 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Hegesztett lemezfémmunka szakcégek titkai: A nyers acéltól a kész alkatrészekig

Mi az a hegesztett lemezvas-speciális vállalat?
Képzelje el, hogy szüksége van egy egyedi rögzítőre, egy bonyolult burkolatra vagy egy olyan szerkezeti alkatrészre, amely egyszerűen nem kapható késztermékként. Hová forduljon? Pont ebben a helyzetben válik értékessé egy hegesztett lemezvas-speciális vállalat. Ezek a specializált megmunkálók nyers fémtáblákból pontosan megtervezett, az Ön pontos igényei szerint gyártott alkatrészeket és szerelvényeket készítenek – így áthidalják a tervezési elképzelések és a működőképes valóság közötti rést.
A hegesztett lemezvas-speciális szolgáltatások meghatározása
Egy hegesztett lemezvas-speciális vállalat arra specializálódott, hogy egyedi fémalkatrészeket és szerelvényeket készítsen szakértő hegesztési technikákkal lemezvasakból a vágási, alakítási és befejező folyamatokkal együtt. A tömeggyártó létesítményektől eltérően, amelyek szabványosított termékeket gyártanak, ezek a szakemberek CAD-fájlok, műszaki rajzok vagy ügyfélleírások alapján készítik el az egyedi alkatrészeket, például kereteket, szerelvényeket, burkolatokat és szerkezeti összeállításokat.
Mi teszi különlegessé a specializált gyártókat?
- Egyéni képességek: Minden projektet egyedi figyelemmel kezelnek a tervezet értelmezésétől a végső ellenőrzésig
- Anyagismeret: Kiváló ismeretek a különböző ötvözetek viselkedéséről a lemezfémmunkálás során, beleértve a rugalmas visszatérés (spring-back) számításait és a szemcira irányuló megfontolásokat
- Pontos tűrések: Míg az általános gyártás ±1/16" és ±1/8" közötti tűrést enged meg, a specializált műhelyek gyakran ±0,005" és ±0,010" közötti pontosságot érnek el
- Minőségi tanúsítványok: Dokumentált minőségirányítási rendszerek, amelyek támogatják a repülőgépipart, az orvostechnikai eszközök gyártását, az autóipart és más szabályozott iparágakat
Ezek a cégek speciális technikákat is kezelnek, például a fluxmagos hegesztést lemezekhez olyan speciális alkalmazásokhoz, amelyek mélyebb behatolást igényelnek vagy kültéri munkakörülményeket feltételeznek, ahol a védőgáz használata nem praktikus.
Miért fontos a precíziós gyártás a gyártásban
De miért ilyen fontos a pontosság? Gondoljunk csak arra: a rosszul illeszkedő alkatrészek drága helyszíni módosításokat igényelnek, ami növeli a munkaerő-költségeket és meghosszabbítja a projekt időkeretét. A méretbeli eltérések termékhibákhoz, garanciális igényekhez és a hírnév károsodásához vezethetnek. Azokban az iparágakban, ahol pontos tűrések szükségesek, a megfelelő minőségű lemez- és hegesztési képességek hiánya drága késéseket vagy akár teljes elutasítást eredményezhet.
A minőségi lemezhegesztési szolgáltatások értéket teremtenek a következők révén:
- Csökkentett teljes projektköltségek: A javítási munkák és a helyszíni módosítások kizárása
- Javított szerelési hatékonyság: A pontos alkatrészek elsőre illeszkednek egymáshoz
- Javított termékteljesítmény: A méretbeli pontosság közvetlenül befolyásolja az üzemeltetés megbízhatóságát
- Szabályozási megfelelés: Teljes nyomon követhetőség, statisztikai folyamatszabályozás és első minta ellenőrzési dokumentáció
A speciális gyártástechnológiákba történő beruházás megtérül az összeszerelési idő csökkentésével, a javítási munkák elkerülésével és a termék teljesítményének javulásával. Akár olyan orvosi eszközöket fejleszt, amelyeknél az emberi biztonság a pontos méretbeli pontosságtól függ, akár olyan elektronikai házakat gyárt, amelyeknél pontos EMI-védettségre van szükség, a tapasztalt lemezfémmegmunkálási és hegesztési szolgáltatásokkal való együttműködés biztosítja, hogy alkatrészei megfeleljenek az alkalmazásai által támasztott szigorú követelményeknek.
Hegesztési módszerek típusai lemezfémmegmunkálás során
Sosem gondolta még, miért vannak egyes lemezfémből készült alkatrészek majdnem láthatatlan varratokkal, míg másoknál kiemelkedő hegesztési varratok láthatók? A válasz a megfelelő hegesztési módszer kiválasztásában rejlik minden egyes alkalmazáshoz. A lemezfémmegmunkálásban alkalmazott hegesztési módszerek ismerete segít hatékonyan kommunikálni a gyártókkal, és biztosítja, hogy projektekhez a legmegfelelőbb kötési technikát alkalmazzák – erősség, megjelenés és költséghatékonyság szempontjából.
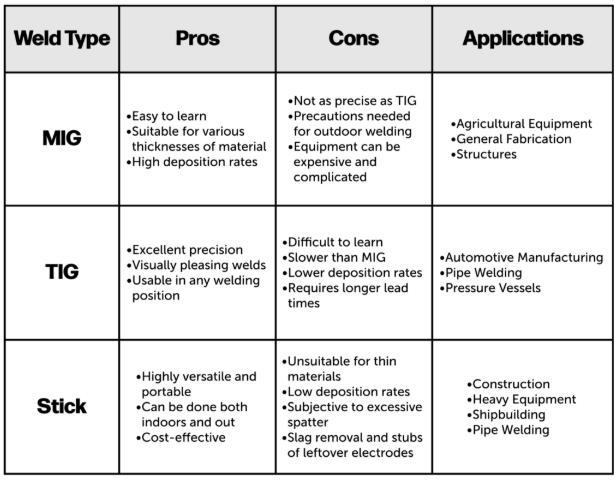
MIG-hegesztés a gyártási hatékonyság érdekében
Amikor a gyártási sebesség számít, az MIG-hegesztés vékonylemez-alkatrészekhez válik a szakosodott gyártók elsődleges választásává . Az Inert Gázhegesztés (MIG), amelyet Gázfém-ívhegesztésnek (GMAW) is neveznek, folyamatosan táplált huzalelektródát használ, amely az ívben olvad be a hegesztési fürdőbe, miközben egy inaktív védőgáz védi a levegőből származó szennyeződések ellen.
Miért olyan népszerű a vékonylemez-alkatrészek hegesztése MIG-hegesztővel? Vegyük figyelembe ezeket az előnyöket:
- Gyors hegesztési idők: A folyamatos huzaltáplálás lehetővé teszi a hegesztők számára, hogy gyorsan elkészítsék az illesztéseket anélkül, hogy meg kellene szakítaniuk a munkát az elektródák cseréjére
- Rugalmazó Anyagkompatibilitás: Kiválóan alkalmazható szénacélra, rozsdamentes acélra és alumíniumra
- Egyszerűbb technika: A kezelők kevesebb képzés után is minőségi eredményeket érhetnek el, mint más hegesztési módszerekkel összehasonlítva
- Tiszta működés: A minimális salak- és fröccsenés-mennyiség csökkenti a hegesztés utáni tisztítási munkát
Az MIG-hegesztés kiválóan alkalmazható az autókarosszériák gyártásában, ipari berendezések gyártásában és szerkezeti összeszereléseknél, ahol a termelési mennyiség indokolja a gyorsabb hegesztési sebességet. Vastagabb anyagok esetén, amelyek mély behatolást igényelnek, a gyártók néha a fluxushegesztési lemeztechnikákat – például a fluxusmagos ívhegesztést (FCAW) – alkalmazzák, amelyet gyakran külső védőgáz nélkül is lehet kint végezni, így különösen sokoldalú különböző környezetekben.
TIG-hegesztés pontossági alkalmazásokhoz
Ha a projekt kivételesen magas hegesztési minőséget és vizuális megjelenést követel meg, a TIG-hegesztés lemezre kiváló eredményt nyújt. A volfrám-inertgáz-hegesztés (TIG), amelyet hivatalosan gázos volfrám-ívhegesztésnek (GTAW) neveznek, nem fogyó volfrám-elektrodát használ az ív létrehozásához, miközben a hegesztő kézzel adagolja a tömítőanyagot szükség szerint.
