露された後でも疲労特性を維持する。これは、道路の塩類や湿気により使用期間中に曝露されるサスペンション部品にとって極めて重要な点である。
高応力用途における7075および2024
構造要件が6xxx系合金の性能限界を超える場合、設計者は7xxx系および2xxx系合金を採用する。これらの合金はコストが高くなり、加工にもより注意を要するが、最も過酷な自動車部品に必要な強度レベルを提供する。
7075アルミニウム は、鍛造用途で一般的に利用可能なアルミニウム合金の中でも最も強度が高いものとして広く認識されています。パーツ 業界仕様 によると、7075は「応力腐食割れに対する優れた耐性を発現させるためにクロムを配合したもの」であり、「軽量かつ高強度という特性から、航空宇宙部品、軍事用途、自転車用機器、キャンプ用品やスポーツギアの分野で主流の合金となっています。」
自動車用途における7075の重要な検討事項:
- 構成: 主な合金元素は亜鉛(5.1~6.1%)、マグネシウム(2.1~2.9%)、銅(1.2~2.0%)であり、応力腐食抵抗性のためにクロムが添加されています
- 比強度(強度対重量比): アルミニウム合金の中で最も高い部類に入ります—重量制限のある性能用途において不可欠です
- 溶接性: 不良—この合金は溶接性が悪く、低強度の代替合金と比較して非常に脆くなる可能性があります
- 自動車分野での典型的な用途: 高応力がかかるシャーシ部品、高性能ホイール用途、レース用サスペンション部品、および最大強度が素材の高コストを正当化する部品
高強度性能が求められる用途において、エンジニアは場合によっては7075の代替としてアルミ7050を検討することがあります。この類似合金は優れた応力腐食抵抗性と靭性を備えており、7075の限界が問題となる着陸装置、構造リブ、その他の疲労が重要な用途で特に価値があります。
2024 アルミニウム 高応力用途に対して異なる特性プロファイルを提供します。この銅系合金は疲労抵抗性に優れており、繰り返しの負荷サイクルが加わる部品にとって非常に価値があります。
製造データによると、2024アルミニウムは「高い強さ対重量比、優れた疲労抵抗性、良好な切削性、および熱処理可能」を備えています。ただし、エンジニアはその限界を考慮する必要があります。「耐食性が低く、溶接には不適切」です。
2024アルミニウムの主な特性は以下の通りです:
- 構成: 主な合金元素は銅(3.8-4.9%)であり、マグネシウム(1.2-1.8%)およびマンガンが添加されています
- 疲労性能: 繰り返し荷重に対する優れた耐性—回転部品や往復動部品にとって極めて重要
- 加工性: 良好で、鍛造ブランクの高精度仕上げが可能
- 自動車分野での典型的な用途: 疲労耐性が腐食抵抗性よりも重視されるピストン、コンロッド、および高負荷動力伝達系部品
2014 アルミニウム 主要な鍛造用合金を補完し、いくつかの7xxx系合金に比べて優れた鍛造性とともに高強度を提供する。この合金は、2xxx系の銅ベース強度特性が求められる構造用途に使用される。
機械的特性の比較
これらのグレードの中から選定する際には、同等条件における機械的特性の相対的な比較を理解する必要がある。以下の表は、業界規格およびメーカー資料に基づく相対的な性能ランクをまとめたものである:
| グレード | 引張強さ(T6焼き入れ状態) | 降伏強さ(T6焼き入れ状態) | 延性 | 相対硬度 | 主な利点 |
|---|---|---|---|---|---|
| 6061-T6 | 適度 | 適度 | 良好(8-10%) | 適度 | 優れた溶接性および耐腐食性 |
| 6082-T6 | 中程度~高い | 中程度~高い | 良好(8-10%) | 中程度~高い | 腐食環境における優れた疲労特性 |
| 7075-T6 | 高い | 高い | 中程度(5-8%) | 高い | 最高の強度重量比 |
| 2024-T6 | 高い | 高い | 中程度(5-6%) | 高い | 優れた疲労抵抗性 |
| 2014-T6 | 高い | 高い | 中程度(6-8%) | 高い | 高強度を備えた良好な鍛造性 |
この比較に内在するトレードオフに注意してください。最も強度の高いアルミニウム合金である7075および2xxx系合金は、優れた強度を実現するために延性および耐食性の一部を犠牲にしています。一方、6xxx系合金は、自動車の構造用途の大部分に適したよりバランスの取れた特性を提供します。
生産数量、コスト制約、および用途要件が一致する場合、6082-T6は欧州仕様のサスペンションおよびシャーシス部品において最適な選択肢となることがよくあります。他の要因を問わず最大強度が求められる用途には、7075-T6が適しています。また、疲労抵抗性が設計の要因となる場合には、2024アルミニウムが実績のあるソリューションです。
これらのグレード固有の特性を理解することで、次に重要な意思決定に備えることができます。すなわち、各合金をその独自の性能要件に基づいて特定の部品カテゴリに適切にマッチングすることです。

グレードと自動車部品要件の対応付け
これで、主要な鍛造アルミニウムの規格とその機械的特性についての基本を学びました。しかし、エンジニアや調達担当者が実際に直面する実践的な疑問があります。「どの規格の材料を車のどの部品に使うべきか?」特定の合金材を部品カテゴリに対応付けることで、理論的な知識が実行可能な仕様へと変換されます。このセクションではまさにその情報を提供します。
現代の自動車に存在する多様な要求について考えてください。サスペンションアームは荒れた道路で数百万回もの応力サイクルに耐えなければなりません。ピストンは極端な高温と爆発的な力を受ける環境にさらされます。ホイールは強度、軽量性、外観のバランスが求められます。各部品カテゴリにはそれぞれ特有の課題があり、それによってあるアルミニウム規格が他の規格よりも好まれることになります。
サスペンションおよびシャシーコンポーネントの材質選定
サスペンションおよびシャーシ部品は、自動車におけるアルミニウム部品の最大用途の一つです。これらの部品は路面からの衝撃を吸収し、負荷下でも正確なジオメトリを維持するとともに、凍結防止剤や湿気による腐食にも耐えなければなりません。しばしばこれらすべての条件が同時に要求されます。アルミニウム製の車体フレームおよび関連構造部材には、何百万回もの荷重サイクルにわたり一貫した性能を発揮する素材が求められます。
コントロールアームおよびサスペンションリンク
コントロールアームはホイールハブを車両シャーシに接続し、走行中の垂直方向のホイール動きとコーナリング時の横方向の力の両方を制御します。据える 欧州アルミニウム協会の資料 によると、6082-T6材から鍛造されたコントロールアームは、腐食環境下での優れた疲労特性から、欧州市販車プログラムの標準となっています。
- 6082-T6: 欧州市場のOEMメーカーで好まれる材料—優れた耐食性に加え、繰り返し荷重に対する卓越した疲労寿命を有しており、塩水噴霧後もその物性を維持します
- 6061-T6: 溶接性が求められる用途における費用対効果の高い代替材料。6082よりも疲労性能はやや低いが、多くの用途で十分な性能を発揮。
- 7075-T6: 最高の比強度が要求される高性能・レーシング用途に限定使用される。高コストと耐食性の低下という欠点があるが、その性能が採用を正当化する場合に限る。
