 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Pontos lemezfeldolgozó vállalatok megértése: Kulcsfogalmak

Mit jelent valójában a pontos lemezfémmegmunkálás
Amikor a „ pontos lemezalkatrész gyártás ," mire gondol? Ha egy bármilyen vágószerszámokkal és hegesztőberendezésekkel felszerelt fémmegmunkáló műhely jut eszébe, akkor csak a kép egy részét látja. A pontos lemezfémmegmunkálással foglalkozó cégek teljesen más szinten működnek – olyan szinten, ahol a mikroszkopikus méretek döntik el a siker vagy a kudarc kérdését.
De mi is teszi a megmunkálást "pontossá"? Egyetlen kulcsfontosságú tényezőre vezethető vissza: a tűréshatárokra. Míg a szokásos fémmegmunkálás ±1/16" és ±1/8" (kb. ±1,6 mm és ±3,2 mm) közötti tűréshatárokat enged meg, a pontos lemezfémmegmunkálás ±0,005" és ±0,010" (±0,13 mm és ±0,25 mm) pontosságot követel meg. Ez egy olyan különbség, amelyet szabad szemmel alig lehet észrevenni – mégis döntő lehet kritikus alkalmazások esetében.
A lemezmetallogyártásban a pontossági tűrések általában ±0,005" és ±0,010" között mozognak (±0,13 mm és ±0,25 mm) – akár tízszer szigorúbbak, mint a szokásos gyártási tűrések (±1/16" és ±1/8").
Mi választja el a precíziót a szabványos gyártástól
Képzelje el egy összetett orvosi eszköz összeszerelését, ahol az alkatrészeknek hézagmentesen illeszkedniük kell egymáshoz. Egy ±1/8"-es szokásos gyártási tűrés teljesen használhatatlanná tenné az eszközt. Pontosan ezért olyan mélységesen fontos a pontosság a lemezmetallogyártásban a különösen igényes iparágakban.
A pontosság jelentősége a lemezmetallogyártásban nem csupán a szoros méreti tűréseken túlmutat. A pontossági lemezmetallogyártást végző cégek a következőképpen különülnek el:
- Korszerű berendezések: Funkciójukat a szokásos kézi eszközök helyett szálaslézeres vágórendszerek, robotos CNC hajlítógépek szögmérő rendszerekkel és automatizált hegesztőállomások veszik át
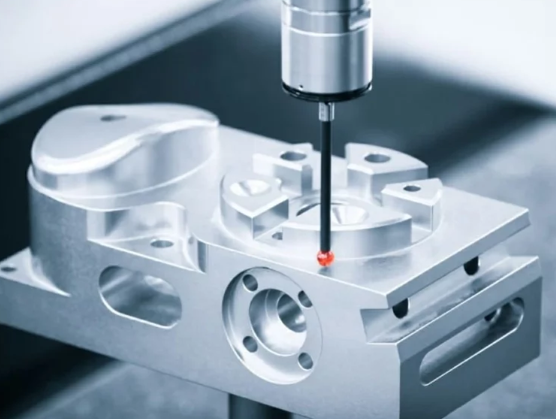
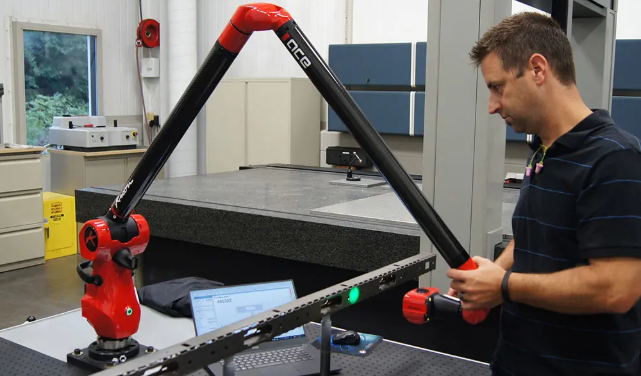
- Kifinomult minőségirányítási rendszerek: Koordinátamérő gépek (CMM), optikai összehasonlítók és lézeres mérőrendszerek biztosítják a folyamatos pontosságot
- Anyagismeret: Mély értelemben vett ismeret arról, hogyan viselkednek a különböző ötvözetek feldolgozás közben, beleértve a rugalmas visszatérés (spring-back) számítását és a szemcseirány figyelembevételét
- Teljes dokumentáció: Teljes nyomon követhetőség, statisztikai folyamatszabályozás és első minta ellenőrzése a szabályozott iparágak támogatására
A szokványos gyártóüzemek egyszerűen nem képesek reprodukálni ezeket a képességeket. Általános célú eszközeik és alapvető ellenőrzési módszereik megfelelőek építési vázak vagy egyszerű burkolatok gyártásához – azonban nem elegendők olyan esetekben, amikor a méretbeli pontosság közvetlenül befolyásolja a termék teljesítményét vagy biztonságát.
Tűrések megértése fémmegmunkálás során
Íme egy olyan tény, amelyet sok mérnök nagyon drágán tanul meg: a SolidWorks és más CAD programok alapértelmezés szerint gépi megmunkálási tűréseket állítanak be, amelyek lényegesen szigorúbbak, mint amit a lemezfémmegmunkálási eljárások általában elérnek. A Herold Precision Metals ipari szakértőinek észrevétele szerint ez a nem összhang gyakran túlméretezéshez és indokolatlan költségekhez vezet.
Miért fontos ez? Mert a lemezfémmunkálás más módon viselkedik, mint a tömör, megmunkált alkatrészek. A vékonyabb anyagok érzékenyebbek a formázás során fellépő változókra. A hajlítás enyhe duzzadást okoz a hajtásvonalak közelében. Több egymást metsző hajlítás erősebb torzulásokat eredményez. Még a hajtásvonalak közelében elhelyezett lyukok is befolyásolhatják a helyi alakot.
A precíziós lemezfémmunkálás ezeket a kihívásokat empirikus számításokkal, prototípus-gyártással és gondos beállításokkal kezeli – nem csupán programozással. Egy tipikus precíziós hajlítási művelet magasságpontossága ±0,25 mm, a hajlítás utáni hosszpontossága pedig ±0,5 mm, ha megfelelő technikákat alkalmaznak.
A lényeg? A precíziós lemezfeldolgozó cégek jelentős összegeket fektetnek be felszerelésekbe, képzésekbe és minőségirányítási rendszerekbe, amelyek kifejezetten a vékony lemezanyagok feldolgozásának sajátos kihívásainak leküzdésére lettek kialakítva. Ez a befektetés közvetlenül az olyan alkatrészek gyártásában nyilvánul meg, amelyek tökéletesen illeszkednek, megbízhatóan működnek, és megfelelnek a légiközlekedési, orvosi, elektronikai és egyéb különösen igényes alkalmazások szigorú követelményeinek.

A precíziós lemezfeldolgozás meghatározó alapfolyamatai
Most, hogy megértette, mi teszi a lemezfeldolgozást „precízióssá”, valószínűleg azon gondolkodik: hogyan érik el ezek a cégek valójában az ilyen szoros tűréshatárokat? A válasz a specializált folyamatokban rejlik – mindegyiket gondosan szabályozzák, hogy konzisztens és pontos eredményeket érjenek el. Nézzük át részletesen azokat a fő technikákat, amelyekre minden precíziós lemezfeldolgozó cég támaszkodik.
A szokásos boltoktól eltérően, amelyek esetleg felsorolják ezeket az eljárásokat weboldalaikon magyarázat nélkül, az egyes módszerek működésének megértése segít okosabb döntéseket hozni gyártási projekteihez. Íme, amit tudnia kell:
- Lézer Vágás: Egy összpontosított lézerfénysugár segítségével olvasztja vagy elpárologtatja az anyagot ±0,1 mm-től ±0,15 mm-ig terjedő pontossággal – ideális bonyolult mintázatokhoz és legfeljebb 25 mm vastagságú vastagabb anyagokhoz
- CNC kivágás: Számítógéppel vezérelt eszközök nyomják át a lemezfémet, hogy pontos lyukakat és alakzatokat hozzanak létre körülbelül ±0,2 mm-es tűréssel – legjobban alkalmazható ismétlődő mintázatokhoz vékonyabb anyagoknál
- Pontos hajlítás: Érzékelőkkel felszerelt CNC-hajlítógépek ±0,5°-tól ±1°-ig tartó szögtűréssel és darabonként ±0,20 mm-es hossztűréssel hajlanak
- Pontos hegesztés: Pontosan szabályozott kötési eljárások, például TIG-, MIG- és robotos hegesztés, amelyek megőrzik a méretbeli pontosságot, miközben erős, tiszta varratokat hoznak létre
Minden folyamatnak megvannak a saját erősségei. Egy ügyes, pontosságra épülő lemezfeldolgozó művelet pontosan tudja, mikor kell alkalmazni az egyes technikákat – és ami még fontosabb, hogyan kell őket optimális eredmény érdekében sorba rendezni.
Lézeres vágás és CNC-sajtolás bemutatása
Képzelje el, hogy egy összetett űrkutatási tartóelemet kell kivágni, amelynek görbült élei és szigorú tűréshatárokkal rendelkező furatai vannak. Melyik módszert válassza? A válasz több tényezőtől függ, amelyeket a pontosságra épülő lemezfeldolgozó cégek minden projekt esetében értékelnek.
A szakmai szakértők szerint a lézeres vágás különösen jól alkalmazható összetett profilok és vastagabb anyagok esetében. A száloptikás lézerek akár 25 mm vastagságú lágyacélt is képesek vágni ±0,1–±0,15 mm-es tűréssel. A nem érintkezéses folyamat sima, pontos vágásokat eredményez eszköznyomok nélkül – így sok alkalmazásnál elkerülhető a másodlagos felületkezelés. Ez teszi a lézeres vágást az űrkutatási, orvosi és gyógyszeripari alkatrészek elsődleges választásává, ahol az élminőség döntő fontosságú.
