 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Prototípus-szerszám vs. sorozatszerszám: költség- és haszonanalízis
TL;DR
A döntés Prototípus szerszám (gyakran alumínium vagy 3D nyomtatás) és Sorozatszerszám (edzett acél) között a beruházási kockázat és az egységköltség mérlegelésén alapul. A prototípus szerszámok előnye a alacsony kezdeti költség (kb. 3.000 €-tól) és gyors elérhetőség (néhány nap–néhány hét), de élettartamuk korlátozott, 500–5.000 üzemóráig terjed. Ideálisak piactesztelésre, dizájn-érvényesítésre és kis sorozatgyártásra.
A sorozatszerszámok ugyanakkor magas kezdeti beruházást igényelnek (10.000 €–tól több mint 100.000 €-ig) és hosszabb előkészítési időt (4–12 hét), de tömeggyártás esetén megtérülnek alacsony darabárakkal és rendkívül hosszú élettartammal (>100.000 ciklus). A gazdaságos Megtérülési pont gyakran 10.000–20.000 darabnál van – ennél alacsonyabb mennyiség esetén általában a „lágy” változat éri meg, felette pedig az acél elengedhetetlen.
Alapfogalmak és definíciók: Lágy szerszámozás vs. Kemény szerszámozás
Mielőtt részletesebben belemerülnénk a költségstruktúrákba, tisztáznunk kell a műszaki alapokat. A gyártóiparban, különösen a fröccsöntés területén szigorúan megkülönböztetünk két szerszámosztályt, amelyeket gyakran „lágy szerszámozásnak” (Soft-Tooling) és „kemény szerszámozásnak” (Hard-Tooling) neveznek.
Prototípus-szerszám (lágy szerszámozás)
Ezek a szerszámok a sebességre és rugalmasságra vannak optimalizálva. Általában Alumínium (pl. 7075-ös ötvözet) vagy nem edzett acélból készülnek. A modern eljárásokban sőt, nagyon hőálló, 3D nyomtatással készített műanyagokat is használnak kis sorozatnagyságokhoz szükséges üregek kialakítására. A „lágy” kifejezés a szerszámok anyagának alacsonyabb keménységére utal a sorozatgyártáshoz használt szerszámokhoz képest. Lehetővé teszik a gyors megmunkálást (High-Speed-Cutting), ami drasztikusan csökkenti a szállítási időt, de érzékenyebbek a kopásra.
Sorozatgyártási szerszám (kemény szerszámozás)
Itt a nagy szilárdságú, edzett szerszámacélból készült precíziós formákról beszélünk nagy szilárdságú, edzett szerszámacélból (pl. 1.2343 vagy 1.2083). Ezeket az űrítőformákat gyakran erodálással (EDM) és finommarással készítik, bonyolult, belső hűtőcsatornákkal rendelkeznek a minimális ciklusidő érdekében. A tömeggyártás gerincét képezik, és garantálják, hogy az egymilliomodik alkatrész pontossága megegyezzen az elsőével.
Költségelemzés: Kezdeti beruházás vs. darabköltség
A költségek általában a beszerzők és mérnökök számára a döntő tényező. Itt érvényes az alapszabály: minél magasabb a kezdeti beruházás, annál alacsonyabb a későbbi alkatrészár. De hol is húzódnak pontosan a határok?
