 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

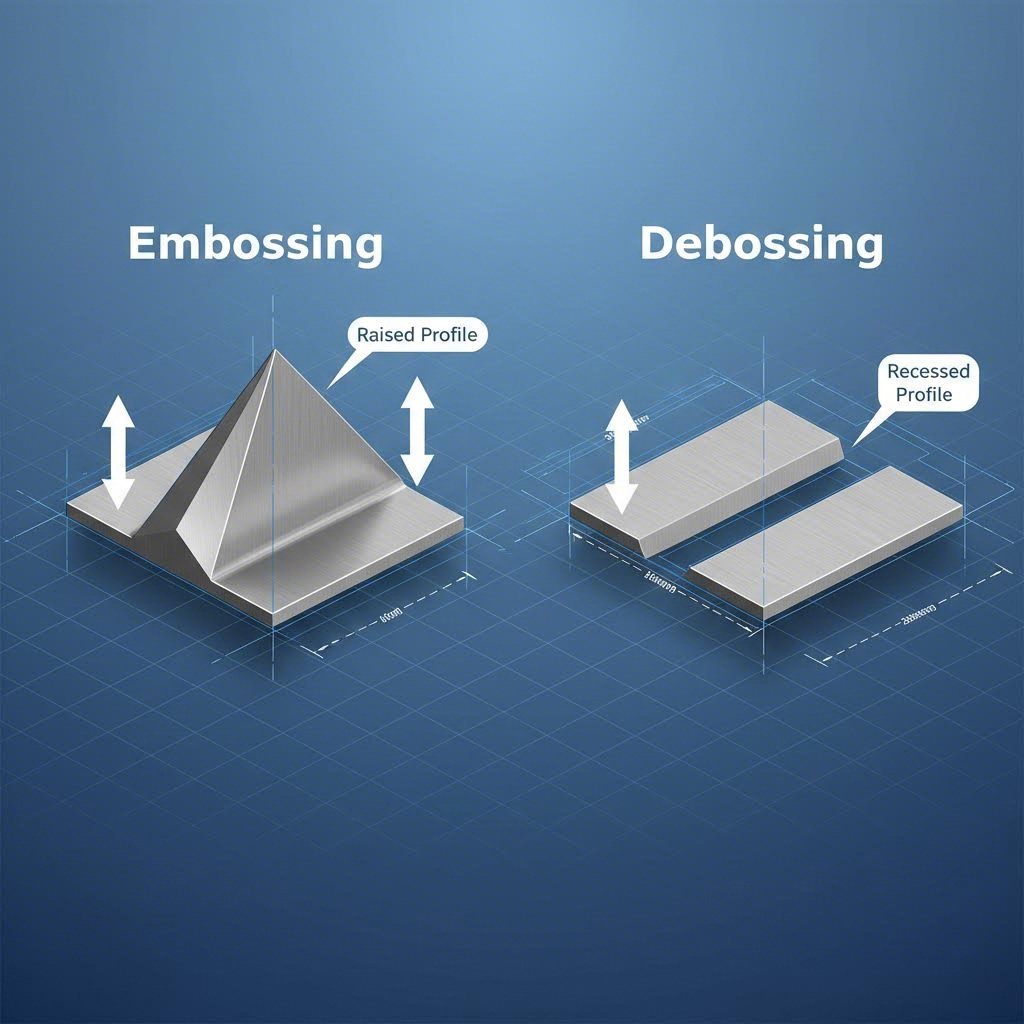
自動車部品のエンボス加工とデボス加工:エンジニアリングガイド
要約:自動車エンジニア向けの主な違い
の主な違いは、 凸刻 および デボス加工 材料の流れる方向とその後の自動車仕上げとの相互作用にあります。 凸刻 は、対になった雄型および雌型を使用して材料を押し込み 上へ 、塗装、粉体塗装、または汚れが大量に付着した後でも読み取り可能な隆起文字を作成します。このため、静的シャシータグや安全部品の標準となっています。
逆にも デボス加工 (自動車分野では技術的にインプレッションスタンピングまたはスクラッチ刻印と呼ばれることが多い)は材料を 下方 基材に押し込みます。これにより表面の摩耗からマークを保護できますが、塗料やグリースで満たされやすく、可読性が低下する傾向があります。ただし、デボス加工—特にドットピーンまたはスクラッチ刻印によるものは、 可変データ のような一意の車両識別番号(VIN)を刻印する際の業界標準です。これは、文字ごとに高価な固定ダイセットを必要としないためです。
金属変形のメカニズム
これらのマーキングの背後にある物理現象を理解することは、適切な工具選定において極めて重要です。自動車製造では、エンボス加工とデボス加工の選択が、ダイのクリアランス、プレスのトン数、および材料の流動特性を決定します。
ダイ構成:オス型とメス型
凸刻 は2つのダイを使用する工程です。底部に凸部(盛り上がった特徴を持つ)のオス型、上部に凹部(窪んだ特徴を持つ)のメス型からなる対になったセットが必要です。プレスが作動すると、金属板またはプラスチック材がその間に押し込まれ、材料が上方に引っ張られて伸びます。これは正確な位置合わせを必要とし、ダイ間のクリアランスが狭すぎると材料がせん断または亀裂が生じ、広すぎると形状の明瞭さが失われます。
デボス加工 純粋な工業的形態では、これもまたオス型/メス型のダイセットを使用しますが、逆の方法で—つまり画像を下方に押し込む形です。しかし、ほとんどの高速自動車スタンピングラインでは、いわゆる「デボス加工」と呼ばれているものは実際には インプレッションスタンピング これは、平らなアンビルに対して表面を打つために単一の硬化された雄型を使用します。主な違いは部品の裏側にあります:真正なデボス加工された部品は裏側が隆起しています(ネガティブ)が、印象スタンプ加工された部品は裏側が平坦なままです。
材料の流れと応力
エンボス加工では、材料が隆起した形状に伸びるため、大きな引張応力を受けることになります。自動車用アルミニウム(5000または6000シリーズなど)や高張力鋼の場合、微細亀裂を防ぐために最大伸長率を設計者が計算する必要があります。一方、デボス加工は材料を圧縮し、局所的に加工硬化を起こします。この圧縮によりマーク部位で部品が実際に強化されることがあります。これに対し、エンボス加工は適切なリブを設けないと応力集中が生じる可能性があります。
機能的マーキング:シャーシ、エンジンおよび金属部品
エンジンルーム内や車体下部の部品においては、見た目ではなく、 工程を通じたトレーサビリティが重要です 熱シールド、ファイアウォール、エンジンブロックなどの部品は、マーキング方法を左右する過酷な後処理環境にさらされます。
塗料およびコーティングを通した可読性