ステアリングナックル
ステアリングナックルは、サスペンションと車輪を接続する回転支点であり、複雑な多方向荷重にさらされる。操舵入力を伝達し、車両重量を支える一方で、寸法安定性を維持しなければならない。鍛造アルミニウム製のナックルは、鋳鉄製の代替品と比較して通常40〜50%の軽量化を実現しつつ、優れた疲労抵抗性を提供する。
- 6082-T6: 量産車向けの業界標準。この合金は静的荷重と動的負荷の組み合わせに対して、バランスの取れた特性を有している。
- 6061-T6: 鍛造後の溶接が必要な用途、またはコスト最適化が最も重要な場面に適している。
- 2014-T6: 6xxx系合金では得られないより高い強度が要求される過酷な用途に検討される。
サブフレームおよび構造部材
現代の自動車がどのような素材で構成されているかを検討する際、サブフレームや構造用クロスメンバーにおけるアルミニウム使用量の増加が見られます。これらの部品は車両アーキテクチャの骨格を形成し、パワートレインを支持するとともに、主要なサスペンション取り付けポイントを接続しています。
- 6061-T6: サブフレームの設計に溶接継手が含まれる場合に最適な選択。適切な溶接後処理を行うことで、熱影響部においても良好な特性を維持します。
- 6082-T6: 耐食性と疲労強度が重要な密閉断面の鍛造サブフレーム部品に好適です。
パワートレインおよびホイール用途
パワートレイン部品は厳しい熱的・機械的環境下で作動するため、特別な合金選定が必要です。一方で、ホイールは美的要件を満たしつつも工学的な性能を満たさなければならず、この独特な組み合わせが素材選定を左右します。
ピストン
ピストンは、あらゆるエンジンの中で最も過酷な条件下で動作していると言える。各燃焼サイクルにおいて、爆発的な圧力、極端な温度変化、高速の往復運動がピストンに加わる。業界の調査によると、現代のピストンに使用される素材は事実上アルミニウムのみであり、ほとんどが重力ダイカストまたは鍛造によって製造されている。
- 2618(低シリコンAl-Cu-Mg-Ni合金): 高性能鍛造ピストンの標準素材。高温でも強度を維持し、熱疲労に強い。
- 4032(Mg、Ni、Cuを含む共晶/過共晶Al-Si合金): 特殊な高温用途向けに、熱膨張が低く、耐摩耗性に優れる。
- 2024-T6: 極端な繰り返し荷重における疲労抵抗性が設計上の主な要因となるレーシングピストンに選ばれる。
開発と開発 参照資料 備考:「共晶または過共晶合金から作られた鍛造ピストンは高い強度を持ち、ピストンに大きな応力がかかる高性能エンジンで使用されます。同じ合金組成の鍛造ピストンは鋳造ピストンよりも微細な組織を持ち、鍛造プロセスにより低温域でも高い強度が得られるため、薄肉化およびピストン重量の低減が可能になります。」
コンロッド
コンロッドは燃焼圧力をピストンからクランクシャフトへ伝達し、高周波で引張および圧縮荷重を受けます。これは パフォーマンスエンジニアリングデータ によると、材料の選定は特定のエンジン用途に大きく依存します。
- 2024-T6: 優れた疲労抵抗性を持つため、軽量化が最も重要となる高回転自然吸気エンジンにおいて、このアルミニウムが選ばれます
- 7075-T6: 強制給気用途に対して最大級のアルミニウム強度を提供しますが、非常に高いブースト圧を想定する場合は多くの製作者が鋼材(4340、300M)を好む傾向があります
ほとんどの高性能用途において、基準資料では「アルミロッドはドリフトレースに使われることが多く、優れた衝撃吸収性を持ち、極端な高出力の短時間使用にも耐えられます。軽量であるため、エンジンの加速性能を最大限に引き出すことができます。しかし、アルミニウムは比較的疲労強度が低く寿命が短いため、日常での使用や耐久レースには適していません。」とされています。
鍛造ホイール
ホイールは構造工学と消費者向けのデザインが交差する特異な領域です。アルミニウム製ボディとホイールの組み合わせは、車両の性能だけでなく購入者の印象にも大きく影響します。鍛造ホイールは鋳造品と比べて通常15~30%の大幅な軽量化を実現し、さらに高い強度と衝撃に対する耐性を備えています。
- 6061-T6: 生産用鍛造ホイールで最も一般的な選択肢であり、強度、成形性、コスト効率のバランスに優れ、外観用途に対して優れた表面仕上げを提供します
- 6082-T6: 欧州のホイールプログラムでの採用が拡大中。製造特性は6061と同等ながら、若干高い強度を持つ
- 7075-T6: モータースポーツおよび超プレミアム用途に限定。重量比最高の強度により、材料費および加工費が著しく高くなることも正当化される
The 業界データ 「A365は鋳造性が良好で機械的性能が高いアルミニウム鋳造合金であり、世界中でアルミキャストホイールに広く使用されている」と確認している。しかし、鍛造ホイールは6xxx系および7xxx系合金を使用することで、高性能志向の用途に対して優れた強度と軽量化を実現する
構造用ボディ部品
現代のアルミニウムボディ車は、車両のアルミニウムボディ構造内に鍛造された構造ノードや補強部材をますます採用している。これらの部品は、アルミニウムを多用した車両設計において、重要な荷重伝達経路および衝突エネルギー管理を提供する
- 6061-T6: 板材または押出アルミニウムボディ構造への溶接が必要な部品に好適
- 6082-T6: スペースフレーム構造における高応力ノード向けに選定されており、欧州OEMは一体構造部品への適用においてこのグレードを好んでいる
- 7xxx系: 最大のエネルギー吸収が求められる衝突関連重要部品に対して選択的に使用される
車両アーキテクチャがより多くのアルミニウム使用へと進化する中で、衝突安全性を確保しつつ重量を最小限に抑えるために、構造用鍛造材のグレード選定はますます重要になっている
各コンポーネントカテゴリに対して明確なグレード推奨が示された今、次に重要な検討事項として浮上するのは、熱処理が鍛造アルミニウムの特性をどのように変化させ、特定の性能目標を満たすようにするかということである
鍛造品のための熱処理およびテンパー選定
自動車部品向けに適切なアルミニウム合金をすでに選定していますが、作業はまだ完了していません。鍛造後に施される熱処理によって、念入りに選ばれた合金がその潜在能力を完全に発揮するか、期待に届かないかが決まります。ここが、さまざまな種類のアルミニウムが、可能性を秘めた素材から高性能な自動車部品へと変化する重要なポイントです。
複雑に聞こえますか? 熱処理とは、合金が秘める隠された性能を引き出す最後の調整工程だと考えてください。ギターが正しい音程を得るために正確なチューニングを必要とするのと同じように、鍛造アルミニウムも所定の特性を得るためには精密な熱処理が必要です。アルミニウムの種類や性質を理解するには、テンパー記号(材質記号)がこの重要な変化をどのように規定しているかを把握することが不可欠です。
最高強度用途のためのT6材質
自動車エンジニアが熱処理可能なアルミニウム合金に対して最高の強度を指定する場合、ほぼ常にT6材質を要求します。これは ASMインターナショナルのアルミニウム材質記号に関する資料 t6は、合金が「固溶処理され、顕著な冷間加工を施すことなく人工時効処理によって析出硬化が達成された」ことを示している。
この二段階プロセスには具体的にどのような工程が含まれるのか?
