 少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——
少量のバッチ、高い基準。私たちの迅速なプロトタイピングサービスにより、検証がより速く簡単になります——

ビレット製対鍛造クランクシャフトの強度:どちらがあなたのパワーゴールに耐えられるか
すべてのエンジンビルダーが直面する重要な強度の選択
本格的な馬力を追求する場合、すべてのパフォーマンスエンジンビルダーを夜も眠れなくする質問があります。あなたの目標出力に耐えうるクランクシャフトの製造方法はどれか?週末のカーレース用マシンであろうと、専用のドラッグマシンであろうと、ビレットクランクシャフトと鍛造クランクシャフトの違いを理解することは、単なる技術知識ではなく、エンジン保護の保険なのです。
ここに過酷な現実があります。クランクシャフトの故障とは、単に部品が壊れるということではありません。それはエンジンの破壊的損傷を意味します。回転数が数千RPMにも達する回転アセンブリが突然破断し、シリンダーブロックやヘッド、その他すべての投資済み部品を破壊するような事態です。本格的なパフォーマンス用途では、完全なエンジン構築にかかる費用は簡単に2万ドルから5万ドルを超えますが、たった一つのクランクシャフトの故障によって、そのすべてが一瞬で失われる可能性があります。
なぜクランクシャフトの強度がエンジンの生存を決めるのか
クランクシャフトはエンジンの中心に位置し、ピストンの急激な直線運動を有効な回転動力に変換します。 according to Engine Labs によると、経験豊富なビルダーたちは、適切なクランクシャフトを選ぶ際、期待される馬力出力以上のさまざまな要因を分析していることを認識しています。各燃焼イベントごとにこの単一のコンポーネントを通じて巨大な力が伝達され、絶え間ない曲げ、ねじれ応力、熱サイクルに耐えなければならず、なおかつ完璧なバランスを維持し続けなければなりません。
高性能エンジン内で何が起こっているかを考えてみてください。極めて高い出力を発揮するBOSS Nine V8 クレートエンジンを搭載しているかもしれませんし、20PSI以上のブースト圧を受けている過給式ストリートカーの場合もあるでしょう。いずれの状況でも、クランクシャフトは、それ以下の部品ではたちまち破壊されてしまうような厳しい負荷に耐えなければなりません。鍛造クランクシャフトとバーチカルクランクシャフトの違いは、エンジンがこうした過酷な使用に耐えられるかどうか、それとも高価なスクラップ金属の塊になるかを決定づけることがあります。
誤った選択の真のリスク
誤った選択をするリスクは、単にクランクシャフトを失うだけにとどまりません。業界専門家によると、 SoFi 純正車両でも、部品代と工賃を含めクランクシャフトの交換費用は3,000ドル以上かかることがあります。性能重視のエンジンでは、この金額はさらに大幅に増加します。しかし実際の損害は二次的な損傷によるものです。ピストンの破損、コンロッドの曲がり、ブロックの亀裂、シリンダーヘッドの損傷などがそれにあたります。
このガイドでは、マーケティングの誇張を排除し、クランクシャフト製造方法について客観的でデータに基づいた比較をお届けします。以下の内容を学ぶことができます。
- 鍛造とブローチ材(ビレット)の製造方法が、根本的に異なる強度特性をどのように生み出すか
- 各タイプのクランクシャフトが必要となる具体的な出力のしきい値
- 構築者が過剰支出したり、あるいは逆に強度不足の構成を選んでしまうことにつながる一般的な誤解
- 実際の出力目標および使用目的に基づいた明確な推奨事項
鍛造ビレット製クランクシャフトと従来の鍛造クランクシャフトは、どちらもパフォーマンスエンジンにおいて正当な用途があります。高品質な鍛造クランクシャフトは、ほとんどの高出力向けストリートおよびドраг走行用エンジン構成に最適です。一方、極端なブースト圧、カスタム仕様、または長時間にわたる高回転域での安定性を求める場合には、ビレット製クランクシャフトが論理的な選択となります。重要なのは、パワーのレベル、使用目的、そしてその限界をどれだけ頻繁に押し広げようとしているかによって強度要件が大きく異なるため、それぞれの構成要件に合った適切な製造方法を選定することです。
クランクシャフトの強度と耐久性の評価方法
複雑に聞こえますか?鍛造クランクシャフトの強度とブリット材加工品の性能を比較する方法を理解するのに、金属学の学位は必要ありません。ただし、メーカーの主張やマーケティング用語を超えて見ることこそが重要です。私たちの評価手法は、クランクシャフトがあなたの出力目標に耐えうるかどうか、つまり回転系アセンブリにおける弱点になるかどうかに直接影響する、測定可能な特性に注目しています。
鍛造クランクシャフトとブリット材切削加工プロセスを比較する際、私たちは実験室環境でのみ意味を持つ理論上の最大値よりも、極限のストレス下における現実世界での耐久性を優先します。500回の使用でも1,200馬力を確実に扱える鍛造クランクシャフトは、2,000馬力対応と謳われていても1,500馬力で予期せず破損するブリット材製の設計より価値があります。
実際に重要な強度指標
製造方法に深入りする前に、クランクシャフトにとって「強度」とは実際に何を意味するのかを理解する必要があります。回転アセンブリがエンジンの出力目標に耐えられるかどうかを決める主な指標は4つあります。
引張強さ 材料が引き裂かれる前に耐えうる最大応力を測定します。クランクシャフトの場合、これは高回転域で遠心力によってカウンターウェイトがメインジャーナルから引き離されようとするときに特に重要になります。
降伏強さ 永久的な変形が始まる応力レベルを示します。負荷がかかった際にわずかでも曲がってしまうクランクシャフトは、もはや使用できません。この指標は、クランクが永久的な歪みを生じる前にどれだけの負荷に耐えられるかを示しています。
疲労強度 クランクシャフトが亀裂を生じることなく、繰り返しの応力サイクルに耐える能力を表します。According to High Performance Academy によると、ジャーナルとクランクピンが接続するフィレット半径部はクランクシャフトの中で最も応力が集中する部位の一つです。ここは一般的に亀裂が発生する箇所であり、クランクシャフトの有効寿命の終焉を示すサインとなります。
ねじれ剛性 ねじれ応力に対する耐性を表します。すべての燃焼イベントはねじり荷重を発生させ、クランクシャフトをバネのように巻き上げようとする作用を持ちます。剛性が不十分な場合、調和振動が発生し、疲労破壊が促進され、ベアリングを破損させる可能性があります。
製造方法が結晶粒構造に与える影響
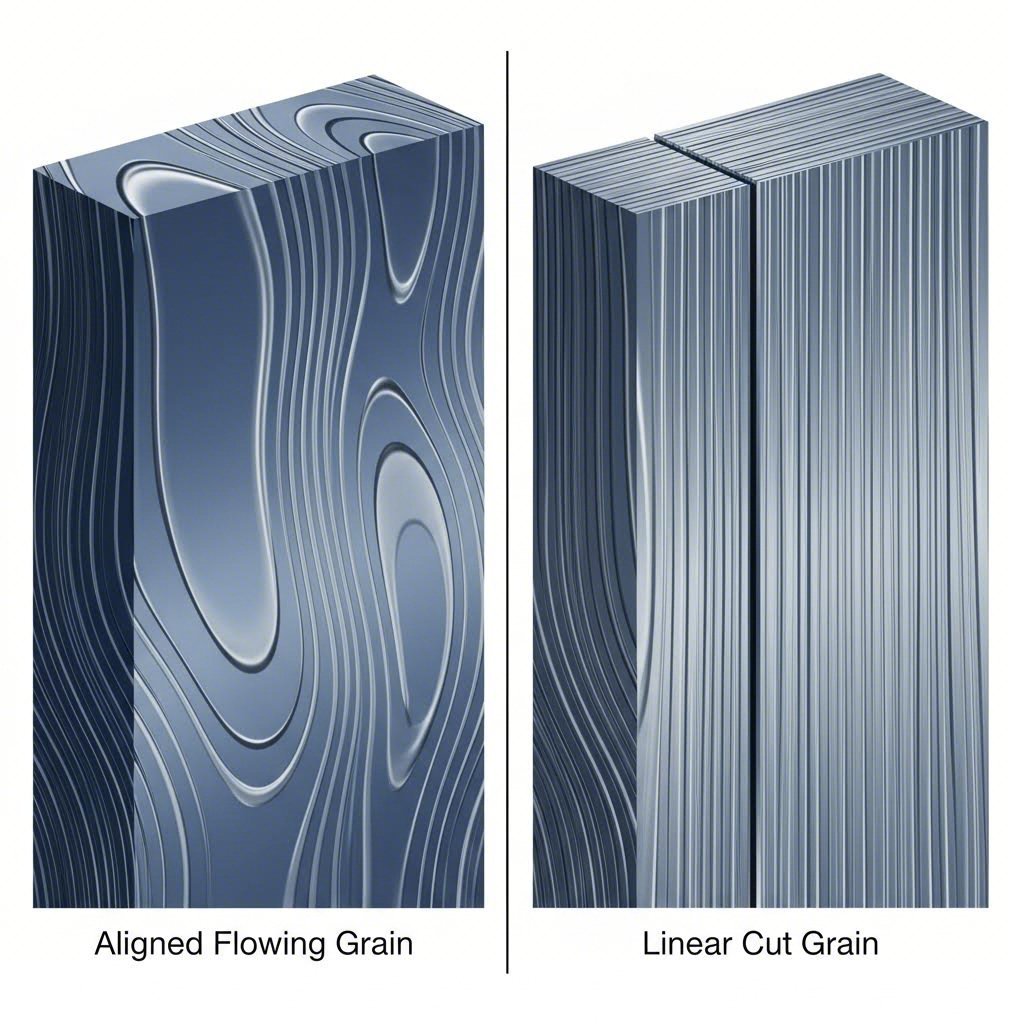
ここがビレット製と鍛造製のクランクシャフトの本質的な違いが現れます。固体の鋼材からビレット製クランクシャフトを機械加工する場合、既存の材料の結晶粒構造を切断して成形することになります。一方、鍛造では熱と圧力を用いて成形することで、結晶粒が部品の輪郭に沿って連続的に流れる構造になります。
木材を切る場合を想像してみてください。木目を横切るように切断すると、そこが弱点となり、簡単に割れてしまいます。しかし、木目に沿って切れば最大の強度が得られます。鋼材の場合も同じ原理が適用されますが、その影響はより微妙です。
MetalTekの金属成形の専門家が指摘しているように、鍛造プロセスは結晶粒組織を変化させ、「特定の方向に」あるいは「向かって」配向させることができ、方向性のある強度を持つ部品を作り出します。鍛造部品は異方性—つまり異なる方向で異なる強度値を持つ—であるのに対し、切削加工されたビレット部品はより等方性があり、全体的に均一な特性を持ちます。
この結晶粒組織の違いにより、興味深い逆説が生じます。他の条件が同等であれば、適切に鍛造されたクランクシャフトは、切削加工されたビレット製品と比較して優れた粒流れを維持しています。しかし、ビレット製造業者は、より高品質な材料を使用し、鍛造に伴う欠陥を排除する精密加工を行うことでその差を補います。その結果、どちらの方法も適切に実行されれば優れたクランクシャフトを生産できる一方で、それぞれ得意とする用途が異なります。
クランクシャフトを、高品質なルナティ・カムシャフトやパフォーマンス用のバレット・カムなど、他の回転系コンポーネントと組み合わせる際には、これらの素材の違いを理解することで、一体感のある構成を構築できます。HビームとIビームのコンロッドに関する議論も同様の冶金学的原則に従っており、適切な構造方法を特定の出力および回転数の要件に合わせることが重要です。
素材の重要性:鋼材の比較
製造方法以外にも、基本素材はクランクシャフトの最終的な性能に大きな影響を与えます。アフターマーケットで見かける主な素材は以下の通りです。
4340鋼 パフォーマンス用クランクシャフトの業界標準です。ニッケル・クロム・モリブデン合金であり、適切に熱処理された状態では引張強さが通常180,000~200,000 PSIと非常に高く、靭性や疲労耐性も良好です。高品質な鍛造およびビルレットクランクシャフトのほとんどが4340鋼を使用しています。