A CNC-lyukasztás másrészről akkor uralkodik, ha ismétlődő alakzatokra van szükség nagy sebességgel. Sűrűn elhelyezett lyukak esetén vékonyabb anyagokban – például lágyacélban legfeljebb 3 mm-es, illetve alumíniumban legfeljebb 6 mm-es vastagságig – a lyukasztó gépek jelentősen gyorsabban működnek, mint a lézeres vágógépek. Egy további, kritikus előny: a lyukasztás hőmentes folyamat. Ez megőrzi az anyag síkosságát, és elkerüli a hőhatott zónákat (HAZ), amelyek problémákat okozhatnak a következő hajlítási műveletek során.
A nagy pontosságú pozicionálású lemezfeldolgozási szolgáltatások gyakran mindkét technológiát kombinálják. A lézeres vágás kezeli a bonyolult külső kontúrokat és a finom részleteket, míg a CNC-lyukasztás gyorsan előállítja a szokásos lyukak vagy rések tömbjeit. Ez a hibrid megközelítés maximálja a pontosságot és a hatékonyságot egyaránt.
Pontos hajlítási és hegesztési technikák
Itt van valami, ami sok mérnököt meglep: általában nem érhető el igazi 90°-os sarok lemezbendingnél. A sarkok mindig sugárral rendelkeznek, és az anyagok természetes módon kissé visszanyerik eredeti alakjukat a formázás után. Ezeknek a tényeknek a kezelése az a terület, ahol a precíziós hajlítási szakértelem igazán kimagasló.
A szakértő gyártók szerint a rugalmas visszatérés általában 1–2° eltérést jelent. A modern CNC nyomófékek beépített érzékelőivel automatikusan kompenzálható az anyagváltozékonyság, így konzisztens kimenet érhető el. Ezek a gépek kiszámítják a K-tényezőt minden egyes anyag- és vastagságkombinációhoz, és pontosan előre megjósolják, mennyi túlhajlításra van szükség a célként megadott szög eléréséhez.
A precíziós hajlítás kulcsfontosságú tényezői:
- Hajlítási sugár egyenletessége: Az alkatrész összes hajlításának azonos tartása nagymértékben egyszerűsíti a szerszámozás beállítását, csökkenti a költségeket, és javítja a pontosságot
- Elem-hajlítás távolsága: A lyukak vagy vágások túl közel a hajlatokhoz eltorzulhatnak a koncentrált feszültségek miatt – a tapasztalt gyártók ismerik a minimális távolságra vonatkozó irányelveket
- Hajlítási sorrend tervezése: A több hajlatot tartalmazó összetett alkatrészek esetében gondos sorrendtervezés szükséges a szerszámok közötti ütközés elkerüléséhez
- Anyagállapotra való figyelmeztetés: A lézeres vágásból származó hőhatott zónák inkonzisztens alakot vagy repedést okozhatnak a hajlítás során, ha nem kezelik megfelelően
A precíziós hegesztés fejezi be a gyártási folyamatot. Akár kritikus, maximális ellenőrzést igénylő illesztéseknél TIG-hegesztést, akár termelékenység növelésére MIG-hegesztést, akár nagy mennyiségű, egyenletes minőségű gyártáshoz robotos hegesztést használunk – a cél mindig ugyanaz: az alkatrészek összekötése anélkül, hogy megbolygatnánk az előző műveletekben elértek pontosságát.
A nagy pontosságú pozicionálásra épülő lemezfeldolgozás gyártása azt követeli meg a hegesztőktől, hogy értsék a hőkezelést. A rögzítőszerszámok tervezése, a rögzítőhegesztési sorrendek és a hőbevitel szabályozása egyaránt megakadályozza a torzulást, amely miatt a nagy pontossággal vágott és hajtott alkatrészek használhatatlanná válnak. Itt találkozik gyakran a nagy pontosságú lemezfeldolgozás gyártása és a megmunkálási szakértelem – a megmunkált rögzítőszerszámok pontos helyzetben tartják az alkatrészeket a hegesztés folyamata közben.
Az a nagy pontosságú lemezfeldolgozásra szolgáló berendezés, amelybe egy cég befektet, sokat elárul képességeiről. A modern szálaslézeres gépek, a valós idejű szögmérésre képes szervó-elektromos hajlítógépek és a robotos hegesztőcellák jelenleg a legfejlettebb technológiát képviselik. Azonban a berendezések önmagukban nem elegendők – az a szakértelem, amellyel ezeket a rendszereket programozzák, üzemeltetik és karbantartják, dönti el, hogy valóban pontosságot nyújtanak-e, vagy csupán drága közepességet.
Ezen alapvető folyamatok megértése felkészít arra, hogy értékes beszélgetéseket folytasson lehetséges gyártási partnereivel. Tudni fogja, milyen kérdéseket kell feltennie – és felismeri, amikor egy cég valóban érti, hogyan érhető el a projektjéhez szükséges pontosság.
Ipari alkalmazások és azok egyedi pontossági igényei
Íme egy olyan tényező, amely sok vásárlót meglep: egy olyan tűréshatár, amely tökéletesen működik fogyasztói elektronikai eszközöknél, repülőgépekben katasztrofális hibához vezethet. A pontossági lemezgyártási iparág nem egységes szabványok szerint működik. Ehelyett minden szektor teljesen eltérő követelményeket támaszt – és ezek különbségeinek megértése segít azonosítani, mely gyártók képesek valóban kielégíteni az Ön igényeit.
Miért ennyire fontos ez? Mert egy pontossági lemezgyártási vállalat kiválasztása anélkül, hogy ismerné az iparágspecifikus követelményeket, olyan, mintha lakóépületi villanyszerelőt bérelne ipari energiarendszerekhez. Birtokolhatnak ugyan szakértelmet, de nem a projektjéhez szükséges szakértelmet.
Az alábbi táblázat bemutatja, hogy a nagy pontosságú lemezfeldolgozás milyen jellemzőkkel bír a fő iparági szektorokban:
| IPAR | Tipikus toleranciák | Kulcstanúsítványok | Kritikus minőségi tényezők |
|---|---|---|---|
| Légiközlekedés | ±0,005"-tól ±0,010"-ig | AS9100, ITAR, NADCAP | Nyomon követhetőség, anyagtanúsítványok, fáradási ellenállás |
| Orvostechnikai eszközök | ±0,005"-tól ±0,015"-ig | ISO 13485, FDA regisztráció | Biokompatibilitás, sterilizálhatóság, felületminőség |
| Automobil | ±0,25 mm-tól ±0,51 mm-ig | IATF 16949, ISO 9001:2015 | Ismételhetőség, tartóssági vizsgálatok, PPAP-dokumentáció |
| Elektronika | ±0,005"-tól ±0,015"-ig | ISO 9001:2015, IPC-szabványok | EMI/RFI-védettség, hőkezelés, szoros szerelési illeszkedés |
Nézzük meg részletesebben, hogy ezek a követelmények valójában mit jelentenek a projektjei számára.
Légiközlekedési és orvosi eszközök követelményei
A légiközlekedési iparban alkalmazott nagy pontosságú lemezfeldolgozás a gyártási igények csúcsát jelenti. Amikor alkatrészek 30 000 láb magasságban repülnek, vagy életmentő orvosi eljárások támogatására szolgálnak, nincs helye hibának.
Légiközlekedési alkalmazásokban, AS9100 tanúsítvány nem választható – ez a legalacsonyabb elvárt szint. Ez az űrkutatási ipágra szabott minőségirányítási szabvány az ISO 9001:2015-re épül, miközben szigorúbb követelményeket állít fel a termékbiztonsággal, hamisított alkatrészek megelőzésével és a konfigurációkezeléssel kapcsolatban. A honvédelmi jellegű projektek esetében az ITAR (Nemzetközi Fegyverforgalmi Szabályozás) tanúsítvány biztosítja a szabályozott műszaki adatok megfelelő kezelését.
Mi teszi olyan igényessé az űrkutatási gyártást?
- Teljes anyagnyomkövethetőség: Minden fémdarabnak nyomon kell követhetőnek lennie az eredeti gyári tanúsítványáig
- Első minta ellenőrzési követelmények: Részletes dokumentáció, amely minden méret teljesülését igazolja a gyártás megkezdése előtt
- Fáradási és feszültségi szempontok: Az alkatrészeknek évtizedekig tartó szolgálat során is elviselniük kell a többszörös terhelési ciklusokat
- Súlyoptimalizálás: Minden gramm számít, ezért a tervek vékonyabb anyagok felé és szűkebb tűréshatárok felé tolódnak
Az orvosi eszközök gyártása ugyanolyan szigorú, de más jellegű kihívásokat jelent. A Prototek ipari szakértői szerint az orvosi minőségű pontossági lemezmetallogyártási alkatrészeknek meg kell felelniük a szigorú biokompatibilitási követelményeknek – az anyagok nem okozhatnak immunválaszt vagy gyulladást, ha testi érintkezésbe kerülnek.
A felületi minőség kritikus fontosságú az orvosi alkalmazásokban. A gyártott alkatrészeknek elegendően simának kell lenniük ahhoz, hogy hatékonyan lehessen őket tisztítani, és megakadályozzák a baktériumok kolonizációját. Az austenites rozsdamentes acél 304-es és 316L-os fokozatai dominálnak az orvosi gyártásban, mivel ellenállnak a többszöri autoklávozás és az erős tisztítószerek korróziós hatásának. A pontossági lemezmetallogyártási szolgáltatásokat nyújtó vállalatok, amelyek Texasban és Floridában működnek, gyakran ISO 13485-s tanúsítvánnyal rendelkeznek, kifejezetten az orvosi eszközök minőségirányítási rendszerére.
Az autóipari és elektronikai pontossági szabványok
Az autóipari alkalmazások izgalmas egyensúlyt jelentenek: a tűrések kissé lazsábbak, mint az űrkutatási iparban, de a gyártási mennyiségek exponenciálisan magasabbak. Ez a kombináció olyan pontossági lemezfeldolgozó vállalatokat igényel, amelyek rendkívül megbízható ismételhetőséggel és statisztikai folyamatszabályozással rendelkeznek.
Az IATF 16949 tanúsítás – az autóipar minőségirányítási szabványa – a hibák megelőzésére helyezi a hangsúlyt a hibák észlelésével szemben. A lemezfeldolgozóknak képességi mutatókat (Cpk) kell bemutatniuk, amelyek bizonyítják, hogy folyamataik konzisztensen olyan alkatrészeket állítanak elő, amelyek megfelelnek a megadott specifikációknak. A Gyártási Alkatrész-Engedélyezési Eljárás (PPAP) dokumentáció bizalmat ad az ügyfeleknek abban, hogy a tömeggyártás ugyanolyan minőségű lesz, mint a prototípus.