- 固溶体熱処理: 鍛造部品は高温(合金により480〜540°C)に加熱され、合金元素がアルミニウム母相に均一に溶解するまで十分な時間保持される。
- 焼入れ: 急速冷却(通常は水中)により、これらの溶解元素が過飽和固溶体の状態で固定される。
- 人工時効処理: 部品はその後、中程度の温度(ほとんどの合金では150〜175°C)で数時間保持され、微細な強化粒子が金属組織全体に析出する。
として 技術的製造データ 以下のように説明しています。「T6熱処理は、通常のアルミニウムを慎重な加熱および冷却工程を通じて高強度部品に変化させます。このプロセスにより、多くの産業分野で要求される強度と成形性の理想的なバランスを備えた金属が得られます。」
自動車用途において、T6処理はサスペンションアーム、ホイールハブ、構造部品が要求する強度レベルを実現します。資料によれば、例えば6061アルミニウムの場合、焼鈍状態での耐力が約55 MPaからT6処理後には約275 MPaまで3倍以上向上することが確認されています。
しかし、この強度の向上にはトレードオフがあります。材料がより硬く強くなるにつれて、伸び率(延性)は通常、約25%から約12%まで低下します。ほとんどの自動車用構造部品では、この延性の低下は許容範囲内です。これらの部品は最大限の成形性を必要とするのではなく、むしろT6処理による特性範囲を前提に設計されているためです。
特殊な要件に対応する他の焼き入れ処理
T6は自動車用鍛造仕様を支配しているが、使用条件が最大強度を超える場合、いくつかの代替的な熱処理記号が重要な役割を果たす。
T651 熱処理記号:寸法安定性のための応力除去
アルミニウム合金の等級表でT651という表記を見た場合、これはT6の特性に応力除去処理を加えたものである。据 ASM 熱処理記号リファレンス によると、「51」という接尾辞は、焼入れ後の時効処理の前に、1.5~3%の引張りを行うことで応力を除去した製品であることを示している。
自動車部品において、これが重要なのはなぜか。焼入れ工程では鍛造部品に大きな残留応力が発生する。応力除去を行わなければ、これらの内部応力が以下を引き起こす可能性がある:
- その後の機械加工中に寸法が変形する
- 応力の重畳効果による疲労寿命の低下
- 特定の環境下で応力腐食割れが発生しやすくなる
ステアリングナックルや複雑なサスペンションアームなど、高精度切削加工が求められる部品において、T651は厳しい公差が要求する寸法安定性を提供します。
T7処理:耐腐食性の向上
応力腐食割れが特に大きなリスクとなる場合(特に7xxx系合金において)設計者はT7系の処理材を指定します。ASMの資料によると、T7とは「固溶化熱処理後、人工時効により過時効(強度ピーク後の状態)に調整された」合金であると説明されています。
この意図的な過時効処理は、若干の強度(通常はT6状態より10~15%低め)を犠牲にしますが、応力腐食割れに対する耐性を大幅に向上させます。重要な変種として以下の2つがあります。
- T73: 応力腐食抵抗性を最大限に高めたもので、降伏強さはT6より約15%低い
- T76: 剥離腐食抵抗性を高め、強度低下は5~10%に抑えられたもの
航空宇宙グレードの自動車部品に使用される高強度7xxx合金の場合、T7焼き入れ処理は、腐食環境下での強度と長期的な信頼性の間で最適なバランスを実現するものであることが多い。
T5焼き入れ処理:コスト効率の高い加工
T5焼き入れ処理は、熱処理工程を簡略化できる。鍛造部品は高温の鍛造後、冷却され、その後人工時効処理が施され、別途の固溶処理工程を省略できる。このように、 業界資料 にもあるように、T5は「ある程度の柔軟性が求められる中強度用途に最適」である。
T5はT6よりも低い強度を発揮するが、処理コストやサイクル時間を削減できるため、最大強度が必要ない部品、例えば特定の装飾用トリムや非構造用ブラケットなどに適している。
焼き入れ状態の表記基準
鍛造自動車部品のアルミニウム焼き入れ状態表またはアルミニウム合金表を参照する際、以下のような焼き入れ状態の表記を最も頻繁に目にするだろう。
| 熱処理状態 | 処理プロセス | 得られる特性の変化 | 主な自動車用途 |
|---|---|---|---|
| T4 | 溶液熱処理後、室温で自然時効 | 中程度の強度、T6より延性が高く、成形性が良好 | 成形後の中间工程を必要とする部品 |
| T5 | 鍛造温度から冷却し、人工時効 | 中程度の強度、コスト効率に優れ、非重要部品に適している | ブラケット、カバー、非構造部品 |
| T6 | 溶液熱処理後、急冷し、ピーク強度まで人工時効 | 最大の強度と硬度を持つが、T4と比較して延性が低下 | サスペンションアーム、ノックル、ホイール、高応力構造部品 |
| T651 | T6処理に加え、引張による応力除去(1.5-3%) | 寸法安定性が向上し、残留応力が低減されたT6特性 | 精密機械加工部品、狭公差部品 |
| T7 | 固溶体熱処理後、強度のピークを超えて過時効処理 | T6より若干低い強度だが、応力腐食抵抗性が著しく向上 | 腐食環境における高強度合金部品 |
| T73 | 固溶体熱処理後、最大のSCC(応力腐食割れ)抵抗性を得るために特別に過時効処理 | t6に比べ降伏強度が約15%低下、優れた応力腐食割れ抵抗性 | 過酷な環境での7xxx系構造部品 |
| T76 | 固溶体熱処理後、はく落腐食抵抗性を得るために過時効処理 | t6より5-10%低い強度だが、剥離腐食耐性が向上 | 湿気および水分にさらされる7xxx系部品 |
材質(テンパー)の選択と性能要件の関連付け
特定の自動車部品に適したテンパーを選ぶにはどうすればよいですか? 適切なテンパーの選定は、部品が耐えなければならない破損モードと、製造上の制約を理解することで導き出されます。
鍛造サスペンションコントロールアームを例に考える。
- 車両の寿命にわたり、数百万回の疲労荷重サイクル
- 道路の塩分や湿気への暴露
- 石の飛び石衝撃による損傷の可能性
- サスペンションジオメトリを正確に保つための厳密な寸法要求
6082合金のコントロールアームの場合、T6テンパーは必要な強度と疲労抵抗性を提供する。熱処理後の製造工程で大量の機械加工を実施する場合は、T651が寸法安定性を保証する。6xxx系合金は本来持っている腐食耐性が高いため、通常、T7タイプの過時効処果は不要となる。
高性能用途向けの7075鍛造部品を検討してみましょう。7075-T6の超々高强度は最大限の性能を発揮しますが、T6状態では応力腐食割れに対する合金の感受性が高く、安全性が重要な部品にとっては許容できない可能性があります。7075-T73を指定することで最大強度は約15%低下しますが、長期的な信頼性に必要な応力腐食抵抗性が得られます。
