 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

CNC-gépek megfejtve: A hobbi asztali gépektől az ipari gyártócsarnokig

A CNC-gépek megértése és azok szerepe a gyártás átalakításában
Sosem gondolta volna, hogy egy digitális terv hogyan válik érinthető, kézbe vehető alkatrésszé? Pont ezt végzi a CNC-gép. Akár most ismerkedik először a CNC-technológiával, akár műhelye számára fontolgatja a beszerzését, ennek a technológiának a megértése hatalmas gyártási lehetőségeket nyit meg.
A számítógéppel számítógéppel vezérelt (CNC) gyártási módszer olyan előre programozott számítógépes szoftvert használ, amely automatizálja a gépi szerszámok irányítását, így lehetővé teszi a digitális tervekből származó alkatrészek pontos és ismételhető gyártását.
Képzelje el a CNC-eszközt a képzelet és a valóság tökéletes hídjaként. Ez átveszi a számítógéppel támogatott tervezést és rendkívüli pontossággal alakítja át érinthető alkatrészekké. Ez a technológia az iparágak széles körében – a légi- és űrkutatástól kezdve az orvosi berendezéseken át – a modern gépek gerincét képezi.
A digitális tervtől a fizikai valóságig
Az elképzeléstől a kész alkatrészig vezető út egy egyszerű munkafolyamaton keresztül zajlik. Először egy digitális tervrajzot készít CAD (számítógéppel segített tervezés) szoftverrel. Ezen a ponton határozza meg az alkatrész minden méretét, görbéjét és jellemzőjét.
Ezután a CAM (számítógéppel segített gyártás) szoftver a terveket gépállományba olvassa le. Ezek az utasítások pontosan meghatározzák, hogy a CNC-gép hova mozogjon, milyen sebességgel haladjon, és milyen vágási műveleteket végezzen el. Miután a program betöltődött, a gép átveszi az irányítást, és minden parancsot olyan pontossággal hajt végre, amelyet az emberi kéz egyszerűen nem tudna elérni.
Mi teszi forradalmivá ezt a folyamatot? Minden példány azonos a mintával. Akár egy prototípust, akár ezer gyártott alkatrészt készít, mindegyik pontosan megfelel a digitális terv specifikációinak.
A gép agya
Minden CNC-rendszer szívében egy fejlett számítógépes vezérlőegység található. Itt történik a „varázslat”. A vezérlő értelmezi a programozott utasításokat, és egyszerre koordinálja a gép több összetevőjét.
A gépek által használt nyelv a G-kód. Minden parancs egy meghatározott műveletet jelent – például egyenes vonalú mozgást, ívrajzolást vagy vágási sebesség módosítását. Egy számítógéppel vezérelt marógép például ezeket a kódolt utasításokat fogadja, és mechanikai pontossággal hajtja végre őket.
Mi teszi különlegessé a CNC-megmunkálást a kézi megmunkálással szemben? Az automatizáció. Miután programozták őket, ezek a gépek minimális emberi beavatkozással működnek. Nem fáradnak el, nem vonják el figyelmüket, és nem változik a teljesítményük. Ahogy A TMC Technologies megjegyzi , az automatizáció gyorsítja a gyártási folyamatot, miközben biztosítja, hogy minden alkatrész pontosan ugyanolyan legyen minden egyes alkalommal.
Miért fontos a pontosság a gyártásban
A pontosság nem csupán egy kellemes funkció – elengedhetetlen. A CNC-gépek rendszeresen elérnek ±0,025 mm-es (kb. ±0,001 hüvelyk) tűréshatárt. Hogy szemléletessé tegyük: ez kb. egy emberi hajszál vastagsága.
Miért fontos ez? A légi- és űrhajóipari alkalmazásokban egy apró eltérés is veszélyeztetheti a biztonságot. Az orvosi eszközök esetében a pontosság eldöntheti, hogy egy beültetett eszköz sikeresen működik-e, vagy sem. A 3ERP szerint a szokásos ±0,125 mm-es CNC-tűréshatár akár ±0,050 mm-re vagy még ennél is szigorúbbra is beállítható, ha minden tizedmilliméter számít.
Ebben az útmutatóban megismerkedhet a különböző típusú CNC-gépekkel, megértheti, mi különbözteti meg a hobbi célra szolgáló berendezéseket az ipari rendszerektől, és megtanulhatja, hogyan válasszon a saját igényeihez legmegfelelőbb gépet. Akár kíváncsi kezdőként, akár első vásárlását tervezve áll előttünk, a következő ismeretek segítenek biztosan navigálni a CNC-megmunkálás világában.
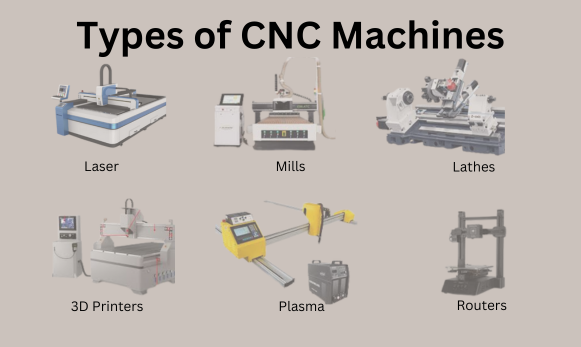
Fő CNC-géptípusok és azok képességei
Most, hogy megértettük, hogyan működik a CNC-technológia, nézzük meg a rendelkezésre álló különböző gépeket. Mindegyik típus egy adott feladat elvégzésében jeleskedik, és ezek ismerete segít azonosítani, melyik gép felel meg gyártási igényeinek. A sokoldalú CNC marógépektől kezdve a specializált EDM-gépekig a lehetőségek széles skáláját ölelik fel különféle alkalmazási területeken és árkategóriákban.
A CNC-marógépek és marógépek magyarázata
Amikor a CNC-megmunkálásra gondolunk, gyakran először a marógépek jutnak eszünkbe. Ezek a munkagépek forgó vágószerszámokat használnak anyag eltávolítására egy álló munkadarabról. Képzelje el egy forgó fúrószerszám, amely vágja át a fémblokkot – ez az alapvető elv, bár a modern CNC-marógépek jóval fejlettebbek.
Mi különbözteti meg egymástól a különböző marógépeket? Az irányított tengelyek száma. Egy 3-tengelyes marógép az X-, Y- és Z-síkban mozog, és a legtöbb egyszerű alkatrész gyártását képes ellátni. Ezeket a gépeket gyakran találjuk olyan alkatrészek gyártására használták, mint például rögzítők, házak és egyszerű, sík felülettel és alapvető szögekkel rendelkező alkatrészek.
Lépjen fel 4-tengelyes és 5-tengelyes gépekre, és a lehetőségek drámaian kibővülnek. Ezek az előrehaladott rendszerek forgó mozgásokat adnak hozzá, így a vágószerszám gyakorlatilag bármely szögből megközelítheti a munkadarabot. Összetett légi- és űrhajóipari alkatrészek, bonyolult formázóüregek és szoborszerű alakzatok is gyárthatókká válnak. Egy 5-tengelyes géppel olyan alkatrészeket lehet előállítani, amelyekhez egyszerűbb berendezéseken több beállításra lenne szükség.
Mi teszi a marást ilyen népszerűvé? A sokoldalúság. Akár alumíniummal, acéllal, titániummal vagy mérnöki műanyagokkal dolgozik, egy megfelelően felszerelt marógép mindegyik anyagot kezeli. A gyártási skála egyedi prototípustól kezdve több ezer azonos alkatrészig terjed.
CNC esztergák forgó alkatrészekhez
Míg a marógépek a prizmatikus alakzatokra specializálódnak, a CNC eszterga kör alakú alkatrészekre specializálódik. Képzeljen el egy fémdarabot, amely gyorsan forog, miközben vágószerszámok alakítják külső és belső felületét. Ez a forgácsolás gyakorlatban.
A forgácsolók hengerek, csapágygyűrűk, szerelvények és számtalan hengeres alkatrészt állítanak elő. Bármely forgásszimmetrikus alkatrész általában egy forgácsolón kezdődik. A forgó munkadarab és a pontosan vezérelt szerszámmozgások kombinációja sima felületeket és szoros tűréseket eredményez.
A modern CNC-forgácsolók gyakran élő szerszámozással rendelkeznek – forgó vágószerszámokkal, amelyek marásra is képesek anélkül, hogy a munkadarabot ki kellene venni a gépből. Ez a hibrid megközelítés csökkenti a kezelést, javítja a pontosságot, és gyorsítja a gyártást. Egy összetett szerelvény, amelyet korábban egyaránt forgácsoló- és marógépen kellett megmunkálni, ma már egyetlen beállításban készül el.
Mely iparágak támaszkodnak erősen a forgácsolókra? Az autóipari gyártók tengelyeket és hajtási alkatrészeket készítenek. Az egészségügyi cégek csontcsavarokat és implantátum-törzseket gyártanak. A hidraulikus berendezéseket gyártó vállalatok számtalan csavart és hengert forgácsolnak. Bárhol, ahol forgó gépeket találunk, nem messze járnak a forgácsolóval készült alkatrészek sem.
Marók és vágószerszámok lemezes anyagokhoz
Nem minden CNC-munka szilárd fém tömböket foglal magában. A CNC-marógépek kiválóan alkalmazhatók lemezanyagok feldolgozására – faanyagok, műanyagok, alumíniumlemezek és kompozit anyagok. Gondoljon nagyformátumú munkákra: szekrényalkatrészekre, táblák alapanyagára, építészeti lemezekre és bútoralkatrészekre.
A marógépek általában kiterjedt munkaasztallal és a lágyabb anyagok feldolgozására optimalizált, nagysebességű orsókkal rendelkeznek. Gyorsan távolítanak el anyagot, így hatékonyak nagy méretű, de nem extrém pontosságot igénylő alkatrészek gyártásánál. Egy faipari műhely egyetlen munkamenetben akár tucatnyi szekrényoldalt is levághat.
Fémlemezek feldolgozásánál a vágási technológiák a anyagvastagságtól és a pontossági követelményektől függően eltérnek:
Plazma vágás elektromosan ionizált gázáramot használ a vezetőképes fémek vágására. A CNC plazmavágó asztal acélt, rozsdamentes acélt és alumíniumot vághat néhány hüvelyk vastagságig. Ezeket a rendszereket gyártóüzletekben találja meg, ahol szerkezeti alkatrészeket, rögzítőelemeket és egyedi fémmunkákat készítenek. A sebesség az előnyük – a plazmavágás gyorsabb a vastag anyagoknál, mint a legtöbb alternatíva.