A futómű-alkatrészek, felfüggesztési tartók és szerkezeti elemek esetében a tartóssági vizsgálat további érvényesítési réteget ad. Az autóipari alkalmazásokban használt pontossági lemezfeldolgozású alkatrészeknek évekig el kell viselniük a rezgést, a hőmérséklet-ingadozást és az útsó hatását anélkül, hogy meghibásodnának.
Az elektronikai gyártás más szempontokra helyezi a hangsúlyt. A burkolatoknak és vázaknak elektromágneses zavarvédelmet (EMI) kell nyújtaniuk, miközben pontos méreteket kell megőrzeniük a komponensek rögzítéséhez. Egy csavarlyuk akár 0,5 mm-es eltolódása is megakadályozhatja a nyomtatott áramkörök felszerelését, vagy gyártósori torlódást okozhat.
A hőkezelés további összetettséget jelent az elektronikai alkalmazásokban. A hőelvezetési követelmények gyakran meghatározzák az anyagválasztást – az alumínium kiváló hővezető képessége miatt népszerű választás az elektronikai burkolatokhoz. Az alumínium azonban más módon rugalmas visszatérési viselkedést mutat, mint az acél, így olyan gyártókat igényel, akik anyagspecifikus szakértéllel rendelkeznek.
Az elektronikai szektor emellett kozmetikai tökéletességet is követel. A fogyasztók felé forduló termékek hibátlan felületi minőséget, egyenletes porfestést és pontosan igazított szellőzőmintákat igényelnek. Ez a funkcionális pontosság és esztétikai minőség kombinációja különbözteti meg a kompetens gyártókat azoktól, akik csupán elektronikai tapasztalatot állítanak.
Az iparágspecifikus igények megértése segít hatékonyabban értékelni a lehetséges gyártási partnereket. Egy olyan cég, amely kiválóan teljesít az autóipari gyártásban, nehézségekbe ütközhet az űrkutatási szektor dokumentációs követelményeinek teljesítésében. Egy orvostechnikai eszközök szakértője esetleg nem rendelkezik az autóipari projektekhez szükséges nagy volumenű gyártási képességgel. Ha a projekt iparági követelményeit pontosan összeilleszti egy gyártó cég igazolt szakértelemével, az jelentősen növeli a siker esélyét.
Hogyan értékeljünk precíziós lemezfeldolgozó vállalatokat
Meghatározta projektje precíziós követelményeit, és tisztában van a szükséges folyamatokkal. Most jön a legnehezebb rész: hogyan válasszon ki a több tucatnyi lehetőség közül a megfelelő precíziós lemezfeldolgozó vállalatot? Itt akadnak el legtöbben a vásárlók – és itt okozhat a rossz döntés valós pénzbeli veszteséget.
A probléma? A legtöbb gyártó weboldala meglepően hasonló. Mindenki „minőséget” és „pontosságot” ígér. Ám ezek mögött a marketing kifejezések mögött a képességek drámaian eltérnek. Íme egy rendszerszerű módszer, amellyel megkülönböztethetők az igazán képzett, precíziós lemezgyártók azoktól, akik csupán szép szavakat ejtenek.
- Igazolja a megfelelő tanúsításokat — Ne csak azt ellenőrizze, hogy rendelkeznek-e tanúsításokkal; győződjön meg arról is, hogy azok megfelelnek az Ön iparági követelményeinek
- Értékelje a berendezések képességeit — A modern gépek fontosak, de még fontosabb az üzemeltetők szakértelme és a karbantartási programok
- Értékelje a minőségirányítási rendszereket — Ne csak az ellenőrző eszközökre figyeljen, hanem a dokumentált eljárásokra és nyomon követhetőségi gyakorlatokra is
- Vizsgálja meg a gyártási időkereteket — Ismerje meg a szokásos szállítási határidőket, valamint a gyorsított szállítási lehetőségeket termelési ütemterveihez
- Vizsgálja meg a műszaki támogatást — A DFM szakértelem ezer dollárt takaríthat meg a tervezés optimalizálásában a gyártás megkezdése előtt
- Ellenőrizze a vevői referenciákat — Beszéljen ügyfelekkel hasonló iparági területeken a valós életből származó tapasztalatokról
Vizsgáljuk meg részletesen mindegyik kritériumot, hogy pontosan tudja, milyen kérdéseket tegyen fel.
Elengedhetetlen tanúsítványok
A tanúsítások nem csupán betűk egy falon – hanem kockázatcsökkentő eszközök, amelyek bizonyítják a tényleges folyamatirányítás szigorát . Annak megértése, hogy mindegyik tanúsítás milyen követelményeket támaszt, segít Önnek értékelni, hogy egy precíziós lemezmetalldaraboló vállalat valóban képes-e megfelelni igényeinek.
ISO 9001:2015 a minőségirányítási rendszerek alapját képezi. A Northstar Metal Products ipari szakértői szerint ez a tanúsítás azt mutatja, hogy a vállalat hatékony minőségirányítási rendszert vezetett be, amely dokumentált eljárásokat tartalmaz a termelés minden szakaszára – az új termék bevezetésétől az utolsó ellenőrzésen és szállításon át. Emellett egyértelmű irányelveket állapít meg a folyamatos fejlődésre, ösztönözve a dolgozókat, hogy innovatív megoldásokat keressenek.
Mit is ír elő valójában az ISO 9001:2015 szabvány? A tanúsított gyártóknak fenntartaniuk kell:
- Dokumentált eljárásokat a gyártásra, ellenőrzésre és nyomon követhetőségre
- Rendszeres belső és harmadik fél általi auditokat
- Kontrollált anyagokat kalibrált berendezésekkel
- Tiszta dokumentációs nyomvonalat minden egyes projekt esetében
ITAR (International Traffic in Arms Regulations) a tanúsítás különösen fontos, ha a projekt védelmi alkalmazásokhoz kapcsolódik. Az ITAR-regisztrált létesítmények kezelhetnek szabályozott műszaki adatokat, valamint katonai rendszerekhez szükséges alkatrészeket gyárthatnak. Még akkor is, ha jelenlegi projektje nem igényel ITAR-tanúsítást, egy regisztrált létesítménnyel való együttműködés rugalmasságot biztosít jövőbeli védelmi szerződések számára.
AWS (American Welding Society – Amerikai Hegesztési Társaság) tanúsítások a hegesztési technikákban való jártasságot jelzik. A Tanúsított Hegesztőgyártó (CWF) minősítés azt bizonyítja, hogy a vállalat képes olyan hegesztett szerkezeteket készíteni, amelyek megbízhatósággal és tartóssággal rendelkeznek. Olyan projektek esetében, amelyek szerkezeti hegesztést igényelnek, az AWS D1.1 szabvány szerinti szerkezeti acél hegesztési tanúsítás további biztonságot nyújt.
Az ipágspecifikus tanúsítások további érvényességi szintet adnak. Akár az autóipari IATF 16949-es, akár a légiközlekedési AS9100-as vagy az orvostechnikai ISO 13485-ös szabványra van szüksége, az iparági követelményekhez illő tanúsítások biztosítják, hogy a gyártó megértse az Ön szabályozási környezetét.
Berendezések és minőségirányítási rendszerek értékelése
Amikor egy lehetséges precíziós lemezmetallogyártó szállító üzemét látogatja – vagy online áttekinti képességeit – mire kell figyelni? A berendezéslisták csupán részben tükrözik a valóságot.
A modern szálaslézeres vágógépek, szervomotoros hajlítógépek és robotos hegesztőcellák a pontosságra specializálódott képességek iránti tőkeberuházást jeleznek. De tegyen mélyebb kérdéseket: Milyen gyakran kalibrálják a berendezéseket? Milyen megelőző karbantartási ütemtervek léteznek? Ki végzi a programozást, és milyen tapasztalattal rendelkezik?
Egy precíziós lemezalakítási korlátolt felelősségű társaság, amely régi berendezésekkel dolgozik és mestermunkások üzemeltetik, akár túlszárnyalhat egy új gépekkel felszerelt, de tapasztalatlan munkavállalókkal rendelkező gyártóüzemet is. A minőségi felszerelés, a szakképzett személyzet és a dokumentált eljárások kombinációja biztosítja a következetes pontosságot – nem egyetlen tényező önmagában.
A minőségellenőrzési rendszerek ugyanolyan alapos vizsgálatot érdemelnek. A koordináta-mérőgépek (CMM-k) és az optikai összehasonlítók a vizsgálati képességeket mutatják, de a lényeges kérdés az: hogyan épülnek be a gyártási folyamatokba? Figyeljen a következőkre:
- Első minta ellenőrzési folyamatok: Dokumentált ellenőrzés a gyártási sorozat megkezdése előtt
- Folyamat közbeni ellenőrzési pontok: Minőségellenőrzés kritikus szakaszokban, nem csupán a végellenőrzésnél
- Statisztikai folyamatirányítás: Adatvezérelt figyelés a mértéktartományon kívüli eltérések időben történő észlelésére, mielőtt a alkatrészek méreteltérésbe kerülnének
- Anyag Nyomonkövethetősége: Bármely alkatrész nyomon követhetősége az eredeti gyári tanúsítványig
A pontos lemezfeldolgozó szállítók átfutási ideje jelentősen eltér egymástól. A szokásos szállítási határidő 2–4 hét, de a gyorsított szállítási lehetőségek megértése döntő fontosságú, ha a határidők összeszűkülnek. Egyes OEM-gyártópartnerek külön, gyors reakciót biztosító kapacitással rendelkeznek a pontos lemezfeldolgozás területén; mások viszont jelentős felárat igényelnek a gyorsított szállításért.
Végül értékelje a műszaki támogatást. Képes-e a gyártó átnézni a terveit, és javaslatokat tenni azok javítására még az árajánlat elkészítése előtt? A gyártási kialakíthatóságra (DFM – Design for Manufacturability) való tekintettel szerzett szakértelem költségmegtakarítási lehetőségeket azonosít – például alternatív hajlítási sorrendeket, optimalizált anyagkihasználást vagy olyan anyagcseréket, amelyek fenntartják a teljesítményt, miközben csökkentik az árat. Ez a közös munka jellegű megközelítés gyakran választja el a valódi partnereket a kizárólag tranzakciós jellegű szállítóktól.