5140鋼 多くの工場製鍛造クランクシャフトに使用されるクロム鋼。合金含有量が低いことからコストが抑えられる一方で、4340に比べて最終強度は低くなる。中程度のパフォーマンス向上用途には十分だが、極端な使用条件には適さない。
4130鋼: 航空宇宙分野や一部の軽量クランクシャフト設計で一般的。優れた強度対重量比を持つが、クランクシャフト用途では4340に比べ疲労耐性が低い。
EN40B鋼: 4340では不十分な場合、本格的なビルダーはこのより高仕様の素材に頼る。Nitto Performance EngineeringとのHigh Performance Academyの研究によると、2,500馬力以上を発生するエンジンでは、4340材では剛性が不十分であった。極めて高いシリンダー圧力と高回転時にクランクシャフトがたわみ、ジャーナルとベアリング間に金属同士の接触が生じ、重大な故障につながる。EN40Bはこのような極限の使用条件における課題を解決する。
当社の五項目評価基準
この比較を通じて、以下の特定の基準を使用してクランクシャフトの選択肢を評価します:
- 繰り返し応力下での疲労寿命: 現実的な出力レベルでテストした場合、亀裂が発生するまでの動作サイクル回数
- 目標回転数におけるねじれ剛性: 想定される使用回転域において、ねじれおよび共振振動に対する耐性
- 材料の均一性と欠陥率: すべてのクランクシャフトが仕様を満たすことを保証する品質管理措置
- 熱処理の有効性: 脆化を引き起こすことなく、材料特性を最大限に引き出す適切な硬化処理
- 出力レベルに対するコストパフォーマンス: 必要なクランクシャフトの強度に応じたコストパフォーマンス—不要な強度のために過剰な支出をすると、本来他の用途に活用できるリソースが無駄になります
これらの基準は、エンジンが実際に動力を発生させている際に本当に重要なこと、すなわち実際の使用条件下での耐久性を優先しています。この枠組みを明確にした上で、特定のクランクシャフトの選択肢を検討し、それぞれの出力レベルや用途に最も適した製造方法を判断できます。
最高出力向けのプレミアムビレットクランクシャフト
エンジン構成が妥協なき絶対的な強度を求める場合、ビレットクランクシャフトが究極の解決策となります。内部欠陥がなく、検査され、その品質が保証された高級鋼材の塊から始めて、あなたの構成に完全に合致するクランクシャフトを機械加工で作り出すことを想像してみてください。これが純粋な形でのビレットの利点です。
ビレット製クランクは、回転部品アセンションのエンジニアリングの頂点を表します。金型によって成形された鍛造部品とは異なり、ビレット製のクランクシャフトは均質な棒状の素材(通常は4340またはEN40B鋼)から始まり、完成品となるまで高精度のCNC加工を経ます。専門家によると Engine Builder Magazine 、"ビレットとはゼロから作り始めることを意味します。白紙の状態です。既存の金型形状や鍛造の制約に縛られることはありません。"
絶対的な最大強度が妥協できない状況
ここでビレット構造の真価が発揮されます。鍛造クランクシャフトの疲労限界では到底耐えられない過酷な使用環境です。2,000馬力以上を発生するエンジン、一瞬で大きなトルクスパイクを発生するニトロシステム、あるいはフルブーストで発進するツインターボドラッグカーで、レインコドライブトランスミッションがその過酷な負荷を受けているようなケースです。
ハワーズカムスのビレット・リーパーLSクランクシャフトは、こうした極限性能を体現する製品です。報告によると Dragzine このクランクシャフトは、優れた強度と延長されたメインベアリング寿命を実現するE4230ビレット材を使用しており、「2,000馬力以上」の出力を処理できる能力を持っています。計算機で設計されたカウンターウェイトを備えたCNC加工により、正確な公差が確保され、ベアリングへの負荷が低減され、バランス精度が向上しています。
なぜビレット構造はこのような極限の用途に特に適しているのでしょうか?その理由は以下の3つの重要な利点にあります:
加工前の材料検査: 切削加工を開始する前段階で、製造業者はバーストックが正確な仕様を満たしていることを確認できます。内部に非表示の介在物、気孔、または結晶粒の不規則性が存在することはありません。こうした問題は鍛造時に発生し、破損するまで検出されない可能性があります。
自由な設計の実現: SBCビレットクランクシャフトにカスタムストロークが必要ですか?大型ブロックチービー用の非標準ボアピッチですか?特殊なカウンターウェイト配置ですか?その場合、ビレット製なら対応可能です。Scat Crankshaftsのスティーブ・アーレント氏が説明するように、「ビレットクランクは、ストローク、カウンターウェイト構成、ジャーナルサイズ、オイル供給、または特殊用途に対して完全にカスタマイズ設計が可能なのです」。
優れた材料の一様性: ビレット鋼の結晶粒構造は直線的で全体的に均一であるため、部品全体にわたり予測可能な疲労強度を発揮します。この一様性は、ねじり荷重が鍛造クランクシャフトの疲労限界を超えるレベルに達する場合に特に重要となります。
ビレット構造に最適な用途
では、なぜビレット製品に追加費用をかけることが合理的になるのでしょうか?その用途は、鍛造品では要求される性能を発揮できない特定の分野に絞られます。
1,800~2,000馬力を超える専用ドラッグレーシング: スーパーチャージャーまたはターボチャージャーを使用した構成で高い出力が求められる場合、ビレット素材は必要な強度の余裕を提供します。Lenco CS1 4速トランスミッションを購入しようとしている多くのレーサーは、ビレットレベルのクランクシャフト強度を必要とするエンジンを製作しています。
ニトロキシド用途: ニトロによる瞬間的なトルクスパイクは、ターボやスーパーチャージャーとは異なる独自の応力パターンを発生させ、クランクシャフトに特別な負担をかけます。ビレット素材は均一な材質特性を持つため、こうした急激な負荷に対してより予測可能な形で対応できます。
カスタムストロークの要件: 標準外のストローク寸法でエンジンを製作していますか?その場合、ビレット製は実用的な選択肢であることが多くなります。Callies Performance ProductsのBrook Piper氏は次のように述べています。「大型Chevyエンジンだけでも、これまでに4.840インチ、4.900インチ、5.000インチ、5.250インチから5.300インチまでのボアピッチがありました。こうした各組み合わせごとに専用の鍛造品を用意するのは現実的ではありません。ビレットは唯一の実用的な解決策です。」
トラクターローディングおよび高ストレス耐久用途: 持続的な最大負荷が求められる用途では、ビルレットの耐久性がメリットとなります。業界データによると、トラクターパullingの構成の中には、必要な仕様を達成するために単一のビルレットクランクに25〜32時間の機械加工時間を要するものもあります。
ビルレットクランクシャフトの利点
- 究極の強度性能: 加工前の材料品質が確認されているため、選択した合金から可能な限り最大の強度が得られます
- 完全なカスタムストロークオプション: 任意のストローク、任意のボア間隔、任意のカウンターウェイト構成—ビルレットなら、構築に必要なものを正確に提供できます
- 材料の一貫性: 全体にわたる線状で均一な結晶粒構造により、予測可能な疲労抵抗が実現されます
- 高応力ゾーンの最適化: エンジニアは、ロッドジャーナル、メイントロウ、フィレットを必要に応じて正確に補強できます
- 精密公差: CNC加工は、鍛造金型で許容されるよりも高い同軸性、バランス、ジャーナルサイズ精度を実現します
- 優れた耐久性: 適切にメンテナンスされたビレットクランクは、過酷な使用条件下でも通常20年以上持ちます
ビレットクランクシャフトの欠点
- 最も高価格: ビレットクランクは、Calliesなどのメーカーの鍛造品と比較して通常1,000〜1,200ドル高くなります。Scat社の高度にカスタマイズされたモデルでは、鍛造品より2,000〜8,000ドル高くなる場合があります
- リードタイムが長い: 製造工程全体には、複雑さや工場の負荷状況により数日から数週間かかります
- 加工による応力集中が発生する可能性: 不適切に製造されたビレットクランクは、機械加工面に応力集中が生じる可能性があります。品質管理が極めて重要です
- 鍛造品より本質的に強いわけではない: CalliesのBrook Piper氏が述べているように、「完全に同じ素材から作られた2つのクランク、つまり鍛造品とブロック材(ビレット)製品を比較した場合、粒状組織の圧縮による効果により、常に鍛造品の方が毎回強い」ということです。
- 適切な応力除去が必要です: 金属には記憶効果があるため、機械加工中に寸法の不安定さを防ぐために注意深く応力を除去する必要があります。
