 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

A CNC-gépek fémmel kapcsolatos titkai: Amiket a gyártók elsőként szerettek volna tudni
A CNC fémfeldolgozás valójában mit jelent
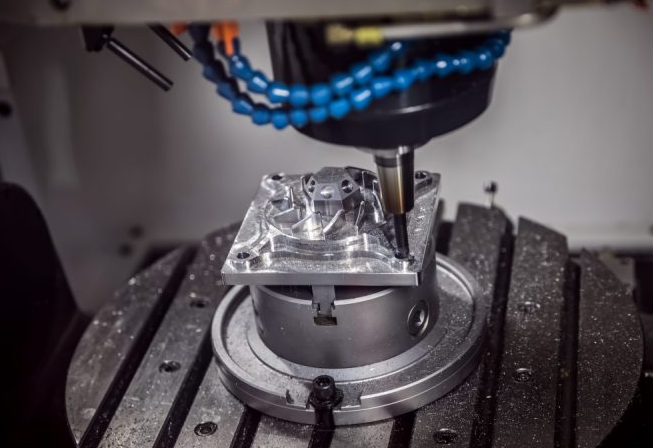
Képzelje el, hogy egy gépet pontosan úgy vezérel egy program, ahogyan egy mesterember vágja a fémeket – de ezt kód segítségével teszi, nem kézzel végzett szakértelemmel. Ez lényegében a CNC fémfeldolgozás. Egy CNC gép nyers fémtömböket alakít kész alkatrészekké pontos digitális utasítások követésével, így kiküszöböli a találgatást és az emberi hibákat, amelyek korábban jellemezték a fémfeldolgozást.
A CNC a Számítógépes Numerikus Irányítás rövidítése , és ez a technológia a gyártástechnika történetének egyik legjelentősebb ugrása. Ahelyett, hogy az operátorok kézzel irányítanák a vágószerszámokat a munkadarabon, egy CNC-eszközre programozzák a mozgások végrehajtását olyan ismételhetőséggel, amelyet az emberi kéz egyszerűen nem tud elérni.
Kézi esztergáktól a digitális pontosságig
A CNC-technológia megjelenése előtt a gépészek éveket töltöttek a kézi esztergályok és marógépek kezeléséhez szükséges izomemlék és intuíció kialakításával. Minden vágás az operátor szakértelmétől függött, és azonos alkatrészek gyártása a sablonokra, rögzítőberendezésekre és jelentős szakértelemre támaszkodott. A számítógéppel vezérelt eszterga forradalmasította a gyártást, mivel a mozgási utasításokat digitálisan tárolja, így a gépek korlátlanul ismételhetik a bonyolult műveleteket.
Ez az átalakulás nemcsak a pontosságot javította – hanem demokratizálta a precíziós fémmegmunkálást. Ma egy jól programozott CNC-gép olyan alkatrészeket tud gyártani, amelyeket évtizedekkel ezelőtt csak mesterszintű képességekkel lehetett elkészíteni.
A számítógéppel vezérelt forradalom a fémfeldolgozásban
Lényegében minden CNC-fémmegmunkáló rendszer négy alapvető, egymással összehangolt komponensből áll:
- Számítógépes vezérlőrendszer: Az agy, amely értelmezi a programozott utasításokat, és koordinálja az összes gépmozgást
- Szerszámok: Végmarók, fúrók és speciális vágószerszámok, amelyek fizikailag eltávolítják az anyagot a megmunkálandó darabról
- Rögzítőeszközök: Rögzítők, fogók és rögzítőberendezések, amelyek biztosítják a fém alapanyagot a megmunkálási műveletek során
- Fém alkatrész: A nyersanyag, amelyből a kész alkatrészt gyártják
Ezek az alkatrészek G-kód segítségével kommunikálnak – egy programozási nyelv segítségével, amely ijesztőnek tűnhet, de egyszerű elveken alapul. Képzelje el a G-kódot úgy, mint egy GPS-irányítást a vágószerszám számára. A „G01 X2,0 Y1,5 F10” parancs például egyszerűen azt mondja meg a gépnek, hogy egyenes vonalban mozogjon meghatározott koordinátákra adott sebességgel. A modern CAM-szoftver ezt a kódot automatikusan generálja a 3D tervekből, így ritkán kell manuálisan elkészíteni.
A CNC-technológia részletes bemutatása fémmegmunkáláshoz
A CNC-gépet más automatizált berendezésektől az különbözteti meg, hogy képes numerikus adatokat értelmezni és azokat pontos fizikai mozgásokká alakítani. Amikor valaki hétköznapi beszédben CNC-gépről beszél, általában ugyanezt a technológiát írja le – a terminológia eltérő lehet, de az alapvető elv változatlan marad.
A modern CNC-gépek pozícionálási pontossága elérheti a 0,0001 hüvelyk (kb. 0,00254 mm) értéket – ez kb. az emberi hajszál vastagságának 1/700-a, így olyan pontosságot tesz lehetővé, amely korábban csak specializált laboratóriumokban volt elérhető.
Ez a képesség magyarázza, miért vált a CNC-fémfeldolgozás elengedhetetlenné azokban az iparágakban, ahol szigorú tűréshatárok szükségesek. Akár repülőgépipari alkatrészeket gyárt, akár egyedi autóalkatrészeket készít, ezen alapvető ismeretek elsajátítása segít megbízható döntéseket hozni a berendezésekről, anyagokról és folyamatokról.
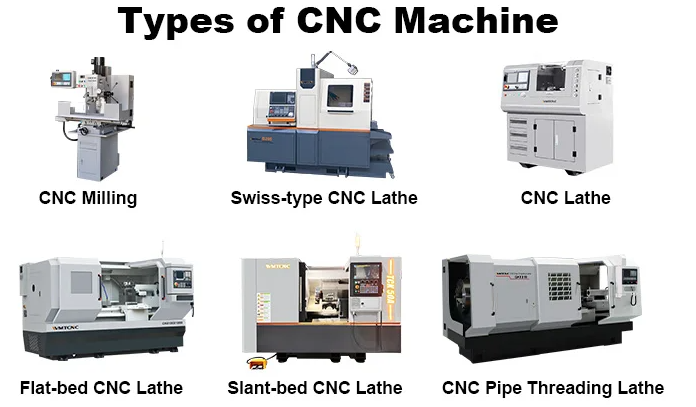
CNC-géptípusok összehasonlítása fémfeldolgozáshoz
Nem minden CNC-berendezés kezeli ugyanúgy a fémeket. A projekt számára nem megfelelő géptípus kiválasztása időpazarlást, alacsony minőségű eredményt és frusztrációt eredményezhet. Hogyan válasszuk ki tehát a megfelelő eszközt fémfeldolgozási igényeinkhez? A CNC marógépek, esztergák, router gépek és vágórendszerek közötti alapvető különbségek megértése az alapja annak, hogy már az első naptól okosabb döntéseket hozhassunk.
Minden gépkategória különösen jól teljesít bizonyos alkalmazásokban. Egy CNC marógép, amely hibátlan 3D-kontúrokat állít elő, teljesen alkalmatlan lehet nagy mennyiségű lemezvágásra. Ugyanakkor egy plazmavágó, amely gyorsan átvágja a vastag acéllemezeket, nem képes elérni a precíziós alkatrészekhez szükséges szigorú tűréseket. Nézzük meg részletesebben, hogy mindegyik típus mire is képes valójában.
Marógépek és marók fémprojektekhez
Amikor a gyártók CNC marógépekről beszélnek , általában olyan gépekre gondolnak, amelyek forgó vágószerszámokkal távolítanak el anyagot a fém alkatrészekből úgy, hogy a szerszámok belemélyednek a munkadarabba és a felületén mozognak. Ezek a gépek kiválóan alkalmasak összetett háromdimenziós geometriák létrehozására kivételes pontossággal. Egy minőségi CNC marógép olyan tűréseket tud tartani, amelyeket a lemezvágási módszerek egyszerűen nem tudnak elérni.
A CNC marógépek, ellentétben ezzel, a munkaterület méretét helyezik előtérbe a nyers merevség helyett. Ezeket gyakran nagyobb lapos alapanyagok feldolgozására használják – például táblák, burkolóelemek vagy építészeti fémmunkák készítésére. Bár a marógépek hatékonyan vághatnak alumíniumot és lágyabb fémeket is, általában hiányzik belőlük az a szerkezeti merevség, amely szükséges az agresszív vágáshoz acélban vagy keményebb ötvözetekben.
Íme egy gyakorlatias megközelítés: ha alkatrészei bonyolult zsebeket, pontos furatokat vagy többoldali megmunkálást igényelnek, akkor a CNC marógépek a legmegfelelőbb megoldás. Ha viszont nagyobb felületeken sík profilokat vág le lemezanyagból, akkor egy marógép-alapú rendszer jobban szolgálja érdekeit.
Amikor a leválasztó megmunkálás találkozik a hőmérséklet-alapú vágással
A hagyományos forgácsoló eljárásokon túl a CNC vágógépek technológiája hőmérséklet-alapú és csiszoló módszereket is magában foglal, amelyek jelentősen kibővítik a lemez- és táblamunkák lehetőségeit. A plazmavágók, lézervágók és víznyomásos vágógépek mindegyike egyedi előnyöket kínál a fémmegmunkálásban.
