 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Desde a subida do CAD ata a porta: como funciona realmente o servizo CNC en liña

Que significa realmente un servizo CNC en liña para a fabricación moderna
Xa te preguntaches algúns vez como os enxeñeiros transforman un deseño dixital nunha peza metálica de precisión sen ter que visitar nunca un taller mecánico? Iso é exactamente o que posibilita un servizo CNC en liña. Imaxínao como unha ponte dixital que conecta a túa pantalla de ordenador co equipamento avanzado de fabricación en calquera lugar do mundo.
Na súa esencia, un servizo CNC en liña é unha plataforma baseada na nube que che permite subir ficheiros CAD 3D, recibir de inmediato un orzamento e facer fabricar pezas CNC de precisión que se enviarán directamente á túa porta. Sen chamadas telefónicas. Sen esperar días por orzamentos. Sen limitacións xeográficas. Simplemente subes o teu deseño, selecciónas as túas especificacións e a plataforma encárgase de todo, desde a mecanización ata a inspección de calidade.
Desde o ficheiro dixital ata a peza física
A magia prodúcese mediante un fluxo de traballo dixital optimizado cando subes un modelo CAD (normalmente en formato STEP, IGES ou STL), os algoritmos da plataforma analizan instantaneamente a xeometría da túa peza. Calculan o tempo de mecanizado, avalían a súa complexidade e teñen en conta os custos dos materiais. En cuestión de segundos, recibes unha oferta CNC en liña que, tradicionalmente, levaría días obter mediante canles convencionais.
Este proceso de fabricación CNC elimina os correos electrónicos de ida e volta que antes definían as relacións na fabricación. En vez de explicar os teus requisitos a varios fornecedores, a plataforma lé o teu ficheiro de deseño directamente e tradúceo en datos de produción operativos.
A revolución da fabricación en liña
Por que isto é importante? Os fluxos de traballo tradicionais de mecanizado adoitan implicar enviar solicitudes a varias talleres locais, agardar valoracións manuais e negociar condicións. Un servizo de máquinas CNC en liña comprime todo este proceso en minutos, en vez de semanas.
Toda plataforma moderna inclúe estes compoñentes esenciais:
- Motor de cotización instantánea: Sistemas baseados en intelixencia artificial que analizan o seu modelo 3D e xeran prezos precisos en función da xeometría, as tolerancias e os requisitos de produción
- Interface de selección de materiais: Bibliotecas abrangentes que ofrecen metais, plásticos e materiais especiais con especificacións detalladas das súas propiedades
- Opcións de proceso: Elección entre fresado, torneado, maquinado multi-eixe e diversas operacións de acabado adaptadas á súa aplicación
- Panel de seguimento do pedido: Visibilidade en tempo real do estado de produción, dos resultados das inspeccións de calidade e das actualizacións do envío
Como funciona a maquinaria baseada na nube
Imaxine facer un pedido no seu portátil ás 9 da mañá e saber exactamente cando chegarán as súas pezas de precisión, todo sen realizar nin sequera unha chamada telefónica. Esa é a potencia das plataformas de servizo CNC baseadas na nube.
O fluxo de traballo segue unha secuencia lóxica. En primeiro lugar, envía os seus ficheiros de deseño e especifica os requisitos, como o tipo de material, o acabado superficial e os niveis de tolerancia. A continuación, o sistema executa unha análise automatizada de Deseño para Fabricabilidade (DFM), identificando posibles problemas antes de comezar a produción. Isto evita erros costosos e garante que as súas pezas estean optimizadas para un mecanizado eficiente.
Unha vez aprobado, o seu pedido diríxese a socios de fabricación certificados dentro da rede global da plataforma. Estas instalacións operan baixo protocolos de calidade normalizados, garantindo resultados consistentes independentemente da súa localización. Ao longo da produción, os sistemas integrados de control de calidade verifican que cada dimensión cumpra as súas especificacións.
O resultado? Unha conexión perfecta entre o deseño dixital e a produción física que ofrece pezas de CNC de precisión máis rapidamente, con maior transparencia e, con frecuencia, a un custo inferior ao que permiten os métodos tradicionais.
Comprensión do fresado CNC, do torneado CNC e das capacidades multi-eixe
Entón xa subiu o seu ficheiro CAD e recibiu unha cita instantánea. Pero agora a plataforma pídelle que seleccione un proceso de mecanizado. Fresado CNC? Torneado CNC? Mecanizado de 5 eixos? Se estas opcións lle resultan abrumadoras, non está só. A maioría das plataformas en liña enumeran estes procesos sen explicar cal deles se axusta realmente ao seu proxecto.
Esta é a verdade: escoller o proceso axeitado non trata de xerga técnica, senón de adaptar a forma da súa peza ao método que a crea do modo máis eficiente. Analicemos cada opción en termos que pode empregar realmente.
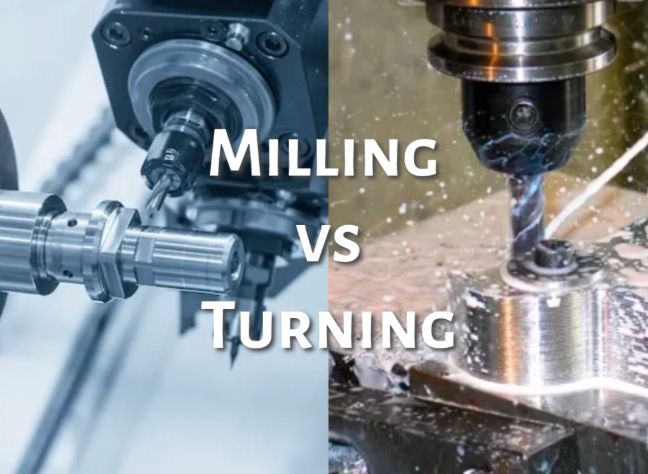
Fresado fronte a torneado explicado de maneira sinxela
A diferenza fundamental entre o fresado CNC e o torneado CNC redúcese a unha soa pregunta: qué xira durante o proceso de corte?
En Torsión CNC , a súa peza xira rapidamente mentres unha ferramenta de corte estacionaria elimina material. Imaxine unha barra redonda xirando nun torno mentres a ferramenta vai eliminando o material sobrante. Este proceso é excelente para crear formas cilíndricas: eixes, pasadores, casquillos e compoñentes roscados. Se a súa peza é principalmente redonda ou simétrica respecto dun eixe central, os servizos de torneado CNC normalmente ofrecen tempos de produción máis rápidos e custos máis baixos.