重要なポイントは何か? ビレット製クランクシャフトは、出力レベルによってねじり荷重が鍛造クランクシャフトの疲労限界を超える場合にのみ必要になります。そのしきい値以下の使用では、使われることのない性能に対して高価格を支払っているだけです。Piper氏が率直に認めているように、「10回中9回は、私たちの鍛造品で十分対応できます。だからこそ、私たちは顧客と丁寧に相談して進めるのです。」
高品質なビレットロッドはクランクシャフトと組み合わせることで回転部品の完成度を高めますが、それでもクランクシャフトの選択が最も重要です。ビレット製品の利点が投資に見合う状況と、プレミアムフォージド製品が実使用上で同等の性能を発揮する状況を理解することで、本当に必要な仕様を選ぶ知識を持つビルダーと、単に不要なスペックを追いかける者の差が生まれます。

実績ある性能のための鍛造4340鋼クランクシャフト
おそらく驚かれるかもしれませんが、現実としてほとんどのパフォーマンスエンジン構築において、高品質な鍛造4340クランクシャフトは必要十分な性能をすべて提供します。そのうえでビレット製品のような高価格はかかりません。なぜ鍛造プロセスが本質的に強靭なクランクシャフトを生み出すのかを理解すれば、Calliesクランクなどのメーカーがこの実証済みの技術に基づいて評判を築いてきた理由が明らかになります。
鍛造クランクは、強度、信頼性、コストパフォーマンスが最適に交わるバランスポイントを示しています。 according to Callies Performance Products , "10回中9回は、当社の鍛造品がその仕事を確実にこなします。" これはマーケティング用語ではなく、真剣な製作者向けの実用的な指針として凝縮された、数十年にわたるレース経験に基づくものです。
本格的なパフォーマンス構築における最適ポイント
高品質なキャリーズクランクや同様のプレミアム鍛造クランクシャフトを優れた選択肢たらしめているのは何でしょうか? その答えは、製造工程自体にあります。鋳造のように溶融金属を金型に流し込むのでも、固形材から材料を削り出すビレット切削加工のでもなく、鍛造は加熱された鋼材に極めて高い圧力をかけて成形する方法です。この工程は金属内部の組織構造を根本的に、かつ有益な方法で変化させます。
鋼材を多トン級のプレスで鍛造ダイに加熱・圧縮すると、結晶粒構造はクランクシャフトの輪郭に沿って連続的に流れます。ケイリーズのブルック・パイパーが説明するように、「まったく同じ素材から作られた2つのクランクがあった場合、一方を鍛造、もう一方をブリレット(丸棒材切削)で製作すれば、常に鍛造の方が強度が高くなります。」これは、鍛造によって結晶粒が圧縮され、配向されることで、最も必要な箇所に precisely 向かって方向性のある強度が生まれるためです。
数字がその理由を物語っています。信頼できるメーカーによる高品質な鍛造4340クランクシャフトは、適切に設計された用途において確実に1,200〜1,800馬力まで耐えることができます。800〜1,200馬力のストリート/ドラッグ走行用エンジン(真剣なパフォーマンスエンジンの大部分をカバーしています)では、鍛造クランクは非常に優れたコストパフォーマンスを発揮します。 according to Spool Imports によれば、彼らのLS用鍛造クランクシャフトは、3.622インチおよび4.000インチのストロークで、高品質なHビームまたはDrag Pro鍛造コンロッドとバランスを取ることで、これらの出力レベルを問題なく処理できます。
疲労強度にとって Grain Flow(結晶粒の流れ)が重要な理由
複数の鋼線がより合わさった束を想像してみてください。その束は特定の経路に沿って曲げられています。個々のケーブルはその強度を保ちつつ、束全体は一方向に統一されたことで集団的な強度を得ます。鍛造時の鋼材の結晶粒構造も、これと本質的に同じ現象が起こっています。つまり、結晶構造が部品の形状に沿って整列し、流れ込むように配置されるのです。
このように整列した結晶粒の流れにより、多くの用途において、切削加工されたブランク材(ビレット)と比較して優れた疲労強度が得られます。これが重要な理由は次の通りです。
加工硬化: 鍛造プロセス自体が鋼材を加工硬化させます。金属が圧縮され、成形される過程で、その結晶構造はより緻密になり、変形に対する抵抗性が高まります。この固有の強化は鍛造プロセス全体を通して自然に発生します。つまり、単に金属を成形しているだけでなく、同時にそれを強くしているのです。
連続する結晶粒界: 鍛造クランクシャフトでは、メインジャーナルからロッドスロー、そしてカウンターウェイトに至るまで、結晶粒界が連続的に流れています。応力が集中するような急激な遷移部分は存在しません。これに対して、ブリット材からの切削加工では、クランクシャフトの最終的な形状に関わらず、既存の結晶構造を切断することになります。
疲労亀裂抵抗性: 疲労破壊は通常、応力が集中する結晶粒界で発生します。鍛造されたクランクシャフトは、その輪郭に沿って整列した結晶の流れを持つため、応力をより均等に分散させ、結晶構造が断絶している部品よりも亀裂の発生をより効果的に防ぎます。
品質は素材の調達と加工方法にも大きく依存します。カリーズ社のブルック・パイパー氏が指摘するように、「4340鋼として認定される範囲は広く、世界中の多くの地域で材料の清浄度に課題がありますが、それでも4340鋼材の規格要件を満たしているとみなされます。」そのため、素材のサプライチェーンを自ら管理しているメーカーが製造する鍛造クランクシャフトを選ぶことが非常に重要なのです。
たとえば、Calliesはグローバルに原材料を調達し、自社が純度の最も高いSAE 4340 ビレットであると考える材料を使用して、マグナムクランクシャフトラインを製造しています。同社のCompstarラインは、より手頃な価格の選択肢を提供しており、海外のCallies所有の金型で鍛造され、仕上げ前の寸法まで粗加工された後、オハイオ州で最終加工が行われます。このアプローチにより、約1,000馬力までのレーシング用途に対して費用対効果の高い価値を実現しています。
鍛造クランクシャフトの品質階層
すべての鍛造クランクシャフトが同じ品質というわけではありません。品質の階層を理解することで、ご自身のパワーゴールに応じた適切な投資が可能になります。
プレミアム国内鍛造(Callies Magnum、またはそれと同様のもの) 国内産の4340素材を使用し、最大のニッケル含有量と最適な熱処理を実現したアメリカ製です。適切に設計された用途において、1,500~1,800馬力まで信頼性を発揮します。高度な窒化処理により、表面硬度が高くなっています。
ミッドレンジ鍛造(Callies Compstar、またはそれと同様のもの) 海外で品質管理された金型で鍛造され、国内で仕上げ加工されています。Brook Piper氏は、「800馬力用のビッグブロッククランクを求めるマニアに最適です。当社のCompstarならそのような用途でも問題なく使用できます」と述べています。1,000馬力以下の構成にはコストパフォーマンスに優れています。
経済的鍛造品: 素材基準がやや緩やかな輸入鍛造品。マイルドなパフォーマンス向上用途には適していますが、疲労寿命が重要な本格的な高出力用途には推奨されません。
鍛造クランクシャフトを高品質なCarrilloロッドまたは同様の鍛造コンロッドと組み合わせることで、強度特性が互いに補完されるローテーションアセンブリを構築できます。部品間のこうした相乗効果により、信頼性を最大限に高めながら費用を抑えることが可能です。
鍛造4340クランクシャフトの長所
- 優れた疲労寿命: 整然とした結晶粒構造により、繰り返し応力が加わる環境下での亀裂発生および進展に対して卓越した耐性を発揮します
- 証明済みの信頼性: 何十年にもわたるレースでの成功実績から、仕様が適切であれば鍛造クランクシャフトが非常に高い出力にも対応できることを証明しています
- ビルレット製よりも優れたコストパフォーマンス: プレミアム鍛造クランクは、同等のブローチ材オプションよりも1,000〜1,200ドル安価でありながら、90%のパフォーマンス用途に十分対応します
- 広範な入手可能性: 複数のメーカーが人気のあるエンジンプラットフォーム向けに、納期も現実的な鍛造オプションを提供しています
- 加工硬化強度: 鍛造プロセス自体が母材の物性を超える固有の強度的利点を生み出します
- 確立された出力閾値: 鍛造クランクの適用可否やアップグレードの必要性について、明確で実証済みのガイドラインが存在します
鍛造4340クランクシャフトの欠点
- カスタムストローク選択の制限: 鍛造には高価な金型が必要なため、小規模生産では非標準ストロークの採用は非現実的です
- 鍛造欠陥の可能性: 品質管理が不十分な場合、内部欠陥が故障が発生するまで検出されない可能性があるため、常に信頼できるメーカーを選ぶべきです
- 素材の供給元による変動: 海外製鍛造品は仕様上は満たしている4340材を使用している場合でも、ニッケル含有量が低かったり、清浄度が最適でない場合があります