A plazmavágás elektromosan ionizált gázsugár segítségével olvasztja át a vezetőképes fémeket figyelemre méltó sebességgel. Költséghatékony megoldás vastagabb acéllemezek vágására, de hőhatott zónát hoz létre, amely másodlagos feldolgozást igényelhet. A lézervágás kiváló szélminőséget és bonyolult részletmunkát is lehetővé tesz, bár a feldolgozható anyagvastagság korlátozott a lézer teljesítményétől függően.
A vízsugárgépek teljesen más megközelítést alkalmaznak – nagynyomású vizet kevernek össze aprított gránáttal, hogy gyakorlatilag bármilyen anyagot leerodáljanak. Mivel a vízsugárvágás nem jár hőhatással, teljesen kiküszöböli a hő okozta torzulások problémáját. Ezért ideális hőérzékeny ötvözetek vagy olyan alkalmazások esetén, ahol az anyag tulajdonságainak változatlanul kell maradniuk.
Géptípusok és fémmegmunkálási alkalmazások összeillésének biztosítása
A CNC esztergagép teljesen saját kategóriát képez, kifejezetten hengeres és forgó alkatrészek gyártására tervezték. Míg a marógépek és fúró-marógépek a vágószerszámot mozgatják egy álló munkadarab körül, az esztergák magát a munkadarabot forgatják a rögzített vagy mozgó szerszámokkal szemben. Tengelyek, csapágygyűrűk, menetes alkatrészek, valamint bármely forgásszimmetrikus alkatrész általában esztergára kerül.
Összetett geometriák több irányból történő megmunkálásához a 5 tengelyes megmunkálási képesség forradalmasítja a lehetségeseket. Ezek az előrehaladott berendezések lehetővé teszik, hogy a vágószerszám majdnem bármely irányból közelítsen a munkadarabhoz, így lehetővé válik a belső horpadások, összetett szögek és szerves formák megmunkálása – amelyek egyszerűbb gépeken több beállítást igényelnének.
| Géptípus | Tipikus fémek | Precíziós szintező | Sebesség | Vastagság kapacitás | Legjobb alkalmazások |
|---|---|---|---|---|---|
| CNC frászó | Minden megmunkálható fém | ±0,0005"–±0,005" | Mérsékelt | A munkaterület korlátozza | 3D kontúrok, precíziós alkatrészek, formák |
| Cnc router | Alumínium, sárgaréz, lágy fémek | ±0,005"-tól ±0,015"-ig | Gyors 2D-profilokhoz | Általában legfeljebb 1" | Nagy méretű sík munkadarabok, táblák, jelzések, panelok |
| Cnc eszterga | Minden megmunkálható fém | ±0,0005"-tól ±0,002"-ig | Magas hengeres alkatrészekhez | A befogó/rúd kapacitása korlátozza | Tengelyek, bushingek, menetes alkatrészek |
| Plazma vágó | Vezetőképes fémek, acél | ±0,015″-tól ±0,030″-ig | Nagyon gyors | Legfeljebb 2"+ acél | Vastag lemez vágása, szerkezeti munkák |
| Laser vágó | Acél, rozsdamentes, alumínium | ±0,005"-tól ±0,010"-ig | Gyors vékony anyagoknál | Akár 1 hüvelyk acél is tipikus | Részletes profilok, vékony lemez munkák |
| Vízsugaras | Minden fémes anyag, beleértve a keményítettet is | ±0,003"-tól ±0,010"-ig | Lassabb, mint a hőalapú eljárás | Legfeljebb 8"+ lehetséges | Hőérzékeny fémek, vastag anyagok |
Ezen különbségek megértése segít elkerülni a gyakori hibát, amikor egy marógépet olyan feladatokra kényszerítenek, amelyekhez más technológiák alkalmasabbak. Mindegyik platform évtizedekre nyúló mérnöki optimalizálás eredménye specifikus anyaglebontási stratégiákhoz – ha alkalmazását a megfelelő kategóriához igazítja, projektjei sikere már a munkadarab behelyezése előtt biztosított.
Fém anyagok és CNC-kompatibilitás magyarázata
Kiválasztotta a megfelelő géptípust – de átgondolta-e, mi történik, amikor a vágószerszám találkozik a kiválasztott fémmel? Az anyagkompatibilitás az a terület, ahol sok gyártó váratlan akadályokba ütközik. A különböző fémek nagyon eltérő módon viselkednek megmunkálás közben, és ezeknek a viselkedési formáknak az ismerete a vágás megkezdése előtt időt és szerszámköltséget takarít meg.
Az igazság az, hogy nem minden fém CNC gép egyformán jól kezeli az összes anyagot. Egyes fémek CNC megmunkálásához speciális géprigidity, szakosított szerszámok vagy különleges vágási stratégiák szükségesek a megfelelő eredmény eléréséhez. Nézzük meg, mi teszi egyes gyakori fémeket egyedivé, és hogyan lehet sikeresen megközelíteni őket.
Az alumínium és megmunkálásbarát tulajdonságai
Ha a legkevésbé problémás anyagot keresi a vágáshoz, az alumínium áll az élen. Egy CNC alumínium gép agresszív sebességeken is üzemelhet, mivel az alumínium lágy szerkezete lehetővé teszi a gyors anyageltávolítást túlzott szerszámkopás nélkül. A Hubs gyártási szakértői szerint az alumínium ötvözetek kiváló szilárdság-tömeg aránnyal rendelkeznek, valamint magas hő- és elektromos vezetőképességgel, ami miatt a prototípusok és sorozatgyártású alkatrészek számára egyaránt a leggazdaságosabb megoldást jelentik.
Az alumínium megmunkálásánál figyelembe veendő kulcsfontosságú szempontok:
- Forgácseltávolítás: Az alumínium puhasága hosszú, fonalszerű forgácsokat eredményez, amelyek a szerszámok köré tekeredhetnek és eldugulhatnak a maróhorpadásokban – megfelelő forgácseltávolítás és levegőfúvás vagy hűtőfolyadék alkalmazása elengedhetetlen
- Felépült él: A anyag magas hőmérsékleten összehegedhet a vágóélekkel, ezért éles szerszámok és megfelelő forgácsolási sebességek szükségesek
- Felületminőség érzékenysége: A puha anyag könnyen mutatja a szerszám nyomait, ezért a megmunkált alkatrészek esztétikai minőségének biztosítása érdekében kritikus fontosságú a beforgási sebesség és a szerszám geometriája
- Ötvözetváltozatok: a 6061-es ötvözet kiváló általános megmunkálhatóságot kínál, míg a 7075-ös ötvözet hőkezeléssel acélhoz hasonló szilárdságra hozható
A legtöbb fémmegmunkáló CNC-gép esetében az alumínium az ideális kiindulási alapanyag a képességek fejlesztéséhez és a programok érvényesítéséhez, mielőtt nehezebben megmunkálható anyagokra térnénk át.
Acélminőségek és CNC-megmunkálásuk kihívásai
A acél másfajta követelményeket támaszt, amelyek elkülönítik a hobbi szintű berendezéseket a komoly fémfeldolgozáshoz készült gépektől. Egy acélra optimalizált CNC-gép lényegesen merevebbnek kell lennie, mint egy elsősorban alumínium megmunkálására tervezett gép. Az acél megmunkálásakor keletkező növekedett vágóerők deformálhatják a könnyű vázakat, ami rezgést, rossz felületminőséget és méreti pontatlanságot eredményez.
Miközben lágy- és ötvözetacélokkal dolgozik, vegye figyelembe az alábbi tényezőket:
- A gép merevségére vonatkozó követelmények: Súlyosabb vázak, nagyobb lineáris vezetékek és erőteljes szerszámtartók válnak elengedhetetlenné a konzisztens eredmények eléréséhez
- Hőkezelés: Az acél alacsonyabb hővezető-képessége miatt a hő a vágózónában koncentrálódik – a szerszámromlás megelőzésére állandó hűtőfolyadék-ellátás vagy megfelelő vágóolaj szükséges
- A előtolás és a forgási sebesség kiszámítása: Túl lassú munkavégzés esetén a munkadarab keményedik; túl gyors munkavégzés pedig túlzott hőfejlődést és gyors szerszámkopást okoz
- Eszközszerződés: A megfelelő bevonattal ellátott keményfém szerszámok sokkal jobban bírják az acélt, mint a gyorsacél alternatívák
Az 1018-as típusú lágyacél-ötvözetek jó megmunkálhatóságot biztosítanak általános alkalmazásokhoz, míg az ilyen ötvözött acélok, mint például a 4140-es típus, pontosabb paraméterválasztást igényelnek, de a kész alkatrészeknél kiváló mechanikai tulajdonságokat nyújtanak.
Exotikus fémek – titán-tól réz-ötvözetekig
A gyakori acél- és alumíniumfém-családokon túl számos speciális fém egyedi megmunkálási kihívásokat jelent, amelyeket megfelelő előkészítés jutalmaz.