Miért ajánlják a gyártók a TIG-hegesztést kritikus alkatrészekhez? A folyamat a következő előnyöket kínálja:
- Kiváló pontosság és irányítás: A hegesztők pontosan szabályozhatják a hőbevitelt, megakadályozva a vékony anyagok átégését
- Kiváló hegesztési esztétika: Tiszta, vizuálisan vonzó varratokat hoz létre, amelyek gyakran nem igényelnek további utómunkát
- Anyagflexibilitás: Széles körű fémeket képes feldolgozni, köztük rozsdamentes acélt, alumíniumot, titániumot és exotikus ötvözeteket
- Nincs szikrafúvás: Tiszta munkaterületeket és alkatrészeket hoz létre
A TIG-hegesztés népszerű az élelmiszer-feldolgozó berendezéseknél, ahol a tisztaság döntő fontosságú, valamint üzemanyagvezetékeknél és -tartályoknál, kipufogórendszereknél, illetve repülőgépipari alkatrészeknél. Bár a rúdhegesztés továbbra is lehetőség a lemezfémes szerelési munkákhoz mezőn és kültéri alkalmazásokhoz, a TIG-hegesztés pontossága miatt az előnyösebb választás a kontrollált műhelyi környezetben, ahol a minőség elsőbbséget élvez a sebességgel szemben.
Pontszerű hegesztés szerelési műveletekhez
A fémlemezek ponthegesztése teljesen más megközelítést kínál – az anyagok összekötésére elektromos ellenállást használ, nem ívhegesztést. Két elektróda nyomást és elektromos áramot alkalmaz az egymásra helyezett fémlemezekre, így elegendő hő keletkezik a kontaktus pontján az összeolvadásukhoz.
Ez a módszer számos jelentős előnnyel jár:
- Kivételes sebesség: Minden hegesztés töredékrész másodperc alatt készül el
- Nincs hozzá töltőanyag szükséges: Csökkenti a fogyóeszközök költségét, és megszünteti a töltőanyag-kiválasztással kapcsolatos kérdéseket
- Könnyű automatizálhatóság: Zavartalanul integrálható robotos gyártósorokba
- Minimális utómunka: A hegesztéseket gyakorlatilag nem igénylik tisztítás vagy utófeldolgozás
- Biztonságosabb működés: Nincs szükség nyílt lángra vagy védőgázokra
A ponthegesztés uralkodó módszer az autók karosszériájának összeszerelésében, a háztartási készülékek gyártásában és minden olyan alkalmazásban, amely gyors összekapcsolást igényel vékony, egymáson fekvő lemezekből. Ennek köszönhetően lehet modern autókarosszériákat ezrekre számítható, egyenletes és megbízható hegesztési varratokkal összeszerelni.
Hegesztési módszerek összehasonlítása projektje számára
A megfelelő hegesztési technika kiválasztása a konkrét igényeitől függ. Egy lézerhegesztő a lemezfémből készült alkatrészekhez kiváló pontosságot biztosít mikroalkatrészek és hőérzékeny anyagok esetén, míg a hagyományos módszerek szélesebb körű alkalmazásra alkalmasak. Az alábbiakban összehasonlítjuk a főbb módszereket:
| Módszer | Legjobb alkalmazások | Anyagvastagság tartománya | Sebesség |
|---|---|---|---|
| MIG hegesztés | Autókarosszériák, ipari berendezések, szerkezeti összeállítások, gyártási készítés | 24-es kaliber-től 1/2 hüvelykig (0,6 mm-től 12,7 mm-ig) | Gyors – ideális nagy tételű gyártáshoz |
| TIG hegesztés | Légi- és űrhajózási alkatrészek, élelmiszer-feldolgozó berendezések, üzemanyagrendszerek, precíziós burkolatok | 26-os kaliber-től 1/4 hüvelykig (0,5 mm-től 6,4 mm-ig) | Lassú – a minőséget helyezi előtérbe a sebesség helyett |
| Pontfűzés | Autóipari összeszerelés, háztartási készülékek, burkolatok, egymásra helyezett lemezkapcsolatok | 28-es kaliberűtől 1/8 hüvelykig (0,4 mm-től 3,2 mm-ig) | Nagyon gyors – másodpercenként egy hegesztés |
| Lézerüvölés | Orvosi eszközök, elektronikai berendezések, precíziós műszerek, hőérzékeny anyagok | 30-as kaliberűtől 1/8 hüvelykig (0,3 mm-től 3,2 mm-ig) | Nagyon gyors, minimális torzulással |
| Fluxmagos (FCAW) | Nehézgépek, kültéri építkezések, vastag szerkezeti alkatrészek | 18-as kaliberűtől 1 hüvelykig (1,2 mm-től 25,4 mm-ig) | Gyors, mély behatolással |
A hegesztőipari szakértők a lézerhegesztés kb. három-öt alkalommal gyorsabb, mint a hagyományos ívhegesztési módszerek vékony anyagoknál, miközben majdnem láthatatlan varratokat és minimális hőhatott zónákat eredményez. Ez ideálissá teszi olyan alkalmazásokhoz, amelyek mind a sebességet, mind a pontosságot igénylik.
A legfontosabb tanulság? Válassza a hegesztési módszert a projekt prioritásaihoz igazítva. Gyors gyártásra van szüksége acél szerelvényeknél? A MIG-hegesztés a megoldás. Tökéletes esztétikát igényel az állítható saválló acélból készült élelmiszeripari berendezéseknél? A TIG-hegesztés a válasz. Ezer azonos burkolat összeszerelése szükséges? A ponthegesztés kiváló hatékonyságot kínál. Ezeknek a különbségeknek a megértése segít kiválasztani a megfelelő gyártási partnert, aki rendelkezik a konkrét alkalmazásaihoz szükséges képességekkel.
Lemezfémmel foglalkozó hegesztőszakemberek által feldolgozott anyagok
Milyen anyagot válasszon a következő gyártási projektjéhez? A válasz az alkalmazásának követelményeitől függ az erősség, a súly, a korrózióállóság és a költségvetés tekintetében. Egy szakértő hegesztett lemezmetallos gyártó cég különféle anyagokkal dolgozik – mindegyik egyedi tulajdonságokkal rendelkezik, amelyek miatt ideális bizonyos felhasználási területekre. Ezeknek a lehetőségeknek a megértése segít meghozni tájékozott döntéseket, és hatékonyan kommunikálni gyártási partnereivel.
Acélminőségek és ipari felhasználásuk
Az acél továbbra is a lemezmetallos gyártás munkalószerszáma , kiváló szilárdság-ár arányt kínálva számos alkalmazásra. Azonban nem minden acél egyforma. A speciális gyártók több különálló acélkategóriával dolgoznak:
- Meleghengerelt acél: Magas hőmérsékleten alakított anyag, amely rugalmasságot és jól megmunkálhatóságot biztosít alacsonyabb költséggel. Ideális szerkezeti elemekhez, keretekhez és olyan alkalmazásokhoz, ahol a felületi minőség nem döntő
- Hidegen hengerelt acél: Szobahőmérsékleten feldolgozva erősebb, pontosabb méretekkel rendelkező termékek előállításához – ideális kereskedelmi épületek építéséhez és tárolórendszerekhez
- Galvanizált acél: Hagyományos acéllemezek cinkbevonattal a rozsdásodás elleni védelem érdekében, gyakran használják építőipari, autóipari, távközlési, valamint szél- és napenergia-ipari alkalmazásokban
A cinkbevonatos lemezhez való hegesztés során a gyártók egyedi kihívásokkal néznek szembe. Sikeresen lehet-e cinkbevonatos lemezt hegeszteni? Abszolút igen – de ehhez szakspecifikus ismeretek szükségesek. A cinkbevonat befolyásolhatja a hegesztés behatolását, és pórusosságot okozhat a kész hegesztési varratban. A tapasztalt hegesztők általában eltávolítják a cinkbevonatot a közvetlen hegesztési területről, majd a hegesztés befejezése után újra cinkbevonást alkalmaznak a korrózióvédelem visszaállítása érdekében.
A cinkbevonatos lemezek MIG-hegesztése egészségügyi szempontokat is felvet. A fémfeldolgozási biztonsági szakértők szerint a cink a hegesztés során elpárolog, és cink-oxid gőzöket képez, amelyek „fémgőz-lázat” okozhatnak – influenzaszerű tüneteket, például hányinger, fejfájás és hidegrázás kíséretében. Ezen felül a cinkbevonatokban található kis mennyiségű ólom is elpárologhat, ami hosszú távú egészségügyi problémákat okozhat. A cinkbevonatos lemezhegesztési műveletekhez elengedhetetlen a megfelelő szellőzés, a légzésvédő eszközök és a biztonsági képzés.