- 有限な耐力上限: 1,800馬力を超えると、高級鍛造クランクでさえも継続使用時の疲労限界に近づきます
結論として、1,500馬力未満のパフォーマンスエンジン構築の90%においては、高品質な鍛造4340クランクシャフトが賢明な選択です。実績があり信頼性が確認された技術に投資することで、他の回転部品に予算を回す余地ができ、より大きな差を生むことができます
キャリーズのブルック・パイパー氏が述べているように、「例えば、愛好家が800馬力用の大口径クランクシャフトを求めていたとします。その場合、我々のCompstarシリーズは一日中でも問題なく対応できます。アメリカ製でより長寿命のものを希望するなら、鍛造素材のクランクシャフトに3,000ドルかけることになるでしょうが、それが私たちの仕事です。私たちは顧客のニーズに合わせて最適な選択ができるよう、丁寧にサポートしています。」この正直なアプローチ——クランクシャフトの選定を最大スペックではなく実際の要件に合わせること——こそが、知識のあるビルダーと単に自慢のためにスペックを追いかける人々との違いを生み出しているのです。
高精度ホットフォージドクランクシャフト(品質認証済み)
優れた鍛造クランクシャフトと卓越した鍛造クランクシャフトの違いは何でしょうか?それは単なる鋼鉄合金や基本的な鍛造プロセスだけではなく、生産ラインから出荷されるすべての部品に込められた精度、一貫性、そして品質保証にあります。変動を許容できないプロフェッショナルなエンジンビルダーおよびレーシングチームにとって、IATF 16949認証の下で製造された高精度熱間鍛造クランクシャフトは、標準的な鍛造品と高価なブロック材切削加工品の間に位置する、プロフェッショナルグレードのソリューションです。
鋳造クランクシャフトと鍛造クランクシャフトを比較する場合、その違いは明らかです。しかし鍛造というカテゴリ内においてさえ、製造品質には著しい差が存在します。高度な工程管理と認定された品質管理体制の下で製造された高精度熱間鍛造クランクシャフトは、標準的な鍛造品では到底達成できない一貫性を実現します。しかも、本格的なエンジン構築において現実的な価格帯を維持しています。
重要部品のための認定品質管理
クランクシャフトの品質に対するIATF 16949認証の意味を完全に理解せずに、これまでに何度かその認証を目にしたことがあるでしょう。この国際的に認められた品質管理規格は、自動車生産の要件に特化しており、厳格なプロセス管理、文書化された手順、および継続的改善のプロトコルを要求しています。製造業者がこの認証を保持している場合、単なるクランクシャフトではなく、製造の一貫性が保証された製品を得ることになるのです。
なぜこれがローテーティングアセンブリにとって重要なのか?厳しい管理が行われていない場合のクランクの鋳造または基本的な鍛造工程で何が起こるかを考えてみてください:
- 加熱時の温度変動が不均一な結晶粒構造を引き起こす
- 金型の摩耗が生産ロット間の寸法誤差を生じる
- 不十分な検査が欠陥部品の出荷を許可してしまう
- 材料の置き換えや汚染が検出されずに済む
高精度鍛造認定により、これらの変動要因は排除されます。クイーンシティ・フォージングによると、鍛造プロセスによりより均一な材料組織が促進され、応力集中源となり破損の原因となる介在物や偏析の存在が低減されます。IATF 16949の品質プロトコルと組み合わせることで、すべてのクランクシャフトが文書化された仕様を満たすようになり、単に「大部分」ではなく「すべて」が基準を満たします。
この認定はトレーサビリティも保証します。問題が発生した場合でも、認定製造業者は材料、工程、検査を生産チェーン全体にわたって遡って追跡できます。複数のエンジンを運用するレーシングチームや、専門的評判を守らなければならないエンジンビルダーにとっては、このような記録文書が非常に貴重な安心感を提供します。
高精度鍛造が結晶粒構造の利点を最大限に活用する方法
高度な熱間鍛造プロセスは、鍛造構造が本来持つ利点を工学的な最適化によってさらに高めます。鋼材を正確な温度に加熱し、制御された条件下で注意深く設計された金型内で成形することで、前述した結晶粒組織の利点——整列した流れ、加工硬化、および方向性を持つ強度——が最大限に発揮されます。
以下は、精密鍛造ならではの、標準的な工程にはないメリットです:
最適化された金型設計: 社内のエンジニアリングチームはコンピューターモデリングを活用して、応力が集中する重要な部位において結晶粒の流れを最大化する鍛造金型を設計します。フィレット半径、ジャーナル部の遷移、カウンターウェイト根元など、すべての部位に対して、基本的な鍛造プロセスで自然に生じるパターンではなく、意図的な結晶粒配向が施されます。
制御された変形速度: 鍛造時の速度と圧力は、最終的な材料特性に影響を与えます。鍛造に関する研究で指摘されているように、変形量と鍛造温度を調整することで加工硬化の程度を制御でき、材料の機械的特性を最適化することが可能です。精密鍛造設備では、これらの変数を正確に制御しています。
一貫した熱処理: 鍛造後の焼入れ、焼戻し、焼きなましなどの熱処理工程により、さらに機械的特性が向上します。認定施設では、これらの工程を文書化して管理しており、すべてのクランクシャフトに同一の処理が施されるよう保証しています。これにより、厳密さに欠ける作業で発生するロット間のばらつきを排除できます。
表面品質の最適化: 鍛造プロセスは優れた表面品質を持つ部品を製造でき、これは疲労強度にとって重要です。滑らかで欠陥のない表面はクラック発生のリスクを低減し、全体的な強度と耐久性に寄与します。精密鍛造では、この表面品質を一貫して実現できます。
Callies.comなどで見つかるメーカーから部品を調達しているプロ用エンジンビルダーやCarrilloロッドの同等品を探している方々にとって、こうした能力を持つ鍛造パートナーを見つけることで、量産における一貫性の課題を解決できます。
迅速な試作から量産まで
レーシングチームやプロのエンジンビルダーは、開発期間が非常にタイトであることがよくあります。設計の検証には素早い試作部品が必要であり、仕様確定後は量産へ円滑に移行できる体制が求められます。自社内にエンジニアリング能力を備えた高精度熱間鍛造工場は、こうしたワークフローを効率的に実現できます。
例えば シャオイ (寧波) メタルテクノロジー iATF 16949認証と強度および生産性の両面で設計を最適化するためのエンジニアリング専門知識を備え、最短10日でラピッドプロトタイピングを提供します。寧波港近くに立地しているため、国際的なレーシングプログラムや世界中から部品を調達するエンジンビルダーに対して迅速なグローバル出荷が可能です。
クランクシャフトの設計にはトレードオフが伴うため、このプロトタイピング能力は重要です。カウンターウェイトの配置はバランスと風圧損失に影響し、ジャーナルの寸法はオイル膜の厚さおよび軸受の負荷容量に関係します。ストローク寸法はコンロッドの角度およびピストン速度を決定します。鍛造金型から得られるものを受け取るだけではなく、設計段階でのエンジニアリングサポートがあれば、特定の用途に応じた強度対重量比を最大限に高めた最適化された部品を実現できます。
高精度ホットフォージドクランクシャフトの利点
- 認定された品質保証: IATF 16949認証により、一貫した製造プロセスと文書による追跡可能性が保証されます
- 最適化された結晶粒構造: 高度な金型設計と制御された鍛造パラメータにより、鍛造構造が本来持つ強度の利点を最大限に引き出します
- 大量注文での競争力のある価格: プロフェッショナルなエンジンビルダーおよびレーシングチームは、品質を犠牲にすることなく規模の経済の恩恵を受けられます
- 試作から量産までの迅速な対応: 社内エンジニアリングおよび迅速試作能力により、開発期間を短縮できます
- 鍛造欠陥の排除: 厳格な品質管理により、標準的な鍛造品の強度を損なう介在物、気孔、結晶粒の不規則性を検出します
- グローバルなコンプライアンス: 認定された製造プロセスは、レース団体およびOEMプログラム向けの国際品質基準を満たしています
高精度熱間鍛造クランクシャフトの欠点
- 最小注文数量が必要な場合があります: カスタム仕様は通常、金型の開発およびセットアップ費用を正当化するために最小注文数量(MOQ)が必要です
- 単発生産には不向き: 単一のクランクシャフトのみを必要とする個人の趣味制作者は、市販品の方がより実用的だと感じるかもしれません
- カスタム工具のリードタイム: 試作は迅速ですが、独自設計による新しい金型の開発には追加の計画期間が必要です
プロフェッショナルな製作者の選択
精密ホットフォージング製クランクシャフトは、ビレット材と鍛造材の強度比較において独特の地位を占めています。鍛造に固有の粒状組織の利点—加工硬化、結晶粒の流れの整列、内部空洞の排除—を享受しつつ、プロフェッショナル用途に求められる高い製造の一貫性を提供します
