 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

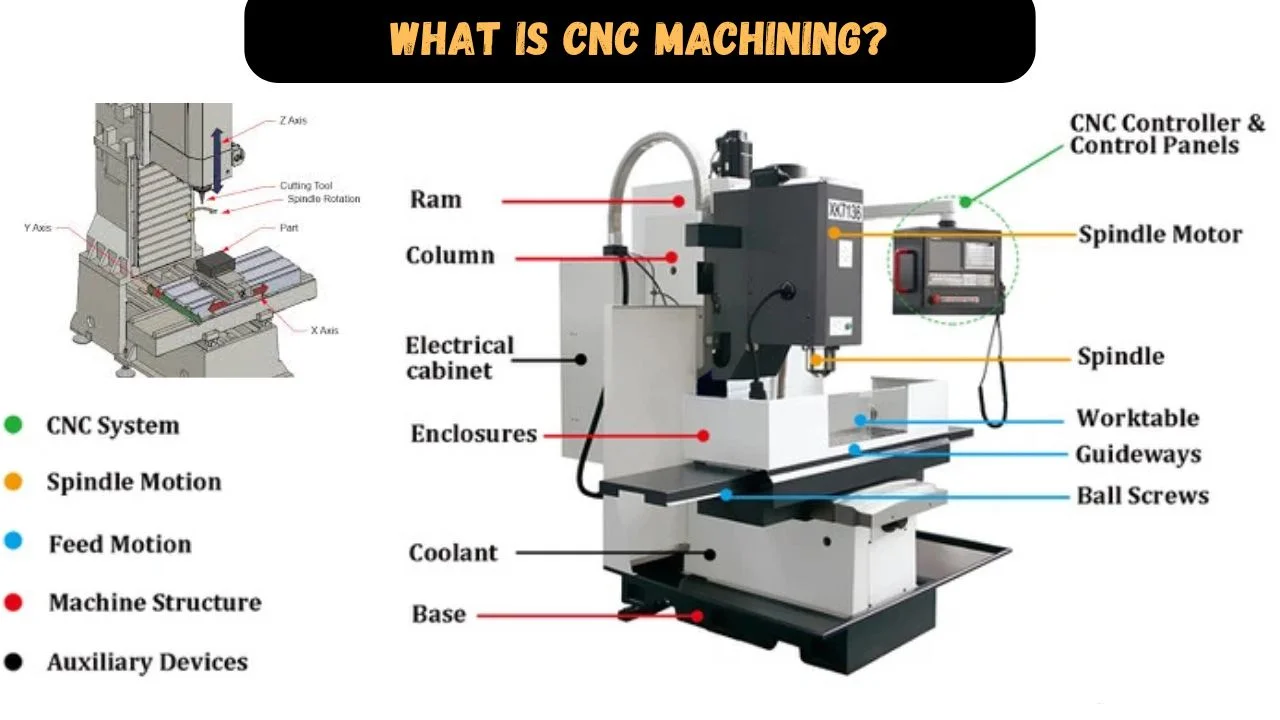
Mi az a CNC megmunkálás? Nézze meg, hogyan válnak az alapanyagok pontos alkatrészekké
Mi a CNC megmunkálás egyszerű nyelven
Mi a CNC rövidítés jelentése egyszerű nyelven
A CNC rövidítés a Számítógéppel Számjegyesen Szabályozott (Computer Numerical Control) kifejezésre utal. Egyszerűen fogalmazva azt jelenti, hogy egy számítógép irányítja a gépi szerszám mozgását és működését. Ha már keresték mi a cnc gép rövidítés vagy akár beírták cnc gép mi az , a rövid válasz a következő: olyan gép, amely programozott utasításokat követ, nem csupán kézi, manuális vezérlésre támaszkodik.
A CNC megmunkálás egy leválasztó gyártási folyamat, amelyben számítógéppel vezérelt gépi szerszámok anyagot távolítanak el nyersanyagból – például fémből vagy műanyagból – a kész alkatrészek előállítása érdekében.
Mit is csinál valójában a CNC megmunkálás
Ez a különbség fontos. A CNC a vezérlési módszer. A CNC megmunkálás maga a vágási folyamat. a szoftverutasítások irányítják a marógépeket, esztergákat, marószerszámokat és egyéb gépi szerszámokat, hogy anyagot távolítsanak el egy tömör blokkból, lemezből vagy rúdból. Ahelyett, hogy anyag hozzáadásával építenénk fel egy alkatrészt, a gép eltávolítja azt, ami nem tartozik oda. Így készítik a gyártóüzletek a gyakori alkatrészeket, például konzolokat, házakat és tengelyeket.
Amikor az emberek megkérdezik mi az a CNC gépelés , általában ezt a gyakorlati képet szeretik: digitális utasítások alapján nyers fém vagy műanyag válik pontos alkatrésszé. És amikor a kérdés cnc megmunkálás az mi , a legegyértelműbb válasz a vezérelt anyageltávolítás.
CNC vs. CNC megmunkálás – szakzsargon nélkül
Amikor az emberek megkérdezik mi egy cnc gép vagy mit jelent a cnc gép , ezek az alapfogalmak lényegesen könnyebbé teszik a témában való tájékozódást:
- CAD: Számítógéppel segített tervezési szoftver, amelyet a alkatrészrajz vagy 3D-modell létrehozására használnak.
- CAM: Számítógéppel segített gyártási szoftver, amely a tervezést megmunkálási utasításokká alakítja át.
- G-kód: A gépi nyelv, amely meghatározza, hogyan mozogjon és működjön a berendezés.
- Szerszámpályák: A vágószerszám által a munkadarab anyagán keresztül követett útvonalak.
- Tolerancia: A célmérettől megengedett eltérés mértéke.
- Munkadarab rögzítése: Az az állvány, befogó, rögzítő vagy rögzítőberendezés, amely biztonságosan tartja a munkadarabot a vágás során.
Ezek a kifejezések az összes elkészült alkatrész mögötti szakmai szótár részét képezik. Az igazán érdekes azonban az, ahogyan ezek a fogalmak összekapcsolódnak a digitális fájltól egészen a végleges megmunkált alkatrészig.
Mi a CNC megmunkálás folyamata lépésről lépésre?