Alumínium- és könnyűfém-alkalmazások
Amikor a súly számít, az alumínium kiváló teljesítményt nyújt. Az acélhoz képest kb. egyharmad akkora a súlya, így az alumínium több iparágban is elengedhetetlenné vált. A hegesztési projektekhez használt lemezfémben gyakran szerepel alumínium, ha az alkalmazások a következőket igénylik:
- Csökkentett alkatrész-súly: Kritikus fontosságú a légi-, autóipari és közlekedési alkalmazásokban, ahol minden font (font) hatással van az üzemanyag-fogyasztásra
- Természetes korrózióállóság: Az alumínium védő oxidréteget képez, amely védelmet nyújt a környezeti károsodással szemben
- Kiváló hő- és elektromos vezetőképesség: Ez ideálissá teszi hőcserélők, elektronikai burkolatok és elektromos alkatrészek számára
- Újrahasznosíthatóság: Az alumínium többször is újrahasznosítható anélkül, hogy tulajdonságait elveszítené, így hozzájárul a fenntarthatósági célok eléréséhez
Az ipari anyagismertetők szerint az alumínium szakítószilárdsága ötvözet-összetételtől függően 40 és 690+ MPa között mozog, a hozzáadott ötvözők jelentősen növelik a szilárdsági jellemzőket. Az élelmiszer- és italgyártók alumíniumot használnak csomagolásra, míg a járműgyártók kiterjedten alkalmazzák testpanelek gyártására a teljes súly csökkentése érdekében.
Az alumínium hegesztése más technikákat igényel, mint az acél hegesztése. Mivel szakmai hegesztők megjegyzik , az alumínium olvadáspontja alacsonyabb, és gyorsan vezeti a hőt, ezért a hegesztési műveletek során pontos szabályozás szükséges. A TIG-hegesztés általában a legjobb eredményt adja alumínium esetén, bár a MIG-hegesztés jól alkalmazható vastagabb szelvényeknél és gyártási környezetben.
Rèzeső ellenálló acélfajta
Amikor az alkalmazásának mind erőre, mind kiváló korrózióállóságra van szüksége, a rozsdamentes acél válik a legmegfelelőbb anyagnak. Króm-tartalma öngyógyuló oxidréteget képez, amely védelmet nyújt a rozsdázás és a kémiai támadás ellen. A speciális gyártók általában az alábbi rozsdamentes acélfajtákkal dolgoznak:
- Ausztenites (300-as sorozat): A leggyakoribb típus, kiváló korrózióállósággal és alakíthatósággal – ideális élelmiszer-feldolgozó berendezésekhez, orvosi eszközökhöz és építészeti alkalmazásokhoz
- Ferrites (400-as sorozat): Mágneses, jó korrózióállósággal, alacsonyabb költséggel – alkalmas autóipari díszítőelemekhez és háztartási készülékekhez
- Martenzites: Hőkezelhető, nagy keménység elérésére – vágószerszámokban és sebészeti eszközökben használják
A rozsdamentes acél kiválóan alkalmazható olyan környezetekben, ahol a higiénia döntő fontosságú. Kereskedelmi konyhák, gyógyszeripari létesítmények és élelmiszer-feldolgozó üzemek támaszkodnak pormentes felületére, amely gátolja a baktériumok növekedését, és könnyen tisztítható. Az anyag emellett esztétikai vonzerejét is biztosítja fényes, modern felületével – ezért népszerű látható építészeti elemek és fogyasztói készülékek gyártásában.
Bár a rozsdamentes acél általában drágább, mint a szénacél vagy az alumínium, tartóssága gyakran hosszú távú megtakarítást eredményez a karbantartási költségek csökkenése és a szolgálati élet meghosszabbítása révén.
Réz és speciális fémek
A fő anyagokon túl a speciális gyártók réz és egyéb fémek feldolgozásával is foglalkoznak konkrét alkalmazási területekhez:
- Réz: Kiváló elektromos és hővezető képességet nyújt, ezért elengedhetetlen a vezetékek, az elektronikai eszközök, a vízvezeték-alkatrészek és a díszítő alkalmazások gyártásában. A rézlapon nem található elegendő vas ahhoz, hogy megrozsdásodjon, és ötvözetként más elemekkel keverve még erősebbé válik.
- Sárgaréz és bronz: Rézötvözetek, amelyek különleges esztétikai tulajdonságokat és tengeri környezetben való korrózióállóságot biztosítanak tengerészeti szerelvényekhez, díszítő szerelékekhez és hangszerkészítéshez
- Titán: Kiváló szilárdság-tömeg arány és kiváló korrózióállóság légi- és űrhajóipari alkalmazásokhoz, orvosi implantátumokhoz és nagy teljesítményű alkalmazásokhoz
Minden anyaghoz speciális hegesztési paraméterek, hozzáadott anyagok és kezelési eljárások szükségesek. Egy tapasztalt gyártási partnerekkel való együttműködés biztosítja, hogy az anyagválasztás összhangban legyen mind a teljesítménykövetelményekkel, mind a gyártási megvalósíthatósággal – ezzel megbízható alapokat teremtve sikeres projekt eredmények eléréséhez bármely iparágban

Különleges lemezfeldolgozó vállalkozások által kiszolgált iparágak
Ki is igazán szüksége van egy hegesztett lemezmetallos szakcégnél nyújtott szolgáltatásokra? A válasz meglepő lehet. A jármű, amellyel közlekedik, a munkahelye épületétől kezdve a lemezmetallos gyártás és hegesztés majdnem minden modern életformát érint. Annak megértése, mely iparágak támaszkodnak ezekre a szolgáltatásokra, segít felismerni azt a szakértelemet és speciális felszerelést, amelyre gyártási partnere szüksége van, hogy minőségi eredményt érjen el az Ön konkrét alkalmazásához.
Gépjárműipari és közlekedési alkatrészek
Az autóipar az egyik legnagyobb fogyasztója a lemezmetallos hegesztési szolgáltatásoknak. A ipari szakértők szerint a modern autóipari lemezmetallos gyártás túllépte a hagyományos bélyegzést és hegesztést, és ma már egy pontosságra épülő szakterületté vált, amely anyagtudományi újításokat és digitális szimulációk mesterségét is magában foglalja.
Milyen alkatrészeket igényel ez az iparág? A lista hosszú:
- Alkatrészek az alvázhoz: A jármű szerkezeti alapját képező keretek, kereszttartók és alvázegyüttesek
- Felfüggesztési alkatrészek: Irányítókarok, rögzítőkonzolok és rögzítőlemezek, amelyek pontos tűrésekre van szükségük a megfelelő igazításhoz
- Szerkezeti összeállítások: A-oszlopok, B-oszlopok, küszöbpanelek és alaplemezek, amelyek ütközésvédelmet nyújtanak
- Karosszériapanelek: Motorháztetők, kerékívek, ajtók, oldalfalak és tetők, amelyek meghatározzák a jármű esztétikáját
- Akkumulátorházak: Kritikus alkatrészek elektromos járművekhez, amelyek teherhordó alvázelemként, hőkezelési központként és biztonsági szerkezetként működnek
Az autókarosszéria lemezfémmel végzett hegesztéshez legmegfelelőbb hegesztőgép kiválasztásához meg kell érteni, hogy az autóipari alkalmazások egyaránt erőt és pontosságot követelnek. Sok gyártó hibrid összekötési technikákat alkalmaz – például ponthegesztést, lézerhegesztést, önmagát átfúró szegecseket és szerkezeti ragasztókat kombinálva – a különböző anyagokból készült szerkezetek kezelésére. Amikor az autóipari lemezfémmel végzett projektekhez legmegfelelőbb hegesztőgépet választja, figyeljen arra, hogy a berendezés képes legyen mind a hagyományos ellenálláshegesztésre, mind az újabb technikákra, például a távolról végzett lézerhegesztésre, amely sebessége körülbelül ötször nagyobb, mint a hagyományos ponthegesztésé.
Ipari gépgyártás
A nehézgépek, gépek és ipari rendszerek nagymértékben támaszkodnak a hegesztési és lemezmetallos technológiák szakértelmére. Ezekben az alkalmazásokban gyakran szükség van erős szerkezeti integritásra és egyidejűleg pontos méretbeli pontosságra.
Az ipari berendezéseket gyártó vállalatok szakosodott gyártókra támaszkodnak a következő területeken:
- Gépköpenyek és védőberendezések: Védőházak, amelyek megvédik a kezelőket a mozgó alkatrészektől, miközben lehetővé teszik a karbantartáshoz szükséges hozzáférést
- Kontrollszekrények és elektromos burkolatok: Pontosan megmunkált házak, amelyek elektromágneses interferencia (EMI) védelmet és környezeti védelmet nyújtanak az érzékeny elektronikus eszközöknek
- Szállítószalag-rendszerek: Anyagmozgatási műveletekhez szükséges csatornák, adagolók és szerkezeti vázak
- Mezőgazdasági gépek: Gépi munkaszervező elemek, traktorkorpusz-alkatrészek és tárolórendszerek
- Gépészeti (HVAC) elemek: Kereskedelmi és ipari klímavezérléshez szükséges légcsatornák, nyomáselosztó dobozok (plenumok) és levegőkezelő egységek
- Orvosi berendezések burkolatai: Bonyolult diagnosztikai gépek, sebészeti eszközök és kórházi infrastruktúra alvázai és burkolatai
A gyártóipari források szerint számos orvosi eszköz – összetett gépektől kezdve műtéti eszközökig – lemezacélból készül. A fém műtéti eszközöket pontos méretekre lehet gyártani, és tetszőleges mennyiségben rendelhetők, így biztosítva, hogy a kórházak soha ne maradjanak el kritikus eszközöktől.