Nem rozsdásodó acél vágása sok gyártót frusztrál, mivel hajlamos a megmunkálás közbeni keményedésre. A Lamina Technologies szakértői szerint a nem rozsdásodó acél lényegesen nehezebben és „gumisabban” megmunkálható, mint a szénacél, és gyorsan keményedik a megmunkálás során, ami magyarázza alacsony megmunkálhatósági értékelését. A megoldás a következőkből áll:
- Állandó fogásmélység: Soha ne engedje, hogy a szerszám álljon vagy dörzsöljön – fenntartsa a pozitív vágó hatást a felületi keményedés megelőzésére
- Alacsonyabb forgási sebességek: A 4000 fordulat/perc alatti forgási sebességgel működő szerszámok minimalizálják a hőfelhalmozódást, amely gyorsítja az anyag keményedését
- Éles szerszámok: A tompa élek súrlódást okoznak inkább, mint vágó hatást, ezzel tovább súlyosbítva a keményedési problémát
- Megfelelő nyomás: Kerülni kell a túlzott erőkifejtést, amely túlmelegedést okoz, és kárt okoz mind az anyagban, mind a vágószerszámban
Brasszó és réz az összevágási képesség skálájának ellentétes végét jelentik. Ezeket az anyagokat gyönyörűen lehet megmunkálni, minimális szerszámkopással, ezért nagyon népszerűek nagy tételszámú gyártás esetén. A réz-zincs ötvözet (C36000-es típus) különösen kiváló megmunkálhatóságot kínál természetes korrózióállóságával és magas szakítószilárdságával együtt. A lágyabb fémekkel kapcsolatos fő aggodalom a maradékanyag (burr) képződésének szabályozása és tiszta élletörések elérése.
Titán tiszteletet és speciális megközelítéseket igényel. Bár kiváló szilárdság-tömeg arányt nyújt repülőgépipari és orvosi alkalmazásokhoz, a titán a következőket igényli:
- Speciális szerszámok: Különösen a titánötvözetekhez tervezett éles geometriájú, pozitív előferdeszögű szerszámok
- Erős hűtés: Magasnyomású hűtőfolyadék-szállítás közvetlenül a vágózónába
- Csökkentett forgási sebességek, de fenntartott előtolás: Lassabb orsóforgási sebesség, de állandó forgácsfelvétel a dörzsölés megelőzése érdekében
- Rigid felállások: Bármely rezgés vagy csengés gyorsan tönkreteszi a drága szerszámokat
Az adott fém viselkedésének megértése a vágási körülmények között közvetlenül befolyásolja minden döntést: a fémmegmunkálásra szolgáló CNC-gép kiválasztásától a szerszámok beszerzésén át a programozási stratégiákig. Az anyagtulajdonságok határozzák meg, mi lehetséges – és milyen előkészületek biztosítják a sikerességet.

A pontosság és a tűrési képességek megértése
Kiválasztotta a géptípust az alkalmazáshoz és kiválasztotta a kompatibilis anyagokat —de képes-e a berendezése valóban elérni azt a pontosságot, amelyet alkatrészei igényelnek? A pontosság választja el a működőképes alkatrészeket a drága hulladékfémektől, ugyanakkor sok gyártó alábecsüli, mennyire jelentősen változnak a tűrési képességek különböző CNC-konfigurációk esetében.
Annak megértése, hogy milyen pontossági szintek érhetők el valójában a saját berendezésével, megelőzi a frusztrációt és az erőforrások pazarlását. Egy hobbi projektekhez tervezett asztali marógép egyszerűen nem képes versenyképes lenni az ipari berendezések teljesítményével, és ettől eltérő elvárás csalódást okoz. Vizsgáljuk meg, mi okozza ezeket a különbségeket, és hol is teljesítenek ténylegesen a különböző gépkategóriák.
Az ezred- és tízezredhüvelyk megértése
Amikor a gépészek tűrésekről beszélnek, ezredhüvelykben (0,001″) mérnek, amit gyakran „egy ezrednek” („one thou”) neveznek. A magasabb követelményeket támasztó alkalmazások tízezredhüvelyk pontosságot igényelnek (0,0001″), amit a műhelyszakma „tizedeknek” („tenths”) nevez. Ezek a mértékek absztraktnak tűnnek, amíg fel nem ismerjük, hogy egy emberi hajszál vastagsága kb. 0,003″, így a nagy pontosságú fémmegmunkálás olyan dimenziók ellenőrzését jelenti, amelyek kisebbek, mint amekkorára a mindennapi tapasztalatunk felkészít bennünket.
A precíziós megmunkálással kapcsolatos kutatások szerint CNC Cookbook ezeket a szigorú tűréseket elérni két külön fogalom megértését igényli: a pontosságot (mennyire közelít a gép a parancsolt helyhez) és az ismételhetőséget (milyen konzisztensen tér vissza ugyanabba a pozícióba). Egy gép akár többször is ugyanoda érkezhet, de rendszeresen eltérhet a céltól – vagy átlagban helyesen működhet, de a vágások között előre nem jelezhetően ingadozhat.
A különböző CNC-gépkategóriák lényegesen eltérő tűrésképességet nyújtanak:
- Hobbi célú asztali gépek: ±0,005 hüvelyk (≈ ±0,13 mm) tipikus érték – alkalmas nem kritikus alkatrészekre, rögzítőeszközökre és tanulási projektekre
- Profihobbi asztali marógépek: ±0,002 hüvelyk (≈ ±0,05 mm) – megfelelő funkcionális prototípusokhoz és könnyű üzemi gyártási alkatrészekhez
- Ipari berendezések: ±0,0005 hüvelyk (≈ ±0,013 mm) vagy annál jobb – szükséges a légiközlekedési, orvosi és precíziós mérnöki alkalmazásokhoz
Ezek a tartományok megfelelő beállítást és üzemeltetést feltételeznek. Az alapvető tényezők, például a munkadarab-rögzítés merevségének vagy a hőkezelésnek figyelmen kívül hagyása gyorsan lerontja akár a legjobb berendezések teljesítményét is hobbi szintre.
Mennyibe kerül valójában a pontosság a CNC-technológiában
Több mechanikai tényező határozza meg, hogy egy gép hol helyezkedik el a pontossági skálán. Ezek megértése segít valósághűen értékelni a berendezéseket, és azonosítani azokat a fejlesztési lehetőségeket, amelyek jelentős javulást eredményeznek.
Gép merevsége a pontossági képesség alapját képezi. A megmunkálási szakértők szerint a legjobb gépek lényegesen nehezebbek, mint a költségvetési alternatívák, mert „nincs más módja annak, hogy merevek maradjanak, mint ha nagy mennyiségű szerkezeti anyagot használnak.” Az öntöttvas vázak jobban csillapítják a rezgést, mint az alumínium- vagy acélkészítésű vázak, ezért a komoly fémfeldolgozó berendezések sokkal masszívnak tűnnek a hobbi célra szolgáló gépekhez képest.
Golyósorsók és menetesorsók egyik legfontosabb pontossági különbséget jelentő tényező. Kutatások szerint Rockford Ball Screw azt mutatja, hogy a golyósorsók 90%-os hatásfokkal működnek minimális holtjátékkal, míg az ACME menetes orsók átlagos hatásfoka csupán 44%, és holtjátékuk 0,005–0,025 hüvelyk (0,13–0,64 mm) között mozog. A megmunkált golyósorsók vezetési pontossága 0,0003 hüvelyk (0,0076 mm) alatti, és gyakorlatilag nulla holtjátékot mutatnak – ez drámai javulás a költségkímélő alternatívákhoz képest.
További pontossági tényezők:
- Lineáris vezetékek: A minőségi lineáris sín biztosítja a mozgás pontosságának állandóságát az egész utazási tartományban, míg a kopott sarokvezetékek fokozatosan növekvő hibákat okoznak.
- Szerszámtartó minősége: A szerszámtartó futópontatlansága közvetlenül átadódik minden vágásra – a precíziós szerszámtartók előterhelt csapágyakkal tizedmilliméteres (0,001 hüvelyk, azaz 0,025 mm) pontosságot biztosítanak, míg a gazdaságosabb szerszámtartók több ezredmilliméteres (0,001 hüvelyk, azaz 0,025 mm) lengést mutathatnak.
- Hőstabilitás: Amint a gépek üzemelés közben felmelegednek, az alkatrészek különböző mértékben tágulnak, és ezzel elmozdítják egymáshoz viszonyított helyzetüket – az ipari gépek termikus kompenzációt vagy hőmérséklet-stabil tervezést alkalmaznak.
- Acél beillesztőlapok: A minőségi beillesztőlapok használatával végzett precíziós igazítás az összeszerelés során biztosítja, hogy a geometriai kapcsolatok a vágóterhelés hatására is megmaradjanak.
Ezek a tényezők mindegyike erősíti egymást. Egy asztali marógép, amely minőségi golyós menetes orsóval rendelkezik, de közepes minőségű szerszámtartóval van felszerelve, nem éri el elméleti teljesítményét – a pontosság az egész rendszer minden elemére kiterjedő figyelmet igényel.
Tűrések összeadódása és a gyakorlati pontosság
Az egyes gépek képességein túlmenően a tűrések több jellemző mentén történő felhalmozódásának megértése segít olyan alkatrészek tervezésében, amelyek valóban gyárthatók. Minden méret saját tűréssel rendelkezik, és ezek a tűrések a tervezés során összeadódnak.