En Fresado por CNC , ocorre o contrario. A súa peza mantense relativamente fixa mentres unha fresa de múltiples puntos xira e se despraza sobre a súa superficie. Imaxine unha fresa de extremo xirando a alta velocidade, tallando bolsas, ranuras e contornos complexos nun bloque de aluminio. As pezas mecanizadas mediante fresado CNC son ideais cando se necesitan superficies planas, características en ángulo ou xeometrías 3D intrincadas que non xiran arredor dun eixe central.
Aquí tes unha forma práctica de decidir: mira a sección transversal da tua peza. Se é circular en toda a súa lonxitude, o torneado é probablemente a mellor opción. Se ten caras planas, bolsos ou características en múltiples lados, o fresado resulta máis adecuado.
Cando ten sentido o fresado de 5 eixos
O fresado estándar de 3 eixos move a ferramenta de corte nas direccións X, Y e Z. Isto é suficiente para moitas pezas, pero que ocorre cando o teu deseño ten rebaixos, superficies curvas ou características en ángulos compostos?
É aquí onde os servizos de mecanizado CNC de 5 eixos se volven esenciais. Estas máquinas avanzadas engaden dous eixos de rotación, permitindo que a ferramenta de corte se aproxime á peza desde practicamente calquera ángulo. En vez de reposicionar varias veces a peza (o que introduce erros de aliñamento), unha máquina de 5 eixos completa xeometrías complexas nun só montaxe.
Cando debes especificar capacidades de 5 eixos? Considera estes escenarios:
- Compoñentes aeroespaciais: Paletas de turbina, rodetes e soportes estruturais con curvas orgánicas
- Implantes médicos: Articulacións da cadea, compoñentes da columna vertebral e instrumentos cirúrxicos que requiren superficies lisas e con contornos suaves
- Pezas para Automóbiles: Carcasas de motor con cavidades profundas e ángulos compostos
- Cavidades de molde: Ferramentas complexas con desbordes e detalles superficiais intrincados
O compromiso? O fresado de 5 eixos normalmente ten un custo máis elevado debido ás tarifas máis altas das máquinas e á complexidade da programación. Pero para pezas intrincadas, a miúdo aforra diñeiro no conxunto ao eliminar múltiples montaxes e reducir o risco de erros por acumulación de tolerancias.
Para pezas torneadas extremadamente pequenas e complexas —como as empregadas en dispositivos médicos ou electrónicos— o torneado suízo ofrece outra opción especializada. Estas máquinas guían a barra de material a través dun casquilho moi próximo á ferramenta de corte, permitindo unha precisión exquisita en diámetros moi pequenos que os centros de torneado convencionais non poden acadar.
Axeitar a súa peza co proceso axeitado
Escoller incorrectamente significa pagar máis do necesario ou agardar máis tempo para a entrega. Use esta comparación para orientar a súa selección:
| Tipo de Proceso | Mellores aplicacións | Tolerancias típicas | Nivel de complexidade | Custo relativo |
|---|---|---|---|---|
| Torsión CNC | Eixes, pasadores, casquetes, varillas roscadas, carcassas cilíndricas | ±0,001" a ±0,005" (±0,025 mm a ±0,127 mm) | Baixa a media | $ (Máis económico para pezas redondas) |
| fresadora CNC de 3 eixos | Componentes planos, soportes, caixas, bolsos simples e orificios | ±0,001" a ±0,005" (±0,025 mm a ±0,127 mm) | Medio | $$ (Estándar para pezas prismáticas) |
| fresadora CNC de 5 eixos | Paletas de turbina, rotores, implantes médicos, estruturas aeroespaciais, moldes complexos | ±0,0005" a ±0,002" (±0,013 mm a ±0,05 mm) | Alto | $$$ (Premium para xeometrías intrincadas) |
| Mecanizado suizo | Tornillos miniatura, pasadores médicos, contactos electrónicos, compoñentes de reloxos | ±0,0002" a ±0,001" (±0,005 mm a ±0,025 mm) | Alto | $$$ (Especializado para pequenos diámetros) |
Atenda á forma na que as pezas mecanizadas por torneado CNC e as pezas mecanizadas por fresado CNC responden a requisitos de deseño fundamentalmente distintos. A mecanización CNC de precisión non trata de escoller a opción máis avanzada, senón de axustar as capacidades ás súas necesidades reais.
Moiñas plataformas en liña ofrecen agora recomendacións automáticas de proceso baseadas na xeometría que suba. Con todo, comprender estas distincións axúdalle a verificar esas recomendacións e a tomar decisións informadas cando o seu proxecto se atope en zonas pouco definidas.
Co proceso axeitado seleccionado, a súa seguinte decisión crítica consiste en escoller entre ducias de materiais dispoñíbeis, cada un con propiedades distintas que afectan directamente ao rendemento, á mecanizabilidade e ao custo.
Guía completa de selección de materiais para proxectos de fresado CNC
Xa escolleu o seu proceso de mecanizado. Agora chega a pregunta que determina directamente o rendemento, a vida útil e o custo da súa peza: ¿que material debe escoller? Esta decisión afecta a todo, desde a velocidade á que se pode mecanizar a peza ata o seu comportamento baixo tensións reais.
A maioría das plataformas en liña ofrecen ducias de materiais para fresado CNC, pero raramente explican por que por que escollería un en vez de outro. Cambiemos iso. Sexa cal for a súa necesidade —xa sexa a resistencia lixeira do aluminio para fresado CNC ou a resistencia ao desgaste do bronce para mecanizado—, comprender as propiedades dos materiais axúdalle a equilibrar o rendemento co orzamento.
Metais para resistencia e durabilidade
Os metais seguen sendo a columna vertebral da fabricación de precisión . A súa combinación de resistencia, condutividade térmica e durabilidade fainos imprescindibles para aplicacións sometidas a cargas, carcassas e compoñentes expostos a ambientes agresivos.
Aluminio domina o panorama en liña do fresado CNC por boas razóns. Fresado rapidamente, ten un custo de produción máis baixo e ofrece unha excelente relación resistencia-peso. As aleacións como a 6061-T6 proporcionan boa resistencia á corrosión e soldabilidade, polo que son ideais para envolventes, soportes e produtos de consumo. Para aplicacións que requiren maior resistencia, a 7075-T6 ofrece un rendemento próximo ao de algúns aceros, aínda que cun custo de material máis elevado.
Acer entra en escena cando se necesita pura resistencia. Os aceros ao carbono como o 1018 fresan ben e admiten diversos tratamentos térmicos. Para ferramentas temperadas ou compoñentes resistentes ao desgaste, o acero pretemperado 4140 ofrece un equilibrio práctico. Non obstante, a densidade do acero implica pezas máis pesadas, e a súa tenacidade aumenta o tempo de fresado comparado co aluminio.
