 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Sajtolt hűtőrács-tartók: Gyártási specifikációk és restaurálási titkok
TL;DR
A rácsosztók sajtolása két különböző kategóriára oszlik: az ipari gyártási folyamat, amelynek során vastag falú fémet alakítanak ki nagy teherbírású sajtók segítségével járművázakhoz, valamint ezeknek az alkatrészeknek az autók restaurálásához vagy teljesítményfokozáshoz való kiválasztása. A gyártóiparban ezt a folyamatot nagy teherbírású sajtók (gyakran 600–800 tonnás) alkalmazásával hajtják végre, olyan anyagokból, mint 0,250 hüvelyk vastag alumínium vagy acél, pontossági tűréshatár akár +/- 0,010 hüvelykig. Autórajongók számára a választás az oem-stílusú acélsajtolású alátétek között mozog, amelyek gyári merevséget és hitelességet kínálnak, illetve az utángyártott csőből készült változatok között, amelyeket versenyalkalmazásokban való tömegcsökkentésre terveztek. Akár Class 8-as teherautó összeszerelését tervezi, akár egy klasszikus Mustangot restaurál, fontos, hogy megértsük a sajtolási mechanikát és a dátumkód-azonosítást, hogy biztosítsuk a szerkezeti integritást és a jármű értékét.
A gyártás mechanikája: Hogyan készülnek a hűtőrács-tartók kihajtogatásával
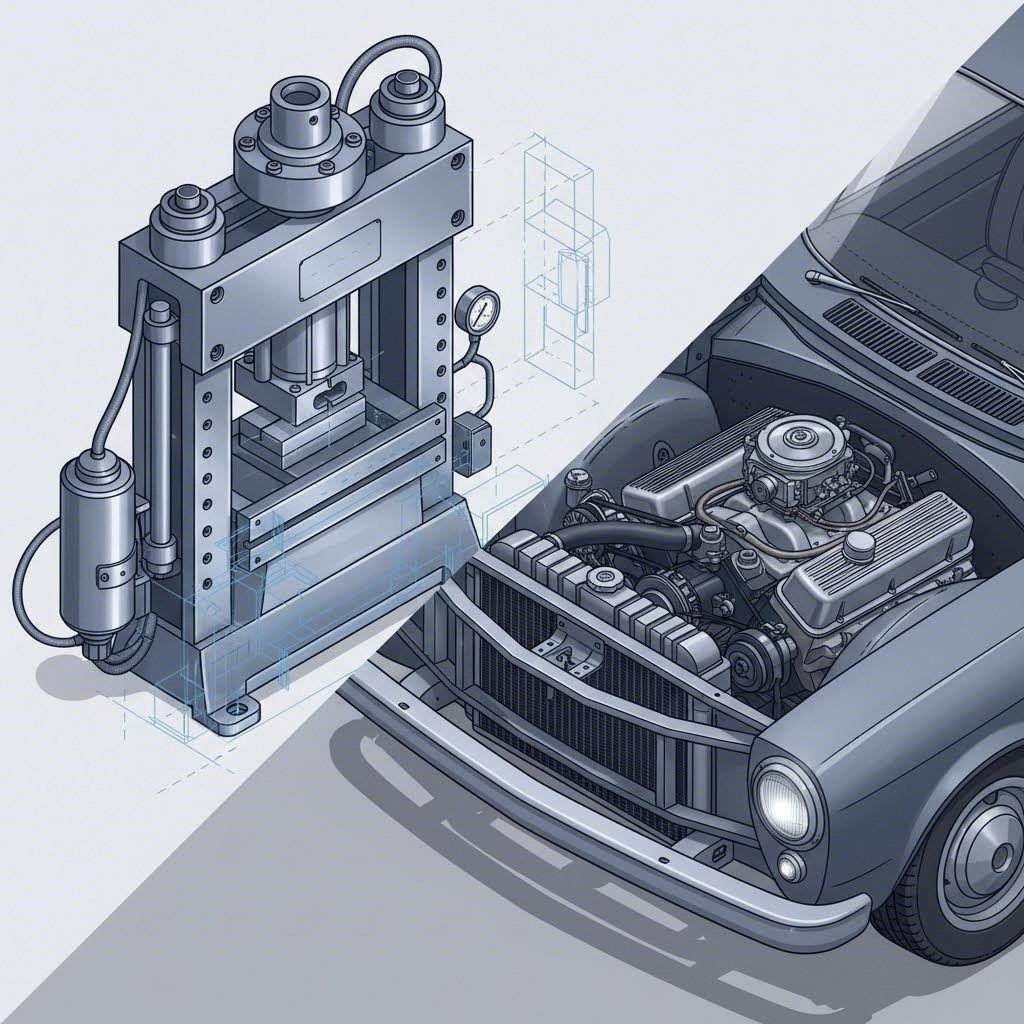
Egy hűtőmag-tartó gyártása nehézipari mérnöki teljesítmény. Ezek a tartók nem egyszerű karosszérialemezek, hanem szerkezeti alkatrészek, amelyeknek el kell viselniük a hűtő, a kondenzátor és gyakran az egész első végződés súlyát, miközben merev illeszkedést biztosítanak a motorháztetőhöz és a keréktárcsákhoz. A folyamat az anyag kiválasztásával kezdődik, általában nagy szilárdságú acélt vagy vastagabb alumíniumot használnak. Például nehézüzemű alkalmazásoknál, mint a 8-as osztályú teherautók esetében, a gyártók akár 6,35 mm-es vastag alumíniumot is használhatnak, hogy kiegyensúlyozzák a szilárdságot a súllyal.