Egy 3 tengelyes CNC-gép kezeli a legtöbb egyszerű munkát, de akkor igényel több beállítást, ha az alkatrészeket különböző tájolásokból kell megmunkálni. A gyártástechnikai elemzés szerint YCM Alliance , minden beállítás potenciális pontossági ingadozásokat okoz – újrapozicionálási hibákat, amelyek hozzáadódnak az összes tűréshalmozódáshoz. Összetett alkatrészek, amelyeket négy vagy öt beállítás során munkálnak meg, jelentős helyzeteltéréshez vezethetnek a különböző tájolásokból megmunkált jellemzők között.
az 5 tengelyes megmunkálás ezt a korlátozást küszöböli ki, lehetővé téve a teljes alkatrész megmunkálását egyetlen beállítással. Két további forgó tengely segítségével a vágószerszám gyakorlatilag bármely szögből megközelítheti a munkadarabot újraállítás nélkül. Az összes jellemző egyetlen tájékozódási pontot (datumot) használ, így teljesen kiküszöböli a beállításból eredő hibákat. Ez a képesség lehetővé teszi:
- Alávágások és összetett szögek: Olyan geometriák, amelyek fizikailag elérhetetlenek 3 tengelyes pályákkal
- Javított felületminőség: A vágófelülethez viszonyított optimális szerszámorientáció csökkenti a hullámosságot és a szerszámképződés nyomait
- Hosszabb szerszámélettartam: Az ideális vágási szögek fenntartása csökkenti a szerszámra ható terhelést és kopását
- Összetett szerves alakzatok: Turbinalapátok, impulzuskerék- és szobrászati felületek, amelyek máskülönben kiterjedt kézi utómunkát igényelnének
Az összetett geometriájú alkatrészeket gyártó gyártóknál a 5 tengelyes képesség gyakran indokolja magasabb költségét a pontosabb megmunkálás, a rövidebb ciklusidők és a másodlagos műveletek elkerülése révén. Azonban az egy irányból megközelíthető jellemzőkkel rendelkező egyszerűbb alkatrészeknél ritkán érhető el elegendő előny ahhoz, hogy megérje a további beruházás.
A pontossági igények ismerete a berendezés kiválasztása előtt – valamint az őszinte értékelés, hogy a költségvetés és a szakértelme támogatja-e ezeket az igényeket – megakadályozza azt a gyakori hibát, amikor a hobbi célra szolgáló eszközöktől asztali szintű teljesítményt várnak, vagy túlfizetnek olyan ipari képességekért, amelyeket soha nem használnak ki teljes mértékben.
Azok az iparágak, amelyek a CNC fémfeldolgozástól függenek
Megismerkedett a géptípusokkal, az anyagkompatibilitással és a pontossági képességekkel – de hol alkalmazzák valójában ezt az összes ismeretet? Annak megértése, hogy mely iparágak támaszkodnak erősen a fém CNC megmunkálásra, feltárja, miért fontosak bizonyos műszaki specifikációk, és segít azonosítani, hol található a legnagyobb kereslet a szakértelme vagy szolgáltatásai iránt.
A gyorsforgalmi útvonalakon közlekedő járművek motorházaitól kezdve a műtőkben életeket megmentő sebészeti eszközökig a CNC-megmunkálású fémek elválaszthatatlan részévé váltak a modern gyártásnak. Minden iparág egyedi követelményeket támaszt, amelyek különböző irányokba tolják a CNC-technológiát, így specializált alkalmazásokat hoznak létre – a nagy tömegű gyártástól kezdve az egyedi prototípusokig.
Autóalkatrészek nagy méretekben
Az autóipar évtizedek óta a CNC-fémvágási technológia egyik legjelentősebb hasznosítója. A gyártási szakértők szerint a American Business Magazine szerint az autógyártók a CNC-technológia hatékonyságát használják fel például motorházak, sebességváltók és hengerfejek gyártására, amelyek millió egységen keresztül is figyelemre méltóan konzisztensek.
Mi teszi a CNC-technológiát elengedhetetlenné az autóipari alkalmazásokban?
- Motoros részek: A hengerfejek, a szívócsatornák és a motorházak pontos furatméretekre és felületminőségre van szükségük, amelyek közvetlenül befolyásolják a teljesítményt és az élettartamot
- Váltóalkatrészek: A fogaskerekek, tengelyek és házak pontos méretekre van szükségük a zavartalan működés és a minimális zajszint érdekében
- Alváz és felfüggesztés: A vezérelt karok, rögzítőelemek és kormányalkatrészeknek egyenletes szilárdságra és méretbeli pontosságra van szükségük nagy tételű gyártás esetén is
- Egyedi összeszerelések: A poszt-gyártási módosítások és speciális járműalkatrészek profitálnak a CNC gépek képességéből, amelyek gazdaságosan gyártanak kis tételt
A szokásos gyártáson túl egy CNC fémmegmunkáló gép elengedhetetlenül fontos az autóipari fejlesztésben zajló gyors prototípus-készítéshez. A tervezők így tesztelhetik és finomhangolhatják az alkatrészeket még a tömeggyártáshoz szükséges szerszámok beszerzése előtt, ami jelentősen csökkenti a költséges hibákat. Ez a képesség különösen értékes lett az elektromos járművek (EV) szegmensében, ahol az innovációs ciklusok gyorsabbak, mint a hagyományos autóipari fejlesztési időkeretek.
A megbízható autóipari gyártási megoldásokat kereső gyártók számára a szakosított CNC-gyártóüzemek – például az IATF 16949 szabvánnyal tanúsított műhelyek – olyan minőségbiztosítást nyújtanak, amelyre ezek a különösen igényes alkalmazások szükségük tartanak. Az ilyen létesítmények, mint például Shaoyi Metal Technology a precíziós CNC-megmunkálást statisztikai folyamatszabályozással kombinálják annak érdekében, hogy a termelési sorozatokon át egyenletes minőséget biztosítsanak, és összetett alvázegységek vagy egyedi alkatrészek esetén akár egy munkanapra rövidített határidőt is kínálnak.
Repülőgépipari igények és CNC-megoldások
Kevesebb iparág teszi próbára a pontossági követelményeket annyira, mint a repülőgépipar. A LG Metal Works szakértői szerint a repülőgépipari alkatrészek – például a turbinalapátok, motoralkatrészek és szerkezeti tartók – ±0,0005 hüvelykes (≈±0,0127 mm) tűrést igényelnek, amely szinte nullára csökkenti a hibalehetőséget.
A repülőgépipari alkalmazások egyedi kihívásokat jelentenek, amelyek egyértelműen elkülönítik a képes műhelyeket azoktól, amelyek nem készültek fel a szektor speciális igényeire:
- Exotikus anyagok: A titánötvözetek, az Inconel és egyéb nagy teljesítményű fémek ellenállnak a megmunkálásnak, és speciális szerszámokat, optimalizált szerszámpályákat valamint szakértő műszaki felügyeletet igényelnek
- Extrém pontosság: A repülésbiztonsági szempontból kritikus alkatrészeknek meg kell felelniük szigorú méreti követelményeknek, ahol a legkisebb eltérés is katasztrofális következményekkel járhat
- Bonyolult geometriák: A turbinalapátok és szerkezeti elemek gyakran összetett görbéket és bonyolult belső átjárókat tartalmaznak
- Nyomonkövethetőségi követelmények: Az anyagokról, folyamatokról és ellenőrzésekről készített teljes dokumentáció biztosítja a légi közlekedés biztonsági szabványainak betartását
Az olyan fejlett anyagok megmunkálási képessége, mint az Inconel 625, a titán 5-ös minőségi osztálya (Grade 5) és az 7075-T6 alumínium, elkülöníti a légi járműipari igényeknek megfelelő gyártóüzemeket az általános gyártóüzemektől. Mindegyik anyag egyedi hőtágulási viszonyokat, keménységet és forgácsképzési viselkedést mutat, amelyek pontos kalibrációt és folyamatos ellenőrzést igényelnek.
Orvostechnikai Eszközök Pontossági Követelményei
Amikor alkatrészek az emberi testbe vagy életmentő műtéteket végző sebészek kezébe kerülnek, a pontosság különösen nagy jelentőséggel bír. Az orvosi eszközök gyártása ötvözi a légi- és űripari szintű tűréseket a biokompatibilitási követelményekkel, amelyek korlátozzák az anyagválasztást, és kivételesen magas minőségű felületi megmunkálást igényelnek.
Az American Business Magazine ipari elemzése szerint a CNC-gépek kiválóan alkalmasak kritikus fontosságú orvosi eszközök – például sebészi eszközök, protézisek és implantátumok – gyártására, ahol a legkisebb hiba is életet befolyásoló következményekkel járhat.
Az orvosi alkalmazások speciális képességeket igényelnek:
- Biokompatibilis anyagok: Sebészi rozsdamentes acél, titán és speciális, orvosi célra engedélyezett műanyagok, amelyek nem okoznak káros reakciót biológiai környezetben
- A betegre szabott testreszabás: Egyedi beteganatómiához illesztett titán csontlemezek, mint például egyedi implantátumok
- Felületminőségi követelmények: Az implantátumok és sebészi eszközök olyan csiszolt felületet igényelnek, amely ellenáll a baktériumkolonizációnak, és biztosítja a megfelelő szövetintegrációt
- Sterilitási szempontok: A gyártási folyamatoknak lehetővé kell tenniük a poszt-feldolgozási sterilizációt és a tisztasági szobában történő munkavégzéshez alkalmazható munkafolyamatokat
Az egészségügyi szektor egyre inkább támaszkodik a CNC prototípus-készítési képességekre az új sebészeti eszközök és implantátumok tervezésének fejlesztéséhez. A gyors iteráció lehetővé teszi a tervezők számára az ergonómia finomhangolását, a funkciók tesztelését és az illeszkedés érvényesítését a gyártási szerszámok beszerzése előtt – ezzel gyorsítva az életmentő innovációk fejlesztési ciklusát.