Ezekkel az értékelési kritériumokkal fegyverkezve magabiztosan értékelheti a lehetséges gyártási partnereket. A cél nem a legolcsóbb árajánlat megtalálása, hanem olyan pontossági lemezgyártók azonosítása, akiknek képességei, tanúsítványai és minőségirányítási rendszerei összhangban állnak projektje konkrét követelményeivel.
Anyagválasztás pontossági gyártási projektekhez
Már értékelte a gyártási partnereket, és tisztában van a folyamatokkal. De itt egy olyan kérdés, amely még a tapasztalt mérnököket is megzavarja: melyik anyagot kell megadnia a pontossági projektje számára? A válasz nem olyan egyszerű, mint az előző alkalommal bevált anyag kiválasztása – hiszen az anyag viselkedése közvetlenül befolyásolja a elérhető tűréshatárokat, a feldolgozási módszereket és a végső költségeket.
Gondolja végig ezt így: az alumínium és az rozsdamentes acél is megfelelhet a szilárdsági igényeinek, de hajlítás közben teljesen másképp viselkednek. Az egyik erősebben rugalmasan visszatér, a másik gyorsabban keményedik meg alakítás közben. Ezeknek a különbségeknek az figyelmen kívül hagyása selejt alkatrészekhez és frusztrált telefonhívásokhoz vezet a gyártójával.
Megértés anyagtulajdonságok meghatározása előtt segít megbízható döntéseket hozni. Az alábbiak a legfontosabbak a személyre szabott, pontos lemezalakítás esetén:
| Anyag | Pontossági jellemzők | Tipikus alkalmazások | Feldolgozási szempontok |
|---|---|---|---|
| Német acél (304/316) | Kiváló méretstabilitás; mérsékelt rugalmas visszatérés; szoros tűréshatárok elérhetők | Orvosi eszközök, élelmiszer-feldolgozás, építőipar, hajóépítés | Speciális hegesztési technikák szükségesek; alakítás közben keményedik meg |
| Alumínium (5052/6061) | Jó alakíthatóság; nagyobb rugalmas visszatérés, mint az acélnál; könnyű, precíziós alkatrészek | Elektronikai házak, űrkutatás, autóipar, hőcserélők | Érzékeny a hőre; kiváló forgácsolhatóság; megfelelő szerszámozás szükséges |
| Szénacél | Előrejelezhető viselkedés; mérsékelt tűréshatárok; költséghatékony nagyobb mennyiségek esetén | Gépek, építőipar, járművek szerkezeti elemei | Korrózióvédelem érdekében felületkezelés szükséges; jó hegeszthetőség |
| Titán | Kiváló szilárdság-tömeg arány; nehézkes a pontos alakítás | Repüléstechnika, orvosi implantátumok, védelmi alkalmazások | Közepes megmunkálhatóság; speciális szerszámok és szakértelem szükséges |
| Réz/sárgaréz | Magas nyúlás; jó alakíthatóság; közepes pontossági potenciál | Elektromos alkatrészek, díszítőelemek, vízvezetékrendszerek | Veszélyes hegesztési füstöt termel; a réz megmunkálása nehézkes lehet |
A 0,004–0,250 hüvelykes (kb. 0,1–6,35 mm) vastagságú precíziós lemezfeldolgozás fogja át a leggyakoribb alkalmazásokat, de az anyagválasztás jelentősen befolyásolja, hogy mit lehet elérni ezen belül. Nézzük át a leggyakrabban megadott lehetőségeket.
A rozsdamentes acél és az alumínium figyelembe vétele
A rozsdamentes acél jó okból uralkodik a precíziós lemezfeldolgozásban. Méretstabilitása, korrózióállósága és előrejelezhető alakíthatósága miatt ez a leggyakoribb választás a magas igényű alkalmazásokhoz. De nem minden rozsdamentes acél egyforma.
A pontossági gyártással foglalkozó szakértők szerint az ausztenites fokozatok, például a 304-es és a 316-os típus, a legjobb egyensúlyt nyújtják a formázhatóság és a korrózióállóság között. A 316L típus alacsonyabb széntartalma miatt ideális hegesztett szerelvényekhez orvosi és gyógyszerészeti alkalmazásokban, ahol el kell kerülni a szenszenzitizációt (króm-karbidos kiválás).
A nagy pontosságú pozicionálású rozsdamentes acéllemezek gyártása megköveteli, hogy értsük, hogyan keményedik meg ez az anyag a formázás során. Minden hajlítás növeli a megfelelő zóna keménységét, ami repedéseket okozhat, ha a következő műveleteket nem tervezik gondosan. A tapasztalt gyártók műveleti sorrendet állítanak össze a kumulatív keményedési hatások minimalizálására.
Fontos rozsdamentes acél-figyelmeztetések:
- Korróziós környezet: a 304-es típus a legtöbb beltéri alkalmazásra alkalmas; a 316-os típus szükséges klórexponálás vagy tengeri környezet esetén
- Felületminőségi követelmények: A rozsdamentes acél elfogadja a simított, csiszolt vagy elektrolitikusan csiszolt felületkezeléseket – a felület típusát korán kell meghatározni, hogy elkerüljük a plusz feldolgozási lépéseket
- Vashatósság: Speciális technikákat és megfelelő töltőanyagokat igényel a korrózióállóság fenntartásához
- Költség tényező: Általában a szénacél árának 2–3-szorosa, de gyakran megszünteti a felületkezelési költségeket
Az alumínium másfajta pontossági kihívást jelent. Kiváló szilárdság-tömeg aránya miatt elengedhetetlen az űrkutatási és elektronikai alkalmazásokban, de a nagyobb rugalmas visszatérés miatt a hajlítás során kompenzációra van szükség. Az ipari irányelvek azt javasolják, hogy az összes geometriai elemnél egységes hajlási sugárt tartsanak fenn, mivel ez leegyszerűsíti az szerszámozást és javítja a pontosságot.
Az elektronikai házak esetében az alumínium hővezető képessége természetes hőelvezetést biztosít – egy funkcionális előny, amelyet a rozsdamentes acél nem tud megadni. A precíziós lemezfeldolgozás Seattle-ben és a Seattle-ben működő precíziós lemezfeldolgozó vállalkozások gyakran dolgoznak alumíniummal a régió űrkutatási és technológiai szektorában, ahol a tömegcsökkentés és a hőkezelés összekapcsolódik.
Az alumínium érzékenysége a lézeres vágásból származó hőhatott zónákra gondos tervezést igényel. Ha hajtások a vágott élek közelében jönnek létre, az anyagtulajdonságok megváltozása miatt inkonzisztens alakítás fordulhat elő. A tapasztalt gyártók vagy módosítják a vágási paramétereket, vagy növelik a vágott részek és a hajtási vonalak közötti távolságot a pontosság megőrzése érdekében.
Speciális anyagok igényes alkalmazásokhoz
Amikor a szokásos anyagok nem felelnek meg az igényeinek, speciális ötvözetek kerülnek szóba. Ezek az anyagok olyan gyártókat igényelnek, akiknek konkrét tapasztalata van velük – nem minden precíziós gyártó tudja sikeresen feldolgozni a titán- vagy exotikus nikkelötvözeteket.
A titán „csodametál” elnevezését kiváló szilárdság-tömeg arányának és kiváló korrózióállóságának köszönheti. Az anyagszakértők szerint a titán egyedi képessége, hogy kötődjön a csontokhoz és az élő szövetekhez, elhelyettesíthetetlenné teszi az ortopédiai implantátumoknál. A légiközlekedési iparban pedig a szilárdság-tömeg arány előnyei indokolják a prémium árat a motoralkatrészek és szerkezeti elemek esetében.
Azonban a titán alacsony hővezetőképessége és a munkakeményedésre való hajlama jelentős gyártási kihívásokat jelent. A vágási sebességeket gondosan szabályozni kell a túlmelegedés megelőzése érdekében. Az alakításhoz speciális szerszámok szükségesek, és összetett geometriák esetén gyakran meleg alakítási eljárásokra van szükség. Ezek a tényezők általában 3–5-szörös költségnövekedést eredményeznek a rozsdamentes acél gyártásához képest.
Egyéb érdemes megismerniük szakanyagok:
- Inconel és Hastelloy: Nikkelalapú szuperszömvizek extrém hőmérsékleti és korrozív környezetekhez; nehezen megmunkálhatók és alakíthatók
- Tömörsav acél: Magas folyáshatár a rugalmasságot igénylő alkatrészekhez; a tulajdonságok pontos hőkezeléssel szabályozhatók
- Duplex rozsdamentes acélok: Ausztenites és ferrites tulajdonságok kombinációja javított szilárdság és klór-ellenállás érdekében
- Berillium-réz: Kiváló vezetőképesség és rugalmassági tulajdonságok elektromos kapcsolókhoz; óvatos kezelést igényelnek a toxikussági aggályok miatt
Az anyag vastagsága szintén befolyásolja a pontossági képességeket. A vékonyabb anyagok (0,030" alatt) érzékenyebbek a torzulásra vágás és kezelés közben. A vastagabb anyagok (0,125" felett) erősebb teljesítményű berendezéseket igényelnek, és korlátozhatják az elérhető hajlítási sugarakat. Beszélje meg vastagsági igényeit a lehetséges gyártókkal annak biztosítása érdekében, hogy felszerelésük megfeleljen igényeinek.
A lényeg? Az anyagválasztás nem csupán a funkcionális követelmények kielégítéséről szól – hanem arról is, hogy olyan anyagokat válasszon, amelyeket gyártási partnere pontosan és konzisztensen tud feldolgozni. Egy nyílt beszélgetés az anyagfeldolgozási tapasztalatról gyakran többet árul el egy gyártó valódi képességeiről, mint bármely tanúsítványa vagy felszereléslistája.