| Költségtényező | Prototípus szerszám (Alu/Rapid) | Sorozatszerszám (acél) |
|---|---|---|
| Szerszám beruházás | 3.000 € – 15.000 € | 10.000 € – 100.000 €+ |
| Darabköltség (példa) | Magas (kézi kezelés, hosszabb ciklusok) | Minimális (teljesen automatizált) |
| átváltozási költségek | Alacsony (anyag könnyen megmunkálható) | Nagyon magas (szikraforgácsolás szükséges) |
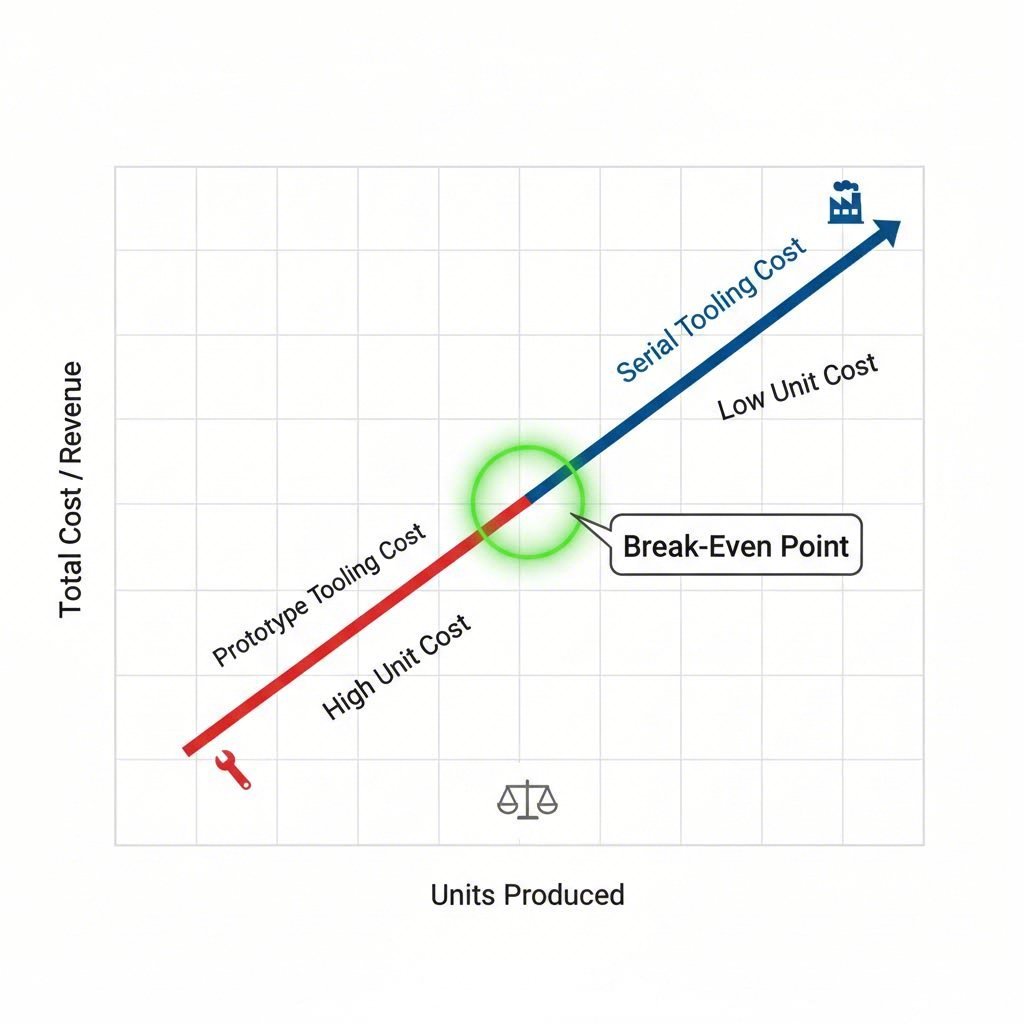
A megtérülési pont
Az elemzés azt mutatja, hogy a sorozatos szerszámok csak bizonyos mennyiség felett válnak gazdaságossá. A szektoradatok arra utalnak, hogy a Megtérülési pont gyakran 10 000 és 20 000 egység között van ennél az értékhatár alatt a acélszerszám magas értékcsökkenése felőrli az egységárban rejlő előnyöket. Egy 500 házból álló indítósorozat esetén egy 40 000 eurós szerszám gazdasági öngyilkosság lenne – ilyenkor az alumínium szerszám versenyképtelen.
