 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Szerszámkészítés az autóiparban: A gyártás gerincét
TL;DR
Der Szerszámkészítés a gépjárműiparban a modern járműgyártás technológiai háttere. Nem a szerelők kézi szerszámaival foglalkozik, hanem az ipari fejlesztéssel és gyártással, amely során kivételesen összetett formák, kivágó- és rögzítőeszközök készülnek, melyek elengedhetetlenek a karosszériák, motoralkatrészek és belső terek tömeggyártásához. Ezek nélkül a pontos gyártóeszközök („szerszámok”) nélkül lehetetlen lenne gazdaságilag hatékonyan millió darab azonos alkatrész sorozatgyártása. Ez a cikk bemutatja a folyamatokat, technológiákat és minőségi szabványokat, amelyek ezt a döntő fontosságú B2B-szektort meghatározzák.
Alapelvek: Mi az a szerszámkészítés a gépjárműiparban?
A gépjárműipar kontextusában a Werkzeugbau (angolul Tooling) azoknak a gyártóeszközöknek a tervezésével és gyártásával foglalkozó szakterület, amelyek alkatrészek formázására szolgálnak. Ez a terület a termékfejlesztés (az autó tervezése) és a tényleges gyártás (sajtóműhely, öntöde) közötti kapcsolódási pontot jelenti. Ilyen értelemben egy „szerszám” több tonnás súlyú, nagyteljesítményű acélból készült forma, amelyet hatalmas sajtókba vagy öntőgépekbe szerelnek be.
A szerszámgyártás szerepe egyfajta „habilitáló tényező”: minden járműalkatrész – a motorháztetőtől kezdve a műszerfalig, egészen a motorblokkig – speciális szerszámra (elsődleges vagy átformáló szerszámra) van szükség a gyártáshoz. A szerszám minősége közvetlenül meghatározza a végső termék méretpontosságát, felületminőségét és gyártási sebességét. Míg egy OEM (eredeti felszerelést gyártó cég) gyakran rendelkezik a tervezési döntéshozatal felett, a megvalósíthatósággal kapcsolatos részletes folyamatismeret gyakran a szakosodott szerszámgyártóknál és beszállítóknál található.
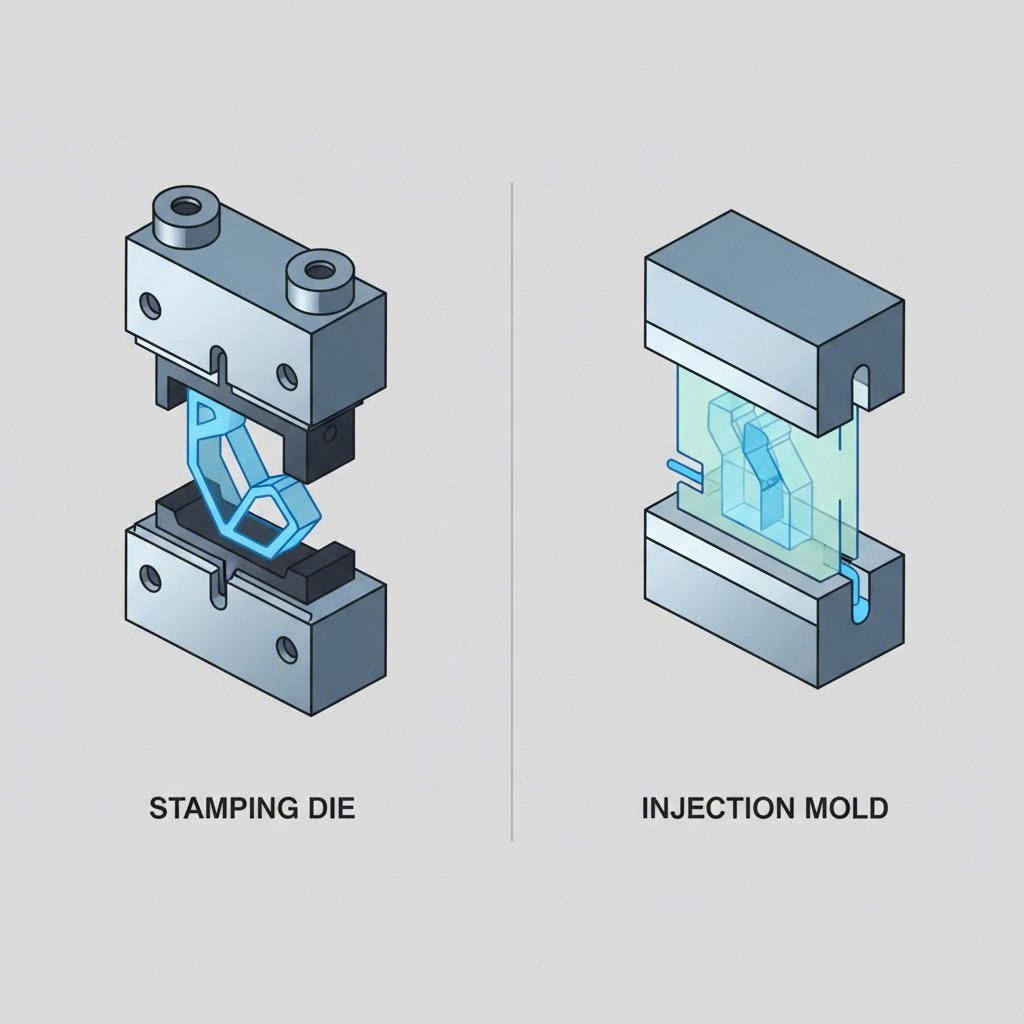
Alapvetően két fő kategóriát különböztetünk meg:
- Képlékenyalakító szerszámok: Ezeket elsősorban lemezfeldolgozáshoz használják (pl. karosszériaelemek kivágása, hajlítása, mélyhúzása).