A hobbi projektektől az ipari gyártásig
Annak megértése, hogy milyen különbség van a hobbi célú alkalmazások és az ipari követelmények között, segít a gyártóknak megfelelően pozicionálniuk magukat, és valósághű elvárásokat megfogalmazni berendezéseikbe történő befektetéseikkel kapcsolatban.
A hobbi célú és kisüzemi alkalmazások általában a következőket foglják magukban:
- Egyedi alkatrészek és javítások: Egyszeri alkatrészek restaurációs projektekhez, gépek javításához vagy személyes gyártási igényekhez
- Prototípus-fejlesztés: Fogalmak tesztelése a gyártási partnerek keresése vagy ipari berendezésekbe történő befektetés előtt
- Kis sorozatgyártás: Korlátozott mennyiségű speciális termék gyártása, ahol a beállítási idő kevésbé fontos, mint a rugalmasság
- Készségek fejlesztése: A CNC-programozás és -működtetés elsajátítása a kereskedelmi munkára való áttérés előtt
Az ipari követelmények, ellentétben ezzel, olyan képességeket igényelnek, amelyek indokolják a lényegesen magasabb berendezésbefektetéseket. A prototípuskészítés szakértői szerint a Nabell szakmai CNC-prototípuskészítés kiváló pontosságot, anyagválasztékot és skálázhatóságot kínál, ami miatt az iparágak – amelyek célja a tervezési és gyártási képességek fejlesztése – elsődleges választásként tartják számon.
A hobbi szintű munkáról a szakmai munkára való áttérés gyakran felfedi a berendezések képességeiben, a folyamatdokumentációban és a minőségirányítási rendszerekben rejlő hiányosságokat, amelyeket az ipari ügyfelek megkövetelnek. Az űrkutatási, egészségügyi vagy autóipari munkát célzó gyártóknak nemcsak alkalmas gépekre, hanem mérőberendezésekre, minőségirányítási rendszerekre és folyamatszabályozást igazoló tanúsítványokra is befektetniük kell.
Ez az alkalmazási skála – a hétvégi projektektől a repülésbiztonsági szempontból kritikus alkatrészekig – magyarázza, miért kínálja a CNC-piac ilyen sokféle berendezési lehetőséget. Annak megértése, hogy munkája hol helyezkedik el ezen a folytonosságon, segít mind az azonnali vásárlási döntések meghozatalában, mind a hosszú távú üzleti fejlesztési stratégiák kidolgozásában. 
CNC fémmegmunkáló gépek költségei és befektetési elemzés
Azonosította azokat az iparágakat, amelyek pontos fémmegmunkálást igényelnek, és megértette a szükséges tűréshatárokat – de valójában meg tudja-e vásárolni az ehhez szükséges berendezéseket? A CNC-gépek ára kérdése több gyártót is megakaszt, mint bármely más tényező. Sok vevő kizárólag a címkeárra figyel, és csak később derül ki, hogy a CNC-berendezés tulajdonlásának valós költsége jóval túlmutat az elsődleges vásárlási áron.
Annak megértéséhez, hogy mennyibe kerül egy CNC gép, a teljes pénzügyi képet kell szemügyre venni. A CNC WMT gyártási szakértői szerint a CNC gépek ára több tényezőtől függ, köztük a géptípus, a méret, a funkciók, a márkanevű, az automatizálás szintje és a hosszú távú üzemeltetési költségek. Nézzük meg részletesebben, hogy mire is számíthat valójában különböző befektetési szinteken.
Belépő szintű befektetési kiindulási pontok
A CNC gép ára drámaian változik az Ön szándékolt alkalmazásaitól függően. Egy olcsó, hobbi célú alumíniummegmunkálásra tervezett CNC gép teljesen más kategóriába tartozik, mint az ipari berendezés, amely folyamatos acélgyártásra készült. Az alábbiakban azt mutatjuk be, hogy milyen képességeket nyújtanak valójában a különböző költségvetési szintek:
| Gép Kategória | Árskála | Tipikus képességek | Legjobban alkalmas |
|---|---|---|---|
| Asztali CNC marógépek | 2 000–8 000 USD | Alumínium, sárgaréz, könnyű acél megmunkálása; tipikus pontosság: ±0,005 col | Hobbisták, prototípus-készítés, CNC alapfogalmak elsajátítása |
| Munkaasztalra helyezhető gépek | 8 000–25 000 USD | Acél megmunkálására képes; javított merevség; ±0,002 col pontosság elérhető | Kisboltok, gyártási prototípusok, egyedi alkatrészek |
| Félmagyaros ipari | 25 000–75 000 USD | Teljes acélgyártás; automatizálási lehetőségek; ±0,001" pontosság elérhető | Gyártási szolgáltatók, sorozatgyártási környezetek, igényes anyagok |
| Teljes ipari felszerelés | 75 000 - 500 000+ USD | Folyamatos üzem; exotikus anyagok; ±0,0005" vagy annál pontosabb | Űrkutatási, orvosi és nagy térfogatú gyártási alkalmazások |
Amikor arra kíváncsi, mennyibe kerül egy CNC gép, ne feledje, hogy a prémium márkák – például a Haas, a Mazak és a DMG Mori – magasabb árat kérnek, de évtizedekre szóló mérnöki finomítást, valamint műszaki támogatást, dokumentációt és képzést is nyújtanak. A szakmai elemzések szerint bár ezekkel a prémium márkákkal kezdetben többet kell befektetni, az alacsonyabb leállási idő és a hosszabb gép élettartam gyakran jobb hosszú távú értéket eredményez.
Rejtett költségek a gép árán túl
A vásárlási ár csupán a teljes beruházás látható részét képviseli. A tulajdonosi elemzés szerint XProCNC egy széles körben elfogadott tapasztalati szabály szerint az első évi üzemeltetési költségekre további 15–25%-ot érdemes elkülöníteni a gép vásárlási árától. Egy 20 000 dolláros gép esetében ez azt jelenti, hogy a végösszeg mellett további 3000–5000 dollárt kell félretenni.
A folyamatos üzemeltetési kiadások, amelyek befolyásolják a tényleges CNC megmunkálási árat, többek között a következők:
- Szerszámcsere: Végfúrók, fúrók és beilleszthető élű szerszámok – fogyóeszközök; havi 100–400 dollárt érdemes rájuk szánni, anyagoktól és mennyiségtől függően
- Hűtő- és kenőfolyadékok: A minőségi vágófolyadék meghosszabbítja a szerszám élettartamát és javítja a felületminőséget, de rendszeres cserére és megfelelő hulladékkezelésre van szükség
- Elektromos áram: Az ipari orsók jelentős teljesítményt igényelnek, különösen acél nehézmetszeteknél
- Karbantartási anyagok: Kenőanyagok, vezetőpálya-olajok, szűrők és tisztítószerek egy év alatt összeadódnak
- Szoftver-előfizetések: A CAD/CAM szoftverek professzionális csomagjai gyakran 100–500 dollárt tesznek ki havonta
- Cserealkatrészek: Évente a vásárlási ár 1–3%-át célszerű félretenni kopó alkatrészekre, például csapágyakra, tömítésekre és szíjakéra
Az első év után évente a gép értékének 5–10%-át fenntartható módon szánhatja az üzemeltetési karbantartásra és a szerszámok cseréjére, így elkerülhető, hogy a halasztott karbantartás drága javításokká váljon.
Az alkatrész valódi költségének kiszámítása
A CNC-gépek darabonkénti költségének ismerete segít pontosan árazni a megrendeléseket, és realisztikusan értékelni a berendezésbe történő befektetéseket. A költségszámításnak tartalmaznia kell:
- Gépidő: Ossza el az éves gépköltségeket (leírás, karbantartás, közvetett költségek) a termelési órákkal, hogy meghatározza az óránkénti díjszabást
- Szerszámkopás: Kövesse nyomon a szerszámélettartamot az Ön által feldolgozott anyagokban, és osztja el a cserék költségét a gyártott alkatrészek között
- Beállítási idő: Tartsa számon a rögzítőberendezések előkészítését, a program ellenőrzését és az első darab vizsgálatát a számításaiban
- Anyagveszteség: Vegye figyelembe a forgácsot, a levágott darabokat és a selejtet a nyersanyag-költségek kiszámításakor
- Munkaerő: Számítsa be az operátor munkaidejét a betöltésre, a felügyeletre és a kiürítésre – akár automatizált berendezés esetén is
A CNC-feldolgozás költsége műveletenként jelentősen eltér a folyamat típusától függően. A gyártástechnikai elemzések szerint a lézer- és plazmavágás gyorsabb megoldást kínál 2D-munkákhoz, míg a marás óránként drágább, de összetett 3D-geometriákat képes megmunkálni, amelyeket egyszerűbb eljárások nem tudnak elérni. Az eszközöknek a tényleges munkaterheléshez való illesztése megakadályozza, hogy túlfizessünk olyan funkciókért, amelyeket ritkán használunk.