A cnc laser vágó finomabb részletgazdagságot és tisztább vágási éleket nyújt. A lézerrendszerek kiválóan alkalmazhatók bonyolult mintázatok, vékony anyagok és olyan alkalmazások esetén, ahol a hőhatott zónának minimálisnak kell maradnia. A lemezacél házak, díszítő panelek és pontosságot igénylő alkatrészek gyakran lézerfej alatt készülnek.
Vízjetes felvágás teljesen más megközelítést alkalmaz. Nagynyomású víz keverve abrazív részecskékkel szinte bármilyen anyagot vághat hőhatás nélkül. Üveg, kő, vastag fémek és kompozit anyagok is engedelmeskednek a vízsugár-technológiának. Amikor a hő okozta torzulás nem tolerálható, a vízsugár-vágás válik az elsődleges megoldássá.
EDM gépek extrém pontossághoz
Egyes alkalmazások olyan pontosságot igényelnek, amelyet a hagyományos vágási eljárások nem tudnak biztosítani. Itt lép fel az EDM – az elektromos kisüléses megmunkálás. Ezek a speciális rendszerek a anyagot nem fizikai vágással, hanem vezérelt elektromos szikrákkal távolítják el.
A drótos EDM-gép egy vékony drótelektródát használ keményített fémek bonyolult alakú vágására. A drót soha nem érinti közvetlenül a munkadarabot; helyette az elektromos kisülések rendkívüli pontossággal maradéktalanul eltávolítják az anyagot. A formák készítői a drótos EDM-et használják éles belső sarkok és összetett profilok gyártására, amelyek tönkretennék a hagyományos vágószerszámokat.
A mélyedm (vagy ram-EDM) alakos elektródákat használ azzal megegyező üregek kialakítására, amelyet az elektróda formája határoz meg. Az öntött műanyag formák magjai, a sajtószerszám-alkatrészek, valamint a repülőgépipari alkatrészek összetett belső geometriájának gyártása gyakran igényli ezt a technológiát.
| Géptípus | Elsődleges anyagok | Tipikus alkalmazások | Precíziós szintező |
|---|---|---|---|
| CNC marógép (3 tengely) | Fémek, műanyagok, kompozitok | Tartók, házak, sík alkatrészek | ±0,001"-tól ±0,005"-ig |
| CNC marógép (5 tengely) | Repülőgépipari ötvözetek, titán, összetett anyagok | Turbinalapátok, impulzuskerék, formaüregek | ±0,0005"-tól ±0,002"-ig |
| Cnc eszterga | Fémek, műanyagok, fa | Tengelyek, csatlakozóelemek, hengeres alkatrészek | ±0,0005" és ±0,003" között |
| Cnc router | Fa, műanyagok, lágy fémek, kompozitok | Szekrények, táblák, bútorok, panelek | ±0,005"-tól ±0,015"-ig |
| CNC plasma vágó | Acél, rozsdamentes acél, alumínium (vezetőképes) | Szerkezeti alkatrészek, rögzítőelemek, fémművészeti alkotások | ±0,015″-tól ±0,030″-ig |
| Cnc laser vágó | Lemezfémek, műanyagok, fa, akril | Házak, díszítő elemek, pontossági alkatrészek | ±0,001"-tól ±0,005"-ig |
| Huzal EDM | Hegesztett fémek, szerszámacél, keményfém | Formaalkatrészek, nyomó- és kivágószerszámok, bonyolult profilok | ±0,0001″ - ±0,0005″ |
| Vízsugárvágó | Bármilyen anyag (fémek, üveg, kő, kompozitok) | Hőérzékeny alkatrészek, vastag anyagok, kevert szerelvények | ±0,003"-tól ±0,010"-ig |
Ezen gépkategóriák megértése alapozást nyújt a lehetőségek értékeléséhez. De hogyan működnek ezek a különböző rendszerek valójában? Mi történik bennük, ami lehetővé teszi a nagy pontosságot? Nézzük meg a háttérben zajló mechanikai és programozási folyamatokat, amelyek életre keltenek egy CNC-gépet.
Hogyan működnek a CNC-gépek – a háttérben
Láttuk a különböző géptípusokat és az általuk gyártott termékeket. De mi történik valójában akkor, amikor egy CNC-marógép egy tömör tömbből készít kész alkatrészt? A rendszerek mögött rejlő mechanikai és programozási elvek megértése feltárja, mi teszi lehetővé ezt a figyelemre méltó pontosságot. Emeljük fel a függönyt a modern gyártástechnológia mögött rejlő technológiáról.
A gépi tengelyek és mozgás megértése
Képzelje el, hogy egy szoba sarkában áll. A bal oldalán lévő fal egy irányt, a jobb oldalán lévő fal egy másikat, a padlótól a mennyezetig terjedő magasság pedig egy harmadikat jelent. Egy CNC-megmunkáló gép vágószerszámának pozícionálása lényegében így történik – három egymásra merőleges tengely (X, Y és Z) segítségével.
A Descartes-féle koordináta-rendszer alkotja a CNC-mozgás alapját. Az X-tengely általában balról jobbra, az Y-tengely előrefelé-hátrafelé, a Z-tengely felfelé-lefelé irányul. A gép munkaterének minden pontja megadható e három koordinátával – például a (2, 4, 5) koordináta azt jelenti, hogy 2 egység az X-, 4 egység az Y-, és 5 egység a Z-tengely mentén.
Mi a helyzet a bonyolultabb alkatrészekkel? Az 5 tengelyes CNC-gép két forgó mozgást ad hozzá a szokásos három lineáris tengelyhez. Ezeket a forgásokat általában A és B, vagy A és C tengelyeknek nevezik, és lehetővé teszik a vágószerszám vagy a megmunkálandó munkadarab döntését és elforgatását. Így a gép gyakorlatilag bármilyen szögből megközelítheti a felületeket anélkül, hogy a munkadarabot újra kellene pozicionálni.
Miért fontos ez? Gondoljunk például egy turbinalapát megmunkálására, amelynek összetett görbületei vannak több felületén is. Egy 3 tengelyes gép több beállítást igényelne, amelyek mindegyike potenciális igazítási hibákat okozhatna. Egy 5 tengelyes CNC-gép az egész alkatrészt egyetlen beállításban készíti el, így a pontosságot az egész folyamat során fenntartja. Ennek a képességnek köszönhetően az űrkutatási és orvostechnikai gyártók jelentős összegeket fektetnek be többtengelyes berendezésekbe.
A vízszintes marógépek konfigurációi egy további szempontot is hoznak a megfontolásba. Míg a függőleges marógépek esetében a szerszámtartó merőlegesen áll a munkaasztalhoz képest, a vízszintes gépeknél párhuzamosan helyezkedik el. A forgácsok természetes módon lehullanak, a hűtőfolyadék hatékonyan lefolyik, és bizonyos alkatrészformák könnyebben megközelíthetővé válnak. A CNC-marógépek mindkét konfigurációban különböző gyártási igények kielégítésére szolgálnak.
G-kód programozás alapjai
Minden mozgás, amit egy CNC-gép végez, egy parancsból indul ki. Ez a parancsnélv? A G-kód. Gondoljunk rá úgy, mint a gépek által értett nyelvre – egy betűk és számok sorozatára, amely pontosan meghatározza, mi történjen és hol.
A SprutCAM , a leggyakoribb G-kódok a következők:
- G00 – Gyors mozgás (a szerszámot gyorsan, vágás nélkül helyezi el)
- G01 – Egyenes vonalú mozgás (vezérelt sebességű egyenes vonalú vágás)
- G02 – Óramutató járásával megegyező körmozgás (jobbra ívelő ívek)
- G03 – Óramutató járásával ellentétes körmozgás (balra ívelő ívek)
- G04 – Állj (szünet a jelenlegi pozícióban)
- G90 – Abszolút pozicionálás (koordináták az origóhoz viszonyítva)
- G91 – Inkrementális pozicionálás (koordináták a jelenlegi pozícióhoz viszonyítva)
A mozgási parancsokon túl az M-kódok kezelik a segédfunkciókat. Az M03 bekapcsolja a főorsót óramutató járásával megegyező irányban forgatva. Az M05 leállítja. Az M08 bekapcsolja a hűtőfolyadékot, míg az M09 kikapcsolja. A G-kódok és az M-kódok együtt irányítják a megmunkálási folyamat minden aspektusát.
Hogyan néz ki egy valós program? Egy egyszerű sor például így hangzik: G01 X2.500 Y1.750 F15.0forduljon egyenes vonalban a következő pozícióba: X = 2,5 hüvelyk, Y = 1,75 hüvelyk, előtolási sebességgel 15 hüvelyk/perc. A gép vezérlőegysége értelmezi ezt az utasítást, és koordinálja a motorok mozgását annak érdekében, hogy pontosan ezt az útvonalat hajtsa végre.
Az előtolási sebesség és a főorsó fordulatszáma együtt határozzák meg a megmunkálási körülményeket. A főorsó fordulatszáma (percenkénti fordulatban, RPM-ben mérve) szabályozza, milyen gyorsan forog a vágószerszám. Az előtolási sebesség meghatározza, milyen gyorsan halad előre a szerszám az anyagban. Ha megfelelően állítja be a két paramétert, tiszta vágásokat ér el jó szerszámélettartammal. Ha hibásan állítja be, akkor a szerszám eltörésének, a rossz felületminőségnek vagy a alkatrészek sérülésének kockázata áll fenn.
A CAD-től a CAM-ig, majd a gépig
A G-kód kézi írása egyszerű műveletek esetén működik, de összetett alkatrészek gyártása jobb megközelítést igényel. Éppen ezért a CAD–CAM munkafolyamat forradalmasítja a gyártást.
A folyamat a CAD-szoftverben kezdődik – például a SolidWorks-ban, a Fusion 360-ban vagy az AutoCAD-ben, illetve hasonló programokban. Itt a tervezők pontos 3D-modelleket készítenek, amelyek minden méretet, szöget és jellemzőt meghatároznak. Ez a digitális terv teljes mértékben rögzíti a tervezési szándékot.
Ezután a CAM-szoftver veszi át a vezérlést, és lefordítja ezt a geometriát gépállomásra kész utasításokká . Ahogy a Machining Concepts magyarázza, a CAM a tervezés és a fizikai gyártás közötti híd szerepét tölti be. A szoftver elemezni tudja az alkatrész geometriáját, hatékony megmunkálási pályákat számít ki, és automatikusan generál ezrekben számított G-kód-sorozatot.