重要なポイントは、焼き入れ状態(テンパー)の選択が単に最大強度を得ることだけではないということです。各部品が実際に必要とする特性全体に適合させることが重要です。熱処理の影響についてこのような理解を持つことで、鍛造アルミニウム部品が仕様を一貫して満たすかどうかを左右する製造上の考慮事項に対応できるようになります。
鍛造プロセスのパラメータと製造上の考慮事項
どのアルミニウム等級があなたの部品に適しているかを理解することは、問題の半分にすぎません。残りの半分は、その合金を実際にどのように正しく鍛造するかを知ることです。温度範囲、圧力条件、金型加熱、ひずみ速度といった工程パラメータは、アルミニウムの等級によって大きく異なります。これらを誤ると、たとえ最適な合金を選んでも、割れた部品や金型充填不良、あるいは使用中に早期に破損する部品になる可能性があります。
なぜこれらの詳細がこれほど重要なのでしょうか?鋳造用のアルミニウムのように溶融金属が自由に金型に流れる場合とは異なり、鍛造では固体状態での変形を正確に制御する必要があります。各アルミニウム合金は、さまざまな温度における圧力に対して異なる応答を示すため、構造用アルミニウム用途では工程パラメータの選定が極めて重要になります。
合金等級別の重要な鍛造パラメータ
に従って アルミニウム鍛造に関するASMハンドブックの研究 、被加工物の温度はおそらく最も重要な工程変数である。一般的に使用される自動車用グレードの推奨鍛造温度範囲は非常に狭く、通常±55°C(±100°F)以内であり、この限界を超えると割れや材料の流動不足のリスクが生じる。
以下は、特定の合金系に関する研究から明らかになった内容である:
- 6061 アルミ: 430〜480°C(810〜900°F)の鍛造温度範囲。この合金は、低温時と比較して上限温度で鍛造した場合、流動応力がほぼ50%低下するため、一貫した結果を得るには温度管理が極めて重要である。
- 6082 アルミニウム: 6061と同様の温度範囲。欧州市場の製造業者は、複雑なサスペンション形状への金型充填を最適化するために、この合金をしばしば上限に近い温度で鍛造する。
- 7075 アルミ: 380-440°C (720-820°F) の狭い鍛造温度範囲。7xxx系は温度変動に対する感受性が最も低いが、これは誤差の許容範囲が小さいことにもなる。この合金は、より延性の高い材質のように加工上のミスを「許容」しない。
- 2014および2024アルミニウム: 温度範囲は420-460°C (785-860°F)。これらの銅ベース合金は、急速な鍛造ストローク中に変形熱が発生しやすいため、注意深い予熱管理が必要である。
研究では、「アルミニウム合金の鍛造において、適切な金属予熱温度の達成と維持は、プロセス成功に不可欠な重要な工程変数である」と強調している。断面の厚さに対して通常1インチあたり10〜20分の均熱処理時間が、鍛造開始前の均一な温度分布を確実にする。
金型温度およびひずみ速度の影響
鋼の鍛造では金型が比較的低温で維持されることが多いのに対し、アルミニウムの鍛造では加熱された金型が必要であり、その温度条件は工程の種類によって異なる:
| 鍛造プロセス/設備 | 金型温度範囲 °C (°F) | 重要な点 |
|---|---|---|
| ハンマー | 95-150 (200-300) | 急速な変形による低温;断熱加熱からの過熱リスクを低減 |
| 機械式プレス | 150-260 (300-500) | 中程度の温度は金型寿命と材料の流動性のバランスを取る |
| ねじプレス | 150-260 (300-500) | 機械式プレスと同様。複雑なアルミニウム製ブレードに最適 |
| 油圧プレス | 315-430 (600-800) | 変形速度が遅いため最高温度。等温条件が形成される |
| リングローリング | 95-205 (200-400) | 中程度の温度は、インクリメンタル成形中の金属の作業性を維持します |
ひずみ速度も鍛造結果に大きな影響を与えます。ASMの研究によると、ひずみ速度が10 s⁻¹の場合と0.1 s⁻¹の場合を比較すると、6061アルミニウムの流動応力は約70%増加し、2014アルミニウムの流動応力はほぼ2倍になります。これは、同じ合金において、ハンマーフォージング(高ひずみ速度)は油圧プレス鍛造(低ひずみ速度)と比較してはるかに大きな力を必要とするということを意味します。
高強度の2xxx系および7xxx系合金の場合、ハンマーのような高速ひずみ速度鍛造装置は実際に問題を引き起こす可能性がある。ASMの資料では、「一部の高強度7xxx系合金は、高速ひずみ速度鍛造で生じ得る温度変化に耐えられないため、このような装置はこれらの合金の鍛造品製造には使用されない」と指摘している。メーカーは変形熱を補正するために、高速装置を使用する際によく許容範囲の低い方へ予熱温度を低下させる。
溶接性および組立に関する考慮事項
アルミニウム自動車部品が鍛造および熱処理された後、多くの場合、完全な車両構造を作成するために接合が必要である。溶接可能なアルミニウム材質とその制限を理解することで、高価な組立不良を防ぎ、構造的完全性を確保できる。
鍛造アルミニウム材質の溶接性は、合金系列によって大きく異なる:
- 6061および6082: 優れた溶接性—これらの合金は、4043または5356の充填金属を使用した従来のMIGおよびTIGプロセスで接合できます。ただし、溶接により熱影響部(HAZ)が形成され、T6の材質特性が著しく低下します。据 リンカーン・エレクトリックの溶接研究 によると、重要な用途では溶接後の熱処理が必要となる場合があります。
- 7075:溶接性が悪い—この合金は溶接中の熱割れを起こしやすく、一般的に溶接接合は避けるべきです。7075鍛造部品の接合方法としては、機械的締結または接着剤による接合が推奨されます。
- 2024および2014: 溶接性に制限あり—技術的には溶接可能ですが、これらの銅含有合金は熱割れを起こしやすく、通常は特別な手順を必要とします。多くの自動車用途では、機械的締結が指定されています。
- 5xxxシリーズ: 優れた溶接性—これらの非熱処理可能な合金は容易に溶接できますが、引張強度が低いため、鍛造アルミニウム自動車部品ではあまり使用されません。
6061-T6や6082-T6などの熱処理可能なアルミニウム鍛造品を溶接する場合、熱影響部(HAZ)はその耐力強さの最大40%を失う可能性があります。リンカーン・エレクトリック社による高度な波形制御技術に関する研究では、「化学組成の変動は合金の物理的性質を劇的に変化させる」と指摘しており、これらの影響を最小限に抑えるために特定の合金用にカスタム溶接波形を設計することが可能です。
重要な構造用アルミニウム用途においては、以下のプロセス戦略を検討してください:
- 熱入热量を最小限に抑える: ベース金属に伝達される全体の熱量を減らすためにパルスMIGプロセスを使用する