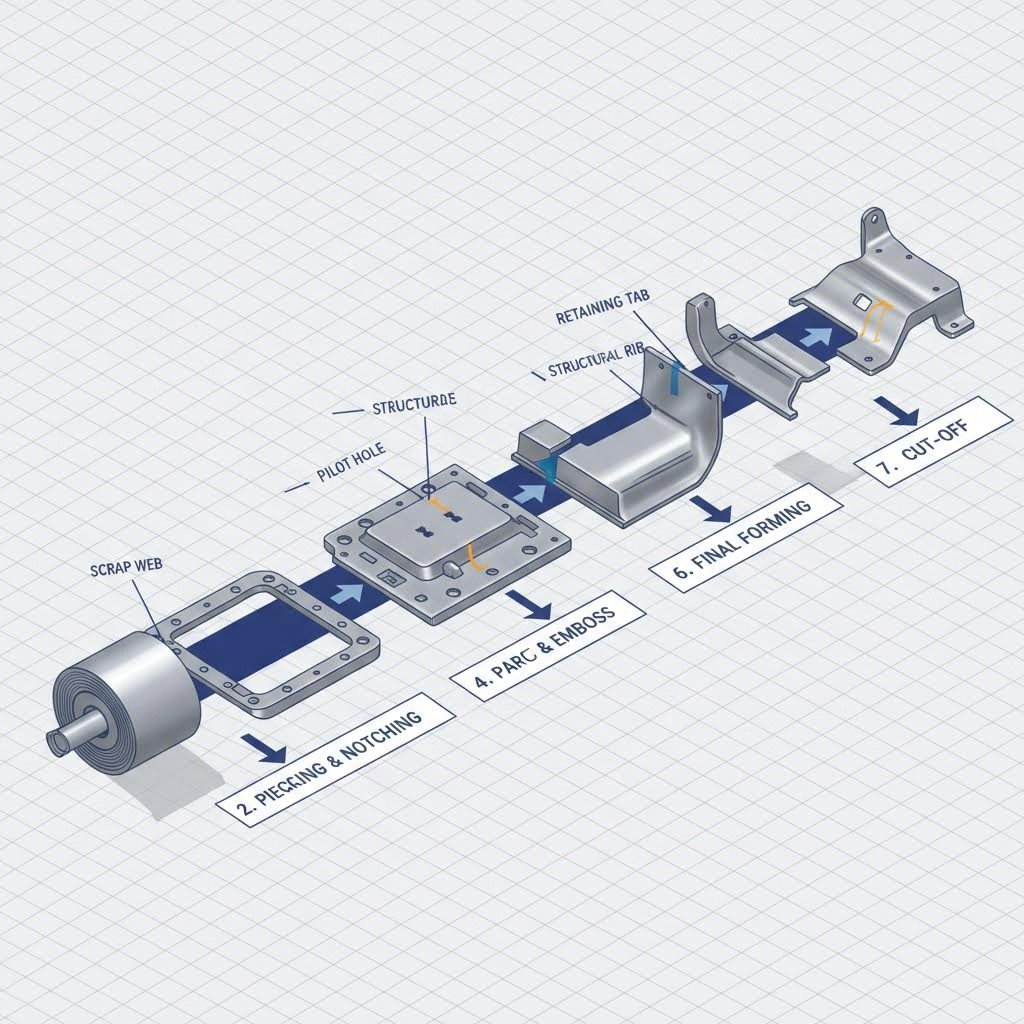
Ezeknek a kiváló minőségű anyagoknak az előállításához a gyártók hatalmas hidraulikus vagy mechanikus sajtokat használnak. Az iparszakértők, például az Aranda Tooling adatai szerint 800 tonnás sajtokat alkalmaznak a hűtőrács-keret összeépítésének kialakításához. A folyamat gyakran progresszív többműveletes kihajtást foglal magában, amely során egy folyamatos fémszalagot vezetnek át több állomáson. Minden állomás meghatározott vágást, hajlítást vagy lyukasztást végez, fokozatosan alakítva a lapos lemezt összetett, háromdimenziós keretté. Ez a módszer biztosítja a magas ismételhetőséget és hatékonyságot, évente akár 15 000 egységnél is nagyobb mennyiség előállítására képes.