Építészeti és építőipari alkalmazások
Az építőipar a lemezacél-hegesztéseket alapvető elemként fogadta el mind szerkezeti, mind díszítő alkalmazásokban. A lemezacél-feldolgozás biztosítja az erőt, a tartósságot és az alkalmazkodóképességet, amelyeket a modern építészet igényel.
Az építőipari alkalmazások közé tartoznak:
- Szerkezeti komponensek: Tartóoszlopok, moduláris vázak, padlólefolyók, rácsok, peremes csatornák és ipari járófelületek
- Fedési rendszerek: Fém panelok, vízlefolyó- és tetőperem-lemezek, ereszcsatornák és lefolyóalkatrészek
- Homlokzati elemek: Díszítő panelok, napvédők és időjárásálló előtetők
- Belső kivitel: Korlátkeretek, faipari elemek, toronydíszek és egyedi díszítő panelok
- Alapvető infrastruktúra: Híd szerkezeti alkatrészei, távközlési berendezések házai és közmű-burkolatok
Ahogy a építési szakértők megjegyzik, az építészek és tervezők a lemezmetallok gyártását használják olyan elemek hozzáadására, amelyek nemcsak védelmet nyújtanak, hanem növelik a vizuális vonzerőt is. A anyag képessége, hogy összetett alakzatokba formálható, miközben megtartja szerkezeti integritását, elengedhetetlenül fontos mind funkcionális, mind esztétikai alkalmazásokhoz.
További iparágak, amelyek speciális gyártási eljárásokat igényelnek
Ezen fő szektorokon túl a speciális gyártók számos további iparág szolgálatára állnak:
- Repülőgép: Repülőgépek és űrhajók alkatrészei, amelyek szigorú tűréshatárokat és exotikus anyagokat – például titániumot és speciális alumíniumötvözeteket – igényelnek
- Elektronika: Alvázak, tokok és panelek, amelyeknek speciális követelményeket kell teljesíteniük a hőelvezetés, az elektromágneses védettség és az esztétikai megjelenés tekintetében
- Élelmiszerfeldolgozás: Rozsdamentes acélból készült berendezések, amelyeknél a higiénikus hegesztés és a baktériumnövekedést gátló felületek szükségesek
- Otthoni Elektronikai Berendezések: Hűtőszekrények, mosógépek, légkondicionálók és egyéb háztartási készülékek burkolatai és belső szerkezeti alkatrészei
- Bútor gyártás: Fém asztallábak, székhátak és díszítő elemek, amelyek a tartósságot modern esztétikával kombinálják
- Automatizálás és robotika: Tartós alkatrészek és összetevők specializált gépekhez és szerszámokhoz
Minden iparág egyedi követelményeket támaszt – a tengeri alkalmazásokban szükséges korrózióállóságtól kezdve az orvosi implantátumokhoz előírt biokompatibilitási szabványokig. Egy megfelelően képzett speciális gyártó ismeri ezeket a változatos igényeket, és rendelkezik a szükséges tanúsításokkal, felszereléssel és szakértelemmel, hogy különféle ügyfelek igényeit kielégítse. Az iparágak sokszínűsége magyarázza azt is, miért olyan fontos a megfelelő gyártási partnert – azaz egy olyan vállalatot választani, amely tapasztalattal rendelkezik az Ön konkrét szektorában – a projekt sikere érdekében.
A testreszabott gyártási folyamat ismertetése
Tehát már azonosította a megfelelő képességekkel rendelkező hegesztett lemezmetallos szakcégét a projektjéhez. Mi történik ezután? A gyártási folyamat megértése segít reális elvárások kialakításában, a megfelelő dokumentációk előkészítésében, valamint hatékony kommunikációban gyártási partnerejével az egész folyamat során. Az első érdeklődéstől a végső szállításig íme, mit várhat egyes szakaszokban.
Tervezési felülvizsgálat és DFM-elemzés
Minden sikeres projekt egy alapos tervezési felülvizsgálattal kezdődik. Amikor benyújtja CAD-fájljait, műszaki rajzait vagy fogalmazási vázlatokat, a gyártó mérnöki csapata értékelni fogja a tervezetet a gyárthatóságra – amit gyakran DFM-elemzésnek neveznek.
Mit vizsgál ez a vélemény? A pontos lemezfeldolgozási szakértők szerint a megfelelő DFM-elemzés figyelembe veszi az anyag alakíthatóságát, a gépek képességeit, a szállítási határidőt és a költségoptimalizálást. Azonban itt egy titkos szakmai titok: ha legjobb minőségű alkatrészeket kíván gyors határidővel, akkor a DFM megértése nem elegendő. Minél hamarabb átadja CAD-modelljeit egy precíziós lemezfeldolgozó vállalatnak, annál jobban tudják szakértelmükkel formálni a tervezési döntéseit.
Ebben a fázisban várhatja, hogy gyártási partnere a következő kérdéseket tárgyalja:
- Anyagválasztás: Az alkalmazási igényeknek és a költségvetésnek megfelelő optimális anyagok javasolása
- Tűréselemzés: Olyan méretek azonosítása, amelyeket a megbízható gyártás érdekében módosítani kell
- Hajlási sugár optimalizálása: A hajlási előírások összhangjának biztosítása az anyagtulajdonságokkal és a rendelkezésre álló szerszámokkal
- Hegesztési szempontok: Tanácsadás a lemezfémes hegesztésről MIG-hegesztőgéppel vagy más, az összeszereléséhez megfelelő módszerrel
- Költségcsökkentési lehetőségek: Tervezési módosítások javasolása, amelyek csökkentik a gyártási összetettséget funkcióvesztés nélkül
Ez a kollaboratív megközelítés megelőzi a költséges módosítási utasításokat és az utólagos átdolgozást. Ahogy a szakértők megjegyzik, a lemezmetallogyártó partnerének bizonyos rugalmasságra van szüksége, hogy a legjobb döntéseket hozza az Ön feladata érdekében – mind az anyagválasztás, mind a gyártási módszer tekintetében.
Prototípus-készítés és mintatermelés
A tervezés optimalizálásának befejezése után a legtöbb projekt prototípus-készítési fázisba lép. Ez a kulcsfontosságú szakasz lehetővé teszi, hogy fizikailag ellenőrizze a tervezését, mielőtt nagyobb tételben kezdené meg a gyártást.
Milyen prototípus-készítési módszereket alkalmaznak a szakosodott lemezgyártók? A fémmegmunkálási folyamatok útmutatói szerint a leggyakoribb megközelítések a következők:
- NC fésülés: Pontosságot, sokoldalúságot és gyors szállítási időt kínál – ideális olyan alkatrészek gyártására, amelyek szigorú tűréseket és összetett geometriát igényelnek
- Hegeszthető lemezprototípus-készítés: Külső burkolatokhoz, panelokhoz és hajlítási és alakítási műveleteket igénylő alkatrészekhez használatos
- Lézeres vágás manuális alakítással: Gyors iterációs lehetőséget biztosít az elsődleges fogalmak érvényesítéséhez
A prototípusok több célra is szolgálnak, mint egyszerű illeszkedés-ellenőrzés. Lehetővé teszik a funkcionális tesztelést, segítenek meghatározni a leghatékonyabb módszert a lemezből készült szerelvények hegesztésére, és felfedik a potenciális problémákat, mielőtt azok drága gyártási nehézségekké válnának. Sok ügyfél két-három prototípus-verziót is átismétel, mielőtt jóváhagyja a sorozatgyártást – és ez a beruházás általában többszörösen megtérül a mezőn bekövetkező hibák megelőzésével.
Gyártás és összeszerelés
A jóváhagyott prototípusok birtokában megkezdődik a gyártás. A gyártási folyamat általában a következő sorrendben zajlik:
- Alapanyag-beszerzés: A megadott anyagok rendelése a szükséges tanúsításokkal és gyári vizsgálati jelentésekkel
- Vágási műveletek: Lézeres vágás, vízsugár-vágás vagy nyírás a nyers lemezekből alkatrész-alapanyagok előállításához
- Alakítási műveletek: CNC-s sajtóharangos hajlítás, mélyhúzás vagy hengerlés a háromdimenziós alakzatok létrehozásához
- Hegesztés és kötés: A megfelelő hegesztési és lemezvágási technikák alkalmazása az anyag és az alkalmazási követelmények alapján
- Felületkezelés: Csiszolás, polírozás, fúvás vagy porbevonat-készítés a megadott megjelenés és védelem eléréséhez
- Montázás: Hardverelemek, rögzítőelemek telepítése és alkotóelemek integrálása teljes összeállításokká
A gyártás során rendszeres kommunikációt várhat a megmunkálási partnertől. A minőségi gyártók kulcsfontosságú mérföldköveknél állásfoglalást adnak, és azonnal értesítenek bármely olyan problémáról, amely befolyásolhatja a szállítási határidőket vagy a műszaki specifikációkat.