Ezek az alapfogalmak akkor kezdenek értelmet nyerni, amikor sorrendben együtt működőként figyeljük meg őket. Ha valaha már felmerült benned a kérdés: „ mi egy cnc gép és hogyan működik?”, a legegyértelműbb válasz az, ha egy alkatrész útját követjük a digitális fájltól egészen a kész termékig. Egy valós gyártóüzemben a vágás csupán egy része a történetnek. A beállítás, az ellenőrzés, a minőségellenőrzés, a maradékanyag-eltávolítás (deburring) és a felületkezelés mind szerves részét képezi annak, ahogyan elfogadható minőségű alkatrészeket valójában gyártanak.
A CAD-modelltől a CAM-megmunkálási pályákig
- Határozza meg az alkatrészt a CAD-ben. A folyamat egy 2D rajzzal vagy egy 3D modelllel kezdődik. Ez a tervezés tartalmazza a geometriát, a kulcsfontosságú funkciókat, az anyagválasztást és a tűrésekkel kapcsolatos követelményeket.
- Hozza létre a megmunkálási pályákat a CAM-ben. A CAM-szoftver tervezi meg, hogyan fogja a gép elkészíteni az alkatrészt. Kiválasztja a műveleteket, a szerszámokat és a vágások sorrendjét, majd útvonalterveket (toolpath-okat) generál, amelyek a vágószerszám által követendő pályák. Itt választják ki a előtolási sebességet (feed) és a forgási sebességet (speed) is. Az előtolás azt jelenti, milyen gyorsan halad előre a szerszám az anyagban. A sebesség általában a főorsó forgási sebességét jelenti, azaz milyen gyorsan forog a főorsó.
- Átalakítás gépállományként olvasható kóddá (post-processing). Itt válik gyakorlati értékűvé a CNC-gépek programozása. A CAM-kimenetet olyan kóddá alakítják át, amelyet a vezérlő egység képes értelmezni. Ha már keresték a kérdést, hogy mi a G-kód a CNC-gépeknél, akkor tudniuk kell, hogy a G-kód az utasítási nyelv, amely meghatározza, hová és hogyan mozogjon a gép. Gyakori kérdés továbbá, hogy mi a G-kód és az M-kód a CNC-gépeknél. Egyszerűen fogalmazva: a G-kódok a mozgást vezérlik, míg az M-kódok a gép funkcióit irányítják – például a főorsó indítását, a hűtőfolyadék bekapcsolását, a szüneteltetést és a szerszámcsere műveletét. Ha a kérdés az, hogy mi az M-kód a CNC-gépeknél, akkor azt érdemes úgy elképzelni, mint egy gépfunkciót vezérlő parancsot, nem pedig egy vágási pálya meghatározását.
Hogyan irányítja a G-kód a gépet
- Állítsa be a gépet, és rögzítse a nyersanyagot. A működtető betölti az eszközöket, a nyersanyagot befogóba, tokmányba vagy rögzítőberendezésbe helyezi, és beállítja a munkadarab-rögzítést. Ezután beírja az eltolásokat. Az eltolás egy tárolt érték, amely megmondja a vezérlésnek, hol helyezkedik el a munkadarab nullpontja, valamint mindegyik szerszámhegy tényleges helyzete.
- Végezzen szárazfutást, és ellenőrizze. A valódi megmunkálás előtt a programot gyakran tesztelik a munkadarab felett. Ha azt kérdezi, mi a szárazfutás a CNC-megmunkálásban, akkor ez egy vágás nélküli ellenőrző futás, amely biztonságosan felfedezi a hibás mozgásokat, a rossz távolságokat vagy a beállítási hibákat.
Beállítás, megmunkálás, ellenőrzés és utómegmunkálás
- Vágja le az anyagot. A gép a program szerint marja, fúrja, forgácsolja vagy furatja a nyersanyagot a célformára.
- Ellenőrizze a jellemzőket a megmunkálás során. A működtetők folyamat közben mérik a fontos méreteket, és szükség esetén korrigálják a kopási vagy szerszámeltolásokat. Ez segít a megadott tűréshatárok betartásában.
- A kész alkatrész ellenőrzése. A végellenőrzésekhez tolómérőt, mikrométert, magasságmérőt vagy koordináta-mérőgépet (CMM) lehet használni. Ez nem választható plusz szolgáltatás, hanem a gyártási folyamat részét képezi.
- Csiszolás, tisztítás és felületkezelés. A hegyes éleket eltávolítják, a forgácsokat és a hűtőfolyadékot eltávolítják, valamint elvégezik az esetlegesen szükséges felületkezelési lépéseket, hogy az alkatrész biztonságos és használható legyen.
- G-kód: Szerszámmozgást irányító parancsok, például gyors mozgások, egyenes vágások és ívek.
- M-kód: Gépfunkciókat irányító parancsok, például főorsó bekapcsolása, hűtőfolyadék bekapcsolása vagy program leállítása.
- Költségvetés: A szerszámhossz és a munkahely helyzete számára tárolt értékek.
- Előtolás: A szerszám vágás közbeni programozott előrehaladási sebessége.
- Sebesség: A művelethez használt főorsó forgási sebessége.
- Száraz futás: Egy ellenőrző futás a munkadarab megmunkálása nélkül.
Ez a CNC megmunkálás gyakorlati értelmezése. A folyamat sorrendje általában azonos a különböző gyártóhelyeken, de a munkát végző gép jelentősen eltérhet, és a tengelyek száma meghatározza, hogy a szerszám milyen részeket tud elérni.
Mi egy CNC marógép, esztergagép és megmunkálóközpont?
A tengelyek száma csak akkor kezd értelmet nyerni, ha ismerjük a ténylegesen végző gépet. Itt bukkanak el sokan a kezdők. Egy marógép, esztergagép, marószerszám-gép (router) és megmunkálóközpont mind CNC berendezések , de nem cserélhetők fel egymással, és mindegyik más típusú alkatrészhez alkalmazható.
A legfontosabb CNC géptípusok, amelyekről hallani fog.
Ha a kérdés az Ön számára mi egy CNC marógép , képzeljen el egy forgó marószerszámot, amely egy rögzített munkadarabot formáz. A marógépeket gyakran használják lapos felületű, zsebes, horpadt vagy furatokkal ellátott alkatrészek gyártására. Az esztergagép ezt a viszonyt megfordítja. Ebben mi az a CNC esztergagép a munkadarab forog, miközben a vágószerszám anyagot távolít el, ezért az esztergák természetes választás a tengelyek, bushingok, csatlakozók és egyéb kerek alkatrészek gyártására.