Aceiro inoxidable combina resistencia á corrosión cunha resistencia respectábel. O grao 304 manexa a maioría das aplicacións de uso xeral, mentres que o 316 destaca nos ambientes mariños e químicos. A contrapartida? O acero inoxidable endurece por traballo durante o corte, o que require velocidades máis lentas e ferramentas especializadas —o que aumenta os custos de produción.
Lata e bronce ofrecen vantaxes únicas. O latón mecanízase de forma excelente, producindo acabados superficiais moi bons con desgaste mínimo das ferramentas. É perfecto para ferraxería decorativa, compoñentes eléctricos e conexions. As variantes de bronce CNC, como o bronce para coxinetes C932, destacan nas aplicacións de casquillos e coxinetes grazas á súa lubricidade natural e ás súas características de desgaste. Ao mecanizar bronce, atoparáse que é lixeiramente máis caro que o latón, pero vale a pena para compoñentes críticos en fricción.
Plásticos de enxeñaría para necesidades especializadas
Cando o peso, o illamento eléctrico ou a resistencia química son máis importantes que a resistencia bruta, os plásticos de enxeñaría ofrecen un rendemento extraordinario. Estes materiais substitúen con frecuencia aos metais en aplicacións nas que as súas propiedades únicas xustifican a transición.
Delrin (POM/Acetal) destaca como o material delrin preferido para compoñentes mecánicos de precisión. Este plástico delrin ofrece unha estabilidade dimensional excecional, fricción baixa e unha resistencia ao desgaste impresionante. A súa rigidez e resistencia á fluencia fáno ideal para engranaxes, rodamientos e mecanismos de deslizamento nos que o rendemento constante é fundamental ao longo do tempo. O delrin máquinase como un soño: cortes limpos, tolerancias estreitas e acabados superficiais suaves obtéñense facilmente.
Nailon (PA) ofrece maior flexibilidade e resistencia ao impacto que o Delrin. O nylon mecanizable é adecuado para pezas que deben absorber choques ou flexionarse baixo carga. Non obstante, o nylon mecanizable absorbe humidade do ambiente, o que pode afectar as súas dimensións e propiedades mecánicas. Esta natureza higroscópica significa que as pezas de nylon poden cambiar lixeiramente en condicións húmidas —unha consideración crítica para aplicacións de precisión.
Entón, cando supera o Delrin ao nylon?
- Estabilidade dimensional superior en condicións de humidade variable
- Coeficientes de fricción máis baixos para aplicacións de deslizamento
- Tolerancias máis estreitas e acabados superficiais máis lisos
- Resistencia ao fluído (creep) baixo cargas sostiñas
Escolla nylon cando necesite:
- Maior resistencia ao impacto e á fatiga
- Maior flexibilidade e alongamento
- Menores custos de material para aplicacións menos críticas
Polycarbonate entra na imaxe cando a claridade óptica ou resistencia a choques extremos é importante. É significativamente máis resistente que o acrílico, pero permanece transparente. As coberturas de protección, lentes de visión e elementos de seguridade adoitan empregar policarbonato. Non obstante, rasca máis facilmente que o vidro e require un manexo cuidadoso durante o mecanizado para evitar a rotura por estrés.
Escolla de materiais baseados na túa solicitude
A selección de materiais non é só sobre propiedades, é sobre a correspondencia destas propiedades aos seus requisitos específicos, mentres que a xestión de custos. Aquí tes unha comparación completa para guiar as túas decisións:
| Material | Propiedades clave | Mellores aplicacións | Clasificación de Maquinabilidade | Nivel de custo |
|---|---|---|---|---|
| Aluminio 6061-T6 | Lixeiro, resistente á corrosión, soldable | Encastramentos, soportes, produtos de consumo, disipadores de calor | Excelente | $ |
| Aluminio 7075-t6 | Alta resistencia, resistente á fatiga | Estruturas aeroespaciais, compoñentes de alta tensión | Boa | $$ |
| Azo 1018 | De fibras de poliéster | De ferro ou ferro fundido | Boa | $ |
| Aco 4140 | Alta resistencia, tratábel térmicamente | De ferro ou ferro fundido | Moderado | $$ |
| Inoxidable 304 | Resistente á corrosión, non magnético | Equipos alimentarios, médicos, marinos | Moderado | $$ |
| Inoxidábel 316 | Resistencia superior á corrosión | Procesamento químico, mariña, implantes médicos | Moderado | $$$ |
| Latón C360 | Excelente maquinabilidade, condutor | Conectores eléctricos, ferraxería decorativa, accesorios | Excelente | $$ |
| Bronce C932 | Resistente ao desgaste, autorrexeberante | Casquillos, roscas, arandelas de empuje | Moi Boa | $$ |
| Delrin (POM) | Baixo rozamento, dimensionalmente estable, ríxido | Engrenaxes, rodamientos, mecanismos de precisión | Excelente | $$ |
| Nailon 6/6 | Resistente ao impacto, flexible, resistente | Chapas antidesgaste, rolos, compoñentes estruturais | Boa | $ |
| Polycarbonate | Transparente, resistente ao impacto | Vidros de visión, cubertas protectoras, lentes | Boa | $$ |
Cando supera o aluminio ao acero? O aluminio gaña cando pesa a cuestión do peso, cando é importante a resistencia á corrosión e cando un mecanizado máis rápido reduce os custos. O acero gaña cando se require máxima resistencia, dureza ou resistencia ao desgaste — e cando o peso non é unha restrición.
A clasificación de maquinabilidade afecta directamente ao seu beneficio neto. Os materiais clasificados como «excelentes» córtanse máis rápido, requiren menos cambios de ferramenta e producen acabados superficiais mellorados directamente na máquina. Segundo investigacións do sector sobre a selección de materiais para CNC, a maquinabilidade dun material afecta directamente ao tempo e aos custos: os materiais con boa maquinabilidade poden cortarse máis rápido e requiren menos cambios de ferramenta, reducindo así os gastos totais.
Considere coidadosamente os compromisos entre custo e rendemento. Unha peza mecanizada en lata pode custar máis en material bruto que o aluminio, pero se a lata ofrece as características de desgaste requiridas mentres que o aluminio falla en servizo, o custo inicial máis elevado evita substitucións costosas no campo.
Ademais das propiedades do material, as certificacións son importantes nas industrias reguladas. Os informes de ensaio de materiais (MTR) proporcionan probas documentadas da composición e propiedades—esenciais para aplicacións aeroespaciais, médicas e automotrices. Ao realizar pedidos mediante plataformas en liña, verifique que o material seleccionado inclúa as opcións de certificación adecuadas.
