 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Estampado de titanio para automoción de alto rendemento: Guía de enxeñaría
RESUMO
Estampado de titánio para o rendemento automotriz ofrece unha vantaxe fundamental na enxeñaría moderna de vehículos: lograr unha redución de peso do 40-50 % en comparación co acero mentres se mantén unha resistencia superior ao calor e á corrosión. Para enxeñeiros e responsables de adquisicións, a viabilidade deste proceso depende da selección do grao axeitado —normalmente Grao 2 (CP) para estampado en profundidade ou Grao 9 (Ti-3Al-2.5V) para tubos— e do dominio dos desafíos de fabricación do Grao 5 (Ti-6Al-4V).
Aínda que o titánio permite sistemas de escape máis lixeiros, retentores de válvulas e compoñentes de suspensión máis leves, require técnicas especializadas de estampado para xestionar o alto retroceso elástico e o agarrotamento. A implementación exitosa exixe experiencia en utillaxes, lubricación axeitada e, a miúdo, capacidades de conformado en quente para fornecer pezas precisas que soporten as duras condicións dos entornos de alto rendemento.
A Física do Rendimento: Por Que Estampar Titánio?
Na busca do rendemento automotriz, a masa é o inimigo. O titánio ofrece unha densidade de aproximadamente 4,51 g/cm³, case o 56% da do acero (7,8 g/cm³), sen sacrificar a integridade estrutural. Esta resistencia específica (relación resistencia-peso) fai que sexa imprescindible para reducir o peso do vehículo, o que se traduce directamente nunha mellora da acceleración, das distancias de freado e da eficiencia do combustible.
Máis aló da redución do peso estático, o titánio desempenra un papel fundamental na redución da masa alternativa e non suspendida. En aplicacións do motor, componentes máis lixeiros da tren de válvulas (como os casquillos de válvula estampados) permiten techos de RPM máis altos e unha resposta do acelerador máis rápida. Nos sistemas de suspensión, substituír soportes ou molas de acero por molas de titánio reduce o peso non suspendido, permitindo que a suspensión reaccione máis rapidamente aos cambios da superficie da estrada, mellorando así o agarre e a precisión no manexo.
A estabilidade térmica é outro factor decisivo. Ao contrario do aluminio, que perde resistencia considerable por riba dos 150°C, as aliñas de titan conservan as súas propiedades mecánicas a temperaturas superiores a 400°C. Isto fai que o titan prensado sexa ideal para escudos térmicos e compoñentes de escape que deben soportar ciclos térmicos extremos sen deformarse nin fallar.
Selección do material: adaptación da calidade á xeometría
Non todo o titan é adecuado para todas as operacións de prensado. O éxito dun proxecto depende moitas veces da selección dunha calidade que equilibre os requisitos de rendemento do compoñente coa súa formabilidade.
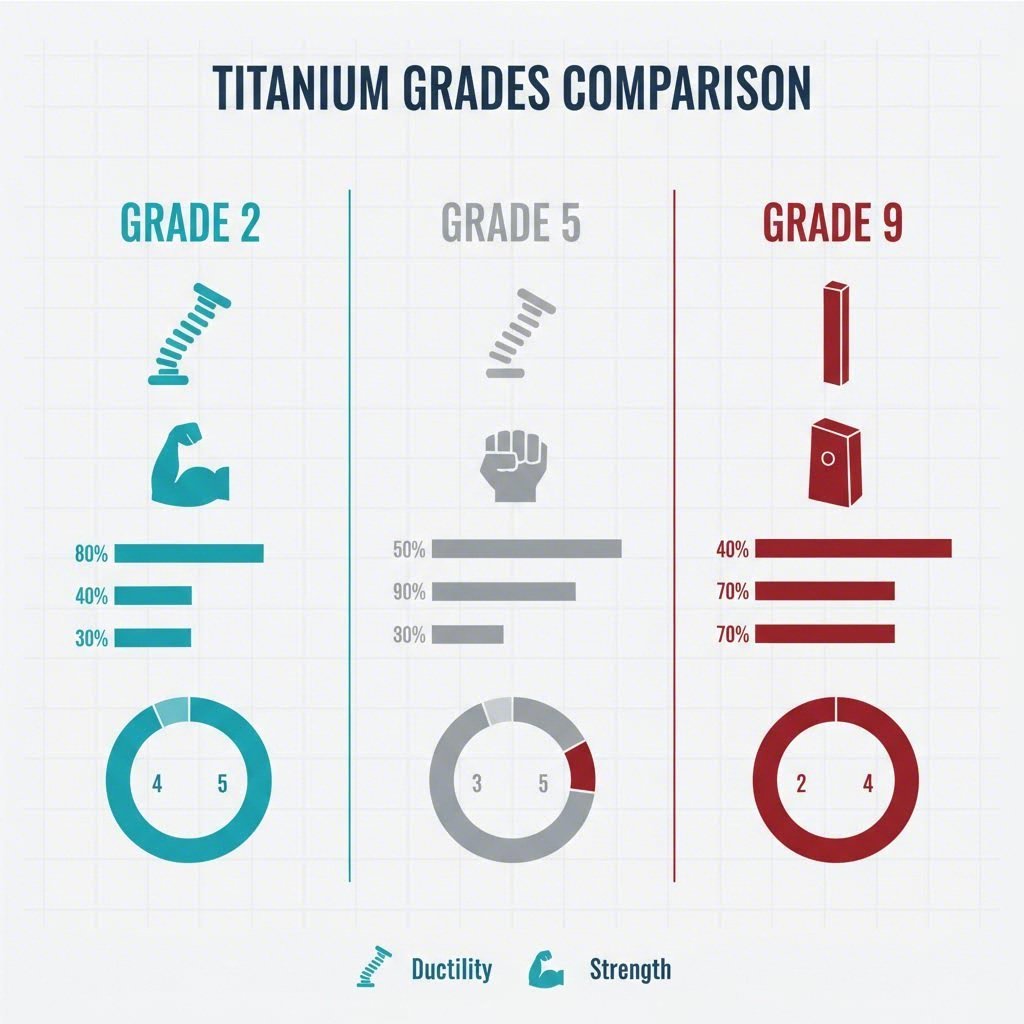