Ha már kereste mi az a CNC marógép képzeljen el egy olyan gépet, amely nagyon hasonlóan működik egy marógéphez, de gyakran síklemezes alapanyagokon és lágyabb anyagokon – például fán, műanyagokon és egyes alumíniumfajtákon – alkalmazzák, ahogy azt a Rex Plastics leírja. Egy CNC megmunkálóközpont általában egy marógép-orientált gép, amelyet több művelet elvégzésére állítottak be kiváló ismételhetőséggel, ezért gyakori választás több funkciót tartalmazó prizmatikus alkatrészek gyártásához.
| Géptípus | Tipikus alkatrészforma | Mozgásstílus | Mikor előnyös a használata |
|---|---|---|---|
| CNC frászó | Tömbök, konzolok, házak | Forgó marószerszám lineáris tengelyeken mozog | Sík felületek, zsebek, kontúrok, furatok |
| Cnc eszterga | Tengelyek, bélések, kerek szerelvények | A munkadarab forog, miközben a szerszám vág | Hengeres vagy forgásszimmetrikus alkatrészek |
| CNC MEGMUNKÁLÓ KÖZPONT | Több funkciót egyesítő prizmatikus alkatrészek | Marásra épülő megmunkálás, gyakran kevesebb beállítással elrendezve | Több marási funkciót igénylő, ismételhetőséget követelő alkatrészek |
| Cnc router | Panelok, burkolatok, lemezalapú alakzatok | Nagysebességű vágás sík anyagfelületen | 2D és 2,5D megmunkálás lágyabb anyagokban |
Mit jelent valójában a 3 tengelyes, 4 tengelyes és 5 tengelyes megmunkálás
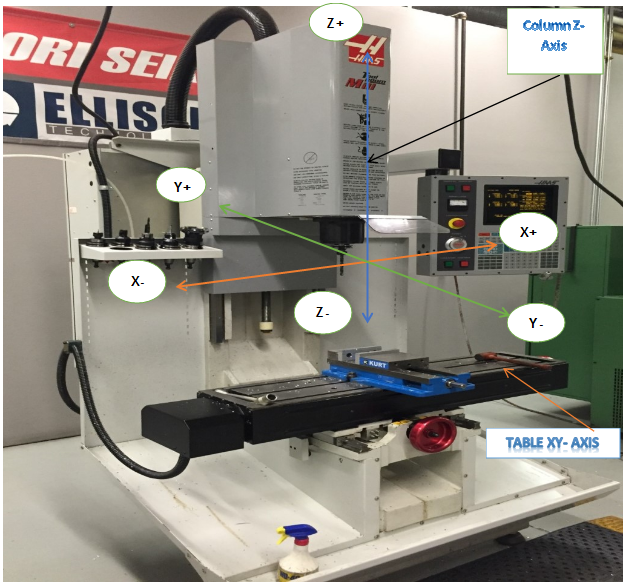
Az alapvető koordináta-rendszer az X, Y és Z tengelyekből áll. Az A&M EDM leírása szerint az X és Y tengely a vízszintes mozgást, a Z tengely pedig a függőleges mozgást jelöli. Tehát, ha már érdekelte milyen irányba mutat a Z-tengely a CNC gépen , a rövid válasz egy tipikus függőleges marógépnél felfelé és lefelé.
Egy 3 tengelyes gép ebben a három lineáris irányban mozog. Egy 4 tengelyes gép forgó mozgást is hozzáad. A legtöbb marási vitában mi a 4. tengely egy CNC gépen az A-tengelyt jelenti, amely az X-tengely körül forog, ahogy azt CNC Cookbook magyarázza. Ez a további elérési lehetőség csökkentheti a munkadarab eltávolításának és újra pozicionálásának számát. Ha azt kérdezi mi egy 5 tengelyes CNC gép , akkor egy második forgó tengelyt ad hozzá, így a vágószerszám vagy a munkadarab több megközelítési szögből érheti el a bonyolult felületeket és a többoldali elemeket.
Alapvető mozgási fogalmak, például orsó, előtolás és Z-tengely
- Főtengely: Az elforgó egység, amely meghajtja a vágószerszámot egy marógépen vagy routeren.
- Előtolás: A szerszám haladási sebessége az anyagban.
- Z-tengely: A függőleges vágási irány egy tipikus függőleges marógépes beállításnál.
- Forgó tengely: Egy további tengely, amely a munkadarabot vagy a szerszámot forgatja a hozzáférés javítása érdekében.
Ezek a gépkategóriák azt magyarázzák meg, milyen mozgások lehetségesek. A következő gyakorlati kérdés más: még ha a megfelelő gép is rendelkezésre áll, akkor is melyik vágási eljárást válassza egy gyártóüzem a munkadarabhoz?

A fő CNC-műveletek egyértelmű összehasonlítása
A géptípus meghatározza, hogyan zajlik a mozgás. A művelet kiválasztása pedig azt határozza meg, hogyan készül el ténylegesen a munkadarab. A legtöbb gyártóüzemben a leggyorsabb módja a folyamat kiválasztásának az, ha először a munkadarab alakját vizsgálják, majd ellenőrzik az anyagot, a felületminőségi igényeket és a geometriai elemek bonyolultságát. Ezért lehet egy alkatrész marásra, egy másik esztergálásra, egy harmadik pedig csiszolással vagy elektromos szikraforgácsolással (EDM) készül.
Mikor a marás a legjobb választás
Ha azt kérdezi mi az a CNC-marógép gondoljon a prizmatikus alkatrészek általános célú megoldására. A marás forgó szerszámot használ egy rögzített munkadarab ellen, hogy sík felületeket, mélyedéseket, horpadásokat, kontúrokat és többoldali geometriájú elemeket hozzon létre. Gyakran a legmegfelelőbb megoldás a konzolokhoz, házakhoz, lemezekhez és vegyes geometriájú alkatrészekhez. A RapidDirect azt is megjegyzi, hogy a marás jól alkalmazható összetett 3D-alakzatok gyártására, de nem a legjobb választás igazán kerek alkatrészek esetében.
A forgácsolás és a fúrás optimális alkalmazási területei
A mi az a cnc forgási gép fogalmak szerint a munkadarab forog, miközben a szerszám végzi a megmunkálást. Ezért a forgácsolás természetes választás tengelyek, csapok, bushingek, menetek, horpadások és más, középvonalra épülő geometriai elemek gyártásához. Általában gyorsabb és gazdaságosabb a hengeres alkatrészek forgácsolása, mint azok marásos megmunkálása minden oldalról.