Egy CNC vezérlőrendszer kulcsfontosságú elemei:
- Vezérlőegység – A számítógépes agy, amely értelmezi a programokat és koordinálja a mozgásokat
- Szervo motorok – Pontos motorok, amelyek minden tengelyt pontos pozicionálással hajtanak meg
- Visszacsatoló kódolók – Érzékelők, amelyek ellenőrzik, hogy a tényleges pozíció egyezik-e a parancsolt pozícióval
- Választó hajtás – Szabályozza a vágószerszám forgási sebességét és teljesítményét
- Bemeneti csatlakozó – Lehetővé teszi a kezelők számára, hogy programokat töltsenek be és paramétereket állítsanak be
- Biztonsági Rendszerek – Határvédelem-kapcsolók, vészhelyzeti leállítások és védőbiztosítók
Amint a program átkerül a gépre, a vezérlő veszi át az irányítást. Az utasításokat sorrendben olvassa, kiszámítja a szükséges motormozgásokat, és valós időben hajtja végre őket. A visszacsatolási rendszerek folyamatosan ellenőrzik, hogy a tényleges pozíciók megegyeznek-e a parancsolt pozíciókkal, és ezredinch mértékű pontossággal hajtanak végre korrekciókat.
Ez a zárt hurkú vezérlés magyarázza, miért érnek el ilyen konzisztenciát a CNC-gépek. A rendszer nem csupán parancsokat küld – eredményeket figyel, és folyamatosan korrigál. Akár az első, akár az ezredik alkatrész gyártása történik, a folyamat mindig azonos marad.
Ezen alapvető ismeretek megértése segít értékelni, mi különbözteti meg az alap szintű asztali gépeket az ipari berendezésektől. De mennyire jelentősek valójában ezek a különbségek? Hasonlítsuk össze a hobbi célú rendszereket a professzionális és ipari CNC-gépekkel, hogy lássuk, hol érvényesülnek leginkább a különbségek.
Hobbi gépek és ipari CNC-berendezések
Most már értik, hogyan működnek a CNC-gépek, és milyen típusaik léteznek. Következik egy döntési kérdés: melyik géposztály illik leginkább az Ön helyzetéhez? A Shapeoko CNC-marógép és egy gyártóüzemi rendszer közötti különbség sokkal több, mint csupán az ár. A felépítés minősége, a pontossági képességek, a terhelhetőség (üzemidő-ciklus) és a tervezett alkalmazási területek drámaian eltérnek e kategóriák között. Elemezzük részletesen, mi különbözteti meg a hobbi célú CNC-gépeket az ipari berendezésektől – és hol helyezkednek el a professzionális műhelygépek e két végpont között.
Asztali és hobbi célú CNC-gépek
A bejárat-level CNC-gépek forradalmasították azt, amit a készítők, hobbi- és kisvállalkozások számára lehetségesnek tartanak. Egy asztali CNC-marógép vagy -marószerszám most olyan képességeket kínál, amelyek tíz évvel ezelőtt tízezres dolláros beruházást igényeltek volna. A Shapeoko, az OneFinity és a Next Wave márkák élénk közösségeket építettek ki a hozzáférhető megmunkálási technológiák körül.
Mi jellemzi ezt a kategóriát? Először is vegyük figyelembe az árkategóriát. A legtöbb hobbi gép 500–5000 dollár között mozog. Például a Shapeoko 4 marószerszám egy szilárd alumínium vázat és jól használható vágóteljesítményt kínál kb. 2000–3000 dollárért, a konfigurációtól függően. A 731 Woodworks szerint ezek a gépek kiválóan alkalmazhatók táblák készítésére, bútoralkatrészek gyártására és egyedi faipari projektekre.
E szintű gyártási minőség az árérzékenységet helyezi előtérbe az ipari tartóssággal szemben. Az alumínium extrúziókat öntöttvas helyett, a szíjmeghajtásokat golyósorsók helyett, valamint könnyebb terhelésre méretezett marófejeket találhat. Ezek a tervezési döntések segítenek fenntartani az árak kezelhetőségét, miközben még mindig lenyűgöző eredményeket nyújtanak a megfelelő anyagok feldolgozásához.
Milyen anyagokat tudnak feldolgozni a hobbi célú gépek? Fa, műanyagok, habanyagok és lágy fémek, például alumínium jól alkalmazhatók. Acél megmunkálása? Ez a legtöbb asztali berendezés tervezési határát meghaladja. Mivel TwoTrees megjegyzi a hobbi célú marógépek gyakrabban igényelnek újra kalibrálást vagy alkatrész-cserét, mint az ipari gépek, ha intenzív használatnak vannak kitéve.
A használati ciklus egy másik kulcsfontosságú különbség. Egy hobbi célú gép naponta több órán keresztül is kényelmesen üzemeltethető, de a folyamatos, egész napos működtetés túlterheli az időszakos használatra tervezett alkatrészeket. Gondoljon hétvégi projektekre és kis tételű gyártásra, nem pedig termelési műszakra.
Professionális műhelyfelszerelés
Lépjen fel professzionális szintű felszerelésre, és egy másik világba kerül a képességek tekintetében. A Tormach és az SYIL gyártók gépei áthidalják a hobbi- és az ipari alkalmazások közötti szakadékot. Ezek a rendszerek drágábbak – általában 10 000–50 000 USD –, de jelentősen javított teljesítményt nyújtanak.
Mit kap ezért a befektetésért? Kezdje a kivitellemmel. A professzionális gépek merev öntöttvas vagy acél vázakkal, precíziós csiszolt vezetőpályákkal és golyósorsó-hajtással rendelkeznek. Egy Haas mini marógép például ipari minőségű alkatrészeket kínál egy kompakt méretben, amely kisebb műhelyek számára is alkalmas. A Tormach kifejezetten az „elérhető CNC” fogalmát hangsúlyozza, amely nem követel kompromisszumot a képességek terén.
A pontosság ezen a szinten lényegesen javul. Míg egy hobbi gép esetleg csak ±0,005 hüvelyk (±0,127 mm) pontosságot ér el jó napokon, a professzionális berendezések állandóan elérnek ±0,001 hüvelyk (±0,0254 mm) vagy annál jobb pontosságot. Szerint CNC Cookbook ez a pontossági küszöbérték jelentős elválasztó vonalat képez: alatta a kézi szakmunkások által elérhető pontosságot tudja elérni; felette a CNC-technológia forradalmi változást hoz.
A anyagfeldolgozási képességek is drámaian bővülnek. A professzionális gépek acélt, rozsdamentes acélt és keményebb ötvözeteket is feldolgoznak, amelyek tönkretennék a hobbi célra készült berendezéseket. A forgószár teljesítménye, a gép merevsége és a hűtőrendszerek mindegyike hozzájárul ehhez a bővült alkalmazási skálához. Egy sokrétű ügyfélmunkát vállaló gépgyártó műhelynek szüksége van erre a sokoldalúságra.
A használati idő is megnő. A professzionális berendezések teljes munkaidős műszakokat képesek kezelni, és napról napra folyamatos termelési feladatokat végezhetnek. Az alkatrészeket több ezer üzemóra működésre tervezték, mielőtt nagyobb karbantartásra lenne szükség.
Ipari gyártási rendszerek
Az ipari szinten a CNC-gépek komoly tőkeberuházásokká válnak. Az árak körülbelül 50 000 dollárral kezdődnek, és száz–ezerszeres mértékben emelkedhetnek, néhány specializált rendszer esetében akár millió dollárig is elérhetnek. Mi indokolja ezeket a költségeket?
Először is a szerkezet egy teljesen más szintre emelkedik. Hatalmas öntöttvas keretek, gránit alaplemezek és precíziós csiszolt alkatrészek olyan platformokat hoznak létre, amelyek mikronos pontosságot biztosítanak. Az ipari gépek nemcsak anyagot vágnak – évekig folyamatos üzemelés mellett is megőrzik ezt a képességet.
A gyártási teljesítmény határozza meg az ipari tervezési döntéseket. Ezeket a gépeket sok létesítményben 24/7 üzemeltetik. Az automatikus szerszámcserélők másodpercek alatt cserélik a vágószerszámokat műszaki beavatkozás nélkül. A palettarendszerek új munkadarabokat töltnek be, miközben a kész alkatrészek még mindig megmunkálás alatt állnak. Minden funkció a főorsó maximális üzemidejének optimalizálására irányul.
E szintű pontosság olyan területre vezet, amelyet a hobbi célú felhasználók ritkán vesznek számításba. A CNC Cookbook szerint a jó ipari gépek egész nap 0,0005 hüvelykes (0,0127 mm) pontosságot tartanak fenn problémamentesen, speciális kezeléssel még szigorúbb tűrések is elérhetők. A légiközlekedési és orvosi alkalmazások ezeket a követelményeket támasztják a több ezer alkatrész egységes minőségével szemben.
Mi más választja el az ipari berendezéseket? Beépített minőségirányítási rendszerek, fejlett folyamatszabályozás és kapcsolódás a gyártóüzemi automatizálási hálózatokhoz. Ezek a gépek nem csupán alkatrészeket gyártanak – dokumentálják a termelés minden egyes aspektusát a nyomon követhetőség és a minőségbiztosítás érdekében.
| Kategória | Árskála | Típusos tűrődés | Szolgálati ciklus | Legjobb felhasználási esetek |
|---|---|---|---|---|
| Hobbi / asztali | 500–5000 USD | ±0,005"-tól ±0,015"-ig | Időszakos (órák/nap) | Táblák, kézműves munkák, prototípusok, fa-/műanyag projektek |
| Professionális műhely | 10 000–50 000 USD | ±0,001"-tól ±0,003"-ig | Teljes műszak (8–12 óra) | Egyedi alkatrészek, kis sorozatgyártás, sokféle anyag |
| Ipari | 50 000–500 000+ USD | ±0,0005" vagy jobb | Folyamatos (24/7 üzemelésre képes) | Nagytermelési volumenű gyártás, légi- és űrkutatási ipar, egészségügy, autóipar |
E kategóriák közötti választás nem csupán a költségvetésről szól – hanem arról is, hogy a gép teljesítményét összhangba hozzuk a tényleges igényeinkkel. Egy hétvégi fafaragó semmit sem nyer az ipari pontossági követelményekből. Egy gyártóüzem minden egyes alkalommal pénzt veszít, amikor egy hobbi célra tervezett gép félbehagyja a munkát. Az ilyen különbségek megértése segít bölcsen befektetni – akár egy asztali CNC-géppel kezdjük, akár egy gyártóüzemi telepítést tervezünk.
Természetesen a vásárlási ár csupán egy részét adja a teljes képnek. Mi a helyzet a szerszámokkal, a szoftverekkel, a karbantartással és az összes egyéb kiegészítő berendezéssel, amelyekre a CNC-működéshez szükség van? Vizsgáljuk meg a valós költségképet minden szinten lévő gépek esetében.
CNC-gépek költségei és költségvetési tervezés
Már látták a különbségeket a hobbi-, a professzionális és az ipari berendezések között. Most jön a gyakorlati kérdés, amit mindenki feltesz: mennyibe kerül valójában egy CNC-gép? A címkeár csak a felszínt kaparja meg. A szerszámok, a szoftverek, a kiegészítők és az infrastruktúra költségei miatt a tényleges befektetés meghaladhatja a gép vásárlási árát akár 30 %-kal vagy még többel is. Nézzük végig, mennyit kell költenie az egyes szinteken, és derítsük fel azokat a rejtett költségeket, amelyek váratlanul érik a vásárlókat.