複数台の車両を運用するレースチーム、量産体制を持つエンジンメーカー、あるいは部品のバラつきを許容できない立場の方々にとって、このカテゴリーは強度、一貫性、コストパフォーマンスという点で最適な組み合わせを提供します。必要としない性能のためにビレット製品の高価格を支払うわけではなく、一方で品質管理が不確かな安価な鍛造品に賭けることもありません。
鍵となるのは、鍛造技術に加えて認証された品質管理体制とエンジニアリングサポートを兼ね備えたメーカーと提携することです。クランクシャフトの信頼性が、あなたの評判やレースシーズンの成否を左右する場合、認定工場による精密な熱間鍛造は、すべての部品が正確な仕様を満たしているという確信をもたらします。

鋳鋼クランクシャフトとその性能限界
プレミアムな鍛造またはビレットクランクシャフトに投資する前に、何を交換しようとしているのか、そしてその理由を理解する必要があります。鋳鋼クランクシャフトは、ほとんどの量産車両に標準装備されているエントリーレベルの選択肢です。ストック状態の用途では十分な性能を発揮しますが、出力向上のために工場仕様以上の構成を検討する際には、その限界を理解することでより賢明な判断が可能になります。
このように考えてください。組立ラインから出てきたすべてのエンジン——小排気量のChevy製ブロックであろうと、283クランクシャフトの用途であろうと、あるいは300 Fordの直列6気筒であっても——おそらくは鋳造クランクシャフトを搭載しています。メーカーが鋳造を選択するのは、それが大量生産において経済的だからであり、優れた強度を持っているからではありません。あなたの求める出力が、工場の設計者が想定した範囲を超える場合、この鋳造部品が回転系アセンブリにおける弱点となってしまいます。
鋳造クランクシャフトの限界について理解する
鍛造またはブロック材(ビレット)製のクランクシャフトと比べて、鋳造クランクシャフトが根本的に異なる点は何でしょうか?それは金属の成形方法と、それによって生じる内部構造にあります。
次のように指摘されているように Street Muscle Magazine 鋳造クランクは、溶融状態の素材(通常は鋳鉄)を金型に流し込んで素形を作ることで製造されます。この製法の利点には、低コスト、安価な金型、完成品を得るために必要な機械加工が最小限であることが含まれます。そのため、OEMメーカーが使用するクランクの圧倒的大多数がこのプロセスで作られています。
しかし、パフォーマンスチューニング向けの用途ではここに問題が生じます。金属が金型内で液体から固体へと凝固する際、結晶粒(グレイン)構造はランダムに形成されます。鍛造のようにクランクシャフトの形状に沿って整列した流れが得られることもなく、ビレットのように材質の一貫性が保証されることもありません。このランダムな粒界配向は、いくつかの重大な弱点を引き起こします。
疲労強度の低下: 不規則な結晶粒界は応力が集中するポイントとなり、亀裂の発生源になります。クランクシャフトが通常運転中に受けるような繰り返しの負荷サイクルでは、これらの弱点が整合った粒界構造よりも早く損傷を蓄積します。
引張強度の低下: 同じ資料によると、鋳造クランクは引張強度が約60,000 PSIから始まりますが、鍛造品はこの数値を2倍以上に高め、最大125,000 PSIに達することができます。エンジンが出力の大規模なパワーを発生させる場合、これは非常に大きな差です。
応力下でのもろさ: 伸び率(破断前に材料がどれだけ変形できるか)が真の姿を示しています。量産車用の鋳造クランクの伸び率は約3%であり、比較的もろいことを意味しています。球状黒鉛鋳鉄(ノジュラー鋳鉄)でもわずか約6%までしか改善されません。これに対して高性能な鍛造クランクは20%以上という伸び率を実現しています。
大排気量エンジン用のアプリケーションや、著しい高出力を目指す構成においては、これらの制限が理論上の問題ではなく、むしろ故障リスクとなる。
純正鋳造クランクシャフトで十分な場合
制限はあるものの、鋳造クランクシャフトにも正当な用途が存在する。すべてのエンジン構成に高級部品が必要というわけではなく、鋳造クランクが依然として適している場面を理解していれば、不要な性能のために過剰な支出を防ぐことができる。
に従って Summit Racingの技術専門家 鋳鉄または球状黒鉛鋳鉄製クランクシャフトは、通常300〜400馬力まで確実に耐えうり、週末に時折トラック走行を行う程度なら問題ない。Summit Racingの技術部門に所属するカール・プリッツ氏は、鋳造クランクシャフトはノーマル仕様または軽度に改造されたストリート用エンジンに最適だと指摘している。
業界の一般的なガイドラインでは、鋳造クランクは450~500馬力以上の出力を求めるエンジン構築において、交換対象になるとされています。この閾値は無作為に定められたものではなく、繰り返し使用時の鋳造構造の疲労限界に応力が近づき始めるポイントを示しています。
鋳造クランクシャフトの使用に関する実用的なガイドラインを以下に示します:
- ストックの再構築: 工場仕様に従ってエンジンを再生する場合、元の鋳造クランクで十分です
- マイルドなストリートパフォーマンス: インテーク、ヘッダーやカムのアップグレードなど、ボルオン式の改造で出力を400~450馬力以下に抑える場合は、鋳造クランクでも問題なく動作します
- 低負荷の日常使用車: レッドゾーンにほとんど達せず、持続的な高負荷運転を経験しないエンジンは、鋳造クランクを永久に使用できます
- 予算重視の構築: 予算が限られている場合、工場製の鋳造クランクを使用することで、ヘッド、カム、または強制吸気システムなどへの予算配分が可能になります
Street Muscle Magazineのマイク・マクラフリン(ランティ社)が説明するように、クランクシャフトの強度とは、単に一度の過酷な使用に耐えられるかどうかというだけの問題ではない。工場出荷時のクランクシャフトは、OEMメーカーにより10万マイル以上、つまり数百万回もの使用サイクルに耐えることを想定して設計されており、その寿命は引張強度以上の要素によって決まる。低回転域と低出力で使用すれば、鋳造とはいえ最も弱いクランクシャフトでも無期限に使用できる可能性がある。
重要な違いは何か?高負荷および高回転状態での使用時間は、ピーク出力と同様に鍛造クランクの必要性を決定づける。公道用の日常使用車に搭載された400馬力のスモールブロックエンジンでは鋳造クランクで十分機能するかもしれないが、同じエンジンを搭載しても、何時間も連続して高負荷で運転されるレジャーボートでは鍛造部品が必要になる。
鋳造鋼製クランクシャフトの利点
- コストが最も低い: 鋳造クランクは鍛造またはブランク材からの切削製品よりも大幅に安価であり、比較的穏やかな用途の構成において予算に優しい選択肢となる
- 純正用途向けに入手しやすい: OEM純正交換用の鋳造クランクは、最も一般的なエンジンプラットフォームに対して広く在庫されています
- マイルドビルドに十分: 公道用途で400~450馬力以下の出力であれば、鋳造構造でも信頼性を持って動作します
- 特別な熱処理不要: 鋳鉄ジャーナルは機械加工中に加工硬化するため、鍛造クランクに必要な熱処理工程が不要になります
- 調達が容易: 解体業者、パーツ店、オンラインサプライヤーは、幅広い鋳造クランクの在庫を維持しています
鋳鋼クランクシャフトの欠点
- 最も低い強度: 引張強度が約60,000~80,000 PSI程度であり、鍛造品と比較して大幅に出力耐性が制限されます
- 予期しない破損モード: 不規則な結晶構造のため、亀裂がさまざまな場所で発生し、破損を予測することが困難になります
- 高性能用途には不向き: 500馬力以上または長時間の高回転運転を想定した構成では、鋳造クランクシャフトを超えるものへのアップグレードが必要です
- もろさ: 伸び率が低いため、鋳造クランクは破損前に曲がったり警告を示したりするのではなく、突然破断する傾向があります
- 応力下での疲労寿命が限られている: 繰り返しの高負荷サイクルにより、鍛造品と比較して損傷が迅速に蓄積されます
鋳造クランクシャフトと鍛造クランクシャフトの見分け方
構築を始める前に、自分が扱っているものが何かを把握する必要があります。クランクシャフトが鋳造か鍛造かを判別するには、いくつかの簡単な点検手法があります。
鋳造ラインを探す: 鋳造のカーンシャフトは,通常,模様の2つの半分が出会った場所の可視な分離線を示します. この線は反重量に沿って流れていて 掃除せずによく見えます 鍛造されたも 隔線があるかもしれませんが 通常は狭く 清潔です
表面仕上げを確認する: 鋳造曲線は,加工されていない領域では,表面の質感が少し粗で多孔性があることが多い. 鍛造されたクラークは,最終加工の前にさえも,より滑らかで密度の高い表面を示す傾向があります.
研究部件番号: 工場部品番号は,通常,クラークが鋳造されたものか鍛造されたものかを示します. シェブロレエンジンの場合,クランクの鋳造番号は,既知の鋳造および偽造アプリケーションと交差参照することができます. 製造元によって明示的にマークされる.