Fúrással kapcsolatban mi az a CNC fúrógép egyszerűbb a válasz: gyorsan készít lyukakat. A fúrás gyakran a kezdőpont, nem pedig a végső megoldás. Amikor a lyuk mérete, helyzete vagy felületminősége kritikus, a gyártók gyakran utólagos bormarásra vagy kiegészítő fúrásra (kifúrásra) térnek át, ahogy ezt a RapidDirect is leírja.
Miért fontos a marás, az EDM és a csiszolás
A marás hasonló a megmunkáláshoz, de általában lágyabb anyagok és lapos, lemezformájú alkatrészek feldolgozására választják. Az EDM ettől eltérő eljárás. Ha már keresték mi az a CNC-EDM gép vagy mi az a CNC-huzalvágó gép , az általában a huzalos EDM-re utal, amely elektromos kisüléseket használ vezetőképes anyagok vágására. A RivCut az EDM-et kiemeli különösen kemény anyagok, éles belső sarkok, valamint apró vagy mély részek megmunkálására, amelyeket forgó szerszámok nehezen érnek el.
Mi az a CNC-csiszoló gép leginkább befejező folyamatként értelmezhető. A csiszolás egy csiszolókorong segítségével nagyon kis mennyiségű anyagot távolít el, hogy javítsa a méretpontosságot és a felületminőséget a kritikus geometriai elemeken.
Egy ilyen keresés, mint például mi az a CNC-vágógép összezavarhatja ezeket a különbségeket. Ez utalhat marógépre vagy profilvágó berendezésre is, beleértve mi az a CNC plazmavágó gép kérdések, bár ezek a folyamatok más feladatot oldanak meg, mint például zsebek, precíziós furatok vagy forgácsolt tengelyek készítése.
| Működés | Anyageltávolítás módja | Legmegfelelőbb geometria | Tipikus eredmények | Fő kompromisszumok |
|---|---|---|---|---|
| Frizurálás | Forgó vágószerszám forgácsolja le a forgácsot egy rögzített alkatrészből | Sík felületek, zsebek, horpadások, kontúrok, többoldalú alkatrészek | Rugalmas alakítás tartókhoz, házakhoz és összetett 3D-formákhoz | Kevésbé hatékony egyszerű kerek alkatrészek esetén |
| Forgatás | Forgó munkadarabot álló vagy előtolásos szerszámmal vágnak | Tengelyek, csapok, bushingek, menetek, horpadások | Gyors, ismételhető hengeres jellemzők | Korlátozott sík vagy erősen szabálytalan geometriánál |
| Fúrás | Forgó fúró készít vagy megkezd lyukakat | Egyenes lyukak számos alkatrész típusban | Gyors lyukkészítés | Pontosabb méret és jobb felületi minőség érdekében esetlegesen megmunkálásra vagy kifúrásra van szükség |
| Útválasztás | Nagysebességű forgó vágóél puha anyagok levágására vagy formázására szolgál | Sík profilok, panelok, lemezalapú alkatrészek | Gyors vágás puha anyagokon | Általában kevésbé merev, és kevésbé alkalmas keményfémek pontos megmunkálására |
| EDM | Az elektromos kisülések lemarnak vezető anyagot | Éles belső sarkok, apró horpadások, nehezen elérhető belső elemek | Kiválóan alkalmas kemény anyagokra és bonyolult részletekre | Lassabb és specializáltabb, mint a hagyományos vágás |
| Gördesítés | A csiszolókorong nagyon kis mennyiségeket távolít el | Kritikus sík vagy kerek felületek | Pontosabb méretmeghatározás és simább felületminőség | Általában befejező lépés, nem a fő alakítási folyamat |
A megfelelő művelet kiválasztása biztosítja a geometria megfelelő tartományba esését. Azonban hogy egy alkatrész ténylegesen használható-e, egy még gyakorlatiasabb tényezőtől függ: az anyag viselkedésétől, a szükséges tűréshatártól, valamint attól, hogyan történik az alkatrész ellenőrzése és utómegmunkálása a vágás után.
Anyagok és minőség a precíziós CNC megmunkálásban
A marás, esztergálás vagy elektromos szikraforgácsolás (EDM) kiválasztása elindítja a geometria kialakítását, de egy használható alkatrész nem csupán a megmunkálási módszertől függ. Az anyag viselkedése, a tűrések igényei, az ellenőrzés szigorúsága és az utómegmunkálás is mind formálják a végső eredményt. Itt jön be szerephez mi a precíziós CNC-megmunkálás könnyebben érthetővé válik. Nem csupán pontos vágásról van szó. Pontos vágásról van szó, amelyet a megfelelő anyag, megbízható mérés és megfelelő felületkezelés kísér.
Gyakran használt anyagok CNC-megmunkáláshoz
Az anyagválasztás befolyásolja az erősségét, a tömegét, a korrózióállóságát, a vezetőképességét, a megmunkálhatóságát, a felületi minőségét és az árát. A Lindel útmutatása kiemeli, hogy az alumínium miért népszerű választás a kis tömege és kiváló megmunkálhatósága miatt, míg a rozsdamentes acél és a titán akkor kerül gyakran kiválasztásra, ha a korrózióállóság és a tartósság fontosabb szempont. A sárgaréz tisztán megmunkálható, és jó hő- és elektromos vezetőképességet is biztosít. Mérnöki műanyagok – például a PEEK, a Delrin és az UHMW – csökkenthetik a tömeget, valamint kémiai vagy nedvességállóságot adhatnak. Az acél és a szerszámacélok merevséget és erősséget biztosítanak, de általában nehezebb megmunkálni őket, mint az alumíniumot vagy a sárgarézet.
Ha valaha is eltöprengtél már azon mi a CNC megmunkálás , a gyakorlati válasz az, hogy egy nyers alapanyagból kivágott alkatrész, amelyet a használatra való alkalmasságra hoztak. Egy rögzítőelem, ház vagy tengely nem tekinthető igazán befejezettnek csupán azért, mert a szerszám leállt a vágással.