Bevezető szintű befektetés 5000 dollárnál kevesebb
A CNC-utazás elkezdéséhez nem kell kifizetnie megtakarításait. Egy költséghatékony CNC-gép 1500–5000 dollár közötti árkategóriájában lehetőséget nyújt lényeges képességek elsajátítására. De mit is jelent valójában ez a befektetés?
Ezen a szinten asztali marógépeket találhat, például a Shapeoko, az X-Carve és az OneFinity rendszereket. Ezek a gépek meglepően hatékonyan dolgoznak fával, műanyagokkal és puha alumíniummal. Egy teljes készlet általában így alakul:
- Gépvásárlás – 1500–4000 dollár munkaterülettől és funkcióktól függően
- Útválasztó vagy főorsó frissítése – 100–500 USD (alapmodell útválasztók működnek, de gyorsabban kopnak)
- Alapvágószerszám-kezdőkészlet – 100–300 USD
- Munkadarab-rögzítő fogók és rögzítőberendezések – 50–200 USD
- Porleválasztó rendszer – 150–400 USD (minimálisan szükséges egy üzemi porszívó, de előnyösebb a portartó berendezés)
- CAD/CAM szoftver – évente 0–500 USD (a Fusion 360 ingyenes szintje vagy a Carbide Create szoftver – amelyet egyes gépekhez ingyen biztosítanak)
Mi a helyzet a másodkézből beszerezhető olcsó CNC-gépekkel? A használt berendezések és a CNC-gépek eladásra kínált hirdetései csökkenthetik a kezdeti költségeket, de alaposan meg kell vizsgálni őket. A kopott csapágyak, a megcsavarodott vázak és a elavult elektronika gyorsan komoly problémákat okozhat, amelyek azonnal elviszik a megtakarított összeget.
A munkaterületre vonatkozó követelmények ezen a szinten továbbra is mérsékelt mértéket mutatnak. A Woodworking Network szerint sok asztali marógép 110 V-os hálózati feszültségről működik, így nincs szükség különleges villamosmérnöki munkára. Egy erős munkaasztal és megfelelő szellőzés a porkezelés érdekében jelentik elsődleges infrastrukturális igényeit.
Közepes szintű professzionális gépek
Amikor 10 000–50 000 USD közötti ártartományban keres cnc marógépet vásárlásra, a várakozások drámaian megváltoznak. A Tormach – amelyről ismert, hogy „megfizethető CNC” pozícionálást követ – és a SYIL gyártók professzionális berendezései termelésre kész képességet nyújtanak ipari szintű árak nélkül.
Mit tartalmaz ez a befektetési szint? A gépek ára kb. a teljes költségvetés 60–70%-át teszi ki. A fennmaradó rész az alapvető kiegészítő felszerelésekre fordítódik:
- Pontos szorítók és moduláris munkadarab-rögzítő rendszerek – 500–3000 USD
- Minőségi marók és beilleszthető vágóél-készletek – 500–2000 USD
- Szerszámtartók és fogógyűrűk – 300–1500 USD
- Mértani eszközök (mutatós mérőműszerek, élkeresők, tolómérők) – 200–800 USD
- Hűtőfolyadék-rendszer vagy permethűtés – 200–1000 USD
- Professionális CAD/CAM szoftver – 2000–10 000 USD (öröklési licenc) vagy évente 300–2000 USD
Az infrastruktúra-igények jelentősen nőnek. Ahogy a ShopBot Tools megjegyzi, a nagyobb kantár típusú gépek megfelelő belépési pontokat igényelnek a munkaterületre – például felhúzódó ajtókat vagy rakodóterületeket. Az elektromos ellátás általában 220 V-os egyszeres vagy háromfázisú rendszerre vált, amely esetleg elektromos szerelői munkát igényel.
Akik ebben a szegmensben keressenek eladó plazmavágógépet, vegyék figyelembe a sűrített levegő rendszerét, a füstelszívó szellőzést és a tűzálló asztalfelületet. Ezek a kiegészítő rendszerek ezrekkel növelik a telepítési költségvetést.
Tulajdonosi költségek figyelembevétele
A CNC-gép árának megbeszélése nem ér véget a vásárlással. A folyamatos üzemeltetési költségek döntik el, hogy befektetésed hosszú távon megtérül-e. Mit kell tehát várni?
Szerszámozás költsége ez a legnagyobb ismétlődő kiadása. A végfúrók kopnak, az élkések cserére szorulnak, és az adott anyagokhoz szükséges speciális marószerszámok költsége gyorsan összeadódik. Aktív gyártási környezetben éves gépérték 5–15%-át érdemes szerszámozásra elkülöníteni.
Szoftverköltségek alapos elemzést igényelnek. ENCY CAD/CAM megjegyzések szerint a licencelési döntések befolyásolják mind az elsődleges beruházást, mind a folyamatos kiadásokat. Az előfizetéses modell alacsonyabb kezdőköltséget jelent, de állandó üzemeltetési költséget eredményez. A korlátlan használati jog (perpetual license) nagyobb kezdeti befektetést igényel, de hosszú távon olcsóbb lehet. Sok gyártó mindkét megközelítést alkalmazza: korlátlan használati jogot napi programozási munkahelyekre, előfizetést pedig specializált modulokhoz vagy ideiglenes kapacitásbővítéshez.
Karbantartás és javítás a nem felkészült vásárlókat váratlanul érhetik. Az éves karbantartás például tartalmazhatja:
- Forgószárú csapágyak cseréjét 3–5 évenként (500–5000 USD, géposztálytól függően)
- Vezetősínek kenését és hűtőfolyadék-cserét (folyamatosan fogyó anyagok)
- Golyósorsó ellenőrzését és beállítását
- Vezérlőrendszer-frissítések és biztonsági mentések
- Megelőző karbantartási szerződések (1000–5000 USD évente szakmai berendezések esetén)
Tanítás gyakran teljesen figyelmen kívül marad. Még a tapasztalt gépészeknek is időre van szükségük az új vezérlőrendszerek, CAM-szoftverek és gépspecifikus eljárások elsajátításához. Tervezzen be hivatalos képzési kurzusokra, online tanulási forrásokra vagy a tanulási görbe ideje alatti termelékenységcsökkenésre szánt költséget.
Teljesítményfogyasztás folyamatos költségeket jelent, amelyek a gép méretével arányosan növekednek. Egy hobbi router havi 10–20 USD-tól növelheti az áramszámláját. Több műszakban üzemelő ipari berendezések esetén ez a költség száz vagy akár ezer dollárra is rúghat.
Amikor értékelni próbálja, mennyit ér egy CNC-gép a működése szempontjából, vegye figyelembe a teljes képet. Egy 3000 USD-os hobbi router 1000 USD értékű kiegészítőkkel alapvetően eltér egy 30 000 USD-os szakmai marógéptől, amelyhez 15 000 USD értékű támogató felszerelés, telepítés és képzés szükséges. Ezeknek a valós költségeknek a megértése segít realisztikusan költségvetést készíteni, és elkerülni a váratlan kiadások miatti frusztrációt, amely megakadályozhatja CNC-útjának sikeres befejezését.
Miután tisztázta a költségvetési szempontokat, hogyan válasszon valójában a rendelkezésre álló lehetőségek közül a megfelelő gépet? Dolgozzunk ki egy gyakorlatias keretrendszert a felszerelés és az Ön konkrét igényei közötti illeszkedés biztosítására.
A megfelelő CNC-gép kiválasztása az Ön igényeihez
Megvizsgálta a géptípusokat, összehasonlította a hobbi- és az ipari berendezéseket, és realisztikus költségvetést állított össze. Most jön az a döntés, amely mindent összeköt: melyik gép illik valójában a helyzetehez? A rossz felszerelés kiválasztása pénzkidobást jelent, és korlátozza elérhető eredményeit. A megfelelő választás évekig megsokszorozza képességeit.
Gondolja a gépválasztást úgy, mint egy négy egymással összefüggő darabból álló kirakós játék megoldását: anyagok, termelési mennyiség, pontossági követelmények és munkaterületi korlátozások. Ha mind a négy elem illeszkedik, akkor megtalálta a megfelelő gépet. Vizsgáljuk át rendszeresen mindegyik tényezőt.
A géptípus illesztése az Ön által használt anyagokhoz
Mit fog ténylegesen vágni? Ez a kérdés gyorsabban szűkíti le a lehetőségeit, mint bármely más szempont.
Fa és fából készült kompozit anyagok a faipari alkalmazásokhoz előnyösen CNC marógépeket használnak. Ezek a gépek kiválóan alkalmasak nagy lapanyagok gyors megmunkálására. Egy CNC fa-marógép hatékonyan dolgozza fel a rétegelt lemezt, a MDF-et, a keményfajtákat és az ipari anyagokat – ebben a hatékonyságban a marógépek nem tudnak versenyezni velük. Ha bútorokat, szekrényeket vagy építészeti elemeket gyárt, akkor egy CNC maróasztal biztosítja a szükséges munkateret és sebességet.
Kizárólag faipari célra egy maró alapú CNC-faállomás nyújtja a legjobb egyensúlyt a funkciók és az érték között. A faipari szakemberek számára a CNC-technológia egyre elérhetőbbé vált: a bevezető szintű gépek is kompetensen kezelik a legtöbb műhelyi feladatot. A magasabb osztályú marógépek további funkciókkal – például automatikus szerszámcserélővel és vákuumos rögzítőrendszerrel – növelik a termelési hatékonyságot.
Műanyagok és kompozitok jelenleg közepes nehézségű kihívásokat jelentenek. A lágyabb műanyagok gépesítése hasonlóan történik, mint a fáé, így a marógépek alkalmasak rájuk. Az olyan mérnöki műanyagok, mint a Delrin, a PEEK és a polikarbonát gyakran profitálnak a jobb merevségű és forgácseltávolító marógépekből.
Alumínium és lágy fémek átmeneti zónát képeznek. Az alumínium könnyű megmunkálása jól megy stabil marógépeken, de komolyabb alumíniummegmunkáláshoz kis CNC-marógépre van szükség, amelyet fémfeldolgozásra terveztek – általában egy marógép. A Makera szerint a CNC-marógépek a fémek megmunkálásához szükséges merevséget és pontosságot nyújtják, míg a marógépek a lágyabb anyagokkal való gyors munkavégzésre specializálódnak.