- Grao 1 e 2 (Puro comercialmente): Estes son os "cavalos de batalla" do prensado de titan. O grao 2 ofrece unha combinación equilibrada de resistencia e ductilidade, polo que é a opción preferida para pezas que requiren embutición profunda, como carcacas de silenciadores, escudos térmicos e soportes complexos. Moitas veces pode prensarse en frío con axustes estándar das ferramentas.
- Grao 5 (Ti-6Al-4V): A aleación máis común para aplicacións de alta resistencia, o Grao 5 ofrece unha resistencia á tracción superior pero presenta retos significativos no estampado. A súa baixa ductilidade a temperatura ambiente adoita requirir estampación a calor (formado a temperaturas elevadas) para previr rachaduras. Xeralmente úsase en compoñentes estruturais sometidos a alto esforzo, como elementos de fixación e calzas de biela.
- Grao 9 (Ti-3Al-2.5V): Coñecido frecuentemente como "intermedio", o Grao 9 puentea a brecha entre a formabilidade do Grao 2 e a resistencia do Grao 5. Emprégase extensamente en tubos hidráulicos, conduccións de escape e estampados estruturais lixeiros onde se require maior resistencia á presión que a proporcionada polos graos CP.
- Aleacións Beta (por exemplo, Ti-15-3): Estas aleacións son conformables en frío e tratábeis termicamente, o que as converte en candidatas excelentes para resortes estampados e clips complexos onde se require alta elasticidade.
Retos de Enxeñaría: Retroceso e agarrotamento
Estampar titánio é fundamentalmente diferente de estampar acero ou aluminio debido a dúas características físicas principais: un módulo de elasticidade máis baixo e unha elevada reactividade química.
Xestionar o retroceso
O módulo de Young do titánio é aproximadamente a metade que o do acero. Esta "elasticidade" significa que o material ten unha forte tendencia a volver á súa forma orixinal despois da conformación. Nas operacións de estampado, isto maniféstase como retroceso severo. Os enxeñeiros deben compensar isto deseñando troques con grandes permisos de sobre-dobraxe . Para xeometrías complexas, o dimensionamento en quente (manter a peza no troque a temperatura) é a miúdo necesario para establecer a forma final e aliviar as tensións internas.
Prevención do agarrotamento
O titanio é notorio pola súa tendencia a agarparse ou "gallar" contra o acero para ferramentas. Baixo alta presión, a capa protectora de óxido elimínase, facendo que o metal reactivo se solda a frío co troquel. Para mitigar isto, os fabricantes empregan estratexias avanzadas de lubricación, como o dissulfuro de molibdeno (Moly) ou lubricantes baseados en grafito. Ademais, as ferramentas adoitan recubrirse con carbonitruro de titanio (TiCN) ou carbono tipo diamante (DLC), e nalgúns casos, empréganse incrustacións de troquel de bronce para proporcionar lubricidade natural e previr o desgaste adhesivo.