Hogyan befolyásolják a tűrések, a minőségellenőrzés és az SPC a minőséget
Ha megpróbálja meghatározni mi a CNC megmunkálás és gyártás ez a nagyobb kép. A tűrések alkalmazásspecifikusak, így a kulcskérdés nem az, milyen szorosak lehetnek, hanem milyen szorosaknak kell lenniük. A PTSMAKE megjegyzi, hogy a magas igényeket támasztó alkalmazásokban végzett szoros tűrést igénylő munka általában ±0,0001 hüvelyk és ±0,005 hüvelyk között mozog, de ez a tartomány nem jelent automatikusan minden jellemzőre vonatkozó alapértelmezett szabályt.
A minőségellenőrzés korán kezdődik az első minta ellenőrzésével, majd folytatódik a folyamat közbeni mérésekkel és a végleges metrologiával, amelyhez például mikrométereket, koordináta-mérő gépeket (CMM) és optikai rendszereket használnak. A statisztikai folyamatszabályozás (SPC) segít észlelni a folyamat eltolódását, mielőtt egy egész tétel megszegné a megadott tűréseket. A gép állapota is fontos. Egy kezdő, aki azt kérdezi, mi a holtjáték egy CNC-gépen arról a tengelyhajtásban fellépő elveszett mozgásról kérdezik, amely károsan befolyásolhatja a ismételhetőséget. Hasonlóképpen, mi a golyósorsó egy CNC-gépen a pontosságot és az állandóságot biztosító, pontos hajtási összetevőre utal, amely segíti a tengely pontos és következetes mozgatását.
A megmunkálás minősége nem csupán a vágási időt foglalja magában, hanem a mérést, az élminőséget és a felületkezelést is.
A vágást követő befejező lépések
A megmunkálás utáni munkafolyamatok gyakran döntik el, hogy a alkatrész biztonságosan kezelhető-e, megfelelően illeszkedik-e, és ellenállja-e az üzemeltetés során jelentkező igénybevételeket. Gyakorlatias befejező útmutatás a következő forrásból: CNC Cookbook megmutatja, milyen gyakoriak ezek a lépések:
- Keményperem eltávolítás: Eltávolítja a maradék forgácsot (burrokat) és lekerekíti a hegyes éleket.
- Golyószórás: Tisztítja a felületet, és egységesebb megjelenést biztosít.
- Anódolás: Gyakori az alumínium esetében, ha további felületvédelemre vagy színre van szükség.
- Fémelés: Fémréteget visz fel védelem vagy funkcionális teljesítmény érdekében.
- Feltöltés: Például festés vagy porfestés is ide tartozik.
- Hőkezelés: Megváltoztatja a keménységet, különösen az acélok esetében, bár a torzulás miatt esetleg szükség lehet további megmunkálásra.
- Csiszolás vagy polírozás: Akkor használatos, ha további méretellenőrzésre vagy felületi minőségre van szükség.
Gyakorlati szinten mi a CNC megmunkálási technológia ez egy teljes rendszerre – vágásra, mérésre és utómegmunkálásra – vezethető vissza. Pontossága, ismételhetősége és anyagválasztékának rugalmassága éppen azért teszi alkalmassá a CNC-t olyan széles körű valós alkatrészek és iparágak számára.

Mire használják a CNC megmunkálást a gyakorlatban
Egy pontos, jól megmunkált alkatrész fontos, mert konkrét feladatot kell ellátnia. Ha azt kérdezi mire használnak CNC gépet vagy mire használják a CNC megmunkálást , akkor a válasz sokkal szélesebb körű, mint egyetlen gyártóüzem vagy egyetlen alkatrész típus. A CNC akkor a legjobban használható, ha egy alkatrész megbízható méretekre, ismételhető eredményekre és tényleges anyagválasztékra – fémre vagy műanyagra – van szüksége.
Mire használják a CNC megmunkálást a gyakorlatban
A prototípusprojektek leírják, miért illeszkedik olyan jól a megmunkálás a prototípus alkatrészekhez és kis tételű gyártáshoz: nem igényel speciális szerszámokat, széles anyag- és felületválasztékot támogat, valamint kiváló darabról darabra ismételhetőséget biztosít. Ezért gyakorlatias megoldást nyújt a következők számára:
- Prototípus alkatrészek, amelyeket illeszkedés, funkció vagy összeszerelés tesztelésére használnak
- Átmeneti gyártás és kis mennyiségű sorozatgyártás más folyamat alkalmazása előtt
- Kiegészítő alkatrészek régi berendezésekhez vagy javításokhoz
- Gyártásban használt rögzítő- és vezetősablonok, valamint tesztberendezések
- Ismételhető végfelhasználási alkatrészek, például tartók, házak, elosztók, tengelyek és egyedi burkolatok
Az iparágok, amelyek a CNC alkatrészekre támaszkodnak
Ha beírja milyen iparágban alkalmazzák a CNC megmunkálást egy keresőmezőbe, nincs egyetlen válasz. A gyűjtött példák Projekt MFG ideértve a légi- és űrkutatási, autóipari, orvostechnikai, elektronikai, robotikai és automatizálási, hajóépítési, védelmi, megújuló energiaforrásokkal kapcsolatos iparágakat, valamint egyéb területeket. A mindennapi gyártás során ez gyakran a következő alkatrészeket jelenti:
- Autóipari házak, fogaskerekek, tengelyek és prototípus motorhoz kapcsolódó alkatrészek
- Légi- és űrkutatási ipari rögzítők, szerkezeti alkatrészek és motorhoz kapcsolódó alkatrészek
- Orvostechnikai eszközök alkatrészei, például műszerek, implantátumok, protetikus alkatrészek és fogászati alkatrészek
- Elektronikai készülékek burkolatai, hőkezelésre szolgáló alkatrészek és kis belső elemek
- Ipari berendezések alkatrészei, például elosztók, rögzítők, befogók és gépalkatrészek
- Energetikai alkatrészek, ideértve turbinákhoz kapcsolódó tengelyeket, központi részeket, rögzítőket és házakat
Prototípus-, kis sorozatú és tömeggyártási felhasználási esetek
Ha azt kérdezi mire használják a CNC marógépet , gondoljon sík felületekre, zsebekre, furatokra és egyedi burkolati elemekre prizmatikus alkatrészekben. Kerek munkadarabok esetén mire használják a CNC esztergagépet még közvetlenebb: tengelyek, csapok, hüvelyek, menetek és egyéb esztergált elemek. Ennek a széles alkalmazási körnek köszönhetően a CNC technológia hasznos marad az első prototípustól egészen a ismételhető végfelhasználási gyártásig, különösen akkor, ha egyszerre fontos a pontosság, az ismételhetőség és az anyagválaszték rugalmassága. Ezek a előnyök valósak, de nem univerzálisak, ezért a gyártási eljárás kiválasztása mindig kiegyensúlyozott megközelítést igényel.