- 溶接箇所の設計: 可能な限り、溶接部を最大応力領域から離れた位置に配置する
- 溶接後の処理を指定: 強度の完全な回復を必要とする用途では、溶接後に固溶処練および時効処理を含める
- 機械的接合を検討: 高強度の2xxx系および7xxx系鍛造品においては、ボルト接合またはリベット接合がより優れた信頼性を提供する場合が多い
現代の自動車構造では、鍛造アルミニウム製ノードと押出成形および板状のアルミニウム部品を組み合わせるケースがますます増えてきています。これらのアセンブリにおける接合方法は、関与する異なる材質(テンパー)や合金を考慮に入れる必要があります。たとえば、鍛造6082-T6のサスペンション取付部は、接着剤による接合とセルフピアッシングリベットを併用して、6063-T6の押出ビームに接続されることがあります。
工程パラメーターや溶接性に関する検討事項が理解されたところで、次に自然に生じる疑問は、同じ部品に対して鍛造アルミニウムは他の製造方法と比べてどの程度優れているかという点です。この比較により、鍛造が真に優れた価値を提供する状況が明らかになります。

自動車用途における鍛造品と鋳造品、ブロック材(ビレット)アルミニウムの比較
必須の鍛造アルミニウム合金グレードとその製造パラメータについて検討しました。しかし、調達担当者やエンジニアが頻繁に直面する疑問があります:このコンポーネントはそもそも鍛造にする必要があるのでしょうか?鍛造がより優れた価値をもたらす状況と、鋳造または塊材(ビレット)切削加工の方が合理的な状況を理解することで、最適な性能を確保しつつ大幅なコスト削減が可能になります。
実際、各製造方法が存在するのは、それぞれが特定の問題を他の選択肢よりも優れた形で解決するためです。車体部品、パワートレイン部品、サスペンション部品に適した素材を選ぶ際には、合金グレードと同様に製造プロセスも非常に重要です。以下に、この3つのアプローチをどのように比較するかを明確に説明します。
製造方法ごとの性能比較
各プロセスにおいて金属内部で実際に何が起きているのか?その違いは本質的なものであり、車両における各コンポーネントの性能を直接決定づけています。
鍛造アルミニウム
自動車製造に関する研究によると、鍛造は「加熱した金属に圧力を加えて変形させ、その内部構造を変化させ強度を高める」ことによって部品を製造するプロセスです。この工程では金属の結晶粒構造が整列し、鋳造品と比較して著しく強度の高い素材が得られます。
鍛造プロセスには、以下のような明確な利点があります:
- 優れた機械的完全性: 結晶粒構造の整列により、鍛造部品はより大きな負荷に耐えることができます
- 疲労抵抗性の向上: 数百万回の応力サイクルに耐える部品にとって重要です
- 内部欠陥が極めて少ない: 圧縮プロセスにより、鋳造品に見られる空洞や気孔が排除されます
- 優れた靭性: ホイールやサスペンション部品など、衝撃を受けやすい用途に最適です
鋳造アルミニウム
鋳造は、溶融アルミニウムを金型に流し込み、固化させて部品を製造する方法です。その際 製造分析 このプロセスは「制御された凝固によって複雑な形状を実現可能にする」と説明しており、比類ない設計の柔軟性を提供する。
鋳造用アルミニウム材質およびダイカスト用アルミニウム合金を評価する際は、以下の特性を検討してください:
- 複雑な幾何学的形状への対応能力: 複雑な内部通路や詳細な特徴を実現可能
- 複雑な部品における金型コストの低減: 同等の複雑さを持つ部品の場合、鍛造用金型よりも鋳造用金型のほうがコストが低いことが多い
- 気孔発生リスク: 閉じ込められたガスにより内部に空隙が生じ、強度が低下する可能性がある
- 機械的性質のばらつき: アルミニウム合金の鋳造品は、鍛造品に比べて物性のばらつきが大きくなります
この研究では、高圧ダイカスト技術の進歩によりアルミニウム合金鋳造品の品質が著しく向上し、「軽量かつ耐久性のある部品を製造することが可能になった」と指摘しています。しかし、安全性が極めて重要な用途においては、鋳造プロセス自体の限界が依然として関係してきます
ビレットアルミニウム
ビレット加工は、押出または圧延された固体のアルミニウム材から始め、CNC装置を使用して材料を削り取り、最終的な形状を作り出します。 according to 業界資料 、この方法は「厳しい公差が可能であり、高性能部品に最適です」
主なビレットの特徴は以下の通りです
- 最大の精度 CNC加工は、鋳造や鍛造では直接的に達成できない公差を実現します
- 均一な結晶構造 原材料は全体にわたり均質な特性を持っています
- 材料の廃棄量が大きい アルミニウムの大部分が切削除去されるため、実質的な材料コストが上昇する
- 金型投資が不要: 物理的な金型の変更に代わって、プログラミングの変更で対応可能
製造方法の比較
| 基準 | 鍛造アルミニウム | 鋳造アルミニウム | ビレットアルミニウム |
|---|---|---|---|
| 強度 | 最高—結晶粒の配向が揃った構造により、機械的特性が最大限に発揮される | 低い—結晶粒構造が不規則で、潜在的な気孔により材料が弱化される | 高い—一貫したベース材料を持つが、切削加工により望ましい結晶粒の流れが除去される |
| 軽量化の最適化 | 優れた強度—性能を維持しつつも、より薄い肉厚が可能 | 良好—複雑な形状により、材料の配置最適化が可能 | 中程度—初期素材の形状および切削加工の制約により制限される |
| 単価 | 中程度から高い—複雑さおよび生産量に依存 | 大量生産の場合にコストが低い——金型費用は大規模な生産で償却される | 高価——部品ごとに多くの加工時間と材料の無駄が出る |
| 金型投資 | 高価——高精度の鍛造金型には多額の初期投資が必要 | 中程度から高価——鋳造方法や複雑さによって異なる | 低価——物理的な金型ではなくCNCプログラミングを使用 |
| 生産量の適応性 | 中~大規模生産向け——金型投資のため、大量生産の方が有利 | 大量生産に最適——ダイカストは量産に優れている | 小ロット生産に適している——試作品や特殊部品に理想的 |
| デザイン の 複雑さ | 中程度——金型設計および材料の流動制約により制限される | 高精度——内部通路や複雑な形状も実現可能 | 非常に高い——CNCツールが到達できるほぼすべての形状に対応可能 |
| 主な自動車用途 | サスペンションアーム、ホイール、コンロッド、ステアリングナックル | エンジンブロック、トランスミッションハウジング、インテークマニホールド | 試作部品、小規模生産用パフォーマンス部品、カスタムブラケット |
鍛造が卓越した価値を発揮するタイミング
上記のようなトレードオフを踏まえると、鍛造が明らかに優位になるのはどのような場合でしょうか?各用途が実際に何を要求しているかを理解すれば、判断基準は明確になります。