Minőségbiztosítás és tanúsítvány
A részek szállítása előtt átfogó minőségellenőrzés biztosítja, hogy megfeleljenek az Ön előírásainak. A szerint minőségirányítási szakértők , az eredményes minőségbiztosítás részletes nyersanyag-ellenőrzést, folyamat közbeni felügyeletet, méretellenőrzést és a megmunkálás utáni vizsgálatot foglal magában.
Milyen ellenőrzési módszerekre számíthat?
- Vizuális ellenőrzés: Hegesztések, felületek és az általános kivitelezés hibáinak vizsgálata
- Méretek ellenőrzése: Külső mérőkörzők, mikrométerek, koordináta-mérő gépek (CMM) és mérőtűk használata a kritikus méretek ellenőrzéséhez
- Első darab ellenőrzés: Az első gyártott alkatrészek részletes dokumentálása az összes rajzi előírás alapján
- Funkcionális tesztelés: Annak ellenőrzése, hogy az összeállítások tényleges használati körülmények között úgy működnek-e, ahogy azt elvárják
- Nem katasztrofális vizsgálat: Olyan módszerek, mint a festékes behatolásos vagy ultrahangos vizsgálat a kritikus hegesztési varratok integritásának ellenőrzésére
Szabályozott iparágak esetében a gyártó vállalkozásnak teljes dokumentációs csomagot kell biztosítania, amely tartalmazza az anyagtanúsítványokat, a vizsgálati jelentéseket és a megfelelőségi tanúsítványokat. Tapasztalt gyártó vállalkozásokkal való együttműködés, akik értenek a lemezek MIG-hegesztéséhez és ismerik a vonatkozó szabványokat, biztosítja, hogy alkatrészei már kezdetektől megfeleljenek az ipari szabványoknak.
Időkeret-várakozások és kommunikáció
Mennyi ideig tartson elvileg a folyamat? Az időkeretek jelentősen eltérnek a projekt összetettségétől, de itt egy általános keret:
| Projekt fázis | Átlagos időtartam | Fontos eredmények |
|---|---|---|
| Árajánlatkérés | 24-72 óra | Részletes költségfelosztás, szállítási határidő-becslés |
| DFM-vizsgálat | 2–5 munkanap | Műszaki értékelés, tervezési optimalizálási javaslatok |
| Prototípuskészítés | 5-15 munkanap | Fizikai minták érvényesítéshez és teszteléshez |
| Gyártás | 2–6 hét | Minden specifikációnak megfelelő elkészült alkatrészek |
| Végső vizsgálat | 1-3 munkanap | Minőségi dokumentáció és szállításra való felkészülés |
A kommunikációs preferenciákat korán meg kell állapítani. A legjobb hegesztés lemezalkatrészekhez olyan együttműködésből származik, ahol mindkét fél az egész folyamat során nyitott párbeszédet folytat. Várja el gyártójától, hogy aktívan tájékoztassa az anyagok rendelkezésre állásáról, a gyártási folyamat haladásáról és bármely szükséges tervezési tisztázásról.
Ennek a munkafolyamatnak a megértése lehetővé teszi, hogy időben megfelelő információkat adjon át, előre jelezze a döntési pontokat, és saját időtervét ennek megfelelően állítsa össze. De milyen berendezések és technikák teszik valóban lehetővé a minőségi lemezalkatrészek hegesztését? Pontosan ezt a szakértelemet birtokolják a specializált gyártók – és képességeik megértése segít Önnek potenciális gyártási partnereket értékelni.

Berendezések és technikák a minőségi lemezalkatrészek hegesztéséhez
Kiválasztotta a gyártási partnereit, és ismeri a folyamatot – de mi is az, ami valójában különbséget tesz egy közepes minőségű hegesztés és egy olyan között, amely évekig hibátlanul működik? A válasz a megfelelő berendezések kiválasztásában és a hegesztési technikák elsajátításában rejlik. Akár egy speciális lemezhegesztő vállalkozást értékel, akár saját műhelyt állít fel, az alapvető ismeretek segítségével felismerheti a minőségi munkavégzést, és hatékonyan kommunikálhatja elvárásait.
A megfelelő hegesztőgép kiválasztása az adott anyaghoz
A lemezhegesztéshez legmegfelelőbb hegesztőgép kiválasztása több tényezőtől függ: az anyag típusa, vastagsága, a termelési mennyiség és a szükséges hegesztési minőség. Az alábbiakban bemutatjuk, milyen szempontokat vesznek figyelembe a tapasztalt lemezgyártók a berendezések alkalmazásokhoz való illesztésekor:
- Vékony szénacél esetén (24-es kaliber és vékonyabb): Egy beállítható feszültségű és huzarsebességű MIG-hegesztőgép biztosítja a szükséges irányítást a túlégés megelőzéséhez. Olyan gépeket érdemes keresni, amelyek sima ívindítást és egyenletes huzatáplálást biztosítanak.
- Németacél esetén: A TIG-hegesztők pontos és hőmérséklet-szabályozott hegesztést biztosítanak, amely tiszta, korrózióálló varratokat eredményez anyagtulajdonságok vesztesége nélkül
- Alumínium esetén: Speciális MIG-felszerelés spool-pisztolyokkal vagy toló-húzó rendszerekkel, illetve AC TIG-hegesztők az alumínium egyedi tulajdonságainak megfelelően
- Nagy mennyiségű gyártáshoz: Automatizált vagy félig automatizált rendszerek, amelyek ezerhez is elérő hegesztés során állandó paramétereket tartanak fenn
A huzam méretének kiválasztása jelentősen befolyásolja a hegesztés minőségét a lemezanyagoknál. A Miller Electric hegesztési útmutatója szerint a huzam átmérőjét az áramerősség-tartományhoz kell igazítani:
- 0,023 hüvelykes huzam: 30–130 A – ideális vékony anyagokhoz
- 0,030 hüvelykes huzam: 40–145 A – sokoldalúan használható könnyű és közepes vastagságú lemezekhez
- 0,035 hüvelykes huzam: 50–180 A – közepes vastagságú munkákhoz alkalmas
- 0,045 hüvelykes (1,14 mm) huzal: 75–250 A – nehezebb anyagokhoz alkalmas
A TIG-hegesztéshez használt lemezfémes hegesztőrudak esetében a töltőanyagnak általában egyeznie kell az alapanyag összetételével. Kritikus alkalmazásoknál konzultáljon anyagszállítója ajánlásaival a fémügyi kompatibilitás biztosítása érdekében.
Gázválasztás optimális eredmények eléréséhez
A védőgáz jelentősen befolyásolja a hegesztés minőségét, behatolását és megjelenését. A lemezfémes MIG-hegesztéshez legmegfelelőbb gáz kiválasztásához meg kell érteni, hogyan viselkednek a különböző gázelegyek különféle anyagokon.
A ipari védőgáztáblázatok , íme a legjobban bevált megoldás:
| Anyag | Vastagság | Ajánlott gáz | Előnyök |
|---|---|---|---|
| Szénacél | Legfeljebb 14-es kaliberig | 92% argon / 8% CO2 | Jó átégés és torzulás-vezérlés |
| Szénacél | 14-es kaliber – 1/8 hüvelyk | 75% argon / 25% CO2 | Magas hegesztési sebesség, minimális torzulás és fröccsenés |
| Rozsdamentes acél | Minden kaliber | 92% argon / 8% CO2 | Jó vezérlés olyan helyeken, ahol a korrózióállóság nem döntő fontosságú |
| Alumínium | Legfeljebb 3/8 hüvelykig | 100% argon | Legjobb fémátvitel, ívstabilitás, minimális fröccsenés |
Miért olyan fontos a legmegfelelőbb gáz használata vékonylemez-hegesztéshez? A rossz gázelegy túlzott fröccsenést, gyenge behatolást vagy pórusosságot okozhat, amely gyengíti az illesztést. A tiszta CO2 mély behatolást biztosít, de több fröccsenést eredményez – ez elfogadható a láthatatlan szerkezeti munkákhoz, de problémás a tiszta felületet igénylő látható alkatrészeknél.