Acél, rozsdamentes acél és kemény ötvözetek szükség van egy külön CNC-gépre fémmegmunkálási feladatokhoz. Ezekhez az anyagokhoz merev vázak, erőteljes szerszámtartók és hatékony hűtőrendszerek szükségesek. Egy hobbi forgácsoló gép sem bírja ki az acél megmunkálását – a rá ható erők teljesen túllépik a tervezési korlátokat. Ha a projektjei között bármilyen vasalapú fém is szerepel, szánjon költségvetést megfelelő marógépek beszerzésére.
Gyártási mennyiség és áteresztőképesség igényei
Egyedi prototípusokat készít, vagy sorozatgyártási tételt futtat? A válasza jelentősen befolyásolja a szükséges berendezéseket.
Prototípus- és egyedi gyártás a rugalmasságot részesíti előnyösebbnek a sebességgel szemben. Gyakran változtatja a beállításokat, különféle anyagokat dolgoz fel, és a gyors kiszállítási időt értékelni fogja a maximális hatékonysággal szemben. Egy sokoldalú, középkategóriás gép jól kezeli ezt a feladatot, elegendő teljesítményt nyújtva igényes alkatrészek gyártásához anélkül, hogy a termelésre specializált berendezések összetettségét kellene elfogadnia.
Kis tételes gyártás (10–100 darab) hatékonysági szempontokat vet fel. A beállítási idő kezd fontossá válni – minden óra, amit a rögzítőberendezések beállítására fordítanak, egy olyan óra, amikor nem gyártanak alkatrészeket. Az ilyen funkciók, mint a gyors cserélhető munkadarab-rögzítés és az előre tárolt programok, egyre értékesebbé válnak. A Hwacheon a „Sokféle – kis mennyiség” gyártáshoz ajánlja esztergagépeit integrált szerszámcserélő rendszerrel, hangsúlyozva a különböző alkatrészek közötti gyors átállás lehetőségét.
Sorozatgyártás (százaktól ezrekig terjedő darabszám) célzottan kialakított berendezéseket igényel. A ciklusidő optimalizálása, az automatikus betápláló rendszerek és a folyamatos üzemelési képesség indokolja a magasabb gépberuházást. Ezen a szinten a gép üzemideje közvetlenül bevételt jelent – minden leállási perc pénzbe kerül.
Gondoljon arra is, hogyan alakulhat a vállalkozása jövőben. Ha ma prototípusok gyártásával kezd, az nem jelenti azt, hogy örökké ezen a szinten marad. Gyakran jobb megoldás egy olyan gépet beszerezni, amely kielégíti a jelenlegi igényeket, de lehetőséget is biztosít a későbbi bővítésre, mint kétszer vásárolni.
Tér- és teljesítményigények
A papíron tökéletes gép problémává válik, ha nem fér el a rendelkezésre álló helyen, vagy nem működik az Ön elektromos hálózatán. Ezeket a gyakorlati korlátozásokat már korai stádiumban figyelembe kell venni.
Padlófelület a gép alapterületén túl több tényezőt is figyelembe kell venni. Szükség van helyre az anyag betöltéséhez, hozzáférésre a karbantartáshoz, valamint helyre a forgács- és porkezeléshez. Clausing Industrial megjegyzi hogy a munkaterület méretei határozzák meg, milyen méretű projekteket tud elvégezni – de a gép külső méretei döntik el, hogy egyáltalán belefér-e a műhelyébe.
Mennyezet magassága ez különösen fontos függőleges marógépek és magas burkolattal rendelkező gépek esetében. Mérje le a tényleges szabad magasságot, figyelembe véve a felső akadályokat, például a légcsatornákat, a világítást és az ajtókereteket a telepítés során.
Elektromos igények a gép teljesítményének növekedésével együtt nő az energiaellátási igény is. Az asztali gépek általában szabványos háztartási áramkörökről működnek. A professzionális berendezésekhez általában 220 V-os ellátás szükséges, gyakran külön áramkörrel. Az ipari gépek háromfázisú áramellátást igényelhetnek – ami esetlegesen több ezer dolláros közmű-fejlesztést tesz szükségessé még a gép érkezése előtt.
Környezetvédelmi ellenőrzések kritikussá válnak a pontos munkavégzés szempontjából. A hőmérséklet-ingadozások méretváltozásokat okoznak mind a gépekben, mind a megmunkálandó alkatrészekben. A komoly gyártóüzemek éghajlat-szabályozást alkalmaznak, különösen a szűk tűréshatárokkal rendelkező termeléshez.
Gépválasztási folyamat lépésről lépésre
Készen áll a döntés meghozatalára? Kövesse ezt a rendszerszerű keretet:
- Sorolja fel elsődleges anyagait – Milyen anyagot fog leggyakrabban megmunkálni? Ez határozza meg az alapvető gépkategóriát (marógép vs. marógép vs. esztergagép vs. speciális berendezés).
- Határozza meg a pontossági követelményeket – Milyen tűréshatárokra van valójában szüksége az alkatrészeinek? Ne fizessen olyan pontosságért, amelyre nincs szüksége, de ne is becsülje alá a jövőbeli igényeket.
- Becsülje meg a termelési mennyiségeket – Egyedi darabok, kis sorozatok vagy folyamatos termelés? A mennyiségi igények formálják a funkciók prioritását.
- Mérje le a rendelkezésre álló helyet – Dokumentálja a gépszállításhoz szükséges padlófelületet, mennyezeti magasságot és ajtóméreteket.
- Ellenőrizze az elektromos kapacitást – Győződjön meg arról, hogy a rendelkezésre álló teljesítmény megfelel a gép igényeinek, vagy tervezze meg a szükséges bővítéseket.
- Számítsa ki az összes költségvetést – Az előző szakaszban tárgyaltak szerint vegye figyelembe a gép, szerszámok, szoftverek, telepítés és képzés költségeit.
- Értékelje a fejlődési lehetőségeket – Gondolja át, hogy ez a gép lehetővé teszi-e a későbbi, fejlettebb berendezések irányába történő szakmai fejlődést.
- Kérjen bemutatókat – Ha lehetséges, nézzen meg gépeket, amelyek olyan anyagokat vágnak, mint amilyeneket Ön is feldolgozni kíván, még a vásárlás előtt.
Azok számára, akik hibrid alkalmazásokat – például leválasztó megmunkálás és additív gyártás, illetve egyéb folyamatok kombinációját – fontolgatják, értékeljék, hogy egy egységes megoldás jobban szolgálja-e céljaikat, mint a specializált berendezések. A hibrid gépek kényelmesek, de néha mindkét funkció tekintetében kompromisszumot jelentenek a cél-specifikus alternatívákhoz képest.
A kis kezdés és a fokozatos fejlesztés sokak számára jól működik. Egy bevezető szintű géppel való kezdés alapvető ismereteket ad, anélkül, hogy nagy pénzügyi kockázatot vállalnánk. Ahogy a készségek fejlődnek és egyre világosabbá válnak az igények, a professzionális berendezésekre való áttérés természetes folyamat lesz, nem pedig drága találgatás.
Bármelyik úton dönt is, az eszközök tényleges igényekhez való illesztése jobb megoldás, mint a csupán műszaki adatok alapján történő vásárlás. A legjobb gép az, amely megbízhatóan elvégzi a munkáját, napról napra.
A kiválasztási szempontok megértése értékes, de az, ha látjuk, hogyan működnek ezek a gépek a gyakorlatban, mindenkit összefog, és világossá teszi a dolgokat. Nézzük meg, hogyan alkalmazzák különböző iparágak a CNC-technológiát a gyakorlati gyártási kihívások megoldására.

CNC-gépek az autóipari és ipari alkalmazásokban
Megtanulta, hogyan válasszon berendezéseket és készítsen költségvetést a befektetéséhez. De vajon mit is gyártanak valójában a CNC-gépek a való világban? A gyakorlati alkalmazások megértése az elvont képességeket érzékelhető eredményekké alakítja át. A gépkocsi motorháza a sebészeti eszközökig a kórházakban – a CNC-technológia formálja azokat az alkatrészeket, amelyek meghajtják a modern életet.
Nézzük meg, hogyan használják ezeket a gépeket különböző iparágak – és mit jelent ez mindenki számára, aki CNC-megmunkálást fontolóba vesz, legyen szó saját műhelyének létrehozásáról vagy arról, hogy „cnc gépműhelyek közelben” keres egy megbízható szakembert, akivel együttműködhet.
Autókomponens Gyártás
Lépjen be bármely autós gépműhelybe, és látni fogja, hogy a CNC-gépek folyamatosan üzemelnek. Az autóipar szinte minden járműalrendszerének gyártásához pontos megmunkálásra támaszkodik. Miért? Mert az autók olyan alkatrészeket igényelnek, amelyek tökéletesen illeszkednek, megbízhatóan működnek és ellenállnak a nehéz üzemeltetési körülményeknek.
A motoralkatrészek közé tartoznak az autóipari alkalmazások legigényesebb példái. A VMT CNC szerint a dugattyúk, hengerfejek és főtengelyek nagy teljesítmény érdekében pontos megmunkáláson mennek keresztül. Ezeket a alkatrészeket extrém hőmérsékleteknek, nyomásoknak és forgási sebességeknek kell ellenállniuk – az ezredinch-es tűrések határozzák meg a zavartalan működés és a katasztrofális meghibásodás közötti különbséget.
Gyakori CNC-megmunkált autóipari alkatrészek:
- Motorblokkok és hengercsúcsok – Az optimális hővezetés és súlycsökkentés érdekében megmunkált alumínium ötvözetek
- Főtengelyek és vezérműtengelyek – Szoros futópontossági tűréseket igénylő, pontos esztergált acélalkatrészek
- Sebességváltó-házak és fogaskerekek – Összetett geometriájú alkatrészek, amelyek többtengelyes megmunkálási képességet igényelnek
- Féknyergerek és féktárcsák – Biztonsági szempontból kritikus alkatrészek szigorú méreti követelményekkel
- Felfüggesztési alkatrészek – Alvázalkatrészek, például vezérelt karok, csuklófejek és gumibuchák
- Üzemanyagrendszer komponensek – Szivattyútestek és üzemanyagvezeték-összeállítások, amelyek tömör, precíziós gyártást igényelnek
Mi különbözteti meg az autóipari megmunkálást más alkalmazásoktól? A mennyiség és az egyenletesség. Az autóipari megmunkálóüzemek hetente ezrekben gyárthatnak azonos alkatrészeket, amelyek mindegyikének pontosan meg kell felelnie az előírt specifikációknak. A statisztikai folyamatszabályozás (SPC) folyamatosan figyeli a gyártási folyamatot, és észreveszi az eltéréseket, mielőtt hibás alkatrészekké válnának.