以下の場合は鍛造を選択すべきです:
- 疲労強度が極めて重要である場合: 繰り返しの荷重サイクルがかかる部品——サスペンションアーム、ホイール、コンロッドなど——は、鍛造による結晶粒の配向構造から最大の恩恵を受けます。研究では、鍛造品は「疲労強度と靭性が優れている傾向がある」と確認されており、「特に高性能車両に適している」とされています。
- 最高の比強度(強度対重量比)が重要な場合: 自動車の車体および構造用途に使用される金属の中で、鍛造アルミニウムは最小の重量で最高の強度を実現します。性能や効率においてわずかな重量も重要になる場合、鍛造はそのプレミアム価格を正当化します。
- 生産量が金型費用を正当化する場合: 年間生産量が数千個を超える場合、鍛造用金型の投資は効果的に償却されます。この閾値を下回る場合、部品単価は高くなるものの、塊材(ビレット)からの切削加工の方が経済的である可能性があります。
- 安全性が重要な用途では信頼性が求められる: 鍛造品には内部の気孔が存在しないため、鋳造品が追随できない信頼性が得られます。故障の影響が重大な部品において、鍛造品の一貫した品質はリスクを低減します。
以下の場合は代替手法を検討する:
- 複雑な内部形状が求められる場合: 鋳造ならびに通路や空洞を形成でき、鍛造では作成不可能です。エンジンブロックやトランスミッションハウジングは、鋳造の設計自由度が不可欠である代表例です。
- 生産量が極めて高い場合: 毎年数百万個生産されるコモディティ部品の場合、強度が低いという点があるにもかかわらず、ダイカスト成形の単価メリットは非常に魅力的になる。
- 試作または小ロット生産: ブランク切削加工は金型投資を完全に不要にするため、開発用部品や、鍛造で経済的に成立する数量を下回る特殊用途に最適である。
- 外観面が極めて重要である場合: 鋳造および切削加工された表面は、装飾用途において、鍛造後のままの表面に比べて仕上げ工程が少なくて済むことが多い。
自動車業界における車体材料の選定は、こうしたトレードオフをますます反映している。高応力がかかる構造ノードには鍛造アルミニウムが使われることが多く、複雑なハウジングには高度な鋳造技術が用いられ、試作プログラムでは迅速な開発のためにブランク切削加工が活用されている。
鍛造が他の方法を上回るタイミングを理解することで、最初から適切な工程を指定できます。しかし、この知識を持っていても、合金種の選定ミスは依然として発生します。こうしたミスを回避する方法や、必要に応じて合金種を代替する方法を知っておくことで、高価な製造上の問題を防ぐことができます。
合金種の代替と選定におけるベストプラクティス
アルミニウム合金の性質や鍛造条件について完全に理解していたとしても、実際の製造現場では予期しない課題が生じます。サプライチェーンの混乱、材料の入手可能性、またはコスト圧力が原因で、設計者が希望するアルミニウム合金種以外の代替を検討せざるを得ない場合があります。どの代替が可能か、またどの代替が問題を引き起こすかを把握しているかどうかが、成功したプロジェクトと高価な失敗の違いになります。
代替のシナリオを超えて、多くのグレード選定ミスは、エンジニアが鋼材設計の考え方をアルミニウム構造にそのまま適用してしまうことが原因で発生します。こうしたよくある落とし穴を理解することで、高価な再作業や部品の故障を未然に防ぐことができます。
グレード代替ガイドライン
指定したアルミニウム合金が入手できなくなった場合、単にリストの次の選択肢に手を出す temptation を抑えてください。異なるアルミニウムグレードは、鍛造、熱処理、使用条件においてそれぞれ異なった挙動を示します。成功した代替には、最も重要な性能要件を一致させつつ、二次的な特性における妥協を許容する必要があります。
以下は、自動車用鍛造材で一般的なグレードについて、実績のある代替組み合わせです:
- 6082 → 6061: 自動車用鍛造での最も一般的な代替材料です。降伏強さがやや低下(約5〜10%の低下)し、腐食環境下での疲労性能がやや低下することが予想されます。両アロイとも優れた溶接性と耐食性を共有しています。6082がわずかな強度上の利点というよりもむしろ入手可能性の観点から指定されていたほとんどのサスペンションおよび構造用途に適しています。
- 6061 → 6082: 材料が入手可能な場合はうまく機能します。6082は実際にはわずかに優れた強度を提供します。著しい物性の低下はなく、地域による入手性の違いにより6082の方が高価になる場合があります。ヨーロッパのサプライチェーンでは6082が好まれることが多く、北米の調達元では一般的により容易に6061を入手できます。
- 7075 → 7050: どちらも超高強度を発揮しますが、7050は応力腐食割れに対する耐性と靭性が向上しています。この置換は、妥協ではなくアップグレードであることが多いです。引張強度は類似またはわずかに低下するものの、破壊靭性が改善されます。
- 7075 → 2024: 慎重に使用してください—両方とも高強度合金ですが、その特性プロファイルは大きく異なります。2024は優れた疲労抵抗性を提供しますが、7075より最終強度が低くなります。設計条件で繰返し荷重が支配的である場合には適していますが、最大静的強度が要求される場合には不適です。
- 2024 → 2014: どちらも銅ベースの合金で、類似の鍛造特性を有しています。2014は類似の強度に対してわずかに優れた鍛造性を提供します。動力伝達系の用途において、2024が当初指定されていた場合に、ほとんどの用途で許容可能です。
- 6061 → 5083: 鍛造部品には一般的に推奨されません。5083は優れた耐食性を提供しますが、熱処理が不可能であり、6061-T6のような強度レベルを達成できません。耐食性が強度要件よりも優先される非構造用途の場合にのみ、この代替を検討してください。
いかなる代替を検討する場合でも、代替グレードがすべての重要な仕様を満たしていることを確認してください。鍛造温度の適合性、熱処理への反応、溶接性などの下流工程での組立要件を含みます。金属学的には適切でも、生産設備がその材料を適切に処理できない場合、グレードは依然として失敗する可能性があります。
一般的な選択ミスを避ける
に従って リンカーン・エレクトリックのエンジニアリングガイドライン 、最も頻繁に見られるアルミニウム設計上の誤りの一つは、他の重要な要因を考慮せずに、単に利用可能な最強の合金を選択することです。同社の技術資料には次のように記されています:"設計者が利用可能な最も強い合金を選択することは非常に頻繁に見られます。しかし、いくつかの理由から、これは不適切な設計手法です。"
なぜ最も強度の高いアルミニウム合金を選択すると、かえって失敗する場合があるのでしょうか?