Új vagy használt berendezések kiválasztása
A használt CNC-berendezések jelentős megtakarítást kínálhatnak – néha akár 40–60%-os kedvezményt az új árakhoz képest –, de gondos értékelést igényelnek. Fontolja meg az alábbi tényezőket használt gépek értékelésekor:
- Órásmérő és karbantartási naplók: Az alacsony üzemórával rendelkező, dokumentált karbantartási előzményekkel rendelkező gépek a legjobb használt értéket nyújtják
- Ellenőrzés a vásárlás előtt: Futtasson tesztprogramokat, és ellenőrizze a holtjátékot, a szerszámtengely futáseltérését (runout) és a geometriai pontosságot
- Irányítórendszer korát: A régi irányítórendszerek hiányozhatnak funkciókból, korlátozott szoftverkompatibilitással rendelkezhetnek, vagy alkatrészeik elavulttá válhatnak
- Gyártói támogatás: Egyes márkák évtizedekig biztosítják a pótalkatrészek elérhetőségét és a szerviztámogatást; mások gyorsan megszüntetik a támogatást
- Beszerelési költségek: A merevítés, az elektromos munkák és a üzembe helyezés hozzáadódnak a teljes beszerzési költségekhez
Egy jó állapotban lévő, megbízható márkájú használt gép gyakran jobb értéket nyújt, mint egy új, olcsóbb kategóriás gép, amelynek hosszú távú tartóssága kérdéses. Ugyanakkor a használt gépek vásárlása megfelelő ellenőrzés nélkül vagy megbízhatatlan forrásból olyan berendezéshez vezethet, amelynek javítása többe kerül, mint amennyit a vásárlási ár csökkentésével megtakarítottunk.
A tájékozott befektetési döntések meghozatalához az induló költségeket és a hosszú távú értéket egyensúlyba kell hozni – nemcsak azt kell megérteni, mennyibe kerül a berendezés, hanem azt is, mennyibe kerül a termelékeny üzemeltetése évekig.
Szerszámok és rögzítőelemek alapvető ismeretei fémfeldolgozáshoz
Értékelte a gépek költségeit, és tisztában van vele, hogy milyen eredményeket hoznak különböző befektetési szintek – de még a legkifinomultabb CNC-gépek is csalódást okoznak megfelelő szerszámok és rögzítőeszközök nélkül. Így gondoljon rá: a gép biztosítja a mozgást és az erőt, de a vágószerszámok és rögzítőberendezések döntik el, hogy ebből a képességből minőségi alkatrészek vagy frusztráló selejt keletkezik.
Sok gyártó alábecsüli, mennyire befolyásolják az eredményeket a rögzítőeszközök és szerszámok kiválasztása. Egy rosszul rögzített munkadarab a vágás közben elmozdul, és így tönkreteszi a megengedett tűréseket. A munkadarab anyagához nem illő marószerszámok korai kopást vagy rossz felületminőséget eredményeznek. Ezeknek az alapvető ismereteknek a megértése a vágás megkezdése előtt megakadályozza, hogy drága tapasztalatokat szerezzenek a kemény úton.
Szorítófogók és egyedi rögzítőberendezések
A munkadarab rögzítése egyetlen kritikus célt szolgál: biztosítja, hogy a fém alapanyag teljesen mozdulatlan maradjon a vágóerők hatására. Akár ezredmilliméternyi elmozdulás is közvetlenül átjut a kész alkatrész méreti hibájaként. A választott rögzítési módszer a munkadarab geometriájától, a CNC-maró számára szükséges hozzáféréstől és a gyártási mennyiségtől függ.
Gyakori munkadarab-rögzítési lehetőségek:
- Gépi fogók: A marás munkaszerszáma – minőségi fogók keményített állkapcsokkal merev rögzítést biztosítanak téglalap alakú alapanyagokhoz, és puha állkapcsokkal is felszerelhetők, amelyeket a konkrét alkatrészprofilhoz szabnak.
- Lábclampek és lépcsőblokkok: Rugalmas rögzítés szabálytalan alakú alkatrészekhez vagy akkor, ha a fogóállkapcsok akadályoznák a szerszámpálya hozzáférését.
- Vákuumos asztalok: Ideális vékony lemezanyagokhoz, ahol a hagyományos rögzítés deformálná a munkadarabot – a légnyomás síkra tartja az alkatrészeket anélkül, hogy éleket érintene.
- Egyedi befogószerszámok: Speciális alkatrészekhez tervezett, célzottan kifejlesztett munkadarab-rögzítő rendszer, amely gyakran csatlakozódarabokat és menetes betéteket tartalmaz a gyors betöltéshez és pontos pozicionáláshoz.
- Fogóblokkok és indexelő rögzítők: Lehetővé teszik több oldal megmunkálását anélkül, hogy a alkatrészt eltávolítanák a gépről
A rögzítők tervezésekor figyelembe kell venni, hogyan állítható be egy fém csúsztatólapka segítségével pontos alapfelület, illetve hogyan kompenzálhatók a nyers anyag vastagságában fellépő kisebb ingadozások. A tapasztalt megmunkálók általában különféle vastagságú csúsztatólapkákat tartanak készenlétben, hogy a beállításokat a rögzítők újraalkotása nélkül finomhangolhassák.
Végfúrók beillesztőelemei és vágószerszám-kiválasztás
A marógép vágószerszámai közvetlenül meghatározzák a vágási sebességet, a felületminőséget és a szerszám élettartamát. A különböző szerszám típusok közötti különbségek megértése segít okos vásárlási döntéseket hozni, nem pedig csak az olcsónak tűnő termékeket megvásárolni.
Marószerszámok a marás legtöbb munkáját elvégzik. Ezek a forgó vágószerszámok számtalan változatban kaphatók:
- Sík végfúrók: Négyzetes élű szerszámok zsebek, profilok és síkmegmunkálások végzésére
- Golyós végfúrók: Kerekített hegyű szerszámok 3D-kontúrok, lekerekítések és szoborszerű felületek megmunkálására
- Sarkkörös végmarók: Lapos végű marók szilárdságának kombinálása csökkentett sarokfeszültség-koncentrációval
- Durva megmunkálásra szolgáló végmarók: Fogazott élű marók aprítják a forgácsot, és lehetővé teszik az agresszív anyageltávolítást
Arcmarók kiválóan alkalmasak nagy mennyiségű anyag gyors eltávolítására sík felületek megmunkálásakor. Ezek cserélhető karbidbevágásokat használnak egész testes kivitel helyett, így gazdaságosak nehéz terhelésű felületmarási műveletekhez.
Fúrók és menetvágók kiegészítik az alapvető végmaró-szerszámkészletet. A fúráskezdők pontos kiindulási pontokat hoznak létre, a csavarmenetes fúrók furatokat fúrnak, a menetvágók belső meneteket vágnak. Gyártási feladatokhoz a menetformázó csavarok néha teljesen kiválthatják a menetvágást úgy, hogy a szerelés során alakítják ki a menetet, nem pedig a megmunkálás során vágják ki.
Rögzítési stratégiák különböző alkatrészgeometriákhoz
Az alapvető, fémfeldolgozáshoz szükséges kezdő szerszámkészletnek le kell fednie a gyakori műveleteket anélkül, hogy túlterhelné a költségvetést:
- 2- és 4-élű marók 1/4", 3/8" és 1/2" átmérőkben
- Szokásos furatméretek lefedésére alkalmas, szokásos hosszúságú csavarhúzófúrók készlete
- Furatindító vagy központfúró furatok kezdéséhez
- Keményfém élletörő maró élek letörésére
- Homlokmaró megfelelő beilleszthető éllel az Ön fő anyagaihoz
- Menetvágó készlet a leggyakoribb menetemelkedésekhez megfelelő fúróátmérőkkel
- Élkereső vagy érzékelő a munkadarab helyzetének meghatározásához
Szerszámkopások jelentősen befolyásolják a teljesítményt különböző fémeknél. A bevonatlan keményfém megfelelően működik az alumíniumnál, de gyorsan kopik az acélnál. A titán-nitrid (TiN) növeli a keménységet és hőállóságot általános célú acélmarásra. Az alumínium-titán-nitrid (AlTiN) magasabb hőmérsékleteket bír el, így keményebb anyagok és száraz megmunkálás esetén is alkalmazható. A gyémántszerű szén (DLC) bevonatok kiválóan alkalmazhatók alumíniumnál, mivel megakadályozzák a forgács felragadását.
Keményfém vs. gyorsacél alapvető választást jelent, amely mind a költségeket, mind a teljesítményt érinti. A gyorsacél (HSS) marószerszámok olcsóbbak, és újraélezhetők, így gazdaságosak alkalmi használatra vagy lágy anyagok megmunkálására. A keményfém szerszámok kezdetben drágábbak, de gyorsabban futnak, hosszabb ideig tartanak, és keményebb anyagokat is képesek megmunkálni – általában gyorsan megtérülnek a gyártási környezetben.
Megfelelő forgácseltávolítás és hűtőfolyadék-rendszerek meghosszabbítják a szerszám élettartamát és javítják a munkadarab minőségét. A vágózónában maradó forgácsok újra megvágódnak, ami károsítja mind a munkadarabot, mind a szerszámot. A teljes felületre szórható hűtőfolyadék eltávolítja a forgácsokat, miközben csökkenti a vágási hőmérsékletet. Olyan műveleteknél, ahol a teljes felületre szórható hűtőfolyadék nem praktikus, levegőfúvásos vagy permetezéses rendszerek nyújtanak alternatívát. Egyes anyagok – különösen az alumínium – speciális vágófolyadékoktól profitálnak, amelyek megakadályozzák a felépülő él kialakulását.
A minőségi rögzítőberendezések és megfelelő szerszámok beszerzése minden egyes gyártott alkatrész tekintetében hozzájárul a profit növeléséhez. Ennek a területnek a lekicsinyítése aláássa akár a legdrágább gépek teljesítményét is, míg a gondosan kiválasztott eszközök maximális kihasználását teszik lehetővé.