- Anyagleválasztó szerszámok: Ide tartoznak a műanyagok fröccsöntőformái (interior, ütközésgátlók) és a könnyűfémek nyomásos öntőformái (motoralkatrészek, szerkezeti elemek).
Kulcstechnológiák és szerszámok összehasonlítása
Az autógyártás különböző gyártási eljárásokra támaszkodik, amelyek mindegyike magas szintű szakosodott szerszámtechnológiát igényelnek. Az eljárás kiválasztása az anyagtól (acél, alumínium, műanyag) és az alkatrész funkciójától függ.
Képlékenyalakítás: kivágás és sajtolás
A karosszériagyártásban a kivágó- és alakítószerszámok dominálnak. A lapos lemezt (tekercs) többfokozatú szerszámok (kombinált követő vagy transzferek) segítségével alakítják át a kívánt 3D-s geometriává. Az anyag rugózása és az elkészült járműben lévő hézagméretek minimalizálásához szükséges extrém pontosság jelenti itt a kihívást. A modern szerszámoknak gyakran milliókban mérhető ütéseket kell elviselniük anélkül, hogy a minőség romlana.
Fröccsöntés és nyomásos öntés
Belsőtéri alkatrészekhez és összetett technikai elemekhez fröccsöntőformákat használnak. Folyékony műanyagot nagy nyomással juttatnak be egy üregbe (üreg tér). Hasonlóan működik az alumínium nyomásos öntése szerkezeti alkatrészekhez, amely a „Gigacasting” (nagy egységek öntése teljes járműrészekből) irányzat hatására napjainkban erősen növekvő jelentőséggel bír.
| Eljárások | Anyagok | Tipikus alkatrészek | Kiemelkedő jellemző a szerszámgyártásban |
|---|---|---|---|
| Kivágás / Alakítás | Acéllap, alumíniumlemez | Motorháztetők, ajtók, oldalfalak | Visszarugózás kompenzálása, nagy szilárdságú acélok |
| Műanyag fröccsöntés | Polipropilén, ABS, poliamid | Műszerfalak, ütközők, kapcsolók | Komplex hűtőcsatornák, magas felületminőség (mattítás) |
| Nyomásos öntés | Alumínium, magnézium | Váltóműházak, motorblokkok | Extrém hőterhelés, rövid ciklusidők |
A folyamat: Az adatbázistól a sorozatos szerszámig
Egy gyártószerszám létrehozása hónapokig tartó folyamat, amely már jóval az első fizikai alkatrész előtt elkezdődik. Ez a folyamat biztosítja, hogy a szerszám később sorozatgyártásban zavartalanul működjön (folyamatképesség).
- CAD-tervezés és gyárthatósági elemzés: Az alkatrészadatok alapján a szerszámot digitálisan tervezik. Szakértők ellenőrzik, hogy az adott konstrukció egyáltalán gyártható-e (kioldhatóság, anyagáramlás).
- Szimuláció (CAE): Mielőtt az acélt megmunkálnák, szoftveres megoldások (például AutoForm) szimulálják az alakítási vagy öntési folyamatot. Itt felismerhetők a potenciális hibák, mint repedések vagy redőképződés, és ezek virtuálisan kijavíthatók.
- Gyártás és összeszerelés: CNC marógépeken az alakot nagy szilárdságú szerszámacélból alakítják ki. Ezt követi a vezetőelemek, csúszkák és szenzorika összeszerelése.
- Próbafuttatás (beállítás): Az eszközt próbapressen tesztelik. Ez a fázis a legkritikusabb, amely során az eszközt addig manuálisan vagy gépiesen optimalizálják, amíg a gyártott alkatrész pontosan meg nem felel a specifikációknak („érintési munkák”)
- Sorozatindítás engedélyezése: A sikeres átvétel után az eszközt a sajtóüzemnek vagy öntödei részlegnek adják át.