Mi a CNC gép alkalmazási területe és korlátai
Az emberek gyakran olyan kifejezéseket keresnek, mint mi a CNC gép vagy mire használják a CNC gépet amikor valójában egy gyakorlati kérdésre próbálnak választ adni: a CNC a megfelelő gyártási eljárás erre az alkatrészre. Még a kínosabb keresési kifejezések, mint például mit csinál egy CNC gép általában ugyanarra a problémára utalnak. A CNC erőteljes technológia, de nem feltétlenül a legmegfelelőbb minden geometriához, mennyiséghez vagy költségvetéshez.
Miért olyan széles körben használt a CNC megmunkálás
Az American Micro Industries és a Protolabs iránymutatása kiemeli, miért támaszkodnak a gyártók a CNC-re prototípusok, kis sorozatgyártás és pontossági alkatrészek készítésénél.
Előnyök
- Magas pontosság és pontosság: A CNC kiválóan alkalmas olyan alkatrészek gyártására, amelyeknek szorosan meg kell egyezniük a tervezettel.
- Ismételhetőség: Amint a program és a beállítás ellenőrzés alatt van, ugyanazt az alkatrészt egységesen lehet gyártani.
- Anyagflexibilitás: Számos fémből és műanyagból is működik, nem csupán egy anyagcsoportból.
- Digitális munkafolyamat: A CAD, a CAM és a mentett programok segítenek a tervek megőrzésében és ismételt rendelések támogatásában.
- Jó bonyolult, de elérhető funkciókhoz: A zsebek, furatok, kontúrok és többoldali funkciók nagyon jól kezelhetők, ha a szerszámok hozzáférnek hozzájuk.
- Erős prototípusokhoz és kis tételhez: Egyetlen alkatrész vagy mérsékelt mennyiség gyártására képes speciális öntőszerszám nélkül.
Ahol a CNC megmunkálás kevésbé alkalmas
A korlátozások ugyanolyan fontosak. Az Aeron gyakori korlátozásokra hívja fel a figyelmet, mint például a szerszámhoz való hozzáférés, az éles belső sarkok és a folyamat leválasztó jellege.
Hátrányok
- Magasabb költség nagyon nagy mennyiségek esetén: Nagyobb termelési mennyiségek esetén olyan eljárások – például az injekciós öntés – jobb egységköltséget nyújthatnak.
- A szerszámhoz való hozzáférés korlátozásai: A maró szerszámnak fizikailag el kell érnie a megmunkálandó felületet, ami egyes belső geometriákat korlátoz.
- A belső sarkok nem természetesen élesek: A kerek marószerszámok lekerekített belső sarkokat hagynak, kivéve, ha másodlagos megmunkálási eljárást alkalmaznak.
- Anyagveszteség: Mivel az alapanyagot levágnak a nyersdarabról, a hulladék általában magasabb, mint az additív eljárásoknál.
- A ciklusidő összeadódhat: Több művelet, beállítás és utófeldolgozási lépés miatt a bonyolult alkatrészek gyártása lassabb lehet.
- Még mindig a beállítás minőségétől függ: A programozás, rögzítés, szerszámállapot és ellenőrzési szigor továbbra is döntő fontosságú.
Amikor egy másik gyártási eljárás ésszerűbb választás
A legmegfelelőbb eljárás a geometriától, mennyiségtől, anyagtól, tűréstől és felületminőségtől függ, nem a marketinghype-től.
Ezért lehet vonzó a 3D nyomtatás a rendkívül összetett formák és gyors iteráció esetén, míg az öntöttműanyag-technika akkor válik vonzóvá, amikor a termelési mennyiség nő, és az alkatrészegység költsége válik döntő tényezővé. A CNC technológia számos korlátozása nem a gépnél kezdődik. Az alkatrész tervezésénél kezdődik, ahol a falvastagság, a sarkok lekerekítése, a furatok mélysége és a szerszámokhoz való hozzáférés csendesen alakítja a költséget és a kockázatot.

Tervezési szabályok, amelyek megkönnyítik a CNC-megmunkálást
Ez a tervezésfüggőség gyorsan megmutatkozik magán a rajzon is. Egy alkatrész teljesen megmunkálható lehet, mégis drága, lassú vagy kockázatos, ha geometriai jellemzői ellentétesek a szerszámokkal. A Makerstage iránymutatása szerint a geometria kb. 60–80%-ban határozza meg a CNC-alapú alkatrészek költségét, míg az anyagköltség gyakran csak 20–40%.
Tervezési szabályok, amelyek egyszerűbbé teszik az alkatrészek megmunkálását
- Csak ott alkalmazzon szigorú tűréseket, ahol a funkció ezt igényli. A szigorú tűrések megnövelik a megmunkálási és az ellenőrzési időt. PCBWay megjegyzi, hogy túlságosan szigorú tűrések gyakran lassabb vágást, finomabb szerszámpályákat és több ellenőrzést eredményeznek. A pontosságot a kapcsolódási felületeken, tömítőfelületeken és igazítási jellemzőknél tartsa meg, ne minden felületen.
- Védje a falvastagságot. Fémek esetén a Makerstage gyakorlati minimumként kb. 0,040 hüvelyk (≈1,02 mm), sok műanyag esetén pedig kb. 0,060 hüvelyk (≈1,52 mm) értéket ajánl. A támasz nélküli fal magasság–vastagság aránya általában ne haladja meg a 4:1 arányt fémeknél, hogy csökkentsük a rezgést és a deformációt.
- Használjon bőven lekerekített belső sarkokat. Egy forgó végmaró nem képes tökéletesen éles belső sarkot készíteni. A minimális belső sugár megegyezik a szerszám sugarával. A Makerstage tisztább vágások érdekében legalább 130%-os szerszám-sugárt javasol, és gyakorlati szabályként egy sarok sugár legalább a zseb mélységének egyharmada legyen.
- Szabja meg a zsebek és furatok mélységét. A szokásos zsebmélység általában legjobb, ha a mélység–szélesség aránya 3:1. A szokásosan fúrt furatok gazdaságosak, ha a mélység kb. négyszerese az átmérőjüknek; mélyebb furatok esetén peck-fúrásra, lassabb ciklusokra vagy speciális módszerekre lehet szükség.