Unha vez seleccionado o seu material, os seguintes factores críticos—tolerancias e acabados superficiais—determinan se a súa peza cumple os requisitos funcionais ou queda por debaixo das expectativas.
Explicación das tolerancias e acabados superficiais para aplicacións reais
Escollaches o teu proceso de mecanizado e seleccionaches o material perfecto. Agora chega unha decisión que fai trabucar incluso a enxeñeiros experimentados: canto de apertado deben ser os teus axustes, e que acabado superficial necesitas realmente? Especifica demasiado folgado, e as pezas mecanizadas non funcionarán correctamente. Especifica demasiado apertado, e pagarás moito máis sen obter ningún beneficio real.
Isto é o que a maioría das plataformas non che dirán: ese axuste de 0,001" que estás a piques de especificar podería duplicar o custo da túa peza e triplicar o tempo de entrega. Comprender cando os servizos de mecanizado de precisión xustifican o seu prezo premium — e cando os axustes estándar funcionan perfectamente — aforra diñeiro ao mesmo tempo que garante que as túas pezas de mecanizado de precisión funcionen exactamente como se pretende.
Que axuste necesitas realmente
A tolerancia define canto pode variar unha dimensión do seu valor especificado. Cando unha peza mecanizada por CNC mide 25,00 mm cunha tolerancia de ±0,10 mm, calquera valor entre 24,90 mm e 25,10 mm supera a inspección. É bastante sinxelo. Pero as implicacións de fabricación derivadas do estreitamento dese intervalo de tolerancia non son nada sinxelas.
As tolerancias estándar de mecanizado —normalmente ±0,10 mm (±0,004")— cubren de maneira eficiente a maioría das aplicacións de uso xeral. O taller de máquinas funciona a velocidades normais, emprega ferramentas estándar e realiza comprobacións de calidade rutinarias. Ao pasar a tolerancias de precisión de ±0,025 mm (±0,001"), todo cambia. Tornanse necesarios entornos con control de temperatura. As máquinas requiren estabilización térmica. Os procedementos de inspección amplíanse significativamente. Segundo a investigación sobre os custos de fabricación , pasar de tolerancias estándar a tolerancias de precisión duplica normalmente os custos, mentres que as especificacións de ultra-precisión poden aumentar os gastos até 24 veces.
Entón, cando xustifican as especificacións máis estrictas o investimento adicional? Considere estes escenarios:
- Superficies de acoplamento: Cando dous compoñentes fresados por CNC deben encaixar con precisión—como un eixe nun rodamiento ou un pistón nun cilindro
- Interfaces de montaxe: Cando a súa peza se conecta a outros compoñentes de precisión con folga mínima
- Aplicacións de estanquidade: Cando as xuntas ou aneis O requiren unha compresión específica para funcionar
- Rotación a alta velocidade: Cando un desequilibrio nas tolerancias estritas provocaría vibración ou fallo prematuro
Para dimensións non críticas—áreas de eliminación de material, furos de folga ou características cosméticas—as tolerancias estándar normalmente funcionan perfectamente. A tolerancia máis cara é, con frecuencia, aquela que non ofrece ningún beneficio funcional.
| Clase de tolerancia | Rango Típico | Aplicacións | Impacto no custo |
|---|---|---|---|
| Estándar/Comercial | ±0,13 mm (±0,005") | Pezas mecánicas xerais, soportes, carcaxas e características non críticas | Línea base ($) |
| Precisión | ±0,025 mm (±0,001″) | Superficies de acoplamento, axustes de rodamientos, interfaces de montaxe, compoñentes hidráulicos | 2x base ($$) |
| Alta Precisión | ±0,013 mm (±0,0005") | Estruturas aeroespaciais, implantes médicos, soportes ópticos, instrumentación | 4-8x base ($$$) |
| Ultra-Precisión | ±0,0025 mm (±0,0001") | Equipamento de metroloxía, ferramentas para semicondutores, instrumentos científicos especializados | 24x+ base ($$$$) |
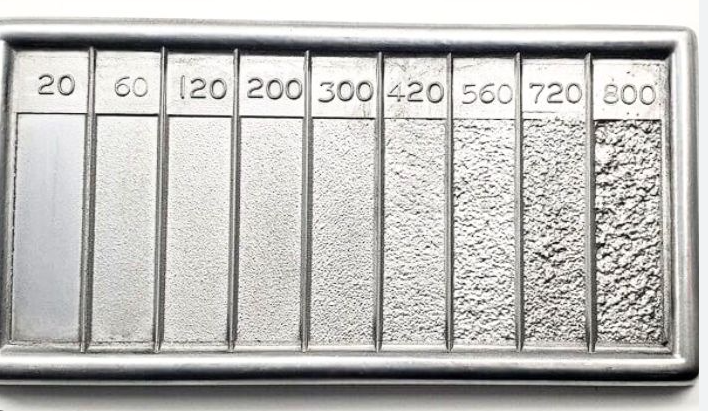
Opcións de acabado superficial e cando son importantes
O acabado superficial describe a textura da superficie exterior da súa peza a nivel microscópico. Mídese en Ra (rugosidade media): números máis baixos indican superficies máis lisas. Pero o que realmente importa na práctica é que o acabado superficial afecta á fricción, ao desgaste, á resistencia á corrosión e á aparência.
Cando se mecanizan pezas directamente na máquina CNC, obtense un acabado «tal como se mecaniza». Permanecen visibles as marcas da ferramenta, pero para compoñentes internos ou pezas que reciben un acabado secundario, este nivel base adoita ser suficiente. A partir de aquí, as opcións amplíanse segundo os seus requisitos funcionais e estéticos:
- Tal como se mecaniza (Ra 3,2 μm / 125 μin): Acabado estándar da máquina con trazos de ferramenta visibles. Ideal para compoñentes internos, prototipos ou pezas que reciban un acabado adicional. A opción máis económica.
- Mecanizado liso (Ra 1,6 μm / 63 μin): Redución das marcas da ferramenta mediante parámetros de corte optimizados. Adecuado para superficies xerais visibles e caras de acoplamento.
- Mecanizado fino (Ra 0,8 μm / 32 μin): Marcas mínimas visibles da ferramenta. Adecuado para axustes de precisión, superficies de estanquidade e aplicacións estéticas.
- Chorreo de medios: Textura mate uniforme que oculta as marcas do mecanizado. Crea unha aparencia consistente en todas as pezas e mellora a adherencia da pintura. Con frecuencia combínase co anodizado para obter un aspecto de produto premium.
- Anodizado (tipo II ou tipo III): Proceso electroquímico que crea unha capa de óxido duradeira e resistente á corrosión sobre o aluminio. Dispoñíbel en múltiples cores. O tipo III (revestimento duro) engade unha resistencia ao desgaste significativa para aplicacións exigentes.