Minőségirányítás és ellenőrzés precíziós gyártásban
Kiválasztotta a megfelelő anyagot, és egy képzett gyártót választott. De itt van a döntő kérdés: hogyan tudja biztosan, hogy a kész alkatrészek valóban megfelelnek a specifikációinak? Itt dől el a pontos lemezgyártás sikeressége – a minőségellenőrzési folyamatokban, amelyek minden méretet, felületet és jellemzőt ellenőriznek az alkatrészek szállítása előtt.
A pontos lemezgyártás minőségellenőrzése nem egyetlen ellenőrzési pont a gyártási folyamat végén. Ez egy átfogó rendszer, amely egész a gyártási folyamatba beépül. Ennek a rendszernek a megértése segít hatékonyabban értékelni a gyártókat, és biztosítja, hogy kritikus alkatrészei pontosan a megadott módon érkezzenek meg.
Az alábbiak a kulcsfontosságú minőségellenőrzési pontok egy tipikus pontos gyártási munkafolyamat során:
- Bejövő anyagvizsgálat: Az anyagok tanúsítványainak, vastagságának és felületi állapotának ellenőrzése a feldolgozás megkezdése előtt
- Első darab ellenőrzés: A kezdeti minták teljes körű méretellenőrzése a tömeggyártás megkezdése előtt
- Folyamatközbeni Ellenőrzés: Kritikus méretek ellenőrzése minden fő művelet után – vágás, alakítás, hegesztés
- Felületminőség ellenőrzése: Felületi érdességmérés és vizuális ellenőrzés a felületi követelmények teljesítéséhez
- Végleges ellenőrzés: Teljes méretellenőrzés a rajzok alapján a csomagolás előtt
- Dokumentáció átnézése: Az összes szükséges tanúsítvány, jelentés és nyomkövethetőségi dokumentum elkészültének megerősítése
Minden ellenőrzési pont potenciális hibákat azonosít, mielőtt azok drága problémákká növekednének. Egy kis mértékben eltérő hajlásszög talán csekély dolognak tűnik – amíg meg nem állapítja, hogy akadályozza a végső összeszerelést.
Pontosságot garantáló ellenőrzési módszerek
Bonyolultnak hangzik? Az lehet. A modern ellenőrzési technológiák azonban jelentősen javították a sebességet és a pontosságot a hagyományos módszerekhez képest. Az elérhető lehetőségek ismerete segít megfelelő ellenőrzési követelmények megadásában projekteihez.
Az Xometry ellenőrzési irányelvei szerint , a gyártók általában több szintű ellenőrzési szolgáltatást kínálnak:
- Alapellenőrzés: A minőségellenőrzés ellenőrzi az anyagot, a funkciókat és a felületminőséget a megadott követelményekkel szemben; méri a kritikus méreteket, például a teljes méretet, lyukakat és mélységeket – általában legfeljebb 20 méretet a megrendelő által szolgáltatott rajzok alapján
- Hivatalos ellenőrzés méreti jelentéssel: minden méret 100%-osan dokumentálva van kalibrált eszközökkel a statisztikai mintavételi tervnek megfelelően; tartalmazza a megjelölt („ballooned”) rajzok összehasonlítását
- CMM ellenőrzés: Minden méret koordináta-mérőgéppel (CMM) történő ellenőrzése mikrométeres pontossággal; elengedhetetlen összetett geometriák esetén
- Első darab ellenőrzési jelentés (FAIR AS9102): A légiközlekedési ipar szabványai szerinti dokumentáció, amely objektív bizonyítékot szolgáltat arról, hogy minden műszaki követelményt megértettek és ellenőriztek
A koordináta-mérőgépek (CMM-k) a méretellenőrzés aranystandardját képviselik. Ahogy a minőségellenőrzés szakértői magyarázzák a koordináta-mérőgépek (CMM) érzékelőket használnak a alkatrészek méreteinek digitális modellekhez való illesztésére, így mikronos pontosságot érnek el összetett alakzatok és jellemzők esetén. Különösen értékesek a repülőgépiparban és az orvostechnikában alkalmazott alkatrészeknél, ahol a tűréshatárok ellenőrzése kifogástalanul megbízhatónak kell lennie.
Az optikai ellenőrzőrendszerek kiegészítik a CMM-ket gyors, érintésmentes méréssel. Kamerák, lézerek és érzékelők mérik a méreteket, kontúrokat és felületminőséget – ideális megoldás érzékeny alkatrészek esetén vagy akkor, ha a sebesség döntő fontosságú. A felületi hibák észlelésére a kozmetikai alkatrészeknél az optikai módszerek gyakran olyan problémákat fedeznek fel, amelyeket az érintéses eljárások elmulasztanak.
A felületminőség-ellenőrzéshez érdességmérőket használnak a felületi textúra előírásokhoz való kvantitatív összevetésére. Ez különösen fontos azon alkatrészeknél, amelyek súrlódó felületekkel rendelkeznek – például fogaskerekek, tömítések, csapágyak –, ahol a felületminőség közvetlenül befolyásolja a teljesítményt és az élettartamot.
Dokumentáció és nyomonkövethetőségi szabványok
Képzeljük el, hogy egy orvosi eszköz meghibásodik a gyakorlatban. A nyomozóknak vissza kell vezetniük ezt az alkatrészt az alapanyagához, meg kell érteniük minden feldolgozási lépést, és azonosítaniuk kell az esetlegesen érintett egyéb alkatrészeket. Ezért a dokumentáció és a nyomkövethetőség nem bürokratikus terhelés – hanem alapvető minőségbiztosítási infrastruktúra.
Az első minta ellenőrzési jelentések a gyártási minőség alapját képezik. Az űrkutatási iparban alkalmazott AS9102 szabvány három kritikus űrlapot határoz meg: az 1-es űrlap rögzíti a részegység adatait és változathistóriáját; a 2-es űrlap részletesen tartalmazza az alapanyagokat, a speciális folyamatokat és a beszállítói információkat; a 3-as űrlap az egyes jellemzőkre vonatkozó ellenőrzési eredményeket dokumentálja, beleértve a használt mérőeszközöket.
A jelentéseket felfújt rajzok kísérik, amelyeken számozott megjegyzések pontosan azonosítják, mely méretek kerültek ellenőrzésre. Minden felfújt rész az ellenőrzési adatokhoz kapcsolódik, így egyértelmű nyomon követhetőség jön létre a rajzok és a mérési eredmények között. Ez az összefüggés különösen értékes auditok során vagy minőségi problémák vizsgálatakor.
A minőségi gyártók a teljes folyamat során dokumentációt vezetnek:
- Anyagtanúsítványok: Gyári vizsgálati jelentések, amelyek összekapcsolják az alapanyagot a konkrét hőkezelési törzsszámokkal és kémiai összetétellel
- Folyamatfeljegyzések: Gépbeállítások, műveletvégző azonosítása és időbélyegek minden művelethez
- Kalibrálási jegyzőkönyvek: Bizonyíték arra, hogy a mérőeszközök megfelelnek a pontossági szabványoknak
- Nem megfelelőségi jelentések: Bármely eltérés és az azt követő korrekciós intézkedések dokumentálása
- Végellenőrzési feljegyzések: Teljes méretadatok a megfelelés/nem megfelelés megállapításával
A statisztikai mintavételi tervek meghatározzák, hogy egy-egy tételből hány alkatrészt kell ellenőrizni. Az ASQC Z1.4 2008, II. szintű szabványok alapján egy 26–50 darabos tétel általában 8 darab minta ellenőrzését igényli, és nullás elutasítási határ érvényes. Nagyobb, 501–1200 darabos tételeknél 80 darab mintát kell ellenőrizni. Ezek a mintavételi tervek az ellenőrzés alapos voltát és a gyakorlati termelési korlátozásokat egyensúlyozzák.
Gyakori pontossági kihívások, amelyeket a minőségirányítási rendszereknek észre kell venniük, többek között a méreteltérés hosszú termelési folyamatok során, az anyagkötegek közötti rugalmas visszatérés változékonysága, a hegesztés torzulása, amely befolyásolja a síkságot, valamint a kezelésből eredő felületi szennyeződés. A minőségi gyártók megelőző intézkedéseket alkalmaznak – például rendszeres folyamat közbeni ellenőrzéseket, anyagspecifikus alakítási paramétereket, rögzítőberendezéssel szabályozott hegesztési sorrendeket – ahelyett, hogy kizárólag a végső ellenőrzésre támaszkodnának a hibák észleléséhez.
A komplex minőségellenőrzésbe történő befektetés különbséget tesz a valóban képzett, precíziós lemezmetallos gyártási vállalatok és azok között, amelyek csupán megfelelő szolgáltatásokat nyújtanak. Amikor potenciális partnereket értékel, kérje meg őket, hogy mutassák be minta ellenőrzési jelentéseiket, ismerkedjen meg dokumentálási gyakorlatukkal, és ellenőrizze, hogy mérési képességeik megfelelnek-e projektje követelményeinek. Ez a gondos előzetes ellenőrzés megtérül, amikor alkatrészei azonnali felhasználásra készen érkeznek, nem pedig szortírozásra, újrafeldolgozásra vagy visszautasításra szorulnak.
Prototípus-készítés és termékfejlesztési támogatás
Létrehozott egy innovatív terméket, érvényesítette a koncepciót, és megerősítette a piaci igényt. Most jön a döntő kérdés: hogyan alakítsa át ezt a tervezést olyan fizikai alkatrészekké, amelyek pontosan úgy működnek, ahogy szándékozta? Itt válnak a precíziós lemezmetallos gyártási vállalatok igazi fejlesztési partnerré – nem csupán megrendeléseket végrehajtó beszállítókká.
Az első elképzeléstől a tömeggyártásig tartó út sokkal többet jelent, mint egyszerűen csak fémlemezeket vágni és hajlítani. A PEKO Precision ipari szakértői szerint a sikeres termékbevezetések az új termékek bevezetésére (NPI) szolgáló strukturált folyamatoktól függenek, amelyek rendszerszerűen kezelik a tervezést, prototípus-készítést, érvényesítést és a gyártás méretének növelését. Ennek az életciklusnak a megértése segít kihasználni gyártási partnere szakértelmét minden egyes szakaszban.