Görbülés és torzulás megelőzése
A torzulás a lemezacél-hegesztés egyik legfrusztrálóbb kihívása. Annak megértése, miért következik be, segít megelőzni. A lemezacél-feldolgozási szakértők szerint több tényező is hozzájárul a torzuláshoz:
- Anyagjellemzők: A hővezetőképesség, a hőtágulási együttható és a folyáshatár mindegyike befolyásolja, hogyan reagál a fém a hegesztési hőre
- Hőbevitel: A gyors vagy egyenetlen felmelegedés és lehűlés hőfeszültségeket okoz, amelyek kitérik az anyagot alakjából
- Mechanikai erők: A helytelen rögzítés vagy elégtelen támasztás lehetővé teszi az anyag mozgását a hegesztés során
Hatékony hőkezelési technikák:
- Rövidvarrás: Rövid varratok készítése hűtési időszakokkal a varratok között, nem folyamatos varratok készítése
- Visszafelé haladó varrás: Olyan szakaszok hegesztése, amelyek a teljes varrat irányával ellentétes irányba haladnak
- Kiegyensúlyozott hegesztés: Szimmetrikus szerelvényeknél az oldalak váltakozó hegesztése a hőfeszültségek kiegyenlítése érdekében
- Hőleválasztók: Réz- vagy alumínium háttértámaszok használata a hő elvezetésére vékony anyagokból
- Szabályozott áramerősség: A megfelelő behatolás eléréséhez szükséges minimális hőbevitel alkalmazása
Ahogy a hegesztési paraméterek útmutatói is kijelölik, túl lassú haladási sebesség túlzott hőbevitelt eredményez, ami túlságosan széles hegesztési varratokat és gyenge behatolást okoz – vékonyabb anyagoknál ez továbbá átégést is eredményez. A megfelelő haladási sebesség megtalálása lehetővé teszi a behatolás és a hőkezelés közötti egyensúlyt.
Alapvető fogók és rögzítőberendezések
Minőségi lemezvasúti hegesztési fogók és rögzítőberendezések döntő különbséget jelentenek abban, hogy harcolunk-e a munkadarabbal, vagy teljes mértékben irányítjuk azt. A megfelelő rögzítés több célra is szolgál:
- Helyzetmegőrzés: A komponensek helyzetét a hegesztési folyamat során végig megőrzi
- Torzulásgátlás: Ellenáll a hő okozta feszültségeknek, amelyek máskülönben a részeket deformálnák
- Javítja az egyenletességet: Biztosítja az ismételhető eredményeket a gyártási sorozatokban
- Növeli a biztonságot: Megakadályozza a munkadarab mozgását, amely sérülést vagy hegesztési hibákat okozhat
Ajánlott hegesztő fogók lemezfémes alkatrészekhez alkalmazásonként csoportosítva:
- Általános pozicionáláshoz: Záró C-fogók forgó párnákkal, amelyek illeszkednek az egyenetlen felületekre
- Élhegesztéshez: Kantoor-stílusú fogók, amelyek a lemez szélén fogják meg a darabot anélkül, hogy akadályoznák a hegesztési hozzáférést
- Illesztett (csuklós) illesztéseknél: Mágneses négyzet- és sarokfogók, amelyek pontos igazítást biztosítanak
- Panelmunkához: Intergrip vagy panelfogók, amelyeket kifejezetten az autókarosszéria- és hasonló alkalmazásokhoz terveztek
- Sorozatgyártáshoz: Egyedi rögzítőberendezések billentyűs fogókkal, amelyek lehetővé teszik a gyors betöltést és kiszedést
A gyártási legjobb gyakorlatok szerint biztosítsa, hogy a lemezalkatrészeket műveletek során megbízhatóan rögzítsék vagy rögzítőberendezésbe helyezzék – ez stabilizálja az anyagot, és megakadályozza a hegesztési erők által okozott mozgást vagy torzulást. Használjon megfelelő fogókat, sablonokat vagy rögzítőberendezéseket az egyenletes nyomáseloszlás biztosításához.
A támasztórendszerek ugyanolyan fontosak. Alkalmazzon hatékony támasztást a deformáció minimalizálására – ide tartozhat például támasztóblokkok, hátsó mérővonalzók vagy mandzsetták használata hajlítási vagy alakítási műveletek során, amelyek a hegesztés előtt zajlanak. A megfelelő támasztás elosztja az erőket, és csökkenti a torzulás valószínűségét még a hegesztés megkezdése előtt.
Ezeknek a berendezéseknek és technikáknak az alapvető ismerete lehetővé teszi, hogy megfelelő szaknyelven beszéljenek a minőségi elvárásokról a gyártókkal. De mi történik akkor, ha valami nem sikerül tökéletesen? Még a tapasztalt hegesztők is problémákkal találják szembe magukat – annak ismerete, hogyan oldják meg a szakemberek a gyakori nehézségeket, segít felismerni a kompetens partnereket és a realisztikus megoldásokat.
Gyakori lemezhegesztési problémák leküzdése
Még a legképzettebb hegesztők is problémákat tapasztalnak vékony anyagok feldolgozása során. A kifüstölés, a torzulás és a szemre szálló hibák károsíthatják a projekteket, és mind a gyártókat, mind a vevőket frusztrálhatják. Annak megértése, hogyan kezelik ezen kihívásokat a szakemberek, segít felismerni a minőségi munkavégzést, és realisztikus elvárásokat alakítani egy hegesztett lemezspeciális vállalkozással kötött partnerség esetén. Vizsgáljuk meg a leggyakoribb problémákat és azok bevált megoldásait.
Hőbevitel kezelése vékony anyagoknál
Miért okoz annyi fejfájást a vékony lemezfémmel való hegesztés? A válasz a fizikára vezethető vissza. A vékony anyagok – általában 1/8 hüvelyk (kb. 3,2 mm) vagy vékonyabbak – gyorsan elnyelik a hőt, de minimális tömegük van a hő eloszlására. Ez egy nagyon keskeny munkatartományt eredményez a megfelelő összeolvadás és a teljes átégés között.
A szakmai hegesztési útmutatók , a vékony lemezfémmel való hegesztés legjobb módja több kulcsstratégia alkalmazását igényli:
- Alacsonyabb áramerősség-beállítások: A vékony fém TIG-hegesztése általában 50 amper vagy kevesebb áramerősséggel történik, egyes alkalmazásoknál pedig akár 5–10 amper is elegendő
- Gyorsabb haladási sebesség: Túl lassú haladás esetén a hő felhalmozódik, ami drámaian növeli az átégés kockázatát
- Kisebb fogyóelemek: A MIG-hegesztésnél 0,023–0,030 hüvelykes (kb. 0,6–0,8 mm) huzal használata kevesebb hőbevitelt eredményez, mint a nagyobb átmérőjű huzaloké
- Impulzusos hegesztési üzemmódok: A magas és alacsony áramimpulzusok váltakozása lehetővé teszi a hegesztési fürdő enyhe lehűlését a csúcsok között
Mi a helyzet a vékony lemezek ívhegesztésével? Ez a technika kivételes ívvezérlést igényel. Amikor lehetséges, az ívet vastagabb anyagon kezdje el, majd gyorsan mozgassa át a vékonyabb szakaszra. Ez a módszer segít az ív stabil létrehozásában anélkül, hogy azonnal túlmelegítené a finom részeket.
Az időszakos hegesztés egy másik hatékony megoldást kínál. Ahelyett, hogy folyamatos varratokat húzna, a tapasztalt hegesztők rövid, egymástól elkülönített varratokat készítenek, amelyek között hűtési szünetek vannak. Ez megakadályozza a hő koncentrált területeken való felhalmozódását, miközben továbbra is teljes illesztési behatolást ér el.
A hegesztés utáni torzulás kezelése
Mi történik akkor, ha a torzulás még a legjobb megelőzési intézkedések ellenére is bekövetkezik? Ne pánikoljon – a szakmai fémmegmunkálók megbízható módszereket dolgoztak fel a hegesztésből származó lemeztorzulások javítására.
Először is meg kell érteni, miért alakul ki a torzulás. Amikor hegesztenek, a melegített terület kitágul, miközben a környező hideg fém ellenáll ennek a kitágulásnak. Amikor a hegesztés lehűl és összehúzódik, magához húzza a környező anyagot, torzulást okozva. Minél vékonyabb az anyag, annál jelentősebb ez a hatás.
A korrekciós technikák a következők:
- Mechanikai egyenesítés: Kalapácsok, dollyk és finomító eszközök használata a fém óvatos visszaalakítására
- Hőmérséklet-csökkentés (hőre húzódás csökkentése): A megnyúlt területekre célzottan alkalmazott hő vezérelt összehúzódást okoz, amely ellensúlyozza a torzulást
- Stresszcsillapítás: A vezérelt felmelegítés és lassú lehűlés ciklusai enyhíthetik a torzulást okozó belső feszültségeket
- Finomítás: Könnyű kalapácsolás, amely célzottan megnyújtja a fémet, hogy ellensúlyozza a hegesztésből eredő összehúzódást
A megelőzés továbbra is könnyebb, mint a javítás. A hegesztésszakértők szerint a hőelvezetés gyorsítása érdekében hőelnyelők – például alumínium- vagy rézrudak – rögzítése a hegesztési terület közelében hatékony segítséget nyújt. Nagyobb alkatrészek esetén vízhűtéses hűtőlemezek még hatékonyabb hőkezelést biztosítanak.
A kulcsfontosságú felismerés? A hőmérséklet folyamatos figyelése a hegesztési folyamat során. Hőmérséklet-jelző kréták vagy infravörös hőmérők segítségével lehet nyomon követni az átmeneti hőmérsékleteket. A vékony anyagoknál az alacsonyabb átmeneti hőmérsékletek fenntartása megakadályozza a kumulatív hőfelhalmozódást, amely súlyos torzulásokat okoz.