A pontosság elengedhetetlen ebben a szektorban. Egy hűtőrács-tartó nem csupán egy konzol; ez az egész jármű elejének alapvető referenciapontja. A vezető gyártók szigorú minőségellenőrzési szabványokat tartanak be, és +/- 0,010 hüvelyknyi tűréshatárokat garantálnak. Ezt a pontossági szintet fejlett szerszámozással és másodlagos műveletekkel, például robotizált hegesztéssel érik el, amelyek több kihajtogatott alkatrészt egyesítenek egyetlen, koherens egységgé. Olyan autóipari szereplők számára, akik áthidalják a gyors prototípusgyártás és a nagy sorozatgyártás közötti rést, Shaoyi Metal Technology iATF 16949 tanúsítvánnyal rendelkező precíziós megoldásokat kínál. Akár 600 tonnás sajtképességig – összehasonlítható a fő iparági szabványokkal – szállítanak kritikus szerkezeti alkatrészeket, mint például futómű-karokat és alvázmodulokat, miközben betartják a globális OEM-specifikációkat.
A Regal Metal Productshoz hasonló vállalatok nagy méretű alvázakat (akár 60” x 168”) is használnak, hogy megfeleljenek az autók lényeges hűtőrács-tartóinak nagyméretű alapterületének. Ezek a képességek lehetővé teszik egyszeri kihajtású sajtolások vagy összetett szerelvények gyártását, amelyek integrált rögzítési pontokat tartalmaznak a felfüggesztéshez és a hűtőrendszerekhez, biztosítva ezzel, hogy az alkatrész megfeleljen a modern gépjárműgyártósorok szigorú követelményeinek.
Sajtolt acél vs. csöves tartók: Teljesítmény-összehasonlítás
Az autórajongók számára a „sajtolt hűtőtartó” kifejezés gyakran egy döntési pontot jelent: maradjunk a gyári sajtolt acélalkatrésznél, vagy térjünk át egy csöves alternatívára? Ez a választás alapvetően megváltoztatja a jármű jellegét, hatással van mindenre, a tömegeloszlástól a hűtési hatékonyságig.
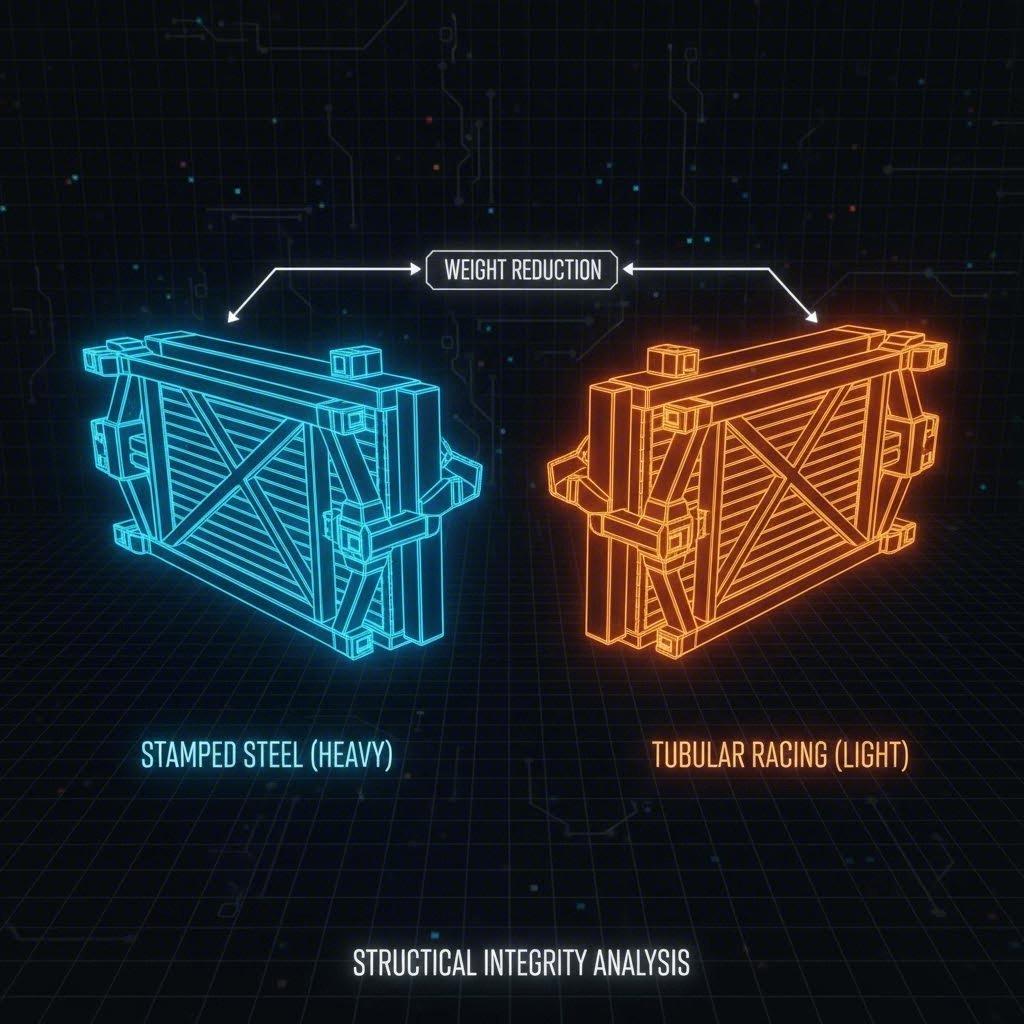