Azok számára a gyártóknak, akik megbízható autóipari megmunkáló partnereket keresnek, a minőségi tanúsítványok rendkívül fontosak. Az IATF 16949-es tanúsítás – az autóipar minőségirányítási szabványa – azt jelzi, hogy a beszállító megfelel a szigorú folyamatszabályozási követelményeknek. Shaoyi Metal Technology ez a megközelítés példáját mutatja be, ötvözve az IATF 16949-es tanúsítással és az SPC minőségellenőrzéssel, hogy nagy pontosságú alkatrészeket szállítson. Képessége a gyors prototípusgyártástól a tömeggyártásig való skálázásra – sürgős alkatrészek esetén akár egy munkanapos szállítási határidővel – bemutatja, hogyan szolgálják a modern CNC-gyártóüzemek az autóipari ellátási láncokat.
Az autóipari alkalmazásokban a anyagválasztás a teljesítmény és a költség közötti egyensúlyt igényli. Az alumínium ötvözetek dominálnak ott, ahol a tömegcsökkentés számít – például motorblokkok, hengertekházak és sok alvázalkatrész esetében. Az acél a nagy feszültségnek kitett alkalmazásokhoz, például forgattyús tengelyekhez és hajtókarokhoz alkalmas. Egyre gyakrabban jelennek meg az új, fejlett kompozit anyagok és speciális ötvözetek az elektromos járművek és a teljesítményközpontú alkalmazások új igényeinek kielégítésére.
Aerospace és orvosi alkalmazások
Amikor a tűrések szigorúbbá válnak a tipikus ipari követelményeknél, az űrkutatási és az orvosi gyártástechnológia is szerepet kap a beszélgetésben. Ezek az iparágak közös vonást mutatnak: a hiba nem megengedett. A méretbeli hibák következményei a katasztrofális hatástól egészen az életveszélyes helyzetekig terjedhetnek.
Az űrkutatási alkatrészek a CNC-feldolgozás képességeit a legnagyobb fokon teszik próbára. Az LG Metal Works jelentése szerint az űrkutatási alkatrészek ±0,0005 hüvelykes (0,0127 mm) tűrést igényelnek – ez az érték az egy hüvelykes érték ezredrészének a fele. A turbinalapátok, a szerkezeti rögzítőelemek és a motoralkatrészek mindegyike ilyen extrém pontosságot követel meg.
Mi teszi különösen kihívást jelentővé a repülőgépipari megmunkálást? A felhasznált anyagok. A titánötvözetek, az Inconel és egyéb nagy teljesítményű fémek ellenállnak a vágásnak. Megmunkálás közben keményednek (munkakeményedés), extrém hőt fejlesztenek, és gyorsan kopasztják a szerszámokat. A többtengelyes CNC-gépek kezelik a bonyolult geometriákat, miközben speciális szerszámok és vágási stratégiák oldják meg az anyagokkal kapcsolatos kihívásokat.
Gyakori repülőgépipari CNC-alkalmazások:
- Turbina-lapok és motorösszetevők – Bonyolult, hőálló szuperötvözetekből készült 5-tengelyes megmunkált alkatrészek
- Szerkezeti légiforgalmi vázalkatrészek – Nagyméretű, összetett zsebekkel és vékony falakkal rendelkező alumínium alkatrészek
- Rendelkezési berendezések – Kritikus fáradási követelményeket támasztó nagyszilárdságú acélalkatrészek
- Üzemanyagrendszer komponensek – Szivárgásmentes szerelvények korrózióálló anyagokból
- Avionika házak – Pontos burkolatok érzékeny elektronikai berendezések számára
Az orvosi eszközök gyártása egy további dimenziót – a biokompatibilitást – ad hozzá. Az implantálásra szánt alkatrészeknek nemcsak pontosan illeszkedniük kell, hanem biztonságosan kell kölcsönhatniuk az emberi szövetekkel is. A VMT CNC szerint a titán és az austenites rozsdamentes acél az orvosi implantátumokhoz preferált anyagok, mivel biokompatibilisek, kiválóan ellenállnak a korróziónak, és erősek.
Tipikus orvosi CNC-alkalmazások:
- Ortopéd implantátumok – Csípőízületek, térdprotézisek és csontlemezek összetett görbült felületekkel
- Sebészeti eszközök – Pontos műszerek éles élekkel és ergonómikus fogantyúkkal
- Gerincimplantátumok és csontcsavarok – Menetes alkatrészek szoros tűréssel ellátott menetekkel
- Fogimplantátumok és protézisek – Egyedi illeszkedésű, betegspecifikus képalkotási adatok alapján megmunkált alkatrészek
- Diagnosztikai eszközök komponensei – Házak és mechanizmusok képalkotó rendszerekhez
Mindkét ipág kimerítő minőségdokumentációt igényel. Minden megmunkálási művelet, ellenőrzési eredmény és anyagtanúsítvány részévé válik egy nyomon követhető dokumentációs rendszernek. Amikor egy alkatrész repülőgépbe vagy egy beteg testébe kerül, a gyártóknak pontosan igazolniuk kell, hogyan készült és hogyan ellenőrizték.
A szálas lézeres vágógépek technológiája és a CNC lézeres vágógép-rendszerek kiegészítik a hagyományos megmunkálást ezen ipágakban. A repülőgépek belső téréhez szükséges lemezalkatrészek, az orvosi eszközök burkolatai és a precíziós rögzítőkonzolok gyakran lézeres vágógépeken kezdődnek, majd a végső geometriai elemek kialakítása érdekében megmunkálóközpontokra kerülnek. A fém lézeres vágógépek képesek tisztább vágási éleket és minimális hőhatott zónát biztosítani, ami különösen fontos, ha a vágás után hegesztési vagy alakítási műveletek következnek.
A vízsugárvágó technológia mindkét szektorban alkalmazható, amikor a hőhatásra kialakuló zónák egyáltalán nem tolerálhatók. A kompozit anyagok, rétegzett anyagok vagy hőérzékeny ötvözetek vágása anélkül, hogy hő okozta torzulás lépne fel, a vízsugárvágást elengedhetetlen kiegészítővé teszi a hagyományos CNC-eszközökhöz.
Egyedi gyártás és prototípuskészítés
Nem minden CNC-alkalmazás ezer azonos alkatrészt jelent. Az egyedi gyártás és a prototípuskészítés a skála másik végén helyezkedik el – egyedi alkotások és kis tételű gyártás, ahol a rugalmasság fontosabb, mint a nagy mennyiségű gyártás hatékonysága.
Miért olyan fontos a prototípuskészítés? A Nabell szerint a CNC-gyors prototípuskészítés lehetővé teszi a pontos prototípusok hatékony létrehozását közvetlenül a digitális modellekből, így leegyszerűsíti a termékfejlesztést és csökkenti a piacra kerülési időt. A mérnökök az aktuális anyagokból készült alkatrészekkel tesztelhetik a formát, az illeszkedést és a funkciót, nem pedig közelítő megoldásokkal.
A prototípuskészítési munkafolyamat általában a következő szakaszokon halad keresztül:
- Fogalmi modellek – Gyors gyártású alkatrészek, amelyek az alapvető geometriát és arányokat érvényesítik
- Működőképes prototípusokra – Az előállítási szándék szerinti anyagból megmunkált alkatrészek tesztelés céljából
- Előállítási minták – Alkatrészek gyártása a végső érvényesítéshez szükséges gyártási folyamatokkal
- Kis mennyiségű termelés – Kis tételű gyártás a nagy mennyiségű szerszámozásra való köteleződés előtt
Az egyedi gyártás olyan ügyfeleket szolgál ki, akiknek specializált alkatrészekre van szükségük, de nem igényelnek termelési méretű mennyiségeket. Az ilyen munkára specializálódott gépgyártóüzemek széles körű igényeket tudnak kielégíteni: pótalkatrészek régi berendezésekhez, egyedi rögzítőkészülékek gyártáshoz, egyedi mechanizmusok kutatási alkalmazásokhoz, valamint művészi installációkhoz szükséges, pontosan megmunkált fémalakzatok.
Milyen berendezések képesek kezelni ezt a sokféleséget? Rugalmas 3-tengelyes és 5-tengelyes marógépek, amelyek hatékonyan váltanak anyagok és alkatrész típusok között. A prototípus- és egyedi gyártással foglalkozó üzemek rugalmas rögzítőrendszerekbe, változatos szerszámkészletbe és olyan CAM-szoftverekbe fektetnek be, amelyek különféle geometriákat képesek kezelni jelentős programozási idő nélkül.
A prototípustól a sorozatgyártásig vezető útvonalat feltáró gyártók számára az olyan partnerek kiválasztása, akik mindkét végpontot lefedik, folyamatossági előnyöket biztosítanak. Shaoyi Metal Technology a gyors prototípuskészítéstől a tömeggyártásig való skálázhatóság képessége illusztrálja ezt az integrált megközelítést – a gyártási szándék szerint megmunkált prototípusok zavartalanul átmennek a nagyobb mennyiségű gyártásba anélkül, hogy újra kellene érvényesíteni a folyamatot.
Az ipari berendezések gyártása egy másik jelentős egyedi gyártási szegmens. A fogaskerekek, tengelyek, csapágyak és robotalkatrészek pontos megmunkálását igénylik a megbízható működés biztosításához. A VMT CNC megjegyzi, hogy az acélötvözetek és a keményített műanyagok gyakran használatosak ipari alkalmazásokban, mivel erősek, tartósak és kopásállók.
A fogyasztói elektronika gyártása is elfogadta a CNC megmunkálást burkolatok és szerkezeti alkatrészek készítésére. Az alumíniumból készült laptop házak, okostelefon vázak és precíziós mechanikai összeállítások is profitálnak a CNC képességeiből. Az esztétikus felületi minőség és a szigorú méreti tűrések kombinációja teszi a CNC-t ideális gyártási módszernek.
Akár olyan termékek fejlesztésén dolgozik, amelyek prototípus-ellenőrzést igényelnek, akár korlátozott mennyiségben speciális alkatrészeket gyárt, akár autóipari alkalmazásokhoz keres gyártási partnereket – a CNC-technológia pontos alapot nyújt. Maguk a gépek csupán egy részét képezik az egyenletnek – a szoftver, a szerszámok és a szakmai tapasztalat teszik teljessé a képet. Nézzük most meg ezeket a támogató elemeket.
A CNC-sikerhez elengedhetetlen szoftverek és szerszámok
Megismerkedett a géptípusokkal, a kiválasztási szempontokkal és a gyakorlati alkalmazásokkal. De itt van egy dolog, amit sok kezdő elmulaszt: maga a gép csupán egy részét képezi az egyenletnek. Megfelelő szoftver nélkül, minőségi vágószerszámok nélkül és megbízható rögzítőberendezések nélkül még a legjobb CNC-marógép vagy függőleges marógép is alulmúlja a teljesítményét. Tekintse ezeket a támogató elemeket olyan ökoszisztémának, amely a nyers képességet kész alkatrészre alakítja.