Az egyedi, precíziós lemezalakítási projektek tipikus projektéletciklusa:
- Fogalmazás meghatározása: Az első ötletek átalakítása kezelhető projektterjedelemmé egyértelmű mérföldkövekkel és specifikációkkal
- Prototípuskészítés: Működőképes minták készítése a fogalom igazolására és a tervezési megvalósíthatóság értékelésére
- Tervezés finomítása: A tanulságok alkalmazása a gyártási szempontból optimalizált tervezés (DFM) és mérnöki frissítések révén
- Pilótparcella-gyártás: A gyártásra kész folyamatok és minőségirányítási rendszerek végleges próbája
- Gyártásra engedélyezés: Hivatalos tervezési lezárás konfiguráció-kezeléssel és teljes minőségdokumentációval
- Folyamatos fejlesztés: Folyamatos finomítás az ügyfélvisszajelzések alapján és a következő generációs fejlesztésekkel
Minden szakasz épít az előzőre, és a pontossági követelmények egyre kritikusabbá válnak, ahogy közeledünk a gyártáshoz. Nézzük meg, hogyan támogatják ezt a folyamatot a tapasztalt gyártók.
Prototíptől a termelésig
Képzelje el, hogy hónapokat töltött termékfejlesztéssel, csak azután derül ki a gyártás során, hogy a terve nem gyártható meg egyenletesen. Ez a forgatókönyv – sajnos gyakori – éppen azt a problémát akadályozza meg a megfelelő prototípus-készítés.
A Fictiv prototípus-szakértői szerint a lemezmetalldarabolás prototípusa lehetővé teszi a mérnökök számára, hogy a teljes méretű gyártásba való bevezetés előtt értékeljék egy alkatrész formáját, illeszkedését és funkcióját. A gyártási eszközök és digitális munkafolyamatok modern fejlesztései gyorsabbá és pontosabbá tették a prototípus-készítést – így a prototípusok szorosan illeszkednek a gyártási célokhoz, és a csapatok gyorsan tudnak iterálni anélkül, hogy minőséget áldoznának.
Miért fontos ez az egyedi, precíziós lemezmetalldarabokból készített burkolatok gyártásánál? Mert a gyártási fokozatnak megfelelő anyagokból és eljárásokkal készített prototípusok olyan problémákat tárhatnak fel, amelyeket a CAD-modellek egyszerűen nem tudnak előre jelezni:
- Összeszerelési zavarok: A 3D-modellekben tökéletesnek tűnő alkatrészek nem illeszkednek úgy egymáshoz, ahogy várnánk
- Anyagviselkedés: A rugalmas visszatérés (springback), a munkakeményedés és a hőhatások érzékelhető problémákká válnak
- Gyártási korlátozások: A szerelési elemek és a hajtások közötti távolságok, a minimális hajtási sugár és az eszközök hozzáférésének korlátozásai nyilvánvalóvá válnak
- Felületminőség valósága: A hegesztés esztétikája, a bevonat tapadása és az esztétikai követelmények ellenőrizhetők
A precíziós lemezmetalldarabok gyártására specializálódott gyár prototípus-gyártási szolgáltatásának kulcselőnye – ellentétben egy általános célú műhellyel – a gyártási folyamatok összhangja. A lézeres vágás, a CNC-puncsolás, a hajtás és a hegesztés olyan technikák, amelyek megegyeznek a sorozatgyártásban alkalmazott eljárásokkal. Ez azt jelenti, hogy a prototípus pontosan tükrözi a végső alkatrész jellemzőit, így valósághű teljesítményvizsgálatok végezhetők.
A gyors prototípus-készítési képességek forradalmasították a fejlesztési időkereteket. A modern gyártási módszerek néhány nap alatt, nem pedig hetek alatt tudnak prototípus lemezalkatrészeket előállítani. Ez a gyorsítás lehetővé teszi több tervezési iteráció végrehajtását ugyanabban az időkeretben, amelyet a hagyományos megközelítések egyetlen prototípus elkészítésére igényeltek.
A szerződéses gyártási kapcsolatok gyakran a prototípus-készítési fázisban kezdődnek. Ha korán, a termékbevezetésre (NPI) specializálódott lemezgyártóval állítanak munkakapcsolatot, akkor hozzáférhetnek a mérnöki szakértelmükhöz, amely formálja a tervezést a gyártás sikeres megvalósítása érdekében. Ezek a partnerek különböző fejlettségi szintű fogalmakon is dolgozhatnak – a szalvétára firkált vázlatoktól kezdve a teljesen kidolgozott 3D modellekig – és olyan iránymutatást nyújtanak, amely későbbi, költséges módosításokat megelőz.
Támogatás a gyártásra optimalizált tervezéshez és mérnöki együttműködés
Ez valami, ami megkülönbözteti a jó lemezgyártási partnereket a kiválóktól: a gyártásra optimalizált tervezés (DFM) támogatása. A DFM nem csupán arról szól, hogy olcsóbbá tegye a gyártást – hanem arról is, hogy javítsa a termékek minőségét, miközben csökkenti a költségeket és a kockázatokat.
A Advantage Metal Products gyártási szakértői szerint a lemezmetalldarabok tervezésének gyártási szempontból történő optimalizálása (DFM) egy stratégiai megközelítés, amely összehangolja a darab tervezését a gyártási folyamat finom részleteivel. Ez az optimalizálás csökkenti a gyártási költségeket, növeli a hatékonyságot és javítja a végső termék minőségét – mindezt a tervezési szándék sérelme nélkül.
Milyen formát ölt a jelentős DFM-együttműködés? Vegyük figyelembe ezeket a kritikus tényezőket, amelyeket a tapasztalt lemezfeldolgozók értékelnek:
- Hajlítási rádiusz optimalizálása: A anyagvastagság és a hajlási sugár kiegyensúlyozása megelőzi a repedéseket és a deformációkat, miközben egyszerűsíti a szerszámozást
- Furat elhelyezési stratégia: A furatok elhelyezése a hajlatokhoz és élekhez viszonyítva megőrzi a szerkezeti integritást és a gyártási hatékonyságot
- Tűréshatár-értékek racionalizálása: Realisztikus tűréshatárok meghatározása, amelyek biztosítják a pontosságot anélkül, hogy túlterveznénk a rendszert
- Sarki sugár szempontjai: A lekerekített sarkok csökkentik a feszültségkoncentrációt és javítják a biztonságot
- Anyagválasztási útmutatás: Az anyagjellemzők összhangjának biztosítása a tervezési követelményekkel és a feldolgozási sajátosságokkal
A digitális eszközök fokozzák a DFM hatékonyságát. A 3D CAD modellezés segít a megjelenítésben, lehetővé téve a csapatok számára, hogy az első fémmegmunkálás előtt azonosítsák a lehetséges problémákat. A szimulációs és prototípus-készítő szoftverek előre jelezhetik a kihívásokat, így a tervezők már előzetesen optimalizálhatnak. A együttműködési platformok lehetővé teszik a mérnöki csapatok és a gyártási szakemberek közötti valós idejű információcserét.
Pontos lemezmetallos burkolatgyártási projekteknél a DFM gyakran olyan lehetőségeket derít fel, amelyeket a tervezők kezdetben nem vettek észre. Például több alkatrész egyetlen, formázott alkatrésszé való összevonása csökkentheti a szerelési munkaerő-igényt. Vagy talán egy hajlítási sorrend módosítása kiküszöböli az eszközök közötti ütközést. Ezek a felismerések akkor jelennek meg, amikor a gyártási folyamatok mély ismeretével rendelkező lemezmetallos szakemberek átnézik a terveket a gyártásba való bekapcsolódás előtt.
A pródátumgyártási fázis – amelyet gyakran „utolsó próbajátéknak” is neveznek – azt igazolja, hogy a DFM-ajánlások valóban működnek a gyakorlatban. Az új termékbevezetési (NPI) szakértők szerint ez a szakasz az utolsó lehetőség a tervezési módosításokra a gyártásba helyezés előtt. A minőségirányítási rendszerek aktiválódnak, a szabályozási követelmények ellenőrzésre kerülnek, és az egész gyártási folyamat termelési körülmények között fut le.
Miután sikeresen átment a prototípusozáson és a pródátumgyártáson, a gyártásba helyezés rögzíti a tervezést. A rajzok hivatalosan kiadásra kerülnek, a konfiguráció-kezelés bevezetésre kerül, és minden további egységnek meg kell egyeznie a validált specifikációkkal. Ez a szigorú eljárás biztosítja, hogy az 1000-es darabszámú alkatrész azonosan működjön az 1-es darabszámú alkatrésszel.
A pontossági követelmények és a termékfejlesztés közötti kapcsolat egyértelművé válik: a megfelelő NPI-folyamatokba és képes gyártási partnerekbe történő befektetés drámaian csökkenti a gyártási kockázatokat. A PEKO által idézett Forbes-kutatás szerint a megkérdezettek 73%-a úgy véli, hogy a kockázatok és lehetőségek nyomon követése a fejlesztés és az NPI folyamat során elengedhetetlen a piacra dobási és nyereségcélok eléréséhez.
Akár orvosi eszközök, akár elektronikai házak vagy ipari berendezések számára fejlesztett egyedi, precíziós lemezmetalldarabokat gyárt, a fogalmazástól a gyártásig vezető út hasonló mintákat követ. Olyan gyártási partnerek kiválasztása, akik valóban rendelkeznek NPI-szakértelemmel – nem csupán gyártási képességgel – felgyorsítja a fejlesztési ütemtervet, miközben csökkenti azokat a költséges meglepetéseket, amelyek akadályozzák a termékpiacra dobását. 
Belföldi és globális beszerzés precíziós projektekhez
Meghatározta a pontossági követelményeit, értékelte a gyártókat, és tisztában van az anyagválasztással kapcsolatos szempontokkal. Most egy stratégiai kérdés merül fel, amely egyre inkább formálja a gyártási döntéseket: belföldi vagy külföldi beszerzést válasszon? Ez a döntés messze többet befolyásol, mint csupán az egységár – hatással van a szállítási időkre, a kommunikációra, a minőségellenőrzésre, és végül a projekt sikeres lezárására.