Gyári sajtolt acél tartók a restaurálás és az utcára szánt autók szabványos alkatrészei. A fent leírt nehéz sajtolási eljárással gyártott alkatrészek hajlítódnak és energiát nyelnek el ütközés során, így védve a vázat. Gyári pontos illeszkedést biztosítanak, előfúrt lyukakkal rendelkeznek a kábelkötegek számára, valamint rögzítési pontokkal a gyári kiegészítőkhöz, mint például a szélvédőmosó tartályokhoz és a dudákhoz. Ugyanakkor nehéz szerkezetűek, és korlátozhatják a hűtőhöz vezető levegőáramlást a tömör, masszív felépítésük miatt.
Csöves és króm-molibdén acélból készült tartók , például a Rhodes Custom Auto termékei, a drag versenyek és pályafutamok elsődleges választása. Könnyűsúlyú csövekből (gyakran 4130 Chromoly) készülnek, jelentős súlyt spórolva meg – gyakran 10-20 fontot a jármű orra területén, ahol ez a legfontosabb. Nyitott kialakításuk maximális hűtőbordákhoz vezető légáramlást biztosít, ami kritikus előny a nagy teljesítményű motorok számára. Az ára az alacsonyabb merevség napi használat során, valamint a gyári kiegészítők rögzítésére szolgáló pontok hiánya, így kevésbé ideálisak egy teljes felszereltségű utcai járműhöz.
| Funkció | GYÁRI sajtoltra acél | Tuning csonkolt / Chromoly |
|---|---|---|
| Fő használat | Felújítás, napi közlekedés, ütközésjavítás | Drag verseny, pályanap, profi túravezetés |
| Anyag | Sajtolt lemezacél (acél/alumínium) | Hegesztett cső (lágy acél vagy Chromoly) |
| Súly | Nagy súlyú (szabványos gyári súly) | Könnyű (10-20 font megtakarítás) |
| Légiforgalom | Korlátozott (tömör panelek akadályozzák a levegőáramlást) | Maximum (nyitott kialakítás) |
| Illeszkedés | Közvetlen rögzítés gyári kiegészítőkkel | A kiegészítőkhöz módosítás szükséges lehet |
Restaurálás és autentikusság: A hűtőtartó tokmány dátum bélyegeinek értelmezése
A klasszikus autók restaurálásának világában, különösen a Mustangok, Chevelles és Camarok esetében, a tokmányba ütött hűtőtartó dátum bélyeg a hitelesség igazolásának kulcsa. Az autentikusságot vizsgáló bírók és komoly gyűjtők pontos dátumbélyegeket és gyártói kódokat keresnek annak megállapításához, hogy az autó eredeti lemezfémtartozékai megmaradtak-e, vagy javítás során katalógusból származó alkatrészek kerültek beépítésre.