- Recuberto en pó: Acabado de pintura duradeiro dispoñíbel en case calquera cor. Engade un grosor de 0,05–0,15 mm, o que é fundamental para características sensíbeis ás tolerancias, nas que pode ser necesario aplicar máscaras.
- Electropulido: Proceso químico que produce acabados con aspecto de espello en acero inoxidable. Reduce a rugosidade superficial mellorando ao mesmo tempo a resistencia á corrosión. É frecuente en equipos médicos e de procesamento de alimentos.
- Óxido negro: Recubrimento de conversión para acero que ofrece unha leve resistencia á corrosión e un atractivo acabado negro. Provoca un cambio dimensional mínimo.
A selección do acabado superficial inflúe directamente na complexidade da fabricación. Como explica a investigación sobre os procesos de acabado, a pulverización electrostática e a anodización engaden grosor de material que pode interferir coas tolerancias estreitas, polo que é necesario aplicar máscaras nas características críticas —un proceso manual e lento que incrementa tanto o custo como o prazo de entrega.
Equilibrar a precisión co orzamento
Diferentes industrias abordan as tolerancias e os acabados con filosofías fundamentalmente distintas. As aplicacións aeroespaciais adoitan levar os límites da precisión debido ás restricións de peso e aos requisitos de seguridade: cada gramo importa cando se voadora. Os dispositivos médicos priorizan a fabricación consistente e fiable para a seguridade dos pacientes. Os produtos de consumo xeralmente equilibran a atractividade visual coa eficiencia de custos.
A aproximación máis intelixente? Aplicar tolerancias estreitas só onde a función o exixe. Crear unha xerarquía de tolerancias:
- Dimensións críticas: Características que afectan ao axuste, á función ou á seguridade: especificar tolerancias de precisión
- Dimensións importantes: Características que afectan á montaxe ou ao rendemento: empregar tolerancias estándar con requisitos de inspección claros
- Dimensións de referencia: Características non críticas: aceptar o que o proceso de fabricación produce naturalmente
A temperatura tamén importa máis do que moitos enxeñeiros se dan conta. Unha peza de aluminio de 300 mm expándese aproximadamente 0,07 mm por cada cambio de 10 °C na temperatura. Especificar tolerancias máis estrictas ca a variación térmica esperada crea unha situación de fabricación imposible.
Ao subir os ficheiros a unha plataforma en liña de servizos de fresado CNC, busque comentarios de DFM (Deseño para a Fabricabilidade) que indiquen tolerancias innecesariamente estrictas. Moitos sistemas agora suxiren automaticamente onde as especificacións poden relaxarse sen afectar á funcionalidade — o que lle aforra diñeiro mantendo, ao mesmo tempo, a calidade dos servizos de mecanizado de precisión que a súa aplicación require realmente.
Unha vez comprendidas as tolerancias e os acabados, está listo para navegar polo fluxo completo de pedidos — desde a preparación correcta dos seus ficheiros CAD ata o seguimento das pezas durante a produción e a entrega.
O fluxo completo desde a subida do CAD ata a entrega da peza
Escollaches o teu proceso, escollaches o teu material e especificaches as tolerancias que equilibran a precisión co orzamento. Agora chega o momento da verdade: realizar realmente o teu pedido. Que ocorre despois de premer «subir»? Que sucede detrás das cámaras antes de que as pezas mecanizadas por CNC cheguen á túa porta?
Comprender este fluxo de traballo transformache dun cliente pasivo nun socio informado no proceso de fabricación. Cando sabes o que está a ocorrer en cada etapa, podes preparar mellor os ficheiros, anticipar con precisión os prazos e evitar os erros comúns que atrasan os proxectos e aumentan os custos.
Preparando os teus ficheiros CAD para o éxito
A túa máquina CNC é tan boa como o ficheiro que lle forneces. Iso non é unha exaxeración: é a realidade da fabricación. A xeometría incompleta, os formatos de ficheiro incorrectos ou os modelos demasiado complexos crean problemas en cadea que se estenden por todo o proceso de produción.
Comeza co formato de ficheiro axeitado. Segundo as mellores prácticas do sector para a preparación de ficheiros CNC, estes formatos funcionan mellor para os servizos de mecanizado CNC en liña:
- STEP (.stp, .step): O estándar universal para CNC. Preserva con precisión a xeometría sólida e é compatible coa práctica totalidade dos sistemas CAM
- IGES (.igs, .iges): Formato antigo que aínda conta cun amplo soporte. É bo para modelos de superficie, pero ás veces pode perder datos durante a tradución
- Parasolid (.x_t, .x_b): Nativo de SolidWorks e de moitos sistemas CAM. Preservación excelente da xeometría
- Ficheiros CAD nativos: Algunhas plataformas aceptan directamente ficheiros de SolidWorks, Fusion 360 ou Inventor
Evite formatos baseados en malla, como STL ou OBJ, para usos de mecanizado. Aínda que son ideais para impresión 3D, estes formatos descompoñen as curvas suaves en pequenos triángulos, o que xera problemas na xeración das trayectorias de ferramenta. O seu radio elegantemente deseñado convértese nunha aproximación facetada que non se pode mecanizar con precisión.
Antes de exportar, revise esta lista de comprobación rápida:
- Verifique que o seu modelo é un sólido pechado e estanque — sen superficies abertas nin fendas
- Elimine a xeometría duplicada ou superposta que confunde o software CAM
- Elimine as paredes extremadamente finas (inferiores a 0,5 mm para metais, 1,0 mm para plásticos)
- Comprobe que os vértices internos teñen chafláns que coincidan co radio das ferramentas dispoñibles
- Confirme que as unidades son correctas — os erros entre milímetros e polegadas son sorprendentemente frecuentes
Do orzamento á entrega: cronograma
Unha vez que o seu ficheiro estea listo, o proceso de realización do pedido segue unha secuencia lóxica. Aquí está exactamente o que ocorre en cada etapa:
- Carga do ficheiro e análise instantánea: Sube o seu ficheiro CAD mediante o portal da plataforma. En cuestión de segundos, algoritmos automatizados analizan a xeometría, calculan o volume de material a eliminar e identifican posibles desafíos na fabricación. A maioría das plataformas admiten cargas masivas para pedidos con múltiples pezas.
- Selección de especificacións: Escolla o material, a cantidade, os requisitos de tolerancia e o acabado superficial. O sistema recalculará o prezo en tempo real ao modificar estes parámetros, axudándolle a atopar o punto óptimo entre rendemento e orzamento.