- 設計を支配するのは強度ではなく、たわみ(変形)であることが多い: 多くのアルミニウム合金—強度の低いものも高いものも—の弾性係数はほぼ同じ程度です(鋼の約3分の1)。部品の設計上の制約が降伏強度ではなく剛性(ひずみ)である場合、6061よりも7075を高価なコストをかけて選んでも、何の利点も得られません。
- 多くの高強度合金は溶接できない: リンカーン・エレクトリック社の研究では、「最も強度の高いアルミニウム合金の多くは従来の溶接技術では溶接できない」と強調しています。大型アセンブリに溶接して組み込む必要がある部品に7075を指定すると、製造上不可能になります。資料では特に、7075は「構造用として溶接してはいけない」と明記しています。
- 溶接部の特性は母材と異なる: 6061のような溶接可能なグレードであっても、「溶接部はめったに母材ほどの強度を持たない」ということになります。熱影響部の劣化を無視してT6の母材特性に基づいて設計すると、溶接部が小さくなりすぎたり、潜在的な破損が発生する可能性があります。
回避すべきその他の選定ミスを以下に示します:
- 溶接アセンブリにひずみ硬化処理材を指定する 非熱処理性合金(1xxx、3xxx、5xxx)の場合、溶接は局所的な焼き鈍し操作として作用します。「出発時の処理状態が何であれ、HAZ(熱影響部)の特性はO処理(焼き鈍し)状態の材料のものになる」というのが研究の確認済みの事実です。溶接を行うのに高価なひずみ硬化材を購入しても無駄になります。HAZは、いずれにせよ焼き鈍し状態の特性に戻るからです。
- 溶接後の処理要件を無視する 6061-T6のような熱処理可能な合金は溶接部で著しい強度低下を示します。研究によると、「溶接後の最小引張強度は24 ksi」であるのに対し、「T6材の母材は40 ksi」という結果であり、これは40%の低下に相当します。強度回復が必要な場合に溶接後の人工時効処理を指定しないと、構造的完全性が損なわれます。
- 応力腐食割れの感受性を見落とすこと: 高強度7xxx系合金のT6材は応力腐食割れ(SCC)に対して感受性を示す可能性があります。湿気や持続荷重がかかる部品にT73やT76材を検討せずに7075-T6を指定すると、現場での早期破損リスクが生じます。
- 鋳造用合金と鍛造用合金を混同すること: 一部の仕様書では、鍛造部品が必要な場合にもかかわらず、誤って鋳造用のアルミニウム合金を指定しています。A356およびA380は優れたダイカスト合金ですが、鍛造には適していません。これらの化学組成は溶融状態での流動性を最適化しており、固体状態での変形には向いていません。
認定された鍛造パートナーとの協業
自動車の要求を理解する経験豊富な鍛造サプライヤーと協力すれば、多くのグレード選定の課題を効果的に管理できるようになります。自動車用途向けの特殊合金は、既存の大手メーカーにしか提供できない一貫した精密な工程管理を必要とすることがよくあります。
鍛造パートナーを評価する際には、その企業のエンジニアリングサポート体制を検討してください。特定のコンポーネントに最適なグレード選定について適切な助言を提供できるか、また、用途に必要な焼き入れ状態や鍛造後の処理工程に関する経験を有しているかを確認してください。IATF 16949認証を取得したメーカーである 紹興 は、グレード選定の意思決定を信頼性の高い量産部品へと確実に実現するために必要な品質システムと技術的専門知識を提供します。
彼らの迅速なプロトタイピング能力により、最短10日で初期部品を提供できるため、大量生産用金型への投資を行う前に、グレード選定を検証できます。サスペンションアームやドライブシャフトなど、アルミニウムの品質が車両の安全性に直接影響する部品においては、冶金学と自動車要件の両方を理解するエンジニアリングパートナーを持つことが非常に重要です。
適切なグレード選定に関する知識と信頼できる製造パートナーシップの組み合わせは、鍛造アルミニウムプログラムの成功の基盤となります。これらの要素が整っていれば、性能要件、製造上の制約、コストの観点を効果的にバランスさせた最終的な材料選定を行う準備が整います。
ご使用用途に最適な鍛造アルミニウムのグレードを選定する
自動車用鍛造アルミニウムのグレードに関する包括的な知識について、合金シリーズの表記の理解から、特定のグレードと部品要件の照合、熱処理の検討、製造パラメータまで、すべてを網羅的に学びました。では、こうした知識をどのようにまとめて、実行可能な意思決定に結びつけることができるでしょうか。技術的理解を成功した調達成果へと変えるための、本質的なガイドラインを明確にしていきましょう。
新車プログラムで自動車用アルミニウムを仕様として定める場合でも、既存のサプライチェーンを最適化する場合でも、グレード選定プロセスは論理的な順序に従います。この順序を正しく行うことで、高額なミスを回避でき、アルミニウム製自動車部品が車両に求められる性能を確実に発揮することができます。
グレード選定の主要なポイント
自動車用アルミニウムの選択肢を幅広く検討した結果、成功を左右する決定要因は一貫して以下の通りです:
- 材料の好みではなく、応力要件から始めること: 部品が実際に受ける負荷を明確に定義してください。静的荷重、繰り返し疲労、衝撃荷重、またはそれらの組み合わせです。数百万回の走行サイクルに耐えるサスペンションアームは、静的荷重しか受けないブラケットとは異なる特性を必要とします。実際の使用条件に応じて合金系列を選定しましょう:バランスの取れた性能には6xxx系、最高の強度には7xxx系、優れた疲労抵抗性には2xxx系を使用します。
- 製造数量を早い段階で考慮してください: 鍛造加工の経済性は、金型投資が有効に償却できる中~大量生産において有利になります。年間数千個未満の少量生産では、鍛造がブローチ切削などの代替手段に対して費用対効果を維持できるかを検証してください。大量生産プログラムは、優れた材料特性と高効率な生産性という鍛造の利点を最も享受できます。
- 下流工程の処理を考慮に入れてください: 部品をより大きなアセンブリに溶接する必要がある場合、この要件一つで検討対象からいくつかの合金系統が除外されます。溶接性が重要な場合は6061または6082を指定してください。構造用溶接用途では7075の使用は避けてください。同様に、鍛造後の機械加工要件も考慮してください。T651の調質は、精密加工に必要な寸法安定性を提供します。
- 材料価格だけでなく、総コストを評価してください。 自動車用アルミニウムにおいて最も安価なものが、必ずしも経済的に最適な選択とは限りません。薄肉化、仕上げ工程の削減、あるいは熱処理の簡略化を可能にする高級合金は、追加の加工を要する低価格グレードよりも、部品の総コストを低減できる可能性があります。仕様を確定する前に、全体像を計算してください。
- サプライチェーンの回復力を構築してください。 生産開始前に許容可能な代替グレードを特定してください。6061が6082の代替として使用できること、または7050が7075からのアップグレードとして利用可能であることを把握していれば、供給の混乱が発生した際にも選択肢を持つことができます。調達チームが品揃えの変化に迅速に対応できるよう、こうした代替案を仕様書に文書化してください。
最も重要な選定原則:利用可能な中最も強度の高い材料ではなく、部品の実際の性能要件に最も適した合金を選ぶことです。過剰仕様はコストの無駄になり製造上の問題を引き起こす可能性があり、一方で不足仕様は車両の故障リスクを高め、評判を損なう結果になる恐れがあります。
自動車鍛造の成功に向けたパートナーシップ
経験豊富なエンジニアなら誰もが理解している現実があります。完璧な材質選定を行ったとしても、一貫した製造を実行できるパートナーがいなければ意味がないということです。材料の仕様と高品質な部品の間には、資格を持つ鍛造サプライヤーだけが埋められる専門知識のギャップが存在するのです。
自動車用のアルミニウムが厳しい性能基準を満たさなければならない場合、サプライヤーの選定は合金の選定と同様に重要になる。 According to 鍛造サプライヤー評価に関する業界ガイドライン によれば、最も重要な要素は3つある:認証および品質システム、生産能力と設備、そして厳格な品質管理基準である。
特に自動車用途においては、IATF 16949 認証が、サプライヤーが自動車業界が求める品質マネジメントシステムを実施していることを示すものである。この認証は、ISO 9001の基盤に自動車業界特有の要件を加えたものであり、製造業者が、貴社の車両プログラムが要求するレベルでトレーサビリティ、プロセス管理、および継続的改善を理解していることを保証する。
認証以上のものとして、仕様を部品に正確に反映できる実用的な能力を評価するべきである:
- エンジニアリングサポート: サプライヤーは、お客様の特定の形状および負荷条件に最適なグレード選定について助言できますか?熱処理の影響を理解しており、適切なテンパーを推奨できますか?