A klasszikus Ford Mustanghoz hasonló járműveken a dátumjelölés hírhedten nehezen megtalálható, ugyanakkor elengedhetetlen a versenybíráskodáshoz. Az érdeklődők a Concours Mustang Forumon megjegyzik, hogy ezek a jelölések gyakran az akkutartó alatt vagy a keresztrúd mögött találhatók. Egy tipikus gyártósori bélyegző dátumkódot tartalmaz (például: „4/14/64”), ami egyezik a jármű gyártási dátumával. Az eltérések ezen a ponton figyelmeztető jelzések. Egy „A 62” vagy hasonló nem dátumszerű formátumú bélyegző gyakran azt jelzi, hogy a Szervizcseréként beszerelt alkatrész —egy olyan alkatrészről van szó, amelyet egy márkakereskedő vagy karosszériajavító szerelt be baleset után, nem pedig a gyári szerelősoron.
Ezeket a bélyegeket éles szemmel kell dekódolni. Chevrolet restaurációk esetén a dátumkódok általában a motorháztetel zárja közelében található felső lemezen vagy a tartónak a motor felöli oldalán jelennek meg. A formátum általában Hónap/Hét/Nap szerinti szerkezetet követ. A karakterekön túl, a rögzítési módszer is jellemző. A gyári tartók általában nagy áramerősségű ipari ellenállásos hegesztéssel lettek pont hegesztve, így kis, pontos bemélyedéseket hagytak. A csere tartók gyakran dugóhegesztéssel (MIG hegesztés fúrt lyukakon keresztül) vannak rögzítve, ami egyértelmű vizuális jelzése annak, hogy az adott jármű „bélyegzett radiátortartó” története ütközési javításon keresztülment.
Felszerelési és igazítási kihívások
A sablonos hűtőrács-tartó cseréje nem egyszerű csavarozási művelet; ez egy szerkezeti beavatkozás, amely meghatározza az egész első rész helyzetét. Mivel a tartó összeköti a bal és jobb belső sárvédőket, ez határozza meg a motorhelyiség derékszögűségét. Gyakori probléma az utángyártott sablonos pótalkatrészeknél az enyhe méreteltérés. Már néhány milliméteres eltérés is rossz motorháztető-hézagokhoz vagy sárvédő elállítódáshoz vezethet.
A sikeres beszerelés a felkészüléssel kezdődik. A legtöbb pótalkatrész sablonos tartó fekete EDP (Elektrodeponált Alapfesték) bevonattal érkezik. Bár ez megakadályozza a rozsdásodást a szállítás során, a hegesztési pontokon le kell csiszolni vagy le kell távolítani, hogy biztosítsa a megfelelő tapadást. A tapasztalt restaurálók azt javasolják, hogy az új tartó végleges hegesztése előtt "szárazon illesszék" fel az egész elejét – sárvédőket, motorháztetőt és rácsot –, hogy korrekciókat végezhessenek a rögzítőfuratokon vagy betéteket helyezhessenek be.
Aki egy veterán járművet javít, annak jogi és értékbeli szempontból is fontos megőrizni az eredeti VIN-címkét (bizonyos modelleknél gyakran a hűtőtartóban található). Ha a tartó rozsdásodott, de a címkézett terület sértetlen, néhány restaurátor az eredeti címkézett részt inkább átviszi az új tartóba, bár ehhez szakértői fémmegmunkáló készség szükséges, hogy ne legyen észrevehető.
GYIK
1. Vajon vezethető-e hűtőtartó nélkül?
Nem, rendkívül veszélyes és mechanikailag kockázatos a hűtőtartó nélküli vezetés. Ez az alkatrész többet tesz annál, mint hogy csak a hűtőt tartja; szerkezeti merevséget biztosít a jármű elülső részének, összekötve a vázcsöveket és a belső motorháztető-karokat. Enélkül az első rész jelentősen meghajolhat, ami karosszérialemezek torzulásához és a motorháztető zárjának meghibásodásához vezethet. Emellett a hűtőnek nem lenne biztonságos rögzítése, így rázkódna, károsíthatná a hűtőcsöveket, és végül súlyos túlmelegedéshez vagy motorhibához vezethetne.
2. Milyen forrasztót használnak a hűtők radiátorok javításához?
Réz vagy réz-radiátorok javításakor, amelyek gyakran előfordulnak a régebbi, sajtolt tartókkal ellátott járművekben, az ólom-cín forrasztók a szabványosak. Gyakori összetételek például a 40/60 (40% ón, 60% ólom) vagy a 30/70. Azonban pontosság kulcsfontosságú; ahogy a szakmai megbeszélések kiemelik, a túlzott hő vagy nem megfelelő anyag gyengítheti a magot. A modern alumínium radiátorok műanyag tartályokkal, amelyek újabb sajtolt tartókkal párosulnak, általában nem forraszthatók, és magcserére vagy ideiglenes javításra szilikonos javítókötéseket igényelnek.