- Revisión de deseño para fabricabilidade (DFM): Os algoritmos da plataforma —ou enxeñeiros humanos, no caso de pezas complexas— avalían o seu deseño tendo en conta as restricións de fabricación. Recibirá comentarios sobre características que poden causar problemas: paredes demasiado finas, furos demasiado profundos, debaixo de corte que requiren ferramentas especiais. Este paso evita sorpresas costosas máis adiante.
- Xeración de orzamento: Recibe unha oferta vinculante que inclúe o prezo unitario, as taxas de configuración (se procede), o prazo de entrega e as opcións de envío. As ofertas en liña para mecanizado adoitan chegar en minutos para pezas estándar, comparado coas días que levan os canais tradicionais.
- Confirmación do pedido e pagamento: Unha vez aprobada a oferta, o procesamento do pago desencadea a programación da produción. O seu pedido entra na cola de fabricación cunha data de entrega confirmada.
- Fabricación: As súas pezas mecanizadas personalizadas entran en produción. Os programadores de CNC xeran traxectorias de ferramenta optimizadas a partir da súa xeometría. Os operarios configuran as máquinas, verifican as primeiras pezas e realizan a produción. Os sistemas de calidade supervisan a precisión dimensional durante todo o proceso.
- Inspección de Calidade: As pezas rematadas sométense a unha verificación dimensional respecto das súas especificacións. Dependendo dos seus requisitos, isto pode ir desde a comprobación aleatoria de dimensións críticas ata unha inspección completa con máquina de medición por coordenadas (CMM) con informes detallados.
- Acabados e postprocesamento: Se especificou tratamentos superficiais — anodizado, revestimento en pó, galvanizado — as pezas pasan ás operacións secundarias antes do embalaxe final.
- Envío e entrega: As pezas están embaladas coidadosamente para evitar danos durante o transporte. A información de seguimento permíteche supervisar o seu progreso ata que as pezas mecanizadas por CNC cheguen á túa porta.
O ciclo completo dos servizos de mecanizado de prototipos normalmente dura entre 3 e 10 días hábeis, dependendo da complexidade, da dispoñibilidade dos materiais e dos requisitos de acabado. Os volumes de produción alargan naturalmente os prazos, pero benefíciase de ganancias de eficiencia que reducen o custo por peza.
Evitar erros comúns ao subir ficheiros
Despois de procesar millares de pedidos, as plataformas en liña identifican repetidamente os mesmos erros evitables. Evitar estes erros acelera o teu cronograma e previne revisións custosas.
Tolerancias ausentes ou incorrectas: Se non especificas tolerancias, os fabricantes aplican as súas tolerancias estándar (normalmente ±0,13 mm). Iso pode funcionar ben —ou pode provocar fallos de montaxe. Sé específico nas dimensións críticas.
Esquinas internas imposibles: As ferramentas de corte son redondas. Unha esquina interna de 90 graos é, dende o punto de vista xeométrico, imposible de mecanizar. Ou ben engada redondeados que coincidan co radio estándar das ferramentas (3 mm, 5 mm e 6 mm son os máis comúns), ou ben espere que o fabricante lle solicite aclaracións, o que suporá días adicionais no seu cronograma.
Roscas sen indicacións: O seu modelo CAD pode amosar furos roscados, pero as fresadoras CNC necesitan especificacións explícitas das roscas. Inclúa o tipo de rosca (UNC, métrica), o paso, a profundidade e a clase de axuste no seu debuxo técnico ou nas notas.
Falta de debuxos 2D para requisitos complexos: Aínda que os modelos 3D son os que guían a mecanización, os debuxos 2D comunican requisitos especiais, como indicacións de GD&T, especificacións de acabado superficial en caras concretas ou criterios de inspección. Para a prototipaxe CNC con xeometrías sinxelas, normalmente basta con ficheiros 3D; non obstante, as pezas de produción benefíciase da inclusión de debuxos complementarios.
Exceso de restricións nas tolerancias: Especificar ±0,01 mm en cada dimensión indica falta de experiencia e infla os orzamentos. Aplique tolerancias estreitas só onde a función o exixe. Os enxeñeiros experimentados distinguen entre axustes críticos e dimensións xerais.
Consello profesional para unha resposta máis rápida: simplifique as características que non afectan á función. ¿Ese bisel decorativo que require unha ferramenta especial? ¿Esa ranura profunda e estreita que necesita ferramentas de alcance alongado? Cada característica non estándar engade tempo de preparación. Cando os prazos son apertados, a simplificación do deseño adoita ser máis importante ca o envío acelerado.
A optimización de custos segue unha lóxica semellante. Os materiais estándar (aluminio 6061, acero inoxidable 304) son máis baratos e se entregan máis rápido ca as aleacións exóticas. As tolerancias máis laxas reducen o tempo de inspección. Cantidades maiores reparten os custos de preparación entre máis pezas. E deseñar para un fixturing eficiente — fondos planos, características accesibles, secuencias lóxicas de mecanizado — reduce o tempo de produción sen comprometer a calidade.
Ao ter realizado o seu pedido e estar en marcha a produción, comprender os factores que determinan o prezo axudaralle a tomar decisións máis intelixentes sobre proxectos futuros — e, posiblemente, reducir os custos nos proxectos actuais antes de finalizar as especificacións.
Comprensión dos prezos da fresadora CNC e optimización de custos
Preguntouse algunha vez por que dúas pezas aparentemente semellantes reciben orzamentos de prezo tan distintos para fresado CNC? Non está só. A maioría das plataformas en liña amósanlle un número sen explicar como o calcularon. Esa falta de transparencia fai que vostede adiviñe se está recibindo un prezo xusto ou pagando de máis por características que, en realidade, non necesita.
Esta é a realidade: os custos do fresado CNC non son arbitrarios. Seguen patróns predecibles baseados en factores concretos que vostede pode influír. Comprender estes factores transforma a vostede dun comprador pasivo nun profesional capaz de optimizar estratexicamente os deseños para lograr eficiencia de custos. Vamos desvelar qué é o que determina, realmente, o seu custo de mecanizado en metal.
Que é o que realmente determina os custos do fresado CNC
Cada cotización que recibes reflicte seis factores de custo principais. Algúns podedes controlar durante a fase de deseño. Outros dependen dos seus requisitos de produción. Todos eles interactúan de formas que crean oportunidades de optimización.
Escolha do material impacta os custos de dúas maneiras. En primeiro lugar, os prezos das materias primas varían drasticamente. En segundo lugar, a maquinabilidade afecta o tempo de produción. O mecanizado de aluminio é significativamente máis rápido que o traballo de aceiro inoxidable porque os materiais máis suaves permiten maiores taxas de alimentación e unha maior vida útil da ferramenta. Segundo a análise de custos da industria, o aluminio normalmente custa entre 1 e 3 dólares por quilogramo, mentres que o titanio oscila entre 15 e 50 dólares por quilogramo.