Akár asztali egységet, akár egy gyártási Bridgeport marógépet üzemeltet, az e rendszer megértése elválasztja a frusztráló próbálkozásokat és tévedéseket az hatékony, ismételhető eredményektől. Nézzük meg részletesen az egyes összetevőket.
CAD/CAM szoftverek alapjai
Minden CNC alkatrész digitális modellként kezdődik. A CAD (számítógéppel segített tervezés) szoftver készíti ezt a modellt, míg a CAM (számítógéppel segített gyártás) szoftver fordítja át gépállományra készen álló utasításokká. Ennek a szoftverkombinációnak a megfelelő kiválasztása jelentősen befolyásolja a termelékenységet.
Mely szoftverkategóriákat kell értenie?
- CAD modellező szoftverek – 2D rajzokat és 3D modelleket készít az alkatrész geometriájának meghatározásához (SolidWorks, Fusion 360, AutoCAD, FreeCAD)
- CAM szerszámpálya generálása – A geometriát vágási pályákba és G-kód programokba alakítja át (Fusion 360, Mastercam, SolidCAM, HSMWorks)
- Integrált CAD/CAM csomagok – Mindkét funkciót egyesíti egységes munkafolyamatokban, csökkentve a fájlátalakítási hibákat
- Posztprocesszorok – Általános esztergálási útvonalakat fordít gépspecifikus kódokká, amelyeket a vezérlőrendszer értelmez
- Szimulációs szoftvert – A programokat virtuálisan ellenőrzi a megmunkálás előtt, így észleli az ütközéseket és hibákat
A CNC-kód , így a CAM-szoftver kiválasztása a gép összetettségétől, a felhasznált anyagok típusától és a programozási tapasztalattól függ. Hobbi célú felhasználók és kis műhelyek számára a Fusion 360 hatékony CAD/CAM-integrációt kínál elérhető áron. A gyártási környezetekben gyakran a Mastercam vagy a SolidCAM kerül kiválasztásra, mivel ezek fejlett esztergálási útvonal-stratégiákat és jobb optimalizációt nyújtanak összetett marógépekhez.
A SolidCAM-t különösen meg kell említeni integrációs képességei miatt. A szoftver közvetlenül be van építve a SolidWorks-ba, így elkerülhetők a tervezési és gyártási folyamatok közötti fájlátviteli lépések. Az iMachining technológiája automatikusan kiszámítja az optimális megmunkálási feltételeket – ez különösen hasznos, ha éppen tanulja a technológiát, vagy maximális anyagleválasztási sebességet céloz meg.
Mi a helyzet az asztali marógépek felhasználóival? Számos bevezető szintű gép alapvető CAM-szoftvert tartalmaz. A Carbide Create a Shapeoko rendszerekkel kerül szállításra; az Easel az X-Carve marógépekhez tartozik. Ezek az egyszerűsített eszközök könnyedén kezelik a közvetlen 2D és 2,5D feladatokat anélkül, hogy túlterhelnék a kezdő felhasználókat. Ahogy készségeik fejlődnek, a hatékonyabb szoftverekre való áttérés természetes folyamatként zajlik.
Vágószerszámok és munkadarab-rögzítés
A szoftver generálja a programot, de a vágószerszámok végzik a tényleges munkát. A szerszámok kiválasztása közvetlenül befolyásolja a felületi minőséget, a méretbeli pontosságot, valamint azt, mennyi ideig marad termelékeny a gép karbantartás nélkül.
Az élmarók a leggyakoribb vágószerszámok a marási műveletekhez. A CNC Cookbook átfogó útmutatója a szerint a megfelelő élmaró kiválasztása több szempont figyelembevételét igényli:
Az anyag összetétele jelentősen számít. A keményfém végmarók magasabb forgási sebességeken és keményebb anyagokon is használhatók, mint a gyorsacél (HSS) alternatívák. Azonban a gyorsacél akkor ésszerű választás, ha a főorsó fordulatszáma 6000 percenkénti fordulat (RPM) alatt marad – különösen nagyobb átmérőjű szerszámok esetében, amelyek alumíniumot dolgoznak fel. A legtöbb gyártási feladatnál a keményfémet részesítik előnybe, mivel kiváló anyagleválasztási sebességet biztosít.
A hornyok száma befolyásolja a forgácseltávolítást és a befútási sebességeket. Két- és háromhornyú végmarók elegendő helyet biztosítanak a forgácsok eltávolítására alumínium megmunkálása során – az alumíniumnál négyhornyú marók alkalmazása általában forgácsbefogódáshoz és szerszámeltöréshez vezet. Acél és keményebb anyagok megmunkálásánál a négyhornyú marók váltak szabványossá, mivel gyorsabb befútási sebességet és javított felületminőséget tesznek lehetővé.
Geometriai változatok speciális célokra szolgálnak:
- Négyzetes végű végmarók – Általános célú megmunkálás éles sarkokkal
- Golyós végű végmarók – 3D kontúr-megmunkálás és szobor-szerű felületek
- Bikaorrú (sarki lekerekítésű) végmarók – Jobb felületminőség és csökkentett forgácsleválás
- Durva megmunkáló végmarók – Fogazott élek a forgácsokat törik és csökkentik a rezgést nehéz metszeteknél
A vágószerszámokon túl a munkadarab-rögzítés dönti el, hogy a alkatrészek a megmunkálás során helyben maradnak-e. Ahogy a JLC CNC magyarázza, a megfelelő rögzítőberendezések biztosítják a pontosságot, az egyenletességet és az üzemeltető biztonságát úgy, hogy a munkadarabokat az egész folyamat során megbízhatóan rögzítik.
Gyakori munkadarab-rögzítési lehetőségek:
- Gépvizesek – Sokoldalú befogás téglalap alakú alapanyagokhoz; a Kurt-típusú vizesek továbbra is ipari sztenderdek
- Rögzítőlemezek – Moduláris rendszerek menetes furatokkal rugalmas alkatrész-elhelyezéshez
- Vákuumos asztalok – Lapanyagok síkban tartása befogók nélkül; elengedhetetlen a marógépek használatánál
- Szorítófogók és szerszámtartók – Pontos futási hibával rögzítse a vágószerszámokat
- Egyedi rögzítőberendezések – Különleges alkatrészekhez kifejlesztve gyártási környezetekben
A megfelelő szerszámválasztás hozzájárul a gépek élettartamának meghosszabbításához is. A tompa vágószerszámok vagy a nem megfelelő előtolások terhelik a szíjhatású csapágyakat, károsítják a vezetőpályákat, és gyorsítják minden mozgó alkatrész kopását. Egy minőségi szerszámozással és megfelelő vágási paraméterekkel karbantartott Bridgeport marógép évtizedekig üzemelhet; míg egy elhanyagolt vágószerszámokkal túlterhelt gép jóval hamarabb újraépítésre szorul.
Minőségellenőrzés és mérés
Az alkatrészek gyártása csak a feladat fele – az előírásoknak való megfelelésük ellenőrzése teszi teljessé a képet. A minőségellenőrző berendezések problémákat észlelnek, mielőtt az alkatrészek elhagyják a műhelyt, és visszajelzést nyújtanak a folyamatok javításához.
Alapvető mérőeszközök, amelyek minden CNC-munkagép-kezelő számára szükségesek:
- Digitális mikrométerek – Gyors méretellenőrzés 0,001 hüvelyk (0,0254 mm) pontossággal
- Mikrométerek – Magasabb pontosságú mérések kritikus funkciókhoz
- Mutatós órák – Ellenőrizze a futáseltérést, síkságot és a beállítás igazítását
- Magasságmérők – Mérje meg a függőleges méreteket, és rajzolja fel a kijelölési vonalakat
- Élszondák és érzékelőrendszerek – Határozza meg pontosan a munkadarab helyzetét
A gyártási környezetekben az ellenőrzés túllépi a kézi eszközöket. A koordináta-mérő gépek (CMM-k) automatikusan rögzítik a bonyolult geometriát. A felületi érdességmérők számszerűsítik az érdesség értékeit. Az optikai összehasonlítók a munkadarab profilját rávetítik a hivatkozási szabványokra. Például egy precíziós felületeket gyártó köszörűgép ellenőrző berendezéseinek meg kell felelniük annak teljesítőképességének.
Mi köti össze a mérést a megmunkálással? A folyamatszabályozás. Amikor az ellenőrzés azt mutatja, hogy a méretek a tűrés határai felé tolódnak el, az üzemeltetők korrigálják az esztergák eltolásait, mielőtt a darabok a megadott tűréshatárokon kívül kerülnének. Ez a zárt hurkú megközelítés – megmunkálás, mérés, korrekció – biztosítja a termelési sorozatok egységességét.
A statisztikai folyamatszabályozás (SPC) ezt a visszajelzést formalizálja. A mérések időbeli nyomon követésével a gyártók azonosítják a tendenciákat, kiszámítják a folyamatképességet, és dokumentálják a minőséget azoknak az ügyfeleknek, akik tanúsítást igényelnek. Az autóipari és a légiközlekedési iparágak kötelezően előírják ezeket a minőségirányítási rendszereket – az IATF 16949 és az AS9100 tanúsítások igazolják, hogy a beszállítók megfelelően szigorú folyamatszabályozást alkalmaznak.
A szoftver- és eszközrendszer építése időt igényel, de minden egyes elem hozzájárul az általános képességek fejlesztéséhez. A minőségi végmarók jobb felületminőséget biztosítanak, mint a olcsó marók. A megfelelő rögzítőberendezések megakadályozzák a gyártási beállítások eltolódásából eredő selejttermékek keletkezését. A megfelelő CAM-szoftver hatékony szerszámpályákat generál, amelyek hetente órákat takarítanak meg. Ezek a beruházások idővel összeadódnak, és átalakítják a CNC-gépet a nyers potenciálból megbízható gyártási eszközzé.
Miután áttekintettük a felszerelést, a szoftvereket és az eszközök alapjait, készen áll arra, hogy a következő lépéseket megtegye a CNC megmunkálás területén. Akár első gépét vásárolja, akár gyártási partnereket értékel, a megszerzett ismeretek megbízható alapot nyújtanak biztos döntések meghozatalához.
Bevezetés a CNC megmunkálásba
Eljutott attól a ponttól, ahol megértette, mi is a CNC-gépezet, egészen a CNC-felszerelések minden kategóriájának feltárásáig – az asztali marógépektől az ipari gyártási rendszerekig. Most jött el a cselekvés ideje. Akár készen áll az első gépe megvásárlására, akár szakmai partnerekre van szüksége, a megszerzett ismeretek biztos alapot nyújtanak magabiztos döntések meghozatalához. Foglaljuk össze a lényegeseket, és térképezzük fel útját a továbbiakban.