- プロトタイプ作成スピード: 現代の車両開発スケジュールは迅速な反復を要求しています。短期間で(中には10日という短時間で)試作鍛造品を提供するパートナーは、量産用金型への投資を行う前に設計の妥当性を確認できるようにします。
- 部品に関する専門知識: 懸架アーム、ドライブシャフト、構造ノードなど、お客様の部品カテゴリにおいて実績のあるサプライヤーは、一般の鍛造メーカーが持たないアプリケーションに特化した知識を提供します。
- 品質管理インフラ: 高度な検査技術、工程中のモニリング、包括的な文書化システムにより、すべての部品が仕様を満たすことを保証します。参考資料では、主要サプライヤーが三次元測定機、非破壊検査装置、材料分析能力への投資を行っている点を強調しています。
アルミニウム製自動車部品の製造を求めるエンジニアや調達担当者向けに、 シャオイ (寧波) メタルテクノロジー 成功したプログラムに必要なパートナー像を体現しています。IATF 16949認証は自動車業界レベルの品質管理体制を保証しており、社内のエンジニアリングチームは、グレード選定の意思決定を量産可能な仕様へと展開するための技術的サポートを提供します。寧波港の近くに位置し、迅速なプロトotyping能力を備えており、初期部品は最短10日で提供可能。成熟したプログラム向けには大量生産能力も兼ね備えています。
サスペンションアームやドライブシャフトなど、要求の厳しいアルミニウム自動車部品における実証済みの専門知識は、グレード選定のガイダンスを実行可能にする部品特有の知見を反映しています。6082-T6のコントロールアームや7075-T6のパフォーマンス部品などの仕様が求められる場合、冶金学的知識と自動車品質要件の両方を理解する製造パートナーを持つことで、材料選定が信頼性の高い部品へと確実に結びつきます。
合金仕様から車両性能に至る道のりは、製造プロセスを通じて実現されます。本ガイドで得たグレード選定に関する知識を、品質への取り組みを共有する認定鍛造パートナーと組み合わせることで、自動車プログラムを成功へと導くことができます。これにより、現代の車両が鍛造アルミニウム部品に求める強度、軽量化、信頼性を実現できます。
自動車用鍛造アルミニウム材質に関するよくあるご質問
1. アルミニウム鍛造の材質にはどのようなものがありますか
自動車用途で最も一般的に鍛造されるアルミニウム合金には、6000番台の6061、6063、6082および7000番台の7075があります。6xxx系合金は優れた鍛造性、耐食性およびバランスの取れた強度を備えており、サスペンションアームやホイールに最適です。7xxx系は高性能が求められる部品に必要な超高強度を実現します。また、2xxx系の2024および2014はピストンやコンロッドなどのパワートレーン部品に必要な優れた疲労抵抗性を提供します。IATF 16949認証を取得した製造業者(例:Shaoyi)は、個々の部品要件に基づいて最適な合金選定をサポートできます。
2. 自動車にはどのグレードのアルミニウムが使用されていますか?
自動車用途では、部品の要件に応じて複数のアルミニウム合金を使用します。一般的な合金には1050、1060、3003、5052、5083、5754、6061、6082、6016、7075、および2024があります。特に鍛造部品においては、腐食環境下での優れた疲労特性から、欧州のサスペンションおよびシャシーアプリケーションで6082-T6が主流です。北米では溶接性に優れているため6061-T6が広く使われています。高性能用途では最大の比強度を得るために7075-T6が指定されることが多く、一方で2024-T6は疲労強度が重要な動力伝達系部品に適しています。
5052と6061のアルミニウム、どちらが強いですか?
6061アルミニウムは5052よりも明らかに強度が高いです。T6状態では、6061の引張強度は約310MPaに達するのに対し、5052は約220MPaです。ただし、強度がすべてではありません。5052は非熱処理型合金であるため、優れた耐食性と成形性を備えています。構造的完全性を必要とする鍛造自動車部品については、サスペンションアーム、ホイール、シャシーコンポーネントに必要な高い強度レベルまで熱処理可能なことから、6061-T6が好まれます。
4. 鍛造アルミホイールと鋳造アルミホイールの違いは何ですか?
鍛造アルミホイールは、加熱されたアルミニウムを極めて高い圧力で圧縮して製造され、結晶構造が整列することで優れた強度と疲労抵抗性を実現します。一方、鋳造ホイールは溶融アルミニウムを金型に流し込むことで作られ、結晶構造は不規則になりやすく、気孔が生じる可能性があります。鍛造ホイールは同等の鋳造ホイールと比較して通常15~30%軽量であり、さらに優れた衝撃抵抗性と耐久性を備えています。高性能車両では、鍛造6061-T6または7075-T6ホイールが、鋳造品では得られない高強度対重量比を提供します。
5. 自動車用鍛造部品に適したアルミニウムのグレードを選ぶにはどうすればよいですか?
まず、部品が実際に受ける応力条件(静的荷重、繰り返し疲労、衝撃荷重など)を明確に定義してください。構造用途でバランスの取れた性能が求められる場合は、6082-T6や6061-T6といった6xxx系合金が優れた性能を発揮します。最大強度が特に重要な場合は、7075-T6の材質指定を検討してください。動力伝達系部品で優れた疲労強度が必要な場合は、2024-T6を検討するとよいでしょう。溶接性の要件(6xxx系合金は溶接性が良好ですが、7075は溶接に向いていません)、生産数量、熱処理の必要性も考慮に入れてください。IATF 16949認証を取得し、迅速なプロトタイピングに対応可能な鍛造パートナー(例:Shaoyi)と協力することで、量産用金型への投資を行う前に、材料グレードの選定を検証できます。