Lyukak kitöltése és hibák javítása
Akár elavult rögzítőlyukak lezárásáról, akár véletlenül keletkezett átégés javításáról van szó, a lemezanyagok lyukainak hegesztése speciális technikákat igényel, amelyek eltérnek a szokásos illesztési hegesztéstől.
Kis, negyed hüvelyknél (6,35 mm-nél) kisebb lyukak esetén, szakmai karosszériajavítási útmutatók ajánlott egy réz háttértárcsa használata. Rögzítse a réztárcsát a lyuk mögé – ez elvezeti a hőt az hegesztési varratról, és alapot biztosít a varrat felépítéséhez. A MIG-vezeték nem tapad a rézhez, így tiszta belső felületet kap, nem pedig csúnya, a hátsó oldalon kilógó fémgolyót.
Nagyobb lyukak esetén javítókorongokra vagy egyedi méretre vágott töltőlemezekre van szükség:
- A javítókorong méretezése: Vágja a javítókorongot kissé kisebbre, mint a lyuk, hogy teljes összeolvadás érhető el a kerület mentén
- Stratégiai elhelyezés: A javítókorong enyhe behúzása lehetővé teszi, hogy a hegesztést síkra csiszolja anélkül, hogy kiemelkedő területek keletkeznének
- Először rögzítse ideiglenesen: Helyezzen el kezdeti rögzítővarratokat ellentétes pontokon (180 fokos távolságra), hogy a javítókorong a helyén maradjon
- Kerületi varrat készítése szakaszosan: Fejezze be a varratot rövid szakaszokból álló, a javítókorong körül váltakozó varratokkal, hogy egyenletesen oszlassa el a hőt
A lyukak lehegesztése lemezből sikeresen végrehajtásához a megfelelő technika fontosabb, mint a drága berendezések. Kezdje az ívet a vastagabb javítóanyagon, majd gyorsan húzza át a vékonyabb alapanyagra. Ez a módszer segít szabályozni a hőt a sebezhetőbb anyagon. Figyelje meg az alapanyagon jellemző kék hőgyűrűt – minél kisebb ez a gyűrű, annál kevesebb lesz a torzulás.
A lyukjavítás során fellépő átégés valójában értékes tanulságokat nyújt. Ahogy a tapasztalt hegesztők megjegyzik, az átégés kényszeríti Önt arra, hogy fejlessze a helyreállítási készségeit, és felfedi a rejtett problémákat, például a rozsdásodás miatt gyengült anyagot, amely úgysem hegeszthető meg megfelelően.
A javítás befejezése után finoman csiszolja le a hegesztési varratokat lapos csiszolókorongokkal, ne pedig agresszív csiszolókorongokkal. A lapos csiszolókorongok fokozatosabban távolítanak el anyagot, és kevesebb hőt visznek be – ami döntő fontosságú a javítás integritásának megőrzése érdekében. A cél? Egy sima felület, amelyhez csak minimális karosszériapótló anyag vagy zárófelület-kezelés szükséges.
Ezek a hibaelhárítási készségek választják el az amatőr munkát a professzionális eredményektől. Azonban a problémák megoldásának ismerete csupán egy tényező a gyártási partnerválasztás során. A megfelelő tanúsítások, képességek és szolgáltatási szabványok megértése biztosítja, hogy projektek a szükséges szakértelemmel kerüljenek ellátásra.

A megfelelő lemezgyártási partner kiválasztása
Megismerte a hegesztési módszereket, az anyagokat és a hibaelhárítási technikákat – de hogyan találhat olyan gyártási partnert, aki valóban meg tudja valósítani projektje követelményeit? A megfelelő lemezhegesztő kiválasztása nem csupán arról szól, hogy megtalálja a megfelelő felszereléssel rendelkező szakembert. Sokkal inkább arról van szó, hogy olyan partnert azonosítson, aki rendelkezik a szükséges tanúsításokkal, képességekkel és minőség iránti elköteleződéssel, amelyet alkalmazásai igényelnek. Vizsgáljuk meg azokat a döntő értékelési kritériumokat, amelyek elkülönítik a kiemelkedő gyártókat az átlagosaktól.
Figyelendő tanúsítások és minőségi szabványok
Képes Ön pontos szabványok szerint hegeszteni lemezből készült alkatrészeket dokumentált minőségirányítási rendszer nélkül? Technikailag igen – de a megrendelőknek, auditorknak és szabályozó hatóságoknak való igazolása majdnem lehetetlen. A tanúsítások objektív bizonyítékot nyújtanak arra, hogy egy gyártó folyamatai, képzése és minőségirányítási intézkedései biztosítják az egyenletes eredmények elérését.
Az alábbiakban a legfontosabb tanúsításokat soroljuk fel:
- ISO 9001:2015: A minőségirányítás alapvető szabványa, amely rendszerszerű folyamatokat állapít meg az állandó termékminőség érdekében – elengedhetetlen bármely komoly gyártó számára
- IATF 16949:2016: Különösen fontos az autóipari alkalmazásokhoz; ez a tanúsítás harmonizálja a minőségi követelményeket az egész világon működő autóipari ellátási láncban. A Master Products szakértői szerint az IATF 16949 a hibák és gyártási ingadozások megelőzésére összpontosít, miközben minimalizálja a selejtet és a hulladékot
- AWS D9.1 Lemezhegesztési Szabvány: Az AWS lemezacél-hegesztési szabványa minimális követelményeket állít fel a lemezacél-feldolgozást végző hegesztők számára – így biztosítva, hogy a személyzet igazoltan jártas a szakmájában
- AWS D1.2 Szerkezeti hegesztési szabvány – Alumínium: Az alumínium-hegesztési alkalmazások anyagait, tervezését, gyártását, ellenőrzését és minősítését foglalja magában
- AS9100: Kötelező légi- és űrhajózási alkalmazásokhoz, ahol a hibás működés nem megengedett
Miért olyan fontos az IATF 16949 tanúsítás az autóipari munkák szempontjából? A szabvány megnövelt figyelmet követel az ügyfél-specifikus gyártási igények, elvárások és követelmények iránt. A tanúsított gyártók tapasztalata szerint az IATF-tanúsítás „elsődleges beszállítói státuszt” biztosít a vezető autógyártók körében, erősebb és megbízhatóbb ellátási láncok kialakításával.
Például: Shaoyi (Ningbo) Metal Technology fenntartja az IATF 16949 tanúsítványt az autóipari mélyhúzásos és precíziós összeszerelési műveleteihez – ezzel bizonyítva a váz-, felfüggesztés- és szerkezeti alkatrészek gyártásához szükséges minőségi infrastruktúrát. Ez a tanúsítási szint azt jelzi, hogy a gyártó komolyan veszi az autóipari minőségi követelményeket.
Gyártási kapacitások értékelése
A tanúsítványok igazolják a minőségirányítási rendszereket, de emellett értékelnie kell, hogy egy gyártó rendelkezik-e a megfelelő berendezésekkel és szakértelemmel az Ön konkrét projektjéhez. Az Ön alkalmazásához legmegfelelőbb lemezfémmunkáló hegesztő kiválasztása a képességek és a követelmények pontos egyeztetésétől függ.
Értékelendő kulcsfontosságú képességtényezők:
- Felszerelési skála: Rendelkezik-e a létesítmény a projektjéhez szükséges vágó-, alakító- és hegesztőberendezésekkel? Keressen CNC lézeres vágógépeket, hidraulikus hajlítógépeket (press brake) és több hegesztőállomást.
- Anyagismeret: Már sikeresen dolgoztak-e az Ön által megadott anyagokkal? Kérjen példákat hasonló projektekből.
- Kapacitás és skálázhatóság: Képesek-e kezelni a megrendelési volumenét – mind a jelenlegi, mind az elvárt növekedési igényeket?
- Automatizációs szint: Nagy mennyiségű gyártás esetén az automatizált vagy robotos hegesztés biztosítja az egységes minőséget ezrekre számítható alkatrész esetében
- Másodlagos műveletek: Kínál-e a gyártóüzem felületkezelést, összeszerelést és szerelvények felszerelését annak érdekében, hogy csökkentse ellátási láncának bonyolultságát?
A gyártási ipar útmutatói szerint a legjobb színvonalú szolgáltatók a legújabb CNC megmunkálóközpontokba, hegesztőállomásokba, vágóeszközökbe és állami színvonalú gyártóberendezésekbe fektetnek be. Figyelje meg, milyen jól karbantartott a létesítmény – egy tiszta, rendezett munkaterület a munkavégzés iránti büszkeséget és a minőségellenőrzés iránti elköteleződést jelez.