Complexidade da peca influenciar directamente o tempo de mecanizadoe o tempo é igual a diñeiro. As xeometrías complexas requiren múltiples configuracións, ferramentas especializadas e velocidades de corte máis lentas para manter a precisión. Un soporte simple pode tardar 15 minutos en ser feito. Unha casa complexa con bolsillos profundos e ángulos compostos podería levar horas.
Requisitos de Tolerancia crean aumentos exponenciais de custos. As tolerancias estándar (±0,13 mm) obtéñense esencialmente sen custo adicional co mecanizado normal. As tolerancias de precisión (±0,025 mm) requiren controles ambientais, medición coidadosa e procesamento máis lento. As especificacións ultra-precisas poden incrementar os custos até 24 veces ou máis.
Cantidad reparte os custos fixos entre un maior número de pezas. Os cargos de configuración, o tempo de programación e a inspección da primeira peza realízanse unha soa vez, independentemente de que pida 1 peza ou 1.000. Os volumes máis altos dilúen dramaticamente estes gastos fixos.
Acabado superficial engade tempo de procesamento e, ás veces, operacións secundarias. As pezas tal como se mecanizan non teñen ningún custo adicional. As superficies pulidas requiren pasadas adicionais. A anodización, a pulverización electrostática ou o enchapado engaden etapas de procesamento separadas, con os seus propios custos.
Prazo de entrega impón sobrecustos premium cando se necesitan pezas de forma urxente. Os pedidos exprés interrumpen os horarios de produción e poden requerir horas extraordinarias ou a adquisición acelerada de materiais.
| Factor | Nivel de impacto | Estratexia de Otimización |
|---|---|---|
| Selección de material | Alto | Escolla materiais de fácil dispoñibilidade con boa maquinabilidade. Aluminio 6061 en vez de 7075; acero inoxidable 304 en vez de 316 cando os requisitos de corrosión o permitan. |
| Complexidade da peca | Alto | Simplifique características non funcionais. Reduza a profundidade dos bolsos. Utilice raios de ferramentas estándar para esquinas interiores. Divida pezas excesivamente complexas en conxuntos. |
| Especificacións de tolerancia | Alto | Aplique tolerancias estreitas só nas superficies funcionais de acoplamento. Acepte tolerancias estándar nas dimensións non críticas. |
| Cantidade do pedido | Alto | Agrupe pedidos para repartir os custos de preparación. Considere pedir xuntas as necesidades futuras para acceder a descontos por volume. |
| Acabado superficial | Medio | Especifique un acabado tal como se maquina cando a aparencia non sexa importante. Utilice a granalladura en vez do pulido para obter un acabado uniforme a menor custo. |
| Prazo de entrega | Medio | Planexe con antelación para evitar cargos por entrega acelerada. Os prazos estándar de 7 a 10 días suelen custar un 15-30 % menos que as opcións aceleradas. |
Estratexias intelixentes para reducir os custos das pezas
A redución de custos non significa aceptar unha calidade inferior. Significa eliminar o desperdicio: precisión innecesaria, características sobredimensionadas ou deseños ineficientes que aumentan o tempo de maquinado sen engadir valor funcional.
Comece cuestionando cada tolerancia estreita. Segundo a investigación sobre os custos de fabricación , a tolerancia predeterminada de ±0,127 mm xa é bastante precisa e suficiente para a maioría das aplicacións. Cada paso máis estreito engade tempo de inspección, velocidades de corte máis lentas e risco de rexeitar pezas.
Deseñe para un mecanizado eficiente de metais evitando características que requiran ferramentas especializadas. As ranuras profundas e estreitas forzan o uso de fresas de alcance alongado que se desvían e requiren avances máis lentos. As paredes finas necesitan un soporte coidadoso e un mecanizado suave. Os tamaños non estándar de furos requiren brocas personalizadas en vez de ferramentas comerciais.
Considere estas optimizacións prácticas:
- Aumente os raios das esquinas interiores para coincidir coas medidas estándar de fresas de extremo (3 mm, 5 mm, 6 mm). Os radios máis grandes permiten un corte máis rápido e unha maior vida útil da ferramenta.
- Limite as profundidades das cavidades a 4 veces a súa anchura. As bolsas máis profundas requiren ferramentas especializadas e velocidades de avance drasticamente máis lentas.
- Usar tamaños estándar de furados que coincidan cos diámetros comúns de brocas en vez de dimensións arbitrarias.
- Evite especificacións innecesarias de acabado superficial nas superficies internas ou ocultas.
- Deseño de fondos planos para unha suxeición estable do traballo en vez de requirir dispositivos personalizados.
Para pequenas encomendas de mecanizado CNC, os custos de preparación adoitan superar a suma dos custos de material e tempo de mecanizado. Unha única peza complexa podería custar 150 $, pero pedir dez unidades da mesma peza podería custar só 300 $ — porque a preparación realízase unha soa vez. Considere sempre se pedir lixeiramente máis do que necesita de momento ten sentido económico.
Descontos por cantidade e prezos por volume
A fachada por volume nos servizos de mecanizado CNC personalizados segue un patrón previsible. A produción da primeira mostra supón a maior carga por unidade, xa que inclúe a programación, a preparación e a validación do proceso. Cada unidade posterior benefíciase das ganancias de eficiencia.
As matemáticas funcionan dramaticamente a seu favor. Os datos reais de prezos amosan que unha peza que custa 134 £ por unidade redúcese a 38 £ por unidade cando se piden 10 unidades —unha redución do 70 %. Con 100 unidades, o custo por peza baixa a 13 £, o que representa unha diminución do 90 % respecto ao prezo por unidade.
Isto non é máxico—é economía de fabricación. O programador CNC crea as trayectorias das ferramentas unha vez. O fresador configura a suxeición da peça unha vez. A inspección de calidade establece os protocolos de medición unha vez. Todos eses custos fixos repártense entre todo o seu pedido.
Os compradores intelixentes aproveitan isto de varias maneiras:
- Consolidar pedidos en lugar de realizar múltiples pequenas compras ao longo do tempo
- Pedir prototipos en pequenos lotes (5–10 unidades) en lugar de pezas individuais cando se proban iteracións
- Prever as necesidades de produción e comprometerse con volumes maiores para obter mellor prezo
- Negociar pedidos globais para requisitos continuos con entregas programadas
Non obstante, o volume non é sempre a resposta. Para a mecanización de prototipos ou a validación de deseño, pedir centos de pezas antes de confirmar a súa funcionalidade supón un desperdicio de recursos. A aproximación ideal equilibra as necesidades actuais coas economías realistas baseadas no volume—nunca pedir máis do que se vai usar realmente só para acadar unha redución de prezo.
