 Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —
Kis szeletek, magas szabványok. Gyors prototípuskészítési szolgáltatásunk gyorsabbá és egyszerűbbé teszi az ellenőrzést —

Sajtolt szélvédőtörlő karok: Mérnöki és azonosítási útmutató
TL;DR
Az autóalkatrészek kontextusában ablaktörlőkarok sajtálása két külön fogalmat takar: a fém szerkezet kialakításához használt nagy sebességű progresszív nyomtatás gyártási folyamatot, valamint a karra nyomott azonosító kódokat az alkatrész-ellenőrzéshez. A modern gyártás nagyrészt áttért az öntésről a sajtálásra, így akár percenként 60 darab termék is előállítható, jobb pontossággal.
A járműtulajdonosok és felújítók számára ezek a beütött jelölések (például Trico gyártói logó vagy irányjelzések, mint 55L/55R) elengedhetetlenek az eredeti alkatrészek azonosításához és a megfelelő illeszkedés biztosításához. Akár tömeggyártáshoz keresünk beszállítót, akár egy régi típusú alkatrész számát próbáljuk dekódolni, az alapja a sajtálási folyamat megértése.
A gyártási folyamat: Progresszív sablonos tüntés
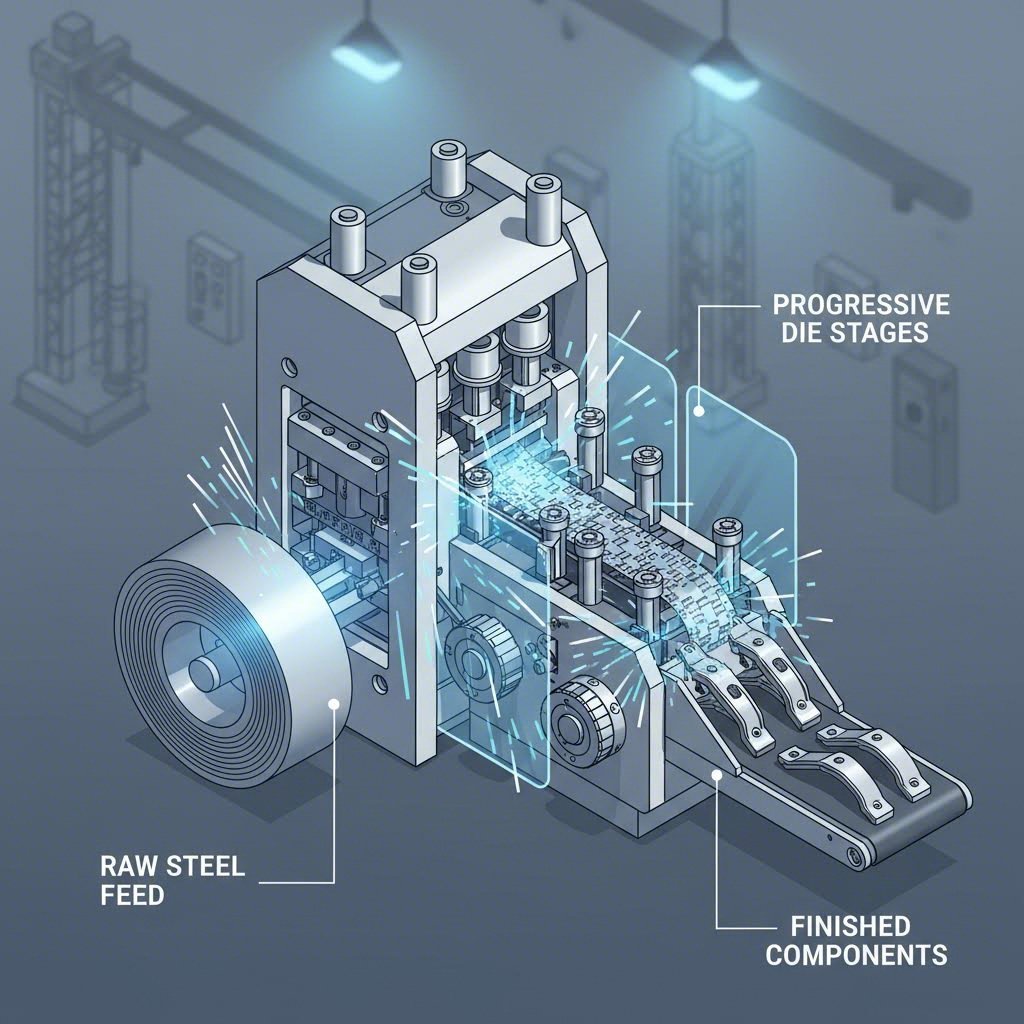
A szélvédőtörlő karok gyártása jelentősen fejlődött, hogy kielégítse az autóipar igényeit. Hagyományosan sok törlőalkatrészt fémöntéssel állítottak elő. Azonban a modern mérnöki megközelítés inkább a progresszív nyomtatás -t részesíti előnyben, amely egy folyamatos sorozatban alakítja át a lapos fémszalagokat összetett, tartós formákká.