Ne hagyja figyelmen kívül az ellenőrzési lehetőségeket. A fejlett lemezmetallos és hegesztési műveletek ellenőrző berendezéseket igényelnek, például:
- Koordináta Mérő Gépek (CMM): Pontos méretellenőrzéshez összetett geometriák esetében
- Optikai komparátorok: Profil- és kontúrellenőrzéshez
- Felületminőség-ellenőrzők: Amikor a megjelenésre vonatkozó előírások fontosak
- Hegesztés-ellenőrző eszközök: Ideértve a vizuális ellenőrző berendezéseket és a kritikus alkalmazásokhoz szükséges nem romboló vizsgálati (NDT) képességeket
Gyors prototípuskészítés és átfutási idők
A mai gyors tempójú termékfejlesztési környezetben a sebesség döntő fontosságú. Mennyi idő alatt tud egy lehetséges partner az első megkeresésétől eljutni odáig, hogy fizikai alkatrészeket kapjon a kezébe?
Értékelje a következő idővonal-szempontokat:
- Ajánlatkérés átfutási ideje: A minőségi gyártók részletes árajánlatot adnak 24–72 órán belül. Egyes gyártók, például a Shaoyi Metal Technology , 12 órás árajánlat-készítési időt kínálnak azoknak az ügyfeleknek, akik gyorsabb válaszidőre van szükségük
- Prototípus-készítési sebesség: Mennyi idő alatt tudnak mintaalkatrészeket gyártani a validációhoz? Kritikus fejlesztési időkeretek esetén keressen 5 napos gyors prototípus-gyártási képességet
- DFM-támogatás reagálási sebessége: A gyors tervezési visszajelzés megakadályozza a torlódásokat a termékfejlesztés során. A komplex DFM-támogatás azonosítja a gyárthatósággal kapcsolatos problémákat, mielőtt azok költséges nehézségekké válnának
- Gyártási átfutási idők: Ismerje meg a szokásos szállítási határidőket, valamint azt, hogy léteznek-e gyorsított szolgáltatási lehetőségek sürgős igények kielégítésére
Ahogy az ipari szakértők ajánlják, kommunikálja korai időpontban a határidejét és költségvetési korlátozásait. Győződjön meg arról, hogy a gyártó cég képes elfogadni az Ön ütemtervét, és pontos költségbecslést nyújtani a partnerség megkötése előtt.
Projektmenedzsment és kommunikációs szabványok
Még a technikailag jártas gyártók is csalódást okozhatnak, ha gyenge projektmenedzsmenttel rendelkeznek. Értékelje, hogyan kezelik a lehetséges partnerek az ügyfélélményt:
- Kijelölt projektmenedzserek: Egyetlen kapcsolattartási pont, aki érti a projektjét, és időben tud frissítéseket nyújtani
- Proaktív kommunikáció: Ők érdeklődnek az állapotfrissítésekről, vagy mindig Önnek kell utánuk érdeklődnie?
- Változási igények kezelése: Mennyire hatékonyan tudják feldolgozni a tervezési módosításokat a gyártás során?
- Dokumentáció minősége: Képesek-e olyan anyagtanúsítványokat, ellenőrzési jelentéseket és megfelelőségi tanúsítványokat szolgáltatni, amelyeket az Ön iparága előír?
A gyártási kiválasztási szakértők a legjobb szolgáltatók ügyfélközpontú megközelítést mutatnak, gyors kommunikációt és a plusz erőfeszítés megtételének hajlandóságát. Figyeljen a közbeszerzési ajánlatkérés fázisában: gyorsan válaszolnak? Időt fordítanak arra, hogy teljes mértékben megértsék az Ön igényeit?
A végső kiválasztás
Összefoglalva, itt egy átfogó értékelési ellenőrzőlista:
| Értékelési szempontok | Mit ellenőrizzen | Miért fontos? |
|---|---|---|
| Minőségi tanúsítványok | ISO 9001, IATF 16949, AWS D9.1 lemezmetallogyártási hegesztési szabványok betartása | Biztosítja a dokumentált minőségirányítási rendszereket és a képzett személyzetet |
| Technikai képességek | Felszereléslista, anyagtapasztalat, kapacitás | Megerősíti, hogy képesek kielégíteni az Ön konkrét igényeit |
| Prototípus-készítés Sebessége | Minták és első darabok gyártási határideje | Hatással van az Ön fejlesztési ütemtervére és piacra kerülési időpontjára |
| DFM Támogatás | Mérnöki erőforrások és a tervezési visszajelzések minősége | Megelőzi a költséges újratervezéseket és gyártási problémákat |
| Kommunikáció | Reagálóképesség, projektmenedzsment megközelítés | Meghatározza a mindennapi munkakapcsolat minőségét |
| Ipari Tapasztalat | Hasonló projektek portfóliója, ügyfélelőszörök | Csökkenti a tanulási görbét és a kockázatot a projektjeiben |
Ne feledje, hogy egy gyártási partnerválasztás stratégiai döntés, amely hatással van termékminőségére, fejlesztési időkereteire, és végül versenyképességi helyzetére. Szánjon időt a lehetőségek alapos értékelésére, amikor csak lehetséges, kérjen mintadarabokat, és ellenőrizze a tanúsítványokat a gyártási tételek elindítása előtt.
A megfelelő partner többet kínál, mint csupán felszerelést – szakértelmet, problémamegoldó képességet és őszinte elköteleződést sikere érdekében hozzájárul. Akár IATF 16949 szabványnak megfelelő pontossági autóipari alkatrészeket, akár ipari berendezésekhez szabott tokokat igényel, a követelményeinek és egy gyártó bizonyított erősségeinek összeegyeztetése a sikeres együttműködés és kiváló eredmények alapját képezi.
Gyakran ismételt kérdések hegesztett lemezmetal szakcégekről
1. Mik az 5 lemezalkatrész-gyártási művelet?
Az öt fő lemezmetál-feldolgozási művelet a vágás, a kivágás, a lyukasztás, az hajlítás és a mélyhúzás. A szakosodott lemezfeldolgozók ezeket hegesztési technikákkal – például MIG-, TIG- és ponthegesztéssel – kombinálják, hogy teljes szerelvényeket hozzanak létre. További műveletek közé tartozik a domborítás, a furatok kialakítása és a megmunkálás, amelyek segítenek összetett alkatrészek gyártásában az autóipari, ipari és építészeti alkalmazásokhoz.
2. Mennyibe kerül az egyedi lemezalkatrész-gyártás?
A testreszabott lemezmetál-feldolgozás általában 418–3018 USD között mozog, az átlagos költség projektanként körülbelül 1581 USD. Az árak négyzetlábra számítva 4–48 USD között változnak az anyagtípustól, a vastagságtól, a bonyolultságtól és a testreszabás mértékétől függően. A végső árképzést befolyásolják továbbá az IATF 16949 tanúsítási követelmények, a pontossági tűrések és a gyártási mennyiségek is. Pontos árajánlatokért forduljon tanúsított lemezfeldolgozókhoz, például a Shaoyi Metal Technology céghez.
3. Melyik a legmagasabb fizetésű lemezalkatrész-gyártó munkakör?
A lemezacél-szakmunkások vezetői kapják a legmagasabb fizetéseket, éves bérük 57 000–77 000 dollár között mozog. A lemezacél-szakmunkások 51 000–64 500 dollárt, míg a technikusok 43 500–61 000 dollárt keresnek évente. A speciális hegesztők – akik repülőgépipari vagy orvosi alkatrészeknél TIG-hegesztést alkalmaznak – gyakran magasabb bért kapnak, mivel ezekhez az alkalmazásokhoz szükséges nagy pontosságú képességek különösen értékesek.
4. Melyik hegesztési módszer a legmegfelelőbb vékony lemezhez?
A TIG-hegesztés a lemezacél vékony lemezeinek hegesztésére a legmegfelelőbb módszer, mivel pontos hőszabályozást és minimális torzulást biztosít. Gyártási környezetben hatékonyan alkalmazható a MIG-hegesztés kisebb átmérőjű (0,023–0,030 hüvelyk) huzalokkal és megfelelő védőgáz-keverékekkel. Mindkét módszer megakadályozza a lemezen való átégést, ha olyan technikákkal kombinálják, mint a szaggatott hegesztés, a hátralépéses hegesztés, illetve hőelnyelők vagy réz háttértámaszok használata.
5. Milyen tanúsítványokkal kell rendelkeznie egy lemezalkatrész-gyártó partnernek?
Keressen ISO 9001:2015-ös szabványt, mint alapvető minőségi szabványt, valamint IATF 16949-et az autóipari alkalmazásokhoz. Az AWS D9.1 lemezvasúti hegesztési szabványnak való megfelelés biztosítja a képzett személyzetet. Űrkutatási munkák esetén az AS9100 tanúsítás elengedhetetlen. Ezek a tanúsítások igazolják a dokumentált minőségirányítási rendszereket, a következetes folyamatokat és a hibák megelőzését – ezek kritikus tényezők a pontossági alkatrészek gyártására szakosodott partnerek kiválasztásakor.