A megfelelő CNC gép kiválasztása fémfeldolgozáshoz
Megtanulta az alapokat – a géptípusokat, az anyagkompatibilitást, a pontossági képességeket, a költségeket és a szerszámok alapvető jellemzőit. Most jön az a döntés, amely összeköti az eddig tanultakat: a megfelelő CNC gép fémfeldolgozáshoz szükséges konfigurációjának kiválasztása saját, konkrét igényei szerint. Ez a választás évekig meghatározza minden egyes projektjét, ezért sokkal fontosabb a megfelelő döntés meghozatala, mint egy kapkodott vásárlás, amely nem felel meg valós igényeinek.
Akár hobbi célú, otthoni CNC-gép iránt érdeklődők vagyunk, akár szakmai felhasználók, akik gyártási célokra értékelnek berendezéseket, a kiválasztási folyamat logikája hasonló. Kezdjük a saját igényeinkkel, párosítsuk azokat a valóságnak megfelelő lehetőségekkel, és vegyük figyelembe a teljes ökoszisztémát, amely támogatja a sikeres megmunkálást. Vizsgáljunk meg egy gyakorlatias keretrendszert, amely megelőzi a vásárlói megbánást.
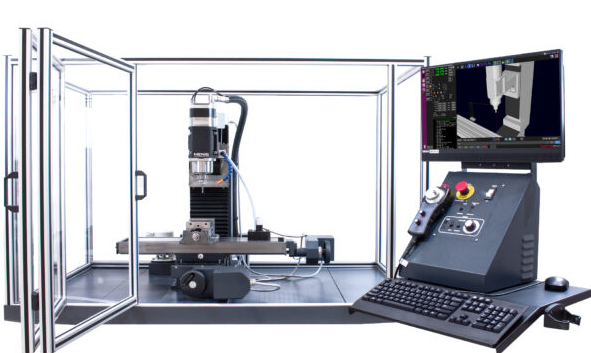
A gép méretének illesztése a munkaterületre
Mielőtt beleszeretnénk egy gép képességeibe, ellenőrizzük, hogy valóban elfér-e abban a helyiségben, ahol használni kívánjuk. Egy asztali CNC-marógép kompaktnak tűnik, amíg nem vesszük figyelembe a forgácselvezetést, a szerszámtárolást és a kezelő hozzáférését. A fizikai korlátozások gyorsabban kizárják a lehetőségeket, mint bármely más tényező.
Használja ezt az ellenőrzőlistát a kulcsfontosságú kiválasztási szempontok értékeléséhez a konkrét gépek összehasonlítása előtt:
- Munkaterület (munkaerőtér) igényei: Mekkorák azok a legnagyobb alkatrészek, amelyeket valójában meg kell majd munkálnunk? Adjunk hozzá tartószerkezetekhez és biztonsági távolságokhoz szükséges tartalékot.
- Anyagtechnológiai képességek: Főként alumíniumot fogunk megmunkálni, vagy már az első naptól acél megmunkálására is alkalmas merevségre van szükségünk?
- Pontossági igények: Milyen tűrések szükségesek valójában az alkalmazásaihoz – nem amiket kívánnának, hanem amelyekre ténylegesen szükség van?
- Költségvetési Korlátozások: Tartalmazza a teljes költségvetésbe a szerszámokat, a szoftvert és az első évi üzemeltetési költségeket – ne csak a gép árát.
- Rendelkezésre álló tér: Mérje le a tényleges munkaterületét, beleértve a forgácskezeléshez, az anyagmozgatáshoz és a karbantartási hozzáféréshez szükséges helyet.
- EnergigAMILYAGOK: Győződjön meg arról, hogy az elektromosellátása képes kezelni a gépet – az ipari berendezések gyakran 220 V-os vagy háromfázisú áramellátást igényelnek.
- Terhelési kapacitás: Győződjön meg arról, hogy a padló elviseli a gép súlyát, különösen a műgyanta ipari berendezéseknél.
- Zaj- és szellőzési szempontok: Vegye figyelembe a szomszédokat, a műhely szellőzését a hűtőfolyadék-párának eltávolítására, valamint a forgácsgyűjtési követelményeket.
Egy kis, asztali használatra tervezett CNC-gép tökéletesen kezelheti azonnali projekteit, miközben elfér egy garázs sarokban. Ha azonban már most tervezi a két éven belüli fejlesztést, akkor ez a köztes lépés erőforrásokat pazarolhat, amelyeket jobb lenne az elejétől fogva hatékonyabb berendezésre fordítani.
A merevség értékelése a célmateriálisokhoz
Az Ön elsődleges anyaga határozza meg a minimális merevségi követelményeket. Egy kis CNC marógép, amelyet alumínium prototípusok gyártására terveztek, nehézségekbe ütközik – vagy teljesen meghibásodik –, ha agresszívan acélt kell megmarnia. A gép szerkezetének az Ön anyagcéljaihoz való illesztése elkerüli a frusztrációt és a felesleges szerszámozást.
Hobbi célú és könnyű üzemi feladatokhoz:
- Asztali marógép-opciók: Megfelelő alumínium, sárgaréz, műanyagok és enyhe acélmarásokhoz
- Tipikus szerkezet: Alumínium vázak, kisebb lineáris vezetékek, szíj- vagy menetes orsó-hajtások
- Realisztikus elvárások: A CNC alapelveinek elsajátítása, tervek prototípusának elkészítése, funkcionális alkatrészek gyártása lágyabb anyagokból
- Frissítési lehetőségek: Érdemes megvizsgálni, hogy a platform támogatja-e a főorsó-frissítéseket, golyósorsó-átalakításokat vagy burkolat-bővítéseket
Professionális és gyártási környezetekhez:
- Ipari minőségű kivitel: Öntöttvas vagy hegesztett acélvázak jelentős tömeggel
- Pontos mozgási rendszerek: Golyóscsavarok, minőségi lineáris vezetékek, enkódervisszacsatolással ellátott szervomotorok
- Szárnyasorsó-képesség: Magasabb teljesítmény és merev szerszámfogó rendszerek, például CAT40 vagy BT30
- Gyártási jellemzők: Automatikus szerszámcserélők, érzékelőrendszerek, hűtőfolyadék-kezelés
Egy mini CNC-gép korlátozottnak tűnhet a teljes méretű berendezésekhez képest, de a korlátozások ösztönzik a kreativitást és a mélyebb tanulást. Számos sikeres gépész elsősorban szerény berendezéseken fejlesztette ki készségeit, mielőtt nagyobb gépekre lépett volna – az alapelvek átvihetők bármilyen gépméret esetén.
Szoftverek ökoszisztémája és a tanulási görbe figyelembevétele
Az elképzeléstől a kész alkatrészig vezető folyamat minden szakaszában szoftverek játszanak kulcsszerepet. Ennek a folyamatnak a megértése segít nemcsak a gépet, hanem az egész beszerzett ökoszisztémát is értékelni.
CAD (számítógéppel segített tervezés) létrehozza a 3D modelljét vagy a 2D rajzát. A lehetőségek széles skáláját ölelik fel, kezdve a hobbi célú felhasználók számára ingyenes eszközöktől, például a Fusion 360-tól, egészen a professzionális csomagokig, mint például a SolidWorks vagy az Inventor. A választott CAD-szoftver befolyásolja a fájlok kompatibilitását és a későbbi folyamatokban elérhető funkciókat.
CAM (számítógéppel segített gyártás) átalakítja a tervezetét gépi útvonalakká – azaz a gép által pontosan végrehajtandó mozgásokká. A CAM-szoftver a megmunkálandó anyag, a használt szerszámok és a gép képességei alapján számítja ki a előtolási sebességeket, a forgási sebességeket és a megmunkálási stratégiákat. A minőségi CAM-szoftver jelentősen befolyásolja a felületi minőséget, a ciklusidőt és a szerszámélettartamot.
Utófeldolgozás átalakítja az általános gépi útvonalakat a gép vezérlőjéhez specifikus G-kódokká. A különböző vezérlők másképp értelmezik a parancsokat, ezért megbízható működés érdekében megfelelő posztprocesszorok alkalmazása elengedhetetlen.
Gépvezérlés végrehajtja a G-kódot, és koordinálja a motorokat, a főorsót és a hűtőfolyadékot a megmunkált alkatrész előállításához. A vezérlők széles skáláját tartalmazza: egyszerű, GRBL-alapú rendszerek asztali CNC-eszközökön kezdve a szakmai szintű Fanuc- vagy Siemens-vezérlőkig ipari berendezéseken.
Vegye figyelembe a következő szoftvereközösség-faktorokat:
- Beépített szoftver: Egyes gépekhez CAM-szoftver is tartozik; másokhoz külön kell megvásárolni
- Tanulási görbe: A bonyolult szakmai szoftver több funkciót kínál, de nagyobb képzési befektetést is igényel
- Közösségi támogatás: A népszerű platformok széles körű oktatóanyagokkal, fórumokkal és megosztott erőforrásokkal rendelkeznek
- Előfizetéses vagy végleges licenc: A folyamatos szoftverköltségek hatással vannak a hosszú távú üzemeltetési kiadásokra
- Szimulációs kapacitás: A virtuális ellenőrzés programozási hibákat észlel, mielőtt azok kárt okoznának a gépekben vagy alkatrészekben
Gyártói támogatás és közösségi erőforrások
Mi történik, ha valami meghibásodik, vagy olyan problémába ütközik, amelyet egyedül nem tud megoldani? A gyártói támogatás és a közösségi erőforrások gyakran döntőek abban, hogy egy gép termelékeny eszközzé válik-e, vagy drága papírsúlyként marad.