重量比較: 鋳造鋼のクラークは,より密度の高い材料のため,同じストロックの鋳鉄の同等のものよりもわずかに重くなる. 仕様書にアクセスできるなら,実際の重量を既知の値と比較すれば 建築の種類が確認できます
マグネット試験: 決定的な方法ではありませんが、鋳鉄製クランクは鍛造鋼と比べて磁石に対してわずかに異なる反応を示します。この方法は正しく解釈するための経験を必要としますが、追加の確認手段として役立ちます。
本格的なパフォーマンスエンジンを構築する際——300フォード直列6気筒ストrokerであれ、ビッグブロックのモンスターであれ——出発点を把握しておくことで、適切なアップグレード計画を立てやすくなります。600馬力以上の出力を予定しているエンジンでは、現在の状態に関わらず鋳造クランクは交換が必要です。一方で、マイルドなストリート仕様の構成では、同じ鋳造クランクでも今後数年間問題なく使用できる可能性があります。
賢明なアプローチとは、クランクシャフトの構造を実際の出力目標および想定用途に合わせることです。鋳造クランクにもパフォーマンススペクトルの中でその役割はありますが、工場出荷時の部品が自分の意図した仕様で耐えうるかどうかを判断する前に、それが自分の構成要件と一致していることを確認してください。
完全な強度比較表と出力の閾値
各クランクシャフトの製造方法を個別に検討したところで、次にそれらをすべて並べて比較してみましょう。ストroker構成用に立方インチ計算機を使って排気量を算出する場合でも、あるいは単に立方インチの計算方法を確認する場合でも、選択するクランクシャフトは、現時点の数値だけでなく、将来的なパワーゴールにも合致していなければなりません。
この包括的な比較では、これまでに説明した内容をすべて、実践可能なガイドラインとしてまとめています。マイルドなストリートクルーザーを製作する場合でも、専用のドラッグカーを製作する場合でも、クランクシャフトの構造を特定の要件に適切にマッチさせるための明確な基準が見つかります。
製造方法別の強度ランキング
以下の表は、強度とコストパフォーマンスの最適なバランスを持つものから、限定された性能のエントリーレベルまで、クランクシャフトの選択肢を順位付けしています。これを出発点として使い、それぞれのカテゴリで説明した特定の要因もさらに検討してください。
| 製造方法 | 一般的な素材 | 引張強度(psi) | 疲労強度 | 推奨される出力範囲 | 一般的なコスト範囲 |
|---|---|---|---|---|---|
| 高精度ホットフォージド(IATF認定) | 4340 スチール | 180,000-200,000 | 優れた | 600-1,800 HP | $1,200-$2,500 |
| プレミアムビレット | 4340/EN40B 鋼 | 180,000-220,000 | 優れた | 1,500-3,000+ HP | $2,500-$8,000+ |
| 標準鍛造 4340 | 4340 スチール | 125,000-180,000 | とてもいい | 500-1,500 HP | $800-$1,800 |
| 経済型鍛造 | 5140/4130 鋼 | 95,000-125,000 | 良好 | 400-800 HP | $400-$900 |
| 鋳鋼/鋳鉄 | 球状黒鉛鋳鉄 | 60,000-80,000 | 良好 | 500 HP未満 | $150-$400 |
高精度ホット鍛造クランクシャフトが最上位に位置していることに注意してください。これはプレミアムビレットではありません。このランキングは、認定された品質管理と最適化された結晶粒構造が、広範な出力域にわたり卓越した信頼性を実現するという、実際の性能に基づいています。ビレット材は極限の高出力領域で優れていますが、多くの本格的なパフォーマンス構成においては、高精度鍛造が最も適したバランスを提供します。
各クランクシャフトタイプの出力のしきい値
これらの特定の馬力しきい値は、長年にわたるレース経験と文書化された故障事例に基づく業界のコンセンサスを示しています。これらを指針として使用する際には、ピークパワーよりも使用目的が同等に重要であることに留意してください。
500馬力未満: 鋳造クランクシャフトは、時折サーキット使用を行うストリート走行用途においては依然として許容できます。工場のエンジニアは、この出力範囲内での信頼性を念頭に置いてこれらの部品を設計しました。ただし、将来のアップグレードを検討している場合は、今すぐ鍛造構造に投資することで、後々の高額な分解作業を防ぐことができます。
500~1,200馬力: 鍛造クランクシャフトが最低限推奨される領域となります。Engine Labsによると、アフターマーケットサプライヤーは通常、鋳造クランクの使用を500馬力までとしています。このしきい値には明確な理由があります。高品質な鍛造4340材質は、ストリート/ドрагストリップ用途においてこの出力範囲を確実に扱うことができます。
1,200~1,800馬力: 認定された品質管理を備えた高級鍛造クランクシャフトが不可欠となる。Callies Performance Productsが指摘しているように、適切なローテーティングアセンブリ部品と組み合わせることで、これらの高級鍛造品は当該出力域を確実にカバーできる。経済的な鍛造品は、このようなレベルでの持続的運転に必要な素材品質および工程管理が不足している。
1,800馬力以上: ビレット製クランクシャフトが推奨される選択肢となる。特にニトロキシド、攻撃的なスーパーチャージャーシステム、または長時間の高回転運転を伴う用途において顕著である。加工前に素材品質を検証でき、カスタムストローク仕様を実現できる点から、このような高出力レベルでは高価格を払う価値がある。
熱処理が最終的な強度に与える影響
製造方法に関わらず、熱処理プロセスはクランクシャフトの最終特性に極めて大きな影響を与える。これは 業界の専門家が説明するところによれば 「鋳造クランクの鍵は熱処理にあります。鋳物は鍛造品とは異なるタイプの熱処理を必要とします。」この原則はすべての構造タイプに共通して適用されます。
熱処理には3つの重要な工程があります:
- 焼入れ: 高温からの急速冷却により、鋼の結晶構造が硬化します
- 焼き戻し: 制御された再加熱によって脆さを低減しつつ、硬度を維持します
- 応力除去: 最終処理では、機械加工や鍛造による内部応力を除去します
一部のメーカーは初期の熱処理直後に約-300°Fまで冷却する深冷処理(クリオ処理)を追加しています。この工程は焼入れプロセスを完全に仕上げ、材料の密度を高めます。高品質なアフターマーケットクランクシャフトメーカーは、自社内で熱処理設備を保有しているか、品質管理を直接確認できる近隣の専門業者と提携しています。
Scat Crankshaftsのトム・リーブ氏は、「自社で熱処理を行うことで、実質的にクランクシャフトを検査していることになります。なぜなら、金属に何らかの問題がある場合、クランクが割れたり、変形したり、膨張して戻ってくるからです」と指摘しています。このように、品質確認が組み込まれているため、熱処理を信頼できない施設に外部委託してはいけません。
鍛造材とブローチ材の誤解
多くの愛好家たちが信じていることと矛盾する真実があります。それは「ブローチ材(billet)が自動的に鍛造材(forged)より強くなるわけではない」ということです。この誤解により、建造者たちは余分な費用をかけたり、あるいは高価なブローチ材を使用すれば優れた結果が保証されると考えたために、エンジン故障を招いたケースさえあります。
Callies Performance Productsのブルック・パイパー氏が明確に述べているように、「まったく同じ素材から作られた2つのクランクシャフトを比較した場合――片方は鍛造、もう片方はブローチ材から機械加工されたもの――常に鍛造の方が強いのです。」鍛造プロセスでは結晶粒が圧縮され、配向されるため、方向性のある強度が生まれますが、これは切削加工で作られたブローチ材では決して再現できません。
ブロック材が優位性を得るのはどのような点ですか?具体的には以下の3つの領域です:
- 材料の選択: ブロック材メーカーは、鍛造用金型では実用的ではないような高仕様の合金(例:EN40B)を使用できます
- 機械加工前の検査: 棒鋼は機械加工を開始する前に欠陥がないか確認することができる
- デザインの自由 高価な金型開発なしに、カスタムストロークやカウンターウェイト構成が可能
しかし、適切な応力除去処理が施されていない、粗悪な機械加工によるブロック材クランクシャフトは、適切に鍛造された製品と比べて疲労強度が実際に劣る場合があります。加工プロセス自体が不適切に行われると応力集中部を生じさせてしまい、また結晶粒界を切断することで、鍛造によって得られる方向性の強度特性が失われます。
実用的な結論は?価格だけで鍛造材の優位性を判断しないこと。認定されたメーカーが製造する精密熱間鍛造クランクシャフトは、品質管理が不十分な業者による安価な鍛造材クランクシャフトよりも、しばしば優れた性能を発揮します。動力の実際の要件に応じて選定し、製造方式にかかわらず品質の高い製造プロセスへの投資を重視しましょう。
適用に関する特別考慮事項
最大馬力の数値だけでは、そのクランクシャフトの全貌を語っていません。その動力をどのように使用するかは、クランクシャフトの構造選定において同様に重要な要素です。
持続的な高回転域での運転 9,000回転/分以上で500マイルレースを走行するNASCARエンジンは、ピークパワーがあるからというより、蓄積される疲労サイクルのため鍛造材構造を必要とします。900馬力のNASCARエンジンが鍛造クランクを使用していても、1,500馬力のドラッグレース用エンジンが鍛造品でない場合があるのは、負荷持続時間の違いによるものです。
瞬間的なトルクの急上昇 一酸化二窒素および過酷なブースト使用では、自然吸気のパワーカーブとは異なる衝撃負荷が発生します。これらの急激な力は、平均的な出力レベルが鍛造構造で十分であると思われる場合でも、材料の降伏強度を超える可能性があります。
ストリート/ドレッグ兼用: 日常の走行と時折のサーキット使用の両方を行うエンジンは、鍛造構造の疲労耐性の恩恵を受けます。繰り返される熱サイクルや変動する負荷条件では、切削材(ビレット)よりも鍛造による結晶粒の配向構造の方が優れています。
専用競技用: 単一目的のレースエンジンでは、特定の条件下に応じたクランクシャフトの選定が可能です。一貫して10秒台のラップを記録するブラケットレーシング用スモールブロックと、ラウンド間での冷却時間を最小限に抑えながらフルパワーで運転するヘッズアップカーとでは、要求される性能が異なります。
これらのニュアンスを理解することで、使用しない機能に過剰な費用をかけることや、限界まで負荷がかかったときに故障するような不十分な部品構成を回避できます。強度比較表は出発点を提供してくれますが、これらの原則を適切に応用することで、クランクシャフトの選択が実際にあなたの構築目的に合致することを保証します。