A belföldi és külföldi beszerzés közötti vita nem arról szól, hogy kinek adjunk győzelmet. Inkább arról, hogy megértsük a kompromisszumokat, és a beszerzési stratégiát pontosan illesszük a konkrét projekt igényeihez. Nézzük meg részletesen, mi is a lényeg, amikor precíziós lemezmetallogyártó gyártókat értékelünk különböző régiókban.
| Tényező | Belföldi (USA) | Külföldi (Kína) |
|---|---|---|
| Előzetes idő | 2–4 hét tipikus; gyorsított szállítás könnyen elérhető | 4–8 hét, beleértve a szállítást; kikötői késések lehetségesek |
| Kommunikáció | Ugyanabban az időzónában; nincsenek nyelvi akadályok | 12 óránál több időeltolódás; lehetséges nyelvi nehézségek |
| Minőségellenőrzés | Könnyű gyárlátogatás; közvetlen ellenőrzési lehetőség | Harmadik fél általi ellenőrzést vagy utazást igényel |
| Egységköltség | Magasabb munkaerő-költségek (25 USD+/óra) | Alacsonyabb munkadíjak (5–7 USD/óra) |
| Teljes Költség | Előrejelezhető; kevesebb rejtett költség | A szállítás, vámok és illetékek 15–30%-kal növelhetik a költséget |
| Rugalmasság | Gyors tervezési módosítások; gyors alkalmazkodás | A módosítások hosszabb bevezetési ciklust igényelnek |
| TANÚSÍTVÁNYOK | ITAR-kompatibilitás azonnal elérhető; ismert szabványok | ISO/IATF-szabványok elérhetők; egyes tanúsítások ellenőrzése nehezebb |
Ezeknek a kompromisszumoknak a megértése segít megbízható döntéseket hozni, nem pedig feltételezésekre alapozott választást tenni bármelyik beszerzési módszerrel kapcsolatban.
A belföldi gyártás előnyei
Amikor egy amerikai precision lemezmetallos gyártótól (USA) szerzi be a termékeket, a sebesség és az egyszerűség társai lesznek. A Mead Metals hazai beszerzési szakértőinek értékelése szerint , rövidebb szállítási idők és csökkentett szállítási kockázatok segítenek a projektek nyomon követésében, váratlan megállások nélkül vámügyi, kiköti vagy globális logisztikai zavarok miatt.
A kommunikációs előnyt nehéz túlbecsülni. Ugyanabban az időzónában dolgozni kiküszöböli a frusztráló, 12 órás e-mail ciklusokat. Amikor problémák merülnek fel – és ez mindig így van – egy telefonhívás és a problémák gyors megoldása megakadályozza, hogy apró kérdések komoly visszaesésekké váljanak. Pontos lemezalakítási munkák esetén, amelyek szoros koordinációt igényelnek a mérnöki csapatok között, ez a reagálóképesség különösen értékes.
A minőségellenőrzés lényegesen egyszerűbbé válik hazai partnerekkel. Meglátogathatja a gyártóüzemeket, figyelheti a folyamatokat, és kapcsolatot építhet ki azokkal, akik gyártják alkatrészeit. Ez a közvetlen hozzáférés lehetővé teszi:
- Gyártóüzem-ellenőrzések: A berendezések képességeinek és a minőségirányítási rendszereknek a személyes ellenőrzése
- Folyamatfigyelés: Kritikus műveletek megfigyelése és fejlesztési lehetőségek azonosítása
- Gyors problémamegszüntetés: Címre vonatkozó minőségi problémák azonnali kezelése, ne pedig időzónák áthidalásával
- Kapcsolatépítés: Olyan partnerségek kialakítása, amelyek fokozatosan javítják az eredményeket
A költségátláthatóság szintén előnyt biztosít a belföldi beszerzésnek. Bár az egységárak magasabbnak tűnhetnek, a külföldi beszerzés rejtett költségei – például a szállítási díjak, vámok, illetékek és az árfolyam-ingadozások – gyakran alakítják át a látszólagos megtakarításokat váratlan kiadásokká. Ami kezdetben kedvező pontossági lemezfémmegmunkálási árnak tűnt, gyakran teljesen más képet mutat, ha a teljes beérkezési költséget („total landed cost”) vesszük figyelembe.
Az ITAR-szabályozásnak megfelelő, védelmi jellegű projekteknél a belföldi gyártás nem választható, hanem kötelező. Hasonlóképpen, amikor az ipari tulajdonvédelem fontos szempont, a termelés tartása az Egyesült Államok területén csökkenti a kockázatokat.
Globális beszerzési szempontok
Íme a valóság: ha teljesen elutasítjuk a külföldi gyártást, akkor figyelmen kívül hagyjuk a tényleges előnyöket. Kína pontossági lemezfémmegmunkálása drámaian fejlődött, és számos gyártó elérte a nyugati versenytársakhoz képest egyenértékű vagy akár azt meghaladó minőségi szintet. A kulcs a megfelelő partnerek kiválasztásában és az együttműködés megfelelő kezelésében rejlik.
A gyártási elemzők szerint kína költségelőnyei továbbra is jelentősek – a munkaerő-költségek akár 70%-kal alacsonyabbak, mint az Egyesült Államokban, amit a hatalmas gyártólétesítményekből fakadó skálaelőny egészít ki. Az árérzékeny projektek vagy nagy mennyiségű rendelések esetében ezek a gazdasági tényezők vonzó lehetőségeket teremtenek.
Egy kínai precíziós lemezmetallos gyártó üzem gyakran kiemelkedő teljesítményt nyújt a gyors prototípus-gyártásban és a rugalmas testreszabásban. A kínai gyártó kis- és közepes vállalkozások több mint 60%-a egyéni gyártási szolgáltatásokat kínál, amelyek lehetővé teszik a gyors átállást és a tervezési módosításokat – olyan rugalmasságot, amelyet a nagyobb nyugati vállalatok gyakran nem tudnak biztosítani. Ez az ügyesség különösen előnyös a R&D-erőforrásokat igénylő projekteknél, ahol gyakori tervezési változásokra számíthatunk.
Az a minőségi rést, amely valaha is meghatározta a külföldi beszerzést, jelentősen csökkentették. A vezető kínai precíziós lemezmetallos gyártók ma már olyan tanúsítványokkal rendelkeznek, amelyek egyenértékűek a hazai versenytársakéval – például az ISO 9001:2015, az IATF 16949 az autóipari szektor számára, valamint iparspecifikus minőségirányítási rendszerek. A kihívás nem a képesség hiánya, hanem a képességek ellenőrzése és a folyamatos minőségbiztosítás.
Vegye figyelembe a kínai precíziós mérnöki szaktudással rendelkező lemezmetallos gyártási partnereket, akik a hagyományos külföldi aggodalmakat specifikus képességeikkel enyhítik:
- Gyors prototípusgyártási szolgáltatások: az 5 napos határidő lehetővé teszi a tervezés érvényesítését a gyártási megrendelés megerősítése előtt
- Átfogó DFM-támogatás: Mérnöki együttműködés, amely optimalizálja a gyártási sikert szolgáló terveket
- Autóipari minőségi tanúsítás: Az IATF 16949 megfelelőség bizonyítja a folyamatok szigorú szabályozottságát
- Gyors válaszadó kommunikáció: Gyors árajánlat-készítési idők, amelyek minimálisra csökkentik az időzónák közötti nehézségeket
Például: Shaoyi (Ningbo) Metal Technology a cég a kínai precíziós lemezmetalldaraboló gyártók új generációját képviseli – IATF 16949-s tanúsított minőséget, 5 napos gyors prototípus-gyártást és 12 órás árajánlat-készítési időt kínál, amely megoldást nyújt a hagyományos külföldi beszerzéssel kapcsolatos problémákra. Kimerítő DFM-támogatásuk segít az ügyfeleknek optimalizálni terveiket a gyártás megkezdése előtt, csökkentve ezzel az iterációs ciklusok számát, amelyek gyakran meghosszabbítják a külföldi projektek időkereteit.
A legintelligensebb precíziós lemezmetalldaraboló gyártók gyakran hibrid megközelítéseket javasolnak. A stratégiai beszerzési szakértők azt ajánlják, hogy a korai gyártási és prototípus-gyártási szakaszban kihasználjuk Kína rugalmasságát, majd a végleges összeszerelésre, minőségbiztosításra vagy szigorú szabályozási követelményeket támasztó alkalmazásokra használjuk fel a hazai képességeket.
A kockázatcsökkentési stratégiák elengedhetetlenek a külföldi beszerzés sikere érdekében:
- Beszállító minősítése: Alapos tanúsítványok, képességek és referenciák ellenőrzése a kötelezettségvállalás előtt
- Egyértelmű specifikációk: Részletes dokumentáció, amely semmit sem hagy értelmezésre
- Harmadik fél ellenőrzése: Független minőségellenőrzés a szállítás előtt
- Kapcsolatépítés: Rendszeres kommunikáció és időszakos látogatások az egyezés fenntartása érdekében
- Ellátási lánc diverzifikálása: Több megfelelő minőségű beszállító a forrásfüggőség csökkentése érdekében
A belföldi vagy külföldi beszerzés közötti döntés végül a konkrét prioritásaitoktól függ. Az ITAR-követelményeknek megfelelő, gyors iterációt igénylő vagy szigorú ütemterv-vezérlést igénylő projektek gyakran előnyben részesítik a belföldi partnereket. A nagy mennyiségű gyártás, költségérzékeny alkalmazások vagy stabil tervekkel rendelkező projektek előnyöket szerezhetnek a külföldi beszerzésből – különösen akkor, ha tanúsított, precíziós lemezmetallogyártással foglalkozó gyártókkal dolgoznak, akik kimutathatóan konzisztens minőséget nyújtanak.
Akármilyen beszerzési stratégiát választ, az előző szakaszokban megadott értékelési kritériumok továbbra is érvényesek. A tanúsítások, a felszerelések képességei, a minőségirányítási rendszerek és a műszaki támogatás fontossága független a földrajzi helytől. A különbség abban rejlik, hogyan ellenőrzi ezeket a képességeket, és hogyan kezeli a távolságon és időzónákon átívelő folyamatos együttműködéseket.
Miután tisztázta a beszerzési stratégiáját, készen áll arra, hogy konkrét lépéseket tegyen gyártási projektje megvalósítása érdekében. Az utolsó lépés az hatékony megrendelési kérések elkészítése, amelyek egyértelműen közlik igényeit, és lehetővé teszik a gyártók számára, hogy pontos és versenyképes ajánlatokkal válaszoljanak.