Gyakran figyelmen kívül hagyott költségtényező a sorozatszerszámoknál az energiahatékonyság: az optimalizált hűtőcsatornák (Conformal Cooling) révén, amelyek lágy szerszámoknál gyakran hiányoznak, a ciklusidő drasztikusan csökken. Milliós darabszámoknál minden másodpercnyi ciklusidő-csökkenés jelentős költségmegtakarítást jelent.
Hasznosságelemzés: Sebesség és piaci bevezetési idő
Dinamikus piacokon az idő gyakran értékesebb, mint a pénz. Itt a kulcsfogalom a „piaci bevezetési idő” (time-to-market), ahol a prototípus-szerszámozás (rapid tooling) igazán ki tudja használni erejét.
Míg egy összetett sorozatszerszám tervezése és gyártása 4–12 hétig (vagy ennél hosszabb ideig, ha tengerentúli beszállítókról van szó) is eltarthat, a prototípus-szerszámok gyakran már 3 nap–2 hét alatt üzemképesek. Ez a sebességi előny lehetővé teszi:
- Gyorsabb hibajavítást: A tervezési hibák fizikailag is felismerhetők, mielőtt megrendelnék a költséges sorozatszerszámot (terv-érvényesítés).
- Korai piaci belépést: Már első körben szállíthat termékeket kulcsfelhasználóknak, miközben a sorozatos szerszám még gyártás alatt van (átmeneti szerszámozás).
- Rugalmasság: az alumínium szerszámokon végrehajtott módosítások gyorsan és költséghatékonyan megvalósíthatók, mivel az anyag puha.
Olyan vállalatok számára, amelyek összetett szerelvényeket fejlesztenek – például az autóiparban – ez a fázis kritikus jelentőségű. Itt a specializált partnerekkel, mint például a Shaoyi (Ningbo) Metal Technology Co., Ltd való együttműködés döntő fontosságú lehet. Az IATF 16949 tanúsítvánnyal és több mint 15 éves tapasztalattal a szerszámfejlesztés terén a Shaoyi rendelkezik a szükséges pontossággal ahhoz, hogy zökkenőmentesen lehessen áttérni a fejlesztéstől a sorozatgyártásra, különösen biztonságtechnikai szempontból kritikus mélyhúzott és alakított alkatrészek esetén.
Minőség és élettartam: Mikor éri el az alumínium határait
A költség- és időtakarékosság ellenére a prototípus szerszámoknak fizikai korlátai vannak. A „szerszámélettartam” – azaz az forma élettartama – a legnagyobb gyenge pont.
Elhasználódás abrazív anyagoknál
Egy alumínium szerszám általában 500 és 5000 lövés között , a felhasznált műanyagtól függően. Ha abrazív anyagokat, például üvegszálerősített poliamidot (PA6-GF30) dolgozunk fel, a forma már néhány száz darab után is elkophat. A felületminőség romlik, a tűrések nem tarthatók be. Ezzel szemben egy edzett acélból készült sorozatszerszám könnyedén eléri a 100 000-től több mint 1 millió lövésig jelentős minőségromlás nélkül.
Felületminőség és tűrések
Az alumínium karcolódásra érzékenyebb. Magasfényű pulzálás lehetséges, de a gyártási folyamat során nem tartós. Nagyon szigorú tűrések (pl. +/- 0,05 mm alatt) vagy összetett csúszka-mechanizmusok esetén a lágy szerszámok határahoz érkezünk. Ha alkatrésze tehát „első alkalommal helyes” módon, tökéletes sorozatminőségben szükséges, akkor gyakran elkerülhetetlen az acélszerszámra való áttérés, még kisebb darabszámok esetén is.
Döntési mátrix: Melyik szerszám melyik projekthez?
A megfelelő stratégia kiválasztásához segíthet egy forgatókönyvalapú megközelítés. Használja ezt a mátrixot útmutatóként az ön költségvetéséhez:
-
Forgatókönyv A: A piacteszt (darabszám < 1.000)
A dizájn még nem végleges, a piaci kockázat magas. Gyorsan szüksége van fizikai alkatrészekre funkcionális tesztekhez vagy első értékesítésekhez.