- Tartsa realisztikusnak a menetkialakítást. A legkisebb, gyártásbarát menetméret általában #4-40 UNC vagy M3. A menetbeágyazódás mértékét az anyag határozza meg, nem a szokás. A Makerstage 1,5-szörös névleges átmérőt ajánl alumíniumhoz, és körülbelül 1,0-szeres névleges átmérőt sok acél- és rozsdamentes acélötvözet esetében.
- Tartsa egyszerűnek a szöveget és a gravírozást. A kis, sűrűn elhelyezett gravírozott részletek gyakran apró szerszámokat és lassabb marási meneteket igényelnek. A nagyobb, jól olvasható jelölések általában olcsóbbak és megbízhatóbbak, mint a díszítő célú finom szövegek.
- Szabványosítsa a lekerekítéseket és az éllekerekítéseket. Túl sok különböző lekerekítési méret több szerszámcsere és pozicionálási időt jelent. A külső éllekerekítéseket gyakran 0,005–0,015 hüvelyk (kb. 0,13–0,38 mm) között adják meg, ami sok alkatrész esetében elegendő a kezelés biztonságához.
- Tervezzen a szerszámok hozzáférésére. A mély, keskeny horpadások, alámarások és rejtett felületek gyakran hosszú nyelű vagy speciális marószerszámok alkalmazását teszik szükségessé. Ha egy szerszám nem éri el tisztán egy geometriai elemet, a költségek gyorsan emelkednek.
- Gondoljon a tájolásra korán. A sok oldalon eloszóródó funkciók több átfordítást igényelhetnek. A kulcsfelületek csoportosítása ugyanarra az oldalra vagy egymáshoz közeli oldalakra gyakran csökkenti az újrafogások számát és javítja a pontos illesztést.
- Tartsa tiszteletben a munkadarab-rögzítést. Az állvány, puha fogók, tokmány vagy rögzítőberendezés stabil érintkezést igényel. Vékony, magas vagy kényelmetlen alakú alkatrészeket gyakran külön támasztásra van szükség, hogy merevek maradjanak a megmunkálás során.
Gyakori funkciók, amelyek növelik a költséget és a kockázatot
- Nagyon vékony falak és magas, alátámasztatlan bordák
- Szabványos szerszámok elérési tartományán túli mély zsebek
- Éles belső sarkok, amelyek valóban igényelnek kifutó horpadást, fogazást vagy elektromos kisüléses megmunkálást (EDM)
- Nagyon kis menetek és rendkívül apró fúrt lyukak
- Nem szabványos horpadás-szélességek és egyedi lyukméretek
- Túl sok letörés méret vagy díszítő élkialakítás
- A hátsó oldalon elhelyezkedő jellemzők, amelyek több beállítást kényszerítenek
- Alávágások, amelyek speciális marószerszámokat igényelnek
Ha valaha is eltöprengtél már azon mi az tengely egy CNC-gépen , itt válik gyakorlati szempontból fontossá a tengelyek száma. Több tengely javíthatja a hozzáférést, de a megfelelő alkatrésztervezés továbbra is döntő fontosságú. Akár forgó funkcióval is rendelkező gépeken is a nehezen elérhető jellemzők lassabb marási sebességet és több ellenőrzést igényelhetnek. Ugyanez a logika érvényes akkor is, ha azt kérdezi mi a C-tengely egy CNC-gépen . Forgácsoló és forgácsoló-forgó berendezéseken a C-tengely a vezérelt forgás a főorsó tengelyvonala körül, amely segít a részlet elhelyezésében a munkadarab körül, de nem tünteti el a rossz geometriai döntéseket.
Hogyan befolyásolják a programozási beállítások és a korrekciók a gyárthatóságot
A programozási részletek fontosak, mert a rajz gépi mozgássá válik. Ha azt kérdezi mi a korrekció egy CNC-gépen , a korrekció az a tárolt érték, amely a vezérlésnek megmondja, hol helyezkedik el a munkadarab nullpontja, illetve hol található ténylegesen a szerszám. Rossz alapponthelyzet-választás vagy kényelmetlen rögzítés nehezíti a korrekciók beállítását és ellenőrzését. Ha már kereste mi a forgóorsó egy CNC gépen , az orsó a forgó egység, amely meghajtja a marószerszámot egy marógépen. És mi a befútási sebesség egy CNC gépen , vagy egyszerűen mi a befútás egy CNC gépen , azt jelenti, milyen gyorsan halad előre a szerszám az anyagban. Kis szerszámok, hosszú kinyúlás és gyenge támasztás általában alacsonyabb befútási sebességet és óvatosabb orsóhasználatot kényszerítenek.
Más szavakkal: a gyárthatóság nem csupán az alakzatról szól. Az is szerepet játszik, hogy a alkatrész elhelyezhető-e, rögzíthető-e, programozható-e és mérhető-e problémamentesen. Ez nagyon nyilvánvalóvá válik, amikor két gyártóüzem ugyanazt a rajzot vizsgálja, és nagyon eltérő kérdéseket tesz fel a kockázatokról, az ellenőrzésről és a gyártásra való felkészültségről.
Hogyan válasszunk megfelelő CNC gépgyártó üzemet
Az ilyen gyárthatósági kérdések nagyon gyakorlati jellegűvé válnak, ha beszállítókat hasonlítunk össze. Ha már kerestél mi egy CNC gépgyártó üzem vagy mi az a CNC gépgyártó üzem a rövid válasz az, hogy egy olyan létesítmény, amely gépeket, szakembereket, ellenőrzést és folyamatirányítást kombinál össze, hogy rajzokból ismételhető alkatrészeket állítson elő. A vásárlók számára azonban a valódi próbát az jelenti, hogy az üzem képes-e korai kockázatelemzést végezni, jelenleg megfelelő alkatrészeket gyártani, és fenntartani a minőség stabilitását a termelési mennyiség növekedésével.
Mit érdemes keresni egy CNC gépgyártó üzemben
- Műszaki felülvizsgálat: Az üzemnek kérdéseket kell megfogalmaznia a nem egyértelmű tűrésekkel, méretmegadási alapokkal, felületminőséggel és rögzítési kockázatokkal kapcsolatban a gyártási engedély kiadása előtt.
- Folyamatmegfelelés: Erősítsük meg, hogy a beszállítónak valóban rendelkeznie kell a geometriájához megfelelő felszereléssel. Ilyen keresések, mint mi az a CNC megmunkáló központ , mi az a CNC megmunkáló központ , és mi az a CNC esztergagép általában egyetlen vásárlási szempontot jeleznek: a képességek illeszkedése.