A következő lépés gyártási projektje megvalósításához
Gazdag ismeretanyagot szerezett a precíziós lemezmetallos gyártással foglalkozó cégekről – a tűréshatároktól és az alapvető folyamatoktól a minőségirányítási rendszerekig és a beszerzési stratégiákig. Most következik a legfontosabb pillanat: ezeknek a tudásnak a gyakorlatba átültetése. Akár helyi precíziós lemezmetallos gyártókat keres, akár globális szállítókat értékel, egy jól előkészített árajánlat-kérés különbséget tesz a sikeres projektek és a frusztráló élmények között.
Az pontos, versenyképes árajánlatok megszerzése és a végtelen tisztázási körökbe való belesodródás közötti különbség gyakran a felkészültségen múlik. A lemezmetallos gyártás beszerzési szakértői szerint semmit sem lassít jobban az árajánlat-kérési folyamatot, mint az, ha meg kell állni és kérdéseket kell feltenni. Az elején befektetett idő a teljes dokumentáció elkészítésére nagyon jól megtérül a későbbi eredményekben.
Árajánlat-kérés előkészítése optimális eredmények érdekében
Mit kell tartalmaznia az Önnek a közelben vagy külföldi partnereknél található precíziós lemezalakító cégekhez intézett megkeresésének? Az alábbiakban felsoroljuk azokat az alapvető információkat, amelyek lehetővé teszik a lemezalakító cégek számára, hogy gyorsan és pontosan válaszoljanak:
- Teljes tervezési adatok: Naprakész alkatrészrajzok és 3D CAD-modellek (STEP- vagy SolidWorks-fájlok), amelyek tartalmazzák a tűréseket, a kulcsfontosságú jellemzőket és a teljes méretinformációt
- Anyagspecifikációk: Anyagtípus, névleges vastagság, minőségosztály és bármely különleges beszerzési követelmény (DFARS, kizárólag belföldi forrásból)
- Felületkezelés részletei: A használandó porfesték gyártója és termékszámának megadása, vagy legalább az RAL-színkód a színegyeztetéshez
- Csomagolási követelmények: A részek szállítási módja – nyújtófóliával becsomagolva, tömegesen csomagolva vagy egyedi dobozolással a védelem érdekében
- Minőségellenőrzési igények: Első minta ellenőrzése (FAI) vagy PPAP-követelmények az érintett alkatrészekre
- Mennyiség és időkeret: Becsült gyártási mennyiségek és várható határidők
Ha pontos lemezalakítási gyártó szállítóknak ezt a teljes információt megadja, kiküszöböli a kérdések és válaszok ide-oda járását, amely késlelteti az árajánlatok elkészítését, és hibák bekerülését eredményezi. A minőségi lemezalakítási partnerek értékelik a részletes ajánlatkérő leveleket – ez jelezni fogja, hogy komoly ügyfél, aki jól ismeri a folyamatot.
Tervezési fájlok és kommunikációs tippek
A CAD-fájljai és rajzai az alapját képezik a pontos árajánlatoknak. Az iparági irányelvek szerint hiányos dokumentáció esetén az árak ingadozhatnak, illetve késések léphetnek fel, ha a gyártóknak tisztázniuk kell a részleteket. Győződjön meg róla, hogy fájljai tartalmazzák a hajlásvonalakat, a furatok helyzetét, a kritikus méreteket és bármely speciális megjegyzést.
A kommunikációs gyakorlatok ugyanolyan fontosak. Válaszoljon azonnal a gyártók kérdéseire. Legyen nyílt a határidőkre vonatkozó korlátozásairól – ha gyorsan szüksége van az alkatrészekre, említse ezt előre, hogy ők értékelni tudják a kapacitásukat, és valósághű ütemterveket tudjanak javasolni. Ne habozzon kérdéseket feltenni, ha nem biztos abban, hogy milyen részletek szükségesek.
Mit várhatunk el minőségi gyártási partnerektől? A gyorsan reagáló szolgáltatás különbséget tesz a képes vállalatok között. Például Shaoyi (Ningbo) Metal Technology 12 órás árajánlat-készítési időt kínál – ezzel bemutatva azt a fajta gyors reagálóképességet, amely minimálisra csökkenti a projektek késését. Amikor lehetséges partnereket értékel, figyelje meg, milyen gyorsan válaszolnak az első érdeklődésre; ez gyakran előre jelezheti a kommunikációs minőségüket a teljes gyártási folyamat során.
A köteleződés előtt ne keressen kedvezményes, pontossági lemezfémmegmunkálási árajánlatokat anélkül, hogy tisztában lenne a benne foglaltakkal. Ahogy ebben a cikkben végigismertük, a legalacsonyabb ár gyakran rejtett kompromisszumokat takar minőség, dokumentáció vagy szolgáltatás terén. Értékelje a teljes értéket – képességeket, tanúsítványokat, kommunikációt és megbízhatóságot –, ne csak az egységárakat.
Akár repülőgépipari alkatrészek precíziós lemezfémmegmunkálási feladatait vizsgálja, akár fogyasztói elektronikai készülékek burkolatait, a szabályok ugyanazok maradnak: alaposan készüljön fel, egyértelműen kommunikáljon, és olyan gyártókkal dolgozzon együtt, akiknek képességei megfelelnek projektje igényeinek. A jelen dokumentumban szerzett ismeretek segítségével biztosan navigálhat a megmunkálási piac szerteágazó lehetőségei között, és elérheti az alkalmazásának szükséges pontosságú eredményeket.
Gyakran ismételt kérdések a precíziós lemezalkatrészek gyártásáról
1. Mi a precíziós lemezalkatrészek gyártása?
A pontos lemezfémmegmunkálás olyan fémből készült alkatrészek gyártását jelenti, amelyek rendkívül szigorú tűréshatárokkal készülnek, általában ±0,005" és ±0,010" között (±0,13 mm és ±0,25 mm). Ez akár tízszer szigorúbb, mint a szokásos megmunkálási tűréshatárok. A folyamat fejlett berendezéseket igényel, például szálaslézeres gépeket, CNC nyomóhajlítókat szögmérő rendszerekkel, valamint kifinomult minőségellenőrzést, beleértve a koordináta-mérőgépek (CMM) általi vizsgálatot is. Az űrkutatási, orvosi eszközök és elektronikai iparágak olyan alkatrészek gyártására támaszkodnak, amelyeknél a méretbeli pontosság közvetlenül befolyásolja a termék teljesítményét és biztonságát.
2. Hogyan válasszak pontos lemezfémmegmunkáló céget?
Értékelje a lehetséges partnereket hat kulcsfontosságú szempont alapján: ellenőrizze a megfelelő tanúsítványokat (ISO 9001:2015, autóipari alkalmazásra az IATF 16949, légiközlekedési alkalmazásra az AS9100), értékelje a berendezések képességeit és karbantartási programjaikat, vizsgálja meg a minőségirányítási rendszereket, ideértve az első darab ellenőrzési folyamatokat is, tekintse át a szállítási határidők teljesítésének képességét standard és gyorsított megrendeléseknél egyaránt, ellenőrizze a mérnöki és DFM-támogatási szolgáltatásokat, valamint kérjen ügyfélszolgálati referenciákat az Ön iparági területéről. A cél az, hogy egy lemezalakító gyakorlatilag igazolt képességeit összhangba hozza a projekt specifikus követelményeivel, ne pedig pusztán a legalacsonyabb ár alapján válasszon.
3. Milyen tanúsítványokkal kell rendelkeznie a precíziós lemezalakítóknak?
A szükséges tanúsítások az iparágától függenek. Az ISO 9001:2015 a minőségirányítás alapját képezi. A védelmi célú projektekhez az ITAR-regisztráció kötelező. Az AS9100 tanúsítás kötelező a légi- és űrkutatási alkalmazásokhoz, míg az IATF 16949 az autóipari munkákra vonatkozik. Az ISO 13485 a gyógyszeripari eszközök gyártását foglalja magában. Az AWS tanúsítások – például a Certified Welding Fabricator (CWF) – a hegesztési szakértelemre utalnak. Ezek a tanúsítások dokumentált eljárásokat, rendszeres auditokat, kalibrált berendezéseket és teljes nyomon követhetőséget igazolnak – mindezek kulcsfontosságúak a folyamatosan pontos eredmények eléréséhez.
4. Mi a különbség a belföldi és a külföldi precíziós lemezmetallos gyártás között?
A belföldi gyártás rövidebb szállítási időt kínál (2–4 hét helyett 4–8 hét külföldön), azonos időzónában zajló kommunikációt, egyszerűbb minőségellenőrzés céljából történő üzemlátogatásokat és előrejelezhető teljes költségeket. A külföldi beszerzés – különösen Kínából – alacsonyabb munkaerő-költségeket és gyors prototípus-gyártási lehetőséget biztosít testreszabási rugalmassággal. Ugyanakkor a külföldi beszerzés további szállítási költségeket, vámokat (potenciálisan 15–30%) von maga után, és harmadik fél általi ellenőrzést igényel. A vezető külföldi gyártók ma már olyan tanúsítványokkal rendelkeznek, mint az IATF 16949, egyesek pedig 5 napos prototípus-gyártást és 12 órás árajánlat-készítést is kínálnak a hagyományos aggályok enyhítése érdekében.
5. Mely anyagok a legmegfelelőbbek a precíziós lemezfeldolgozáshoz?
Az anyagválasztás az Ön alkalmazási követelményeitől függ. A rozsdamentes acél (304/316) kiváló méretstabilitást és korrózióállóságot biztosít, ezért ideális orvosi és élelmiszer-feldolgozó berendezésekhez. Az alumínium (5052/6061) könnyűsúlyú, pontos megmunkálást tesz lehetővé az elektronikai és űrkutatási iparágban, de magasabb a rugalmas visszatérési hajlama, így kompenzációra van szükség. A szénacél előrejelezhető viselkedést mutat alacsonyabb költséggel gépészeti alkalmazásokhoz. Speciális anyagok, például a titán kiváló szilárdság-tömeg arányt nyújtanak az űrkutatási és orvosi implantátumokhoz, de gyártásukhoz speciális szakértelem szükséges, és általában 3–5-ször drágábbak, mint a rozsdamentes acél megmunkálása.