Értékelje a gyártói támogatást a következő kérdések feltevésével:
- Mennyire gyors a technikai támogatás telefonon és e-mailben?
- Könnyen beszerezhetők és ésszerű áron kaphatók-e a cserealkatrészek?
- Biztosítja-e a gyártó képzési anyagokat, videókat vagy dokumentációt?
- Mióta működik a cég, és mi a hírneve a termékek mögött állás tekintetében?
- Rendelkezésre állnak-e szoftverfrissítések és fejlesztések, vagy a gép a vásárláskor beállított konfigurációban marad véglegesen?
A közösségi erőforrások ugyanolyan fontosak, különösen a kisebb gyártók esetében, akiknek nincs kiterjedt támogatási osztálya. Az aktív felhasználói fórumok, Facebook-csoportok és YouTube-csatornák olyan tudásbázisokat hoznak létre, amelyek segítenek a problémák elhárításában és az optimalizálási tippek megosztásában. A Tormach, a Haas és különféle asztali CNC-márkákhoz hasonló népszerű platformok élénk felhasználói közösségek révén hatékonyan kibővítik a gyártói támogatást.
A professzionális vásárlók számára – akik termelésre kész megoldásokat keresnek, amelyekhez bizonyított támogatás jár – a megbízható gyártók nyugalmat nyújtanak, amelyet a költségvetési alternatívák nem tudnak felérni. Ilyen létesítmények például Shaoyi Metal Technology bemutatja, hogyan alakítja az IATF 16949 tanúsítás és a statisztikai folyamatszabályozás (SPC) a képességi specifikációkat következetes, valós világbeli eredményekké – olyan működési érettséggé, amely éveknyi gyártási tapasztalat során alakul ki.
Ajánlások felhasználói szegmens szerint
Az Ön helyzete dönti el, mely kompromisszumok értelmesek. Az alábbiakban gyakori vásárlói profilok alapján adunk gyakorlatias útmutatást:
Hobbi- és tanulófelhasználók:
- Kezdjen egy asztali CNC vagy mini CNC géppel 2000–5000 USD árkategóriában
- Figyeljen arra, hogy az alumínium megmunkálására alkalmas gépeket válasszon, amelyek időnként rézötvözetet vagy lágyacélt is képesek feldolgozni
- Törekedjen olyan platformokra, amelyek mögött aktív közösségek és kiterjedt tanulási források állnak
- Szánjon keretet minőségi rögzítőberendezésekre és egy alapvető szerszámkészletre – ne költse el az egész költségvetést a gépre
- Fogadja el, hogy a későbbi bővítés teljesen normális; az első gép megtanítja Önt arra, amire valójában szüksége van
Kisüzemek és komolyabb hobbi-érdeklődők:
- Fontolja meg az asztali vagy könnyű ipari berendezéseket a 10 000–30 000 USD árkategóriában
- Tegye prioritássá a acélfeldolgozásra képes merevséget és pontosságot, amely támogatja a fizetett munkavégzést
- Fektessen be megfelelő CAM-szoftverbe, amely maximálisan kihasználja a gép teljesítményét
- Gondosan értékelje a gyártó által nyújtott támogatást – a leállás költségekkel jár, ha az ügyfelek várakoznak
- Tervezzen növekedésre olyan gépekkel, amelyek kompatibilisek az automatizálási bővítésekkel, például érzékelőkkel és szerszámcserélőkkel
Gyártási és professzionális környezetek:
- Határozza meg a berendezéseket dokumentált igények alapján, ne pedig csak vágyott képességek alapján
- Vegye figyelembe a teljes tulajdonlási költséget, beleértve a karbantartási szerződéseket és a képzéseket
- Győződjön meg a gyártó stabilitásáról és a pótalkatrészek elérhetőségéről a gép várható élettartama alatt
- Fontolja meg a megbízható márkák használt ipari berendezéseinek beszerzését alternatívaként az új, költségvetési gépek helyett
- Győződjön meg arról, hogy a létesítmény infrastruktúrája támogatja a berendezést – az energiaellátás, a rögzítési lehetőségek és a környezeti vezérlés szempontjából
Bármelyik kiindulási ponthoz érkezzen is, ne feledje: a legjobb CNC gép fémfeldolgozáshoz az az állomás, amelyet valóban használ alkatrészek gyártására. A túlgondoltság („analysis paralysis”) sok lehetséges gyártót a pálya szélén tart, míg mások gyakorlati tapasztalat útján sajátítják el a szükséges készségeket. Kezdjen ott, ahol költségvetése és rendelkezésre álló hely lehetővé teszi, sajátítsa el az alapokat, és csak akkor frissítsen, ha valódi – nem pedig elképzelt – korlátozások akadályozzák abban a munkában, amelyet el kell végeznie.
Gyakran ismételt kérdések a CNC fémfeldolgozásról
1. Mire használható egy CNC gép fémfeldolgozáshoz?
Egy CNC gép fémfeldolgozásra számítógéppel vezérelt numerikus vezérlést használ az alkatrészek pontos vágásához, formázásához és gyártásához. Ezek a gépek programozott G-kód utasításokat követnek, amelyek irányítják a vágószerszámokat a munkadarabokon, így anyagot távolítanak el a kész alkatrészek létrehozásához. Gyakori típusok például a CNC marógépek 3D-domborulatokhoz, esztergák hengeres alkatrészekhez, valamint plazma- vagy lézeres vágógépek lemezfémmel való munkavégzéshez. A modern CNC fémfeldolgozó gépek pozicionálási pontossága 0,0001 hüvelyk (kb. 0,00254 mm) alatt van, ezért elengedhetetlenek az űrkutatási, autóipari és orvosi eszközök gyártásában, ahol a szigorú tűréshatárok döntő fontosságúak.
2. Milyen fémeket lehet CNC-megmunkálni?
A CNC-gépek széles körű fémeket dolgoznak fel, például alumíniumot, acélt, rozsdamentes acélt, sárgaréz-t, réz-t és titán-t. Az alumínium a legkönnyebben megmunkálható anyag, gyors vágási sebességgel és minimális szerszámkopással. Az acél merevebb gépeket és gondos hőkezelést igényel. A rozsdamentes acél munkakeményedési problémákat okoz, ezért állandó vágási érintkezésre és éles szerszámokra van szükség. A sárgaréz és a réz kiváló felületminőséggel, nagyon jól megmunkálható. A titán speciális szerszámokat, intenzív hűtést és csökkentett forgási sebességet igényel. Az anyagválasztás közvetlenül befolyásolja a szerszámok kiválasztását, a vágási paramétereket és a gépi követelményeket.
3. Nehéz megtanulni a CNC marást?
A CNC marásnak van tanulási görbéje, de elérhető marad a kitartó kezdők számára. Alapvető alkatrészeket néhány órán belül létre lehet hozni modern CAD/CAM szoftverek segítségével, amelyek automatikusan generálják az esztergálási pályákat a 3D tervekből. Azonban a képesség elsajátítása – például az anyagok viselkedésének megértése, a vágási paraméterek optimalizálása és a problémák megoldása – általában három vagy több évnyi gyakorlati tapasztalatot igényel. Az alumíniummal való kezdés egy asztali CNC marógépen engedékeny környezetet biztosít az alapok elsajátításához, mielőtt nehezebb anyagokra és szigorúbb tűrésekre térnénk át.
4. Olcsóbb egy CNC gépet építeni, vagy megvenni?
Egy CNC gép építése kevesebbe kerül nyersanyagban, de jelentős időbefektetést igényel a tervezéshez, összeszereléshez, beállításhoz és finomhangoláshoz. A tanulási élményt értékelő hobbi-alkalmazások esetében a saját készítésű megoldások oktatási előnyöket is nyújtanak a költségmegtakarításon felül. Ugyanakkor egy kereskedelmi forgalomba hozott gép megvásárlása bizonyított teljesítményt, gyártói támogatást, dokumentációt és garanciális fedezetet biztosít. A gyártási környezetek általában inkább az olyan minőségi berendezések megvásárlásából profitálnak, amelyek minimálisra csökkentik a leállások idejét. Döntésének meghozatalakor vegye figyelembe az idő értékét, műszaki képességeit és a tervezett alkalmazási területeket.
5. Mennyibe kerül egy CNC fémfeldolgozó gép?
A CNC fémfeldolgozó gépek ára 2000 dollártól kezdődik az asztali hobbi marógépeknél, és 500 000 dollárnál is több lehet az ipari gyártási berendezéseknél. Az asztali CNC marógépek, amelyek alkalmasak alumínium és könnyű acél megmunkálására, 2000–8000 dollárba kerülnek. A javított acélvágási képességgel rendelkező munkaasztali gépek 8000–25 000 dollárba kerülnek. A könnyű ipari berendezések ára 25 000–75 000 dollár, míg a teljes körű gyártási gépek – például a Haas vagy a Mazak márkák termékei – kb. 75 000 dollártól kezdődnek. A vételár mellett további 15–25 százalékos költséget kell tervezni az első évi üzemeltetésre, ideértve a szerszámokat, a hűtőfolyadékot, a szoftvereket és a karbantartást.