クランクシャフトの損傷モードとその防止方法の理解
どのクランクシャフト製造方法があなたのパワーゴールに適しているかを知ることは、問題の半分にすぎません。これらの部品が実際にどのように故障するのか、そして壊滅的な破損が起こる前の警告サインを見逃さないことが、エンジンへの投資全体を守ることにつながります。鍛造かビレットかにかかわらず、クランクシャフトの損傷モードは製造方法によって大きく異なります。問題を早期に発見することが最善の防御手段です。
ここに厳しい真実があります:設計上の限界を超える条件にさらされれば、最も強固なクランクシャフトでさえも最終的には破損します。据 自動車の専門家 停止状態から常にアクセルを全開にすると、エンジンに過度の負荷がかかり、クランクシャフトが永久に耐えられないほどの急激なトルクスパイクを吸収しなければなりません。最終的に温度が上がりすぎ、軸受への負荷が大きくなりすぎます。こうした故障メカニズムを理解していれば、それらを未然に防ぐことができます。
極端な負荷下でのクランクシャフトの破損方法
鍛造クランクシャフトとブロック材切削(ビルレット)クランクシャフトは、明確に異なるメカニズムで破損します。この知識があれば、問題が重大な事故になる前に特定できるようになります。
鍛造クランクシャフトの破損パターン: 鍛造クランクは、応力が集中するポイントから発生する疲労亀裂によって破損することが一般的です。最もよく見られる破損開始部位には以下のようなものがあります:
- オイル穴交差部: オイル通路がジャーナル面と交わる部分では、その接続部で応力が集中します。繰り返しの負荷サイクルにより、微細な亀裂が発生し、それが時間とともに進行する可能性があります。
- フィレット半径部: ジャーナルとクランクピンの間の曲線部は、運転中に最も高い応力集中が発生する。これらの領域でのフィレット半径が不十分または表面仕上げが不良である場合、亀裂の発生が促進される。
- カウンターウェイトの根元: カウンターウェイトとメインボディの接合部には、特に高回転域での使用時に大きな曲げ応力がかかる。
鍛造クランクは結晶粒の配向が揃っているため、亀裂は一般的に予測可能な経路に沿って進展する。これはむしろ若干の利点となる——疲労亀裂は完全な破損の前に警告を示すほどゆっくりと成長することが多いからである。鍛造クランクシャフトは亀裂が進行していても、数十回の走行や数千マイルにわたり使用できる可能性があり、問題を検出する機会を与えてくれる。
ビルレット製クランクシャフトの破損パターン: 問題がある場合、ビルレット製クランクはより突然かつ予測不可能に破損する可能性がある。主に以下の2つの破損モードが見られる:
切削加工による応力集中: CNC機械加工で材料の結晶粒組織を切断する際、工具の跡、鋭い内角、または表面欠陥がすべて亀裂発生点となる可能性があります。鍛造では応力のかかる領域に沿って結晶粒が連続的に流れますが、切削加工された表面では、切り込みごとに結晶組織が断絶します。加工品質が不良の場合、これらの断絶部は負荷時に破損箇所となることがあります。
検出されない材料欠陥: ブランク材を使った製作では加工前の材料検査が可能ですが、内部欠陥が検出を逃れる場合もあります。バーブランド内部の深い位置にある介在物、空隙、あるいは偏析した合金濃度は、クランクシャフトが最大応力を受けるまで発覚しないことがあり、その結果、突然の予兆なしの重大な破壊が生じることがあります。
故障モードは、エンジンが持続的な高回転数運転を経験するか、瞬間的なトルクスパイクを受けるかによって大きく異なります。サークルトラックレースで一貫した回転数を維持して運転される351w点火順序のエンジンは、疲労損傷を徐々に蓄積します。351ウィンザーの点火順序は、クランクシャフトに一貫したパターンでストレスを与える予測可能な点火パルスを生成するため、疲労亀裂が段階的に発展します。
対照的に、ニトロキス装備のドラッグエンジンは、材料の降伏強度を超えるような瞬間的な大きなトルクスパイクを経験します。クランクシャフトに既に損傷がある場合、即時的な破損を引き起こすような急激なショック負荷の方が、351ウィンザーの点火順序やその他の点火順序よりも重要になります。
重大な故障前の警告サイン
エンジンを破壊する前にクランクシャフトの故障を察知するには、注意深く観察する必要があります。以下の警告サインは、直ちに対処を要する問題の兆候です:
- 異常な振動: 以前は見られなかった新しい振動、特に特定のRPM範囲で発生するものは、亀裂やベアリングの問題が進行している可能性を示しています。時間とともに変化する固有振動数に注意してください。
- ベアリングの摩耗パターン: 分解時のメインベアリングおよびロッドベアリングの点検では、摩耗の偏り、キズ、あるいは軸受材から銅層が露出しているかを注意深く確認します。これらはアライメント不良やジャーナルの損傷を示しており、クランクシャフトに不均等な応力を与えます。
- 油分析による指標: 定期的な油分析により、目に見える損傷が現れる前に鉄、クロム、または軸受材の粒子増加を検出できます。これらの値を時系列で追跡することで、進行中の問題を明らかにできます。
- 異常な音: エンジン回転数に合わせて発生するノッキング、ガラガラ音、リズミカルな異音は、ベアリングクリアランスの問題やジャーナルの損傷によってクランクシャフトに負荷がかかっていることを示すことがよくあります。
- ハーモニックダンパーの問題: 劣化または不適切なハーモニックダンパーはねじれ振動を抑制できず、クランクシャフトを損傷させる可能性があります。ゴム部の劣化や液体漏れがないか、定期的にダンパーを点検してください。
- 油圧の変動: アイドル時や減速中に特に見られる不規則な油圧は、ジャーナルの摩耗やクランクシャフトのたわみによるベアリングクリアランスの変化を示している可能性があります。
次のように指摘されているように 業界の専門家たち 安価なベアリング、非正規品のボルト、加工精度の低い部品は、公差を維持できず、ミスアライメントやオイルクリアランスの不良、クランクジャーナルへの不均等な負荷が生じるリスクを高めます。クランクシャフトの性能は、それを支える部品の品質に左右されます。
適切なセッティングによる予防
最も良いクランクシャフトの故障とは、そもそも発生しない故障です。製造方法に関係なく、クランクシャフトの寿命を著しく延ばすことができるいくつかの要因があります:
適切なバランス調整: 正確にバランスの取れた回転系は、疲労破損を促進する振動による応力を排除します。専門的なバランス調整では、ピストン、ピン、リング、コンロッド、およびすべての回転質量を考慮し、可能な限り精密なバランスを実現します。
ハーモニックダンパーの選定: ハーモニックダンパーは、各点火パルスでクランクシャフトをバネのようにねじれさせてしまうねじり振動を制御します。ダンパーの特性をエンジン固有のハーモニック周波数に正確に合わせることが重要であり、不適切なダンパーはかえって有害な振動を増幅させる可能性があります。
熱処理および表面仕上げ: 適切な熱処理により材料特性を最大限に引き出し、適切な表面仕上げにより応力集中部を排除します。フィレットローリングは、重要なフィレット半径部を加工硬化させる工程であり、鍛造およびビレットクランクシャフトの疲労寿命を大幅に向上させます。
サポート部品の品質: クランクシャフトはメインベアリング、コンロッドベアリング、および適切な潤滑によって寿命を保っています。OEM品または厳密な仕様に基づいて製造された最高品質のアフターマーケット部品を使用することで、クランクシャフトが真っ直ぐな軸線上でスムーズに回転し、オイル膜によって完全に支えられるようになります。
高出力を狙う組み合わせを構築する際には、過酷な燃料需要に対応するためにHolley Blue燃料ポンプを使用する場合でも、ターボ過給用途向けにC6フォーラムで補助燃料ポンプのブースト方法を探っている場合でも、燃料供給システムの能力がいくら高くてもクランクシャフトが破損してしまっては意味がないことを忘れないでください。燃料システムが生み出す出力を支えるだけのクランクシャフトの耐久性が不可欠です。
経験豊富なエンジンビルダーたちのアドバイスは一貫しています:走行初期(ブレイキン)期間中は急加速、急ブレーキ、不必要な高回転域の使用を避けましょう。こうしたわずかな運転習慣が長期間にわたり蓄積され、クランクシャフトやベアリング、さらにはクランクケース全体の寿命を大幅に延ばすことに繋がります。エンジンの走行初期が完了したら、自分の運転スタイルをクランクシャフトの性能に合わせてください。そして、どんな部品も壊れないわけではないということを決して忘れないでください。
すべての出力レベルにおける最終的な推奨事項
冶金、製造プロセス、故障モード、実際の性能データを検討した後、ここでは的確なアドバイスをお伝えします。週末用の巡航車両にフォード460エンジンを搭載する場合でも、2桁を超える馬力を発揮する専用ドラッグカーの場合でも、クランクシャフトの選択を実際の出力目標に合わせることで、過剰な支出や重大な故障を防ぐことができます。
ビレット製と鍛造クランクシャフトの強度に関する議論は最終的にこうなります:あなたの特定の構成が実際に何を必要としているのか?カーショーでいかにも印象的な話題になるものではなく、長期間にわたり確実にあなたの出力目標に耐えられるものが何であるかです。用途別に詳しく見ていきましょう。
クランクシャフトの種類を構成目的に合わせる
クランクシャフトの選択は、出力レベル、使用目的、予算の優先順位に基づいた論理的な意思決定ツリーに従うべきです。以下に、用途別に明確な推奨事項を示します。
- 600馬力未満の構成: 高品質な鍛造4340製クランクシャフトは、この出力範囲において優れた価値と信頼性を提供します。ストリート用の460フォードエンジンを構築する場合でも、週末のブラケットレース用のスモールブロックを組む場合でも、プレミアム鍛造構造は十分な安全余裕を持ってこれらの出力レベルに対応します。800ドルから1,800ドルを投資すれば、目標出力に耐える信頼性の高いクランクシャフトを手に入れることができ、他のローテーティングアセンション部品の予算も確保できます。鍛造による組織上の利点であるワーキングハーデニングと整粒流線は、ほとんどのストリート/ストリップ構成が要求する以上に疲労耐性を発揮します。
- 600-1,500馬力のストリート/ストリップ構成: 認定された品質管理を備えたプレミアム鍛造クランクシャフトは、最適な選択肢となります。ここで製造の一貫性が非常に重要になります。検証済みの素材品質、適切な熱処理、および文書化された工程管理が必要です。スーパーチャージャー付きフォード460マシンの構成であろうとターボチャージャー付き輸入車プラットフォームであろうと、信頼できるメーカーによる認定済み鍛造クランクは、ビレット製の価格を払わずに必要な強度を提供します。Engine Labsによると、Calliesなどのメーカーは、設計が適切であれば鍛造クランクが1,200~1,800馬力まで確実に耐えうることを実証しています。