コーティングされた部品の場合、エンボス加工が明らかに最適です。 自動車の組立工程では、シャーシ部品はマーキング後に電着塗装、下塗り、上塗りされることがよくあります。もし部品がデボス(凹み)加工されている場合、塗料がくぼみ部分に流れ込み、埋めてしまうため、文字が読み取りにくくなります。一方、表面から浮き出た状態のエンボス文字は、塗料がその峰の周囲を流れることを可能にします。 オフ ピークの周りを流れます。このため、厚いアンダーコート層の下でもマークは明確で読みやすさが保たれます。
そのため、ファイアウォールに直接打ち抜かれたモデルコードやプラットフォーム表記といった固定データがエンボス表示されているのが一般的です。これにより、塗装工程を経た後も、また20年間の走行による汚れの中でもデータが残存することが保証されます。
可変データの課題:VIN(車両識別番号)
エンボス加工は読みやすさに優れているが、コストという致命的な欠点がある。エンボス加工には固定の型セットが必要となる。生産ラインから下線するすべての車両に対してそれぞれ異なる17桁のVINをエンボス加工するには、複雑で低速かつ高価なロータリーナンバリングヘッドを必要とする。
したがって、 デボス加工 (ドットピーンまたはスクラッチ加工による)方法が、個別の車両識別番号の標準である。スクラッチ加工機はダイヤモンドまたは炭化タングステン製のスタイラスを使用して金属フレームにVINを「書き込む」。これらの刻印は凹状であるが、標準的な電着塗装後も残る十分な深さで施されるか、あるいは 後 塗装後に(マスキングが必要)施される。この方法により、工具交換なしに無限のバリエーションを実現でき、現代の大量生産には不可欠である。

外観用途:インテリアトリムおよびブランド表現
車室内では、要求される性能が耐久性から「質感の印象」へと変わる。デザイナーはこれらの技術を用いて、高級感や触覚的なフィードバックを伝える。
レザーやソフトタッチ素材
レザーシート、ステアリングホイール、ダッシュボードトリムにおいて、 デボス加工 (この文脈ではホットスタンピングと呼ばれることが多い)は、プレミアムで控えめな外観を実現します。加熱された型をレザーに圧着することで繊維が圧縮・暗化し、恒久的で洗練された凹みが生まれます。これは、乗降時に乗員の動きによって摩耗や擦過を受けやすい盛り上がった部分ができるエンボス加工よりも、ロゴ表現に適しています。
タクタイルコントロールおよびスイッチ類
凸刻 スイッチ類やボタンの設計において支配的な要素です。窓のスイッチやラジオボタンに設けられた立体的なアイコンは、運転者が視線を道路から離さずに操作を識別できるようにする重要なハプティックフィードバックを提供します。現代のプラスチックインテリア用「インモールドラベリング」(IML)プロセスでは、平面的なタッチ面に3次元の質感を与えるためにエンボス加工が用いられ、タッチスクリーンのようなすっきりとした外観と、機械式ボタンの確かな操作感を融合させています。
重要比較要因(意思決定マトリクス)
新しい自動車部品のマーキング技術を選定する際は、このマトリックスを使用して、コスト、耐久性、製造上の制約間のトレードオフを評価してください。
| 特長 | エンボス加工(盛り上がり) | デボス加工/スタンピング(窪み) |
|---|---|---|
| 塗料での視認性 | 優れた (塗料が凸部から流れ落ちる) | 不良 (塗料が凹部に充填される) |
| 金型コスト | 高い (対応する雄型/雌型金型が必要) | 中/低 (単一の金型またはスタイラス) |
| 可変データ(VIN) | 困難な (遅く、複雑な番号印字ヘッド) | 優れた (プログラム可能なドットピーン/スクラインブ) |
| 耐磨性 | 低く、 (隆起した表面が摩耗を受け持つ) | 高い (マーキングは表面下で保護される) |
| サイクル時間 | 高速 (一回のプレスストローク) | ファストからスロー (スタンピングは高速;スクラインブは遅い) |