Ez az áttérés jelentős hatékonyságnövekedést eredményez. A szakmai tanulmányok szerint, például a Penne által készítettek is mutatják, a progresszív késtömbös sajtolásra való átállással a gyártók akár percenként 60 törlőkart is elő tudnak állítani. Ellentétben az öntéssel, amelynél gyakran szükséges másodlagos megmunkálás a fölösleges anyag eltávolításához vagy a durva élek simításához, a sajtolt alkatrészek lényegében kész állapotban kerülnek ki a sajtolóból. A folyamat során galvanizált acél- vagy alumíniumszalagokat vezetnek be egy sajtolóba, ahol egymást követő késtömbök vágják, hajlítják és alakítják meg a fémtartókat és csatornákat mikronos pontossággal.
Az olyan gépkocsi-gyártóknak, akik ilyen magas termelési kapacitást és pontosságot igényelnek, elengedhetetlen, hogy egy erős képességekkel rendelkező partnert válasszanak. A Shaoyi Metal Technology komplex bélyegzési megoldásai hidat épít a gyors prototípusgyártás és a nagyüzemi termelés között, kihasználva az IATF 16949 tanúsítvánnyal rendelkező precíziós technológiát és akár 600 tonnás sajtolóképességet, hogy kritikus alkatrészeket szállítson, melyek megfelelnek a szigorú globális szabványoknak. A nagy nyomóerővel rendelkező sajtók biztosítják, hogy még a nehéz terhelésű ablaktörlőkarokhoz használt vastag acéllemez is megőrizze szerkezeti integritását fémfáradás nélkül.
Ablaktörlőkar bélyegek értelmezése: kódok és azonosítás
Az autórajongók és mechanikusok számára a „bélyegzés” kifejezés gyakran az alfanumerikus kódokra utal, amelyeket a fémből készült karba sajtolnak. Ezek a bélyegek nem csupán díszítőelemek; elsősorban az illeszkedés és az eredetiség azonosítására szolgálnak, különösen a klasszikus autók felújításakor.
A leggyakoribb bélyegzések a gyártót és a felszerelési oldalt jelzik. Például a klasszikus járművek közösségei gyakran hivatkoznak adott kódokra, mint például a "55L" (bal/vezető oldal) és a "55R" (jobb/utas oldal), amelyek az ablaktörlőkar alján találhatók. Ezek azonosítása különösen fontos, mivel a bal és jobb oldali ablaktörlőkaroknak gyakran apró eltérései vannak a szögükben vagy hosszukban, amelyek szabad szemmel felismerhetetlenek, de kritikusak a tisztítási teljesítmény szempontjából.
Továbbá az eredeti felszerelést gyártó (OEM) cégek, mint például a Trico által készített karok gyakran rendelkeznek Trico szabadalmi bélyegzésekkel vagy speciális dátumkódokkal. Ezek a jelölések megkülönböztetik az eredeti OEM alkatrészeket a generikus piaci utángyártott cseredaraboktól, amelyek általában nem rendelkeznek részletes bélyegzéssel, vagy egyszerűsített alkatrészszámokat használnak. Cseredarabok beszerzésekor ellenőrizze, hogy a bélyegzett „kardhegy” vagy „horog” típusú csatlakozó illeszkedik-e járműve specifikációihoz, hogy elkerülje a mechanikai meghibásodást.
Felületkezelés: Festés és korrózióvédelem
A nyers sajttárgyacél nagyon érzékeny a korrózióra, ezért az alakítás után azonnal szigorú felületkezelésre van szükség. Ipari környezetben a lengőkarok általában elektrokoatoláson (E-coat) vagy porfestésen mennek keresztül, hogy tartós, időjárásálló védőréteget kapjanak. Ennek a bevonatnak ellenállónak kell lennie az UV-sugárzásnak, a nedvességnek és az útsóknak kopás vagy hámlás nélkül.
A hobbi jellegű restaurálók számára ennek a bevonatnak a megőrzése gyakori kihívást jelent. Idővel az eredeti festék elhalványodhat vagy lepattogozhat, különösen a sajttárgyal területeken, ami rozsdásodáshoz vezethet. Hatékonyan újrafesteni egy sajttárgyalt törlőkart úgy lehet, hogy eltávolítja a régi festéket anélkül, hogy leradírozná az azonosító kódokat. Használjon finom szemcséjű csiszolópapírt (kb. 400–600-as szemcseméret), hogy megdurvítson a felületen, majd alaposan tisztítsa meg oldószerrel.