Aplicacións automotrices clave
As pezas de titanio estampadas atópanse onde a relación custo-rendemento está xustificada. Nos vehículos de alto rendemento e de luxo, estes compoñentes son críticos para acadar os obxectivos de peso.
| Sistema | Componente | Grao común | Beneficio de rendemento |
|---|---|---|---|
| Escape | Carcasas de silenciador, escudos térmicos | Grao 2 (CP) | Resistencia á corrosión, redución de peso do 40 % fronte ao inoxidable |
| Motor | Retenedores de resorte de válvula, axustadores | Grao 5 / Beta | Límite superior de RPM, fricción reducida |
| Chasis | Almofadas de freo, soportes | Grao 2 / 9 | Peso non suspendido reducido, illamento térmico |
| Ferreiras | Arrandelas, clips | Grao 5 | Alta retención da carga de apriete, sen corrosión |
Análise de custos e Estratexia de Aprovisionamento
A realidade económica do estampado en titán implica custos iniciais máis altos. Os prezos dos materiais brancos poden ser de 10 a 20 veces os do acero, e a vida útil das ferramentas é máis curta debido á natureza abrasiva do metal. Non obstante, para aplicacións de rendemento, o valor ao longo do ciclo de vida—medido en aforro de combustible, durabilidade e vantaxe competitiva—xeralmente compensa o gasto inicial.
Ao avaliar proveedores, busque socios que comprendan as particularidades do formado en quente e do recocido en atmosfera controlada. Shaoyi Metal Technology , por exemplo, ofrece capacidades especializadas de estampado automotriz que van desde a prototipaxe rápida ata a produción en gran volume. As súas instalacións certificadas segundo a IATF 16949 están equipadas con prensas de ata 600 toneladas, cubrindo a brecha para os OEM que necesitan compoñentes de titánio de precisión entregados cun estrito cumprimento das normas globais. Verifique os seus servizos de enxeñaría aquí para ver como xestionan retos complexos con materiais.
Verifique sempre a capacidade do fornecedor para realizar operacións secundarias, como recorte e acabado superficial, xa que as rebarbas de titánio poden ser difíciles de eliminar e requiren procesos de desbarbado especializados.
Resumo: É factible o estampado de titánio?
A estampación en titánio xa non está reservada exclusivamente para a industria aerospacial e a Fórmula 1. Coa selección axeitada de graos e o control do proceso, converteuse nunha tecnoloxía viable de produción en masa para aplicacións automotrices de alto rendemento. A clave está en equxelar a desexada resistencia do Grao 5 coas realidades de fabricabilidade no proceso produtivo, o que adoita leva a atopar o punto óptimo con deseños en Grao 9 ou en Grao 2 optimizado. A medida que os fabricantes de automóveis continúan perseguindo obxetivos de alixamento para mellorar o alcance dos EV e o cumprimento das normas de emisións, os componentes estampados en titánio desempeñarán un papel cada vez máis central.
Preguntas frecuentes
por que non se utiliza titánio para todo o corpo do automóbil?
Aínda que o titánio ofrece unha relación resistencia-peso excepcional, o seu alto custo como materia prima e os seus requirimentos complexos de procesamento fán que sexa economicamente inviável para corpos de vehículos de mercado masivo. A fabricación de grandes paneles requiren forzas inmensas de prensa e ferramentas de conformado en quente moi costosas, o que eleva o prezo do vehículo moi por enriba do alcance do consumidor.
2. Cales son as principais desvantaxes do estampado do titanio?
As desvantaxes principais son o retroceso elevado, o que complica o control de tolerancias, e o risco de agarrotamento, o que incrementa o desgaste das ferramentas. Ademais, o titanio ten menor conformabilidade que o acero, o que significa que os estirados profundos requiren a miúdo varias etapas con recocido intermedio para evitar fisuración.
3. Poden soldarse pezas de titanio estampadas?
Si, o titanio é soldable, pero require un entorno estritamente controlado. O oxíxeno é o "inimigo" do titanio quente; absorbe o oxíxeno rapidamente por encima de 400°C, provocando fragilización. Polo tanto, a soldadura debe realizarse nunha atmosfera inerte de argón ou nunha cámara de baleiro para manter a ductilidade e a resistencia do material.