- 1,500馬力を超える専用ドラッグレーシング: カスタムストローク仕様、極端なブースト圧力、またはニトロ対応で鍛造品の疲労限界を超えるような用途では、ビルレット製クランクシャフトを検討してください。フォード460のクラテエンジンを購入して本格的な競技用マシンに構築する場合や、カスタムストrokerコンビネーションを開発する場合は、ビルレット製ならではの設計自由度と保証された素材品質が2,500~8,000ドル以上の投資を正当化します。このような高出力領域では、正確なストローク寸法やカウンターウエイト位置、ジャーナルサイズの指定は贅沢ではなく、実用上必須となります。
- プロレーシングチームおよび大量生産メーカー: IATF 16949認証を受けた高精度ホットフォージド部品は、強度・一貫性・コストパフォーマンスの最良の組み合わせを提供します。複数のエンジンを製作する場合や、レーシングシーズンが部品の信頼性に左右される場合には、認証された製造プロセスにより、標準的な鍛造品に見られるばらつきを排除できます。弊社パートナーである シャオイ (寧波) メタルテクノロジー 最短10日で迅速なプロトタイピングを実現し、高ボリューム生産能力と組み合わせることで、開発および競争に必要なプロフェッショナルプログラムに完全に対応します。
強度選定の結論
経験豊富なエンジンビルダーが理解しているが、カジュアルな愛好家が見落としがちな点は、鍛造材(billet)の強度的利点が意味を持つのは特定の高出力域を超えた場合に限られるということです。Callies Performance Productsのブルック・パイパーが述べているように、「10回中9回は、当社のフォージド部品で十分対応できます。」これは鍛造材の価値を不当に低く評価しているわけではなく、ほとんどの構成では鍛造材が必要とされる限界性能に達しないという正直な認識です。
数字を検討してみてください。高級鍛造クランクシャフトは、同等のブリレット製品に比べて1,000〜1,200ドル安くなります。あなたのエンジンが1,200馬力を発生し、さらに1,800馬力まで耐えられる鍛造クランクを使用している場合、追加のブリレット投資が価値を生む場面はどこでしょうか? 実際にはありません。その1,200ドルは、より優れたコンロッド、高品質ピストン、あるいは精密なハーモニックダンパーを購入する資金として使うべきです。これらの部品こそが、実際に組み合わせの信頼性と性能を向上させるものです。
例外が規則を裏付けることになります。460ビッグブロッククラスの出力を目指し2,000馬力以上に達しようとする場合、あるいはフォード460の点火順序による独特のリズムが強制給気によって極端なシリンダー内圧力を引き起こすエンジン構築を行う場合には、ブリレット構造が賢明な選択となります。実証された素材品質と設計の自由度は投資を正当化します。なぜなら、その能力を実際に活用しているからです。
ほとんどのビルダーにとって、必要のない切削加工製クランクのスペックを追求するよりも、高品質な鍛造クランクとそれを支えるコンポーネントに投資する方がはるかに有益です。
ローテーティングアセンブリの戦略
クランクシャフトの選定は決して孤立して行うべきではありません。ローテーティングアセンブリは、クランクシャフト、コンロッド、ピストン、ベアリング、ハーモニックダンパーが連携して動作するシステムです。これらのコンポーネントが適切にマッチしなければ、高性能クランクシャフトを導入した意味が失われます。
これを戦略的に考える方法は以下の通りです。
- コンロッドの強度をクランクシャフトの性能に合わせる 高価な鍛造クランクシャフトを採用しても、安価なコンロッドを組み合わせると、不要な故障ポイントが生じます。クランクシャフトのグレードに見合ったHビームまたは高品質な鍛造コンロッドを予算に含めてください。
- ピストンの選定はクランクシャフトへの負荷に影響を与える 重いピストンは往復質量とクランクシャフトへの負荷を増加させます。軽量な鍛造ピストンは負荷を低減しますが、ピストンリングの構成選定に注意が必要です。これらのトレードオフを、目標回転数(RPM)に基づいて検討してください。
- ベアリングの品質は極めて重要です: クランクシャフトは、メインベアリングおよびロッドベアリングによって支えられた油膜の上を回転しています。据え付け技術誌「 Tomorrow's Technician 」によると、ベアリングやクランクシャフトの故障原因で最も多くを占めるのは異物の混入です。高性能なトリメタルまたはコーティング処理されたベアリングを使用すれば、本格的なエンジン構築に必要な保護が得られます。
- ハーモニックダンパーの選定: 不適切なダンパーは、有害な振動を抑制するどころか逆に増幅してしまう可能性があります。特に出力が高くなるにつれて、ダンパーの特性をエンジン固有の共振周波数に正確に合わせることが極めて重要になります。
複数のエンジン構築やレーシングチーム向けに一貫した品質が求められるプログラムにおいて、プロフェッショナルなエンジンビルダーが部品を調達する場合、IATF 16949認証メーカーと提携することで調達プロセスを効率化し、仕様の保証を得られます。設計段階での社内エンジニアリングサポートにより、汎用の鍛造金型で生産されるものを受け入れるのではなく、特定の用途に応じた最適な強度対重量比を実現できます。
ご判断のフレームワーク
クランクシャフトの選定を検討する際には、以下の質問に答えてください:
- 現実的なピーク馬力の目標値は何ですか?友人に話す数字ではなく、実際にあなたのコンビネーションで発生する出力です。
- エンジンはどのように使用されますか?日常のドライビング、週末の走行、専用の競技、あるいはプロフェッショナルレース用?
- 回転アセンブリ全体の予算はどのくらいですか?高品質な鍛造品と優れたサポートコンポーネントを組み合わせたプレミアム構成を購入できるのか、それともビルレット製品の価格が他の部分での妥協を余儀なくされるのか?
- ストロークの仕様にカスタムが必要ですか、それとも標準の鍛造オプションで要件を満たせますか?
- 製造の一貫性はどの程度重要ですか?単発での製作では、複数のエンジンで同一部品を必要とするプロフェッショナルなプログラムよりも、変動が許容されます。
これらを正直に検討すれば、クランクシャフトの選択は明確になります。実際の要件に応じて製造方法を適切に選べば、印象的なスペックを追いかけるものの、実際には何の利点ももたらさない「ビレット対鍛造クランクシャフト」の強度論争は自然と解決します。
マイルドなストリート用エンジンを組む場合でも、モンスター級のドラッグカーを作る場合でも、目的は同じです。あなたの目標出力に耐えうる信頼性のある回転系アセンブリを構成することです。賢明に選び、高品質な製造技術に投資すれば、アクセルを踏み込んだときに心配する必要があるのはクランクシャフトではなくなります。
クランクシャフトの強度に関するよくある質問
1. 最も強いクランクシャフトとは何ですか?
クランクシャフトの強度は用途によって異なります。EN40Bまたは4340鋼から削り出したプレミアムビレット製クランクシャフトは、2,000馬力を超える極限の用途に対して最も高い強度を発揮します。しかし、Calliesなどのメーカーが製造する高品質な鍛造4340クランクシャフトは、結晶粒の流れが整列しており、加工硬化した素材を使用しているため、優れた疲労強度を備えています。1,500馬力以下のほとんどのパフォーマンスエンジン構成には、IATF 16949認証を取得した精密熱間鍛造クランクシャフトが、最適な強度と信頼性を提供します。Shaoyi Metal TechnologyのようなIATF認証メーカーは、厳格なプロセス管理および検証済みの材質仕様により、一貫した品質を確保しています。
2. ビレットは鍛造よりも本質的に強いですか?
いいえ、ビレット材が本質的に鍛造材より強いわけではありません。業界の専門家によると、同じ素材から作られた2つのクランクシャフト(一方が鍛造、他方がビレット)を比較した場合、部品の形状に沿った圧縮され整列された結晶粒構造により、鍛造品の方が強度が高くなります。ビレット材の利点は、設計の自由度、機械加工前の材料検査、および高仕様の合金を使用できる点にあります。鍛造プロセスでは、加工硬化した鋼材が得られ、方向性のある強度が生まれますが、ビレット材を切削加工すると既存の結晶粒構造が切断されます。両方式とも適切に製造されれば非常に優れたクランクシャフトが得られますが、それぞれ得意とする出力範囲や用途が異なります。
3. キャスト製クランクシャフトから鍛造製にアップグレードすべき馬力はどのくらいですか?
業界のコンセンサスとして、450~500馬力以上のエンジン構築時には、鍛造クランクシャフトへのアップグレードが推奨されています。鋳造クランクシャフトの引張強さは約60,000~80,000 PSIであるのに対し、鍛造品は125,000~200,000 PSIと高い強度を有しています。500~1,200馬力の出力域では、高品質な鍛造4340鋼材が最低限の推奨基準となります。1,200馬力を超える場合は、品質保証された高級鍛造材が必須です。1,800馬力を超える用途では、最大の強度とカスタム仕様を実現するため、ビレット製が適していると考えられます。
4. 高性能エンジンにおけるクランクシャフトの破損原因は何ですか?
クランクシャフトの故障は、オイルホールの交点、フィレット半径、カウントウェイトの根元など、応力が集中する部位における疲労き裂を起源とする場合が多いです。鍛造クランクシャフトは進行性の疲労き裂によって破損することが多く、警告の兆候が現れやすいのに対し、ブランク材から切削加工されたクランクシャフトは、加工に起因する応力集中や検出されない材料上の欠陥によって突然破損する可能性があります。その他の要因として、不適切な熱処理、ベアリングの品質不良、不一致のハーモニカダンパー、およびクランクシャフトの定格出力容量を超える使用などが挙げられます。定期的なオイル分析、ベアリング点検、異常な振動への注意により、破壊的な故障の前に問題を検出できます。
5. 結晶粒構造はクランクシャフトの耐久性にどのように影響しますか?
組織構造はクランクシャフトの疲労強度および耐久性に大きな影響を与える。鍛造加工では、金属の結晶粒の流れがクランクシャフトの輪郭に沿って整列し、応力が集中する箇所に方向性のある強度をもたらす。この整列した構造は、不規則または断続的な粒状組織よりもクラックの発生および進展に対して優れた抵抗性を示す。ブローチ材からの切削加工では、既存の線状の粒状組織を切断するため、加工面で応力集中点が生じる可能性がある。鋳造クランクシャフトは、不規則な粒状組織を持ち、予測不可能な弱点を含む。適切な熱処理により、製造方法に関わらず、粒状組織の利点がさらに向上する。