これらのプロトタイピングの意思決定と量産の間にあるギャップを埋めようとしている製造業者向けに、 シャオイ金属技術 は包括的なスタンピングソリューションを提供しています。迅速なプロトタイピングから600トンプレスでの生産まで幅広い能力を備えており、エンボス加工や複雑なデボス加工のワークフローをシームレスに統合できます。デザイン検証のための50点のプロトタイプが必要な場合でも、何百万もの量産用コントロールアームが必要な場合でも、IATF 16949認証された高精度により、グローバルOEMの要求基準を満たすマーキングが保証されます。詳細な技術範囲は 紹義金属科技スタンピングソリューション .
部品タイプ別 おすすめ要約
製造戦略を最終決定するには、部品をその露出度およびデータ要件ごとに分類してください:
- エンボス加工を選ぶ場合: 部品が塗装、粉体塗装される場合、または多量のグリースにさらされる場合(シャーシデータプレート、ファイヤウォール、オイルパンなど)。盛り上がった文字により、コーティング層の下でも情報が失われることはありません。
- デボス加工/スタンピングを選ぶ場合: 部品に固有のシリアル番号(VINなど)が必要な場合、または表面が強い摩擦を受ける場合(フロアパン、接合面など)。凹んだマークは削れて消えることがありません。
- ホットスタンピング(デボス)を選ぶ場合: 革やビニールなどのインテリア意匠部品を設計する場合。乗員との接触による摩耗にも耐えられる高品質な仕上がりが得られます。
最後に:適切な印象付け方法の選択
最終的には、自動車業界におけるエンボス加工とデボス加工の選択は、好みの問題というよりもむしろ部品のライフサイクルに基づく工学的な計算です。エンボスマークは塗装工程を経ても残存します。一方、デボスマークは組立ラインでの摩擦に耐えることができます。マーキング方法を部品が受ける環境的影響やデータの変動性に合わせることで、プレス工場から解体場に至るまでのトレーサビリティを確実にできます。適切な選択を行うことで、安全データが不明瞭になることによる高額なリコールを防ぎ、車両内装の質感の高さを向上させます。
よく 聞かれる 質問
1. 自動車部品の塗装には、エンボス加工とデボス加工のどちらが適していますか?
塗装された部品には、エンボス加工の方が大幅に適しています。文字が浮き上がっているため、塗料は頂点から流れ離れやすく、エッジがシャープで判読可能な状態に保たれます。一方、デボス加工では塗料が窪み部分にたまりやすく、特にe-coat(電着塗装)やアンダーコートなど厚めの自動車用塗装では、窪みが完全に埋もれてマークが見えなくなることがあります。
2. なぜVIN番号は通常、デボス加工またはスクライン加工されるのですか?
VINには、個々の車両ごとに異なる可変データが必要です。エンボス加工では、各文字に固定されたダイセットを必要とし、毎サイクルごとに変更するのは機械的に複雑で高価になります。一方、デボス加工(特にドットピーンまたはスクライン)は、ソフトウェアで瞬時に文字を変更できるプログラム可能なスタイラスを使用するため、大量生産におけるシリアル化に唯一実用的な方法となります。
3. 金属部品において、どちらの工程の方が高価ですか?
エンボス加工は、精密なクリアランスを持つマレットとフェメールのペアになったダイセットを必要とするため、工具費用が高くなる傾向があります。一方、インプレッションスタンピング(デボス加工の一種)は、単一のマレットダイと平板アンビルだけで済むことが多く、初期の工具コストを削減できます。ただし、可変データの場合、プログラム可能なスクライン装置を使えば、消耗品となるダイ費用を完全に排除できます。