Kulcsfontosságú tanulságok CNC-kezdőknek
Mielőtt belevágna CNC-útjába, emlékezzen ezekre az alapvető fogalmakra, amelyek elkülönítik a sikeres működtetőket a frusztráltakktól:
Illessze a gépet a megmunkálandó anyagokhoz. A CNC-marók kiválóan alkalmazhatók fa- és műanyagfeldolgozásra. A marógépek fémeket dolgoznak fel. Egy CNC-esztergagép hengeres alkatrészeket állít elő. Az eszközök kiválasztása a tényleges munka igényeihez igazítva megakadályozza a költséges hibás választásokat.
Készítsen költségvetést a gépen túl is. A szerszámok, a szoftver, a munkadarab-rögzítő berendezések és a képzés 30%-kal vagy még többel növelik kezdeti befektetését. A Machine Station szerint a minőségi gyorsacél- vagy keményfém szerszámok beszerzése megakadályozza, hogy olcsó vágószerszámok miatt csalódást keltsenek a gyenge eredmények.
Kezdjen elérhető anyagokkal. Az alumínium, a sárgaréz és a műanyagok elnézik a tanulási hibákat. Az acél és az exotikus ötvözetek viszont büntetik őket. Építse fel készségeit fokozatosan, mielőtt bonyolultabb alkalmazásokhoz kezdene.
Értse meg a digitális munkafolyamatot. A CAD készíti el a tervezést. A CAM generálja a szerszámpályákat. A G-kód adja meg a gépnek, mit kell tennie. Bármelyik láncszem megszakadása leállítja a gyártást – szánjon időt minden egyes szakasz elsajátítására.
A pontosságnak szintjei vannak. A hobbi gépek pontossága ±0,005 hüvelyk. A professzionális berendezések ±0,001 hüvelyk pontosságot érnek el. Az ipari rendszerek ±0,0005 hüvelyk pontosságot nyújtanak. Ismerje meg, milyen pontosságra van valójában szüksége alkalmazásaihoz, mielőtt feleslegesen magas szintű képességeket vásárolna, amelyeket nem fog használni.
A CNC-megmunkálásba való belépésnél a legfontosabb szempont nem a megvásárolt gép, hanem az anyagok, a pontossági igények és a gyártási mennyiségek őszinte értékelése a bármely felszerelés vagy partnerség megvásárlása előtt.
Következő lépések CNC-útján
Készen áll a továbblépésre? Az útja attól függ, honnan indul és hová szeretne eljutni.
Teljes kezdőknek: A CNC Cookbook ingyenes online oktatókurzusok fedik le a befektetési és sebességi paramétereket (feeds and speeds), a G-kód programozást és a megmunkálás alapjait saját tempójában. Kezdje el a tanulást a vásárlás előtt – a műveletek megértése segít kiválasztani a megfelelő CNC-megmunkáló berendezéseket.
Hobbi célra készülőknek: Az asztali gépek 1500–3000 dolláros árkategóriájában valóban jelentős teljesítményt nyújtanak. Figyeljen olyan gépekre, amelyekhez aktív felhasználói közösségek tartoznak – a hibaelhárítás lényegesen egyszerűbbé válik, ha ezrek használnak azonos felszerelést.
A növekvő méretű műhelyek számára: A Tormach és az SYIL cég által gyártott professzionális CNC-gépek a hobbi- és az ipari világ közötti hidat képezik. Fontolja meg a teljes tulajdonlási költséget, ne csak a vételárat. A betanítási idő és a tanulási görbe alatti termelékenység befolyásolja a tényleges beruházását.
Gyártási környezetben: Az ipari CNC-felszerelés gondos specifikálást igényel. A Kremin Inc. szerint a technikai képességek, a minőségbiztosítási rendszerek és a kapacitás értékelése biztosítja, hogy a berendezés megfeleljen a gyártási igényeknek.
Bármelyik útvonalat választja is, számítson tanulási görbére. A legtöbb kezdő 2–3 hónapos, folyamatos gyakorlás után eléri az alapvető jártasságot. Az összetettebb technikák elsajátítása 6–12 hónapot vagy akár hosszabb időt is igényel. A türelem és kitartás fontosabb, mint a természetes tehetség.
Megbízható gyártási partnerek keresése
Még nem készül fel saját gépek beszerzésére? A megbízások kiszervezése meglévő CNC-műhelyeknek alternatív megoldást kínál. Ez a megközelítés különösen akkor ésszerű, ha:
- A termelési mennyiségek nem indokolják a gépek beszerzését
- A projektek olyan képességeket igényelnek, amelyek nem állnak rendelkezésre jelenlegi felszereléseinkkel
- A piacra kerülési időszak rövidebb, mint a tanulási görbe lefolyása
- Minőségi tanúsítványok kötelezőek az Ön iparágában
Milyen szempontokat érdemes figyelembe venni gyártási partnerek kiválasztásakor? A Kremin Inc. a technikai képességek, a minőségbiztosítási rendszerek, az iparági tapasztalat, a kapacitás és a kommunikációs gyakorlatok értékelését javasolja. A ISO 9001 vagy az AS9100 tanúsítások a minőségi szabványok iránti elköteleződést jeleznek.
Különösen az autóipari alkalmazások esetében az IATF 16949 tanúsítás azt jelzi, hogy a beszállítók megfelelnek az autóipar szigorú követelményeinek. Shaoyi Metal Technology ezt a szabványt példázza meg, ötvözve az IATF 16949 tanúsítással és a statisztikai folyamatszabályozással (SPC), hogy megbízhatóan gyártsa a magas pontossági igényű alkatrészeket. Képessége a gyors prototípusgyártástól a tömeggyártásig való skálázásra – akár egy munkanapos szállítási határidővel – olyan gyártóknak nyújt megoldást, akik rugalmasságra és gyártási kapacitásra is szükséget éreznek.
Bármely partner értékelésekor tegyen fel kérdést a fejlődési útvonalukról. Képesek kezelni ma a prototípusait, és holnap már a termelési mennyiségeket? Az ilyen folytonosságot kínáló partnerek kizárják a szállítóváltás okozta zavart, amikor igényei változnak.
Akár saját gyártási kapacitásokat épít, akár megbízott, megbízható gyártókkal dolgozik együtt, az alapelvek változatlanok: értse meg követelményeit, párosítsa a képességeket a szükségletekkel, és fektessen kapcsolatokba – berendezésekbe vagy partnerekbe –, amelyek együtt nőnek ambícióival. A CNC-útja egyetlen döntéssel kezdődik. Tegye azt megbízhatóan alaposan átgondolt döntéssé.
Gyakran ismételt kérdések a CNC-gépekről
1. Mennyibe kerülnek a CNC-gépek?
A CNC-gépek költségei jelentősen eltérnek kategóriánként. A bevezető szintű asztali és hobbi gépek ára 500–5000 dollár között mozog, és fájlnak, műanyagoknak és lágy fémeknek való megmunkálásra alkalmasak. A professzionális műhelyfelszerelések 10 000–50 000 dollárba kerülnek, szűkebb tűréshatárokat és bővített anyagfeldolgozási lehetőségeket kínálnak. Az ipari CNC-gépek ára 50 000 dollártól indul, és specializált, többtengelyes rendszerek esetén, amelyek 24/7-es termelésre képesek, akár 500 000 dollárt is meghaladhat. Ne felejtse el, hogy a szerszámok, szoftverek, rögzítőberendezések és képzési költségek további 30%-ot vagy még többet is igényelhetnek.
2. Mi egy CNC-gép?
Egy CNC (számítógéppel szabályozott) gép egy előre programozott számítógépes szoftverrel vezérelt automatizált gyártóberendezés. Digitális terveket pontos fizikai alkatrészekké alakít át koordinált tengelymozgások és vágási műveletek segítségével. A CNC-gépek G-kód utasításokat értelmeznek a vágás, fúrás, marás és esztergálás feladatainak elvégzéséhez minimális emberi beavatkozással, és ±0,001 hüvelyk (kb. ±0,025 mm) pontosságot érnek el. Gyakori típusok például a marógépek, esztergák, marók, plazmavágók, lézervágók és EDM-gépek, amelyek mindegyike anyag- és alkalmazásspecifikus optimalizálással készült.
3. Jól keresnek a CNC-gépkezelők?
A CNC-es megmunkálók versenyképes bérrel rendelkeznek, az átlagbér jelenleg körülbelül 27,43 USD/óra az Egyesült Államokban a legfrissebb adatok szerint. A kereset jelentősen növekszik a tapasztalattal, a szakosodott képességekkel és a szakképesítésekkel. Azok az operátorok, akik jártasak a többtengelyes programozásban, összetett anyagok – például titán vagy Inconel – megmunkálásában, valamint olyan iparágakban, mint a légi- és űrkutatási vagy az orvostechnikai gyártás, magasabb bért igényelnek. Számos megmunkáló fejlődik tovább programozó, beállító vagy felügyeleti pozíciókba, amelyekhez megfelelő bérnövekedés is társul.
4. Milyen anyagokat vághatnak a CNC gépek?
A CNC-gépek gyakorlatilag bármilyen megmunkálható anyagot feldolgoznak, bár a géptípus határozza meg az alkalmasságot. A marógépek kiválóan alkalmasak fa, műanyag, hab és alumíniumlemez megmunkálására. A marógépek kezelik az alumíniumot, acélt, rozsdamentes acélt, titániumot, sárgaréz-t és mérnöki műanyagokat, például a Delrint és a PEEK-et. Az esztergák henger alakú alkatrészeket állítanak elő fémekből, műanyagokból és fából. A plazmavágók vezetőképes fémekkel – például acéllel és alumíniummal – dolgoznak. A lézervágók finom részletességgel vágják a lemezacélokat, műanyagokat és fát. A vízsugárvágó rendszerek bármilyen anyagot vághatnak – fémeket, üveget, követ, kompozitokat – hő okozta torzulás nélkül.
5. Vásároljak CNC-gépet, vagy bízzam ki egy gépgyártóüzemre?
A döntés a gyártási mennyiségtől, a szükséges képességektől és a költségvetéstől függ. A beszerzés akkor ésszerű, ha a folyamatos terhelés indokolja a berendezésekbe történő befektetést, ha gyors forgalomirányítási irányításra van szükség, vagy ha tulajdonosi folyamatok miatt belső biztonságot igényelnek. Az alvállalkozás akkor előnyösebb, ha kis mennyiségekről van szó, specializált képességekre van szükség, amelyek nem állnak rendelkezésre saját berendezéseinkkel, vagy ha minőségi tanúsítások – például az IATF 16949 – kötelezőek. Olyan partnerek, mint a Shaoyi Metal Technology, skálázható megoldásokat kínálnak prototípusgyártástól a tömeggyártásig tanúsított minőségirányítási rendszerekkel, így rugalmasságot biztosítanak jelentős tőkebefektetés nélkül.