Magas minőségű félig matt vagy satén fekete festék felvitele az iparban elfogadott szabvány a gyári kinézet helyreállításához. Kerülje a vastag rétegeket, amelyek eldughatják a sajttárgyalt számokat vagy a rugós mechanizmust. Részletes oktatóanyagok elérhetők olyan platformokon, mint GM-Trucks.com hangsúlyozza az előkészítés fontosságát—ha nem távolítja el a rozsdát a sajtolt hornyokból, akkor néhány hónapon belül megjelennek a buborékok az új festékben.
Sajtolt karok hibaelhárítása és karbantartása
Bár a sajtolt fémkarok robosztusak, nem mentesek mechanikai hibáktól. A leggyakoribb meghibásodási pont a hornyoknál jelentkezik – ezek a sajtolt barázdák a rögzítőnyílás belsejében, amelyek a törlőműhajtás tengelyét fogják. Ha a törlőkart erőltetve helyezik fel, vagy nem megfelelő nyomatékkal szerelik fel, akkor ezek a puha fémhoronyok kilyukadhatnak, aminek következtében a kar elcsúszik, és nem mozgatja a lapátot, még akkor sem, ha a motor forog.
Egy másik probléma a fizikai deformáció. Mivel a sajtolt acélnak „emlékezete” van, egy elhajlott kart néha ki lehet igazítani, de ehhez óvatos manipulálás szükséges. Két csavarkulcs használatával a kar visszacsavarható a megfelelő pozícióba, ezzel megszüntethető a „rángatózás” (amikor a lapát ugrál az üvegen), ám túlzott erő alkalmazása eltörheti a fémkarot, vagy gyengítheti a rugó feszítőerejét. Ha a belső rugó – amely gyakran egy sajtolt nyelvhez rögzül – elveszíti feszítőerejét, a lapát nem fejt ki elegendő nyomást a szélvédőre, így hatástalanná válik, függetlenül attól, hogy mennyire új a gumi rész.
Záró gondolatok a seprűkar-sajtásról
A kétoldalú bélyegzés megértése – mint nagy pontosságú gyártási módszer és egyben fontos azonosító rendszer – hatalmat ad mérnökök és járműtulajdonosok kezébe egyaránt. A gyártók számára az előrehaladó sablonos bélyegzésre való áttérés hatékonysági és konzisztencia-növekedést jelent. A fogyasztók számára pedig az ablaktörlő karokra bélyegzett kódok olvasása döntheti el, hogy sikerül-e tökéletes helyreállítás, vagy frusztráló illesztési problémába ütköznek. Akár egy sorozatgyártást határoz meg, akár egy klasszikust állít helyre, a fémben elhelyezett bélyegek mesélik el a alkatrész eredetének és funkciójának teljes történetét.

Gyakran Ismételt Kérdések
1. Be lehet porfesteni az ablaktörlő karokat?
Igen, a porfestés kiváló választás ablaktörlő karok esetén, mivel vastagabb és tartósabb felületet biztosít, mint a szokványos festék. Különösen ellenálló a lepattanásokkal és UV-károkkal szemben. Fontos azonban figyelembe venni, hogy a bevonat ne akadályozza a forgócsuklót, illetve ne töltse ki a rögzítő hornyokat, mert ez megakadályozhatja, hogy a kar megfelelően illeszkedjen a járműre.
2. Hogyan ismerhetem fel a lengőkarom típusát?
A lengőkar azonosításához keresse a betűszámjegy kódokat a kar alsó részén vagy alapján. A „L” vagy „R” betűvel végződő kódok általában a Bal vagy Jobb oldali elhelyezést jelölik. Ezenkívül vizsgálja meg a csatlakozási pontot, ahol a lapát illeszkedik; gyakori lenyomat típusok a „Hook” (Kampó), „Bayonet” (Bajonett) vagy „Side Pin” (Oldalsó csapszeg). Ezek összevetése az eredeti gyártó (OEM) ábráival a legmegbízhatóbb módszer.
3. Mi a különbség a lenyomat és öntött lengőkarok között?
A lenyomat lengőkarokat lemezfémből nagy tonnás sajtókkal formálják, aminek következtében könnyebb, egyenletesebb alkatrész keletkezik sima felületi minőséggel. Az öntött karokat olvadt fém öntésével állítják elő formába, ami nehezebb, ridegebb alkatrészt eredményezhet, mely több utómunkát igényelhet a varratok és hibák kisimításához.