Ajánlás: Prototípusos szerszám (alumínium/3D-nyomtatás). Minimálisra csökkenti a rossz beruházás kockázatát. -
Forgatókönyv B: Az átmeneti sorozat (darabszám 1.000 – 10.000)
A kereslet növekszik, de a tömeggyártási szerszám még 8 hetet késik. Ki kell töltenie egy ellátási részt.
Ajánlás: Bridge-tooling. Egy robosztus alumínium vagy P20 acél szerszám biztosítja a szállítóképességet a nagysorozat elindulásáig. -
Forgatókönyv C: A nagy sorozat (darabszám > 20.000)
A dizájn „befagyasztott”, a szerződések évekre szólnak. A darabköltség és a folyamatbiztonság elsődleges fontosságú.
Ajánlás: Sorozatgyártási szerszám (edzett acél). Csak így érhető el hosszú távon a szükséges ciklusidő és pontosság.
Szakértői tipp: Kritikus projekteknél tervezze be a költségvetésbe mindkét Szerszám típusra vonatkozó költséget. A prototípus-szerszám tapasztalatai gyakran olyan mértékben optimalizálják a sorozatgyártási szerszámot, hogy a kétszeres beruházás megtérül a későbbi módosítási körök elkerülésével az acélszerszámon.
Összefoglalás: A stratégiai távlatok megfizetődnek
A prototípus- és a sorozatgyártási szerszám közötti választás nem csupán költségkérdés, hanem egy stratégiai döntés a kockázatról, az időről és a minőségről. Míg a prototípus-szerszámok a termékfejlesztés „gyorscsónakjai”, amelyek gyorsítják az innovációt, addig a sorozatgyártási szerszámok a „tartályhajók”, amelyek hosszú távon biztosítják az állékonyságot és a jövedelmezőséget. A sikeres vállalatok gyakran hibrid stratégiát alkalmaznak: gyors indulás a lágy szerszámozással, tanulás, optimalizálás, majd tökéletes kemény szerszámozással történő skálázás.
Gyakran ismételt kérdések (GYIK)
1. Mennyibe kerül átlagosan egy fröccsöntő szerszám?
A tartomány rendkívül széles. Egyszerű, alumíniumból készült prototípus szerszámok már kb. 3000–5000 €-tól elérhetők. Összetett, acélból készült sorozatgyártási szerszámok több üreggel és csúszóelemekkel gyakran 10 000 €-tól indulnak, és nagy összetettség esetén gyorsan elérhetik a 50 000–100 000 € feletti összegeket.
2. Milyen darabszámtól érdemes sorozatgyártási szerszámot használni?
A gazdasági határpont (break-even point) általában 10 000 és 20 000 darab között helyezkedik el. Ennél kisebb mennyiségnél a szerszám magas leírási költsége darabonként gyakran nem versenyképes. Nagyon egyszerű alkatrészek esetében ez a küszöbérték akár magasabb is lehet.
3. Mennyi ideig tart egy alumínium szerszám?
Egy nagy szilárdságú alumíniumból készült szerszám tipikusan 500 és 5000 lövés (ciklus) között tart. Az élettartam erősen függ a használt műanyagtípustól: a kopásálló anyagok, például az üvegszálerősített műanyagok lényegesen gyorsabban kopasztják az alumíniumot, mint a nem erősített műanyagok.
4. Mi is pontosan a Rapid Tooling?
A Rapid Tooling gyűjtőfogalom a gyors szerszámgyártási eljárásokra. Magában foglalja az alufrézelt formákat, valamint a 3D-ben nyomtatott szerszámbetéteket egyaránt. Célja, hogy a CAD-adatoktól az első fizikai fröccsöntött alkatrészig tartó időt néhány napra vagy hétre lerövidítse.