- Anyag- és felületkezelési skála: Győződjön meg arról, hogy a beszállító rendszeresen megmunkálja az Ön ötvözetét vagy műanyagát, és kezelni tudja a szükséges másodlagos folyamatokat.
- Ellenőrzési terv: Érdeklődjön a FAI-ről (első cikk ellenőrzése), a CMM-hoz (koordináta-mérő gép) való hozzáférésről, a kalibrálási állapotról, a folyamat közbeni ellenőrzésekről és a méretellenőrzési jelentésekről.
- Dokumentáció: A változatkezelés, az anyagtanúsítványok, a nyomon követhetőség és a változtatás-kezelés egyértelműnek kell, hogy legyenek.
- Reaktivitás: Az árajánlat-készítés sebessége és a követő kérdések minősége korai jelei a gyártási viselkedésnek.
Miért fontosak a minőségirányítási rendszerek a prototípustól a sorozatgyártásig
A MakerStage beszállítók minősítési útmutatója megjegyzi, hogy a megfelelő minősítés gyakran 4–8 hetet vesz igénybe, és tartalmaznia kell a berendezések felülvizsgálatát, a tanúsítványok ellenőrzését, egy próbarendelést és folyamatos értékelő táblázatokat. Kiemeli továbbá a szállítási idők, a selejtarány és a helyreállító intézkedésekre adott válaszok nyomon követését is, mivel egy alacsony árajánlat mögött sokkal magasabb minőségi költség rejtőzhet.
Az emberek gyakran elfeledkeznek az emberi rétegről. Egy erős válasz a következő kérdésre: mi egy CNC-gépkezelő nem csupán valaki, aki betölti a készletet. A jó műszaki operátorok ellenőrzik a beállítást, figyelik az eszközök kopását, rögzítik a méreteket, és időben jelentik a szóródást, mielőtt hibás alkatrészek tömegesen kezdenének előállni.
Partner kiválasztása az autóipari megmunkálási igényekhez
Az autóipari programok magasabb szintre emelik az elvárásokat. A szövetek szigorúbb szabályozást vezet be az APQP, PPAP, SPC, MSA és FMEA területén, ezért a vásárlóknak nemcsak az alap gépkapacitásra, hanem a teljes minőségirányítási folyamatra is figyelniük kell. Egy példa erre Shaoyi Metal Technology , amely az autóipari megmunkálási szolgáltatását az IATF 16949 szerinti egyedi megmunkálásra, az SPC-re és a gyors prototípuskészítéstől az automatizált tömeggyártásig nyújtott támogatásra építi. Ez nem csupán értékesítési üzenet, hanem gyakorlati példa arra a folytonosságra, amelyre sok autóipari vásárlónak szüksége van.
Válasszon olyan partnert, aki képes világosan elmagyarázni a kapacitását, a minőségellenőrzési eljárásait és a termelés bővítésének lehetőségeit – ne csak gyors árajánlatot adni.
GYIK: Mi a CNC megmunkálás?
1. Mi a CNC megmunkálás egyszerű fogalmazásban?
A CNC-megmunkálás egy olyan módszer, amellyel alkatrészeket készítenek számítógéppel vezérelt gépek segítségével úgy, hogy a fém- vagy műanyag alapanyagból anyagot vágnak le. A számítógép a programozott utasításokat követi, így a gép ismételhető formákat, például rögzítőelemeket, házakat, tengelyeket és egyéb pontossági alkatrészeket tud gyártani. Röviden fogalmazva: digitális irányítás párosul fizikai vágással.
2. Mi a különbség a CNC és a CNC-megmunkálás között?
A CNC a Számítógéppel Számszerűen Vezérelt (Computer Numerical Control) kifejezés rövidítése, amely egy vezérlési módszert jelent. A CNC-megmunkálás az a gyártási folyamat, amely ezt a vezérlőrendszert használja arra, hogy megmunkálóeszközök – például marógépek, esztergák és marók – segítségével anyagot távolítson el. Egyszerű módon úgy lehet rá gondolni, hogy a CNC az agy, míg a CNC-megmunkálás a tényleges vágási munka.
3. Mi egy CNC-gép, és hogyan működik?
Egy CNC gép olyan berendezés, amely programozott utasításokat olvas és szabályozott pontossággal mozgatja az eszközöket. A munkafolyamat általában egy CAD-modellből indul ki, majd a CAM-szoftver készít esztergálási pályákat, és ezeket az utasításokat gépkódra alakítják. A beállítás és egy próbafuttatás után a gép megmunkálja az alkatrészt, az operátorok ellenőrzik a fontos jellemzőket, majd az alkatrész ellenőrzésre, letörölésre (fogazat eltávolítására) és szükség szerinti további felületkezelésre kerül.
4. Milyen anyagok használhatók CNC megmunkálásra?
A CNC megmunkálás gyakran alumíniumot, acélt, rozsdamentes acélt, titániumot, sárgarézet és műszaki műanyagokat használ. A legmegfelelőbb anyag kiválasztása attól függ, hogy milyen funkciót kell ellátnia az alkatrésznek – például szilárdság, korrózióállóság, tömeg, felületminőség és költség szempontjából. Az anyagválasztás befolyásolja azt is, mennyire könnyű az alkatrész megmunkálása, valamint hogy mennyi utómegmunkálásra lehet szükség.
5. Hogyan válasszunk megfelelő CNC megmunkálóüzemet?
Kezdje a mérnöki felülvizsgálat minőségének, a gépek képességének, az anyagokkal szerzett tapasztalatnak, az ellenőrzési tervnek, a felületkezelési támogatásnak és a dokumentáció-kezelésnek a vizsgálatával. Egy erős gyártó vállalkozásnak képesnek kell lennie arra, hogy elmagyarázza, hogyan kezeli a tűréseket a prototípustól a sorozatgyártásig, nem csupán gyors árajánlatot ad. Az autóipari megrendelések esetében a vásárlók gyakran azokat a beszállítókat részesítik előnyben, akik rendelkeznek érett minőségirányítási rendszerrel, például az IATF 16949 szabványnak megfelelően, valamint aktív statisztikai folyamatszabályozási (SPC) gyakorlattal; a Shaoyi Metal Technology egy ilyen méretre bővítési diszciplínát követő szolgáltató példája.