Kihívások és minőségi követelmények
A szerszámkészítésre az autóiparban támasztott követelmények alig egy másik iparágnál olyan magasak. A tűrések gyakran mikrométeres tartományban (µm) mozognak, és a látható felületek minőségének tökéletesnek kell lennie („A osztályú felület”)
Egy másik kritikus tényező az élettartam. Egy szerszámnak gyakran az autómodell teljes életciklusa alatt (5–7 év) több százezer alkatrészt kell előállítania lényeges kopás nélkül. Ehhez kiváló anyagismeret és edzési eljárások szükségesek. Emellett az autógyártók (OEM-ek) szigorú tanúsítványokat követelnek meg beszállítóiktól.
Nagy pontosságú alkatrészek beszerzése esetén a megfelelő partner kiválasztása döntő fontosságú. Shaoyi (Ningbo) Metal Technology Co., Ltd például specializálódtak járművekhez használt sajtolási alkatrészekre, és közvetlenül integrálták a szerszámkészítést gyártási folyamataikba. Az IATF 16949 szerinti tanúsítvánnyal és több mint 15 éves tapasztalattal a belső szerszámtervezés terén, ilyen vállalatok nemcsak az alkatrészek pontosságát garantálhatják, hanem jelentősen lerövidíthetik a fejlesztési ciklusokat is, mivel a szerszámépítés és az alkatrészgyártás zökkenőmentesen összekapcsolódik.
Idő- és költségnyomás
A „time-to-market” egyre rövidebb. A szerszámkészítőknek ma már képeseknek kell lenniük a gyártmányváltoztatások (Engineering Changes) projekt késői fázisában történő gyors végrehajtására anélkül, hogy veszélyeztetnék a járműgyártás indítását (SOP – Start of Production).
Jövőbeli trendek: e-mobilitás és könnyűszerkezetes építés
Az elektromos közlekedés irányába történő átállás alapvetően megváltoztatja a szerszámkészítést is. Míg a hagyományos belsőégésű motorokhoz tartozó alkatrészek (kipufogórendszerek, váltórészek) elmaradnak, új igények jelentkeznek akkumulátortartók, teljesítményelektronika és villanymotorok terén. Különösen az alumíniumból vagy acélból készült akkumulátortálcák támasztanak új követelményeket a tömörséggel és ütközésbiztonsággal szemben.
Párhuzamosan a könnyűszerkezetek is hajtják az innovációt. Az elektromos járművek hatótávolságának növelése érdekében egyre inkább nagy- és extrahatékony acélokat (lenyomásos edzés) használnak, amelyek óriási kihívások elé állítják az szerszámkészítést a kopásállóság terén. A digitalizáció („Szerszámkészítés 4.0”) is egyre jobban teret nyer: szenzorok a szerszámokban jelenleg már élőben figyelik a folyamatparamétereket, mint például a hőmérséklet és a nyomás, hogy proaktívan megelőzzék a selejt keletkezését.
Következtetés: szerszám nélkül nincs autó
Az szerszámkészítés a digitalizáció és az elektromos mobilitás korában is elengedhetetlen kulcsa a járművek fizikai megvalósításának. Sokkal töbről van szó, mint pusztán fémmegmunkálás; ez egy high-tech szakterület, amely ötvözi a mérnöki tudományt, az anyagtudományt és a folyamatismeretet. Az autógyártók és beszállítók számára a minőségi szerszámokba és kompetens partnerekbe történő beruházás a legfontosabb lépés a minőség és hatékonyság biztosításához a sorozatgyártásban.
Gyakran ismételt kérdések (GYIK)
mi a különbség a prototípus- és sorozatosító szerszámok között?
A prototípus szerszámokat (Soft Tools) gyakran puha anyagokból, például alumíniumból vagy edzetlen acélból készítik, hogy gyorsan és költséghatékonyan alacsony darabszámban tudjanak termékeket előállítani tesztelés céljából. A sorozatosító szerszámok (Hard Tools) edzett speciális acélból készülnek, maximális élettartamra és rövid ciklusidőre vannak tervezve, ennek megfelelően drágábbak és bonyolultabbak a gyártásuk.
miért olyan drágák a szerszámok az autóiparban?
A magas költségek az extrém összetettségből, a drága anyagokból (nagy szén tartalmú szerszámacélok) és a szakértő munkaerő nagy arányából adódnak (tervezés, finommechanikai megmunkálás). Egy nagy karosszériaszerszám százóra megmunkálást és kézi utómunkát igényelhet, és több millió alkatrészt hibátlanul kell előállítania.
milyen szerepet játszik a szimuláció a szerszámgyártásban?
A szimulációk ma elengedhetetlenek ahhoz, hogy a gyártószerszám építése előtt biztosítsák egy alkatrész gyárthatóságát. Segítenek az anyagviselkedés előrejelzésében, hibák, mint például repedések vagy redők elkerülésében, és drasztikusan csökkentik a költséges fizikai javítási ciklusok számát a próbabeállítás során.