Unha vez comprendidos os factores que afectan ao prezo, a súa seguinte consideración pasa a avaliar qué provedores de CNC en liña ofrecen realmente a calidade, as certificacións e a comunicación que os seus proxectos requiren.
Como avaliar e comparar provedores de CNC en liña
Aprendeu como funciona a determinación de prezos e qué factores inflúen nos custos. Pero aquí ten unha pregunta tan importante como esa: cómo saber qué provedor entregará realmente pezas de calidade dentro do prazo acordado? Non todos os servizos de CNC en liña operan co mesmo nivel de calidade. Algúns mantén sistemas de calidade rigorosos con procesos certificados. Outros funcionan como intermediarios que o conectan con talleres mecánicos descoñecidos e con capacidades variables.
Escoller un provedor inadecuado non só supón unha perda de diñeiro, senón que tamén atrasa os proxectos, xera problemas de montaxe e, potencialmente, danha a súa reputación ante os seus propios clientes. A boa nova é que existen criterios obxectivos de avaliación que distinguen aos socios fiables das opcións arriesgadas.
Certificacións que realmente importan
As certificacións do sector non son só logotipos chamativos nun sitio web. Representan probas documentadas de que un fabricante segue procesos de calidade estandarizados, verificados por auditores independentes. Segundo a investigación sobre certificacións na fabricación, estas certificacións actúan como pilares que sosteñen e validan cada etapa do proceso de produción dentro dun sistema de xestión da calidade.
Pero, cales certificacións son realmente importantes para a súa aplicación? Aquí ten o que lle indica cada unha das principais certificacións:
ISO 9001 establece a base para os sistemas de xestión da calidade a nivel mundial. Demostra que unha instalación mantén procedementos documentados, supervisa métricas de rendemento e aborda as non conformidades mediante accións correctivas. Se un fornecedor nin sequera posúe esta certificación fundamental, proceda cunha extrema precaución.
AS9100D basease en ISO 9001 con requisitos específicos para o sector aeroespacial, incluíndo unha xestión rigorosa dos riscos, documentación estrita e control da integridade do produto ao longo de cadeas de subministro complexas. Calquera compoñente destinado a aplicacións aeronáuticas debe provenir de instalacións certificadas segundo AS9100D.
IATF 16949 rexula a xestión da calidade no sector automobilístico, combinando os principios de ISO 9001 con requisitos específicos do sector para a mellora continua, a prevención de defectos e a supervisión estrita dos fornecedores. Se está fabricando talleres de máquinas CNC preto de min para aplicacións automobilísticas, esta certificación é imprescindible.
ISO 13485 abrange a fabricación de dispositivos médicos, coa aplicación de controles estritos sobre o deseño, a trazabilidade e a mitigación de riscos. Os compoñentes médicos requiren esta certificación para cumprir coas normativas das autoridades reguladoras e garantir a seguridade dos pacientes.
Nadcap a acreditación centrase especificamente en procesos especiais críticos para a industria aeroespacial e de defensa: tratamento térmico, procesamento químico e ensaios non destructivos. Isto representa unha capa adicional de garantía da calidade máis aló das certificacións xerais.
Preguntas que facer antes de realizar un pedido
As certificacións informan sobre os sistemas. Pero tamén é necesario comprender como un fornecedor específico trata os seus requisitos particulares. Antes de comprometerse con calquera servizo en liña de fresado CNC, recolle respostas a estas preguntas críticas:
- Proceso de Garantía da Calidade: Que métodos de inspección utilizan? Realizan comprobacións durante o proceso ou só inspección final? Poden fornecer informes de MMC (máquina de medición por coordenadas) para dimensións críticas? As instalacións cun control de calidade robusto deberían explicar facilmente as súas capacidades de medición e os seus protocolos de calibración.
- Trazabilidade do material: Poden fornecer informes de ensaio de materiais (MTRs) que documenten a composición e as propiedades? Para as industrias reguladas, esta documentación é obrigatoria, non opcional.
- Capacidades da máquina: Que equipamento operan? As máquinas de múltiples eixos, os tornos suízos e as capacidades de EDM amplían o que é posible. Pregunte pola idade das máquinas e os planos de mantemento: o equipamento ben mantido produce resultados consistentes.
- Políticas de revisión e corrección: Que ocorre se as pezas chegan fóra de especificación? Os fornecedores reputados indican claramente as súas políticas de reprodución e responden rapidamente a preocupacións sobre a calidade.
- Canles de comunicación: Pode contactar cun enxeñeiro real cando xurden problemas? Algúns sistemas ofrecen só soporte mediante chatbot, mentres que outros proporcionan acceso directo ao persoal técnico que comprende os retos da maquinaria.
- Fiabilidade no prazo de entrega: Cal é o seu historial de entregas a tempo? Pida datos, non promesas. A entrega consistente importa máis ca estimacións optimistas.
- Calidade da retroalimentación DFM: Canto de detallada é a súa análise de deseño para fabricación? Os fornecedores que detectan posibles problemas antes da produción ahorranlle tempo e diñeiro.
Ao avaliar as respostas, busque especificidade. Respostas vagas como «temos procesos de calidade» teñen menos valor ca explicacións detalladas dos protocolos de inspección, programacións de calibración e procedementos documentados.
Talleres mecánicos en liña fronte a talleres mecánicos locais
Aquí ten unha avaliación sincera que a maioría das plataformas en liña non lle darán: ás veces ten máis sentido recorrer a talleres mecánicos locais. A elección entre buscar un «taller CNC preto de min» ou utilizar servizos en liña depende da súa situación específica.
Os servizos CNC en liña destacan cando:
- Necesita orzamentos inmediatos sen chamadas telefónicas nin tempos de espera
- A localización xeográfica non importa: calquera instalación certificada é válida
- Os materiais e tolerancias estándar cumpren os seus requisitos
- Está pedindo prototipos ou lotes pequenos de produción
- Unha prezo transparente e o seguimento dos pedidos son importantes para o seu fluxo de traballo
- Non ten relacións previas con talleres de mecanizado cualificados preto de min
As talleres mecánicos locais son adecuados cando:
- As súas pezas requiren unha colaboración extensa e un desenvolvemento iterativo
- Necesita inspeccionar as instalacións, o equipo e os procesos de primeira man
- Prazos extremadamente apertados requiren unha entrega o mesmo día ou ao día seguinte
- Os proxectos complexos benefíciase das conversas de deseño cara a cara
- Está desenvolvendo produtos propietarios que requiren unha estrita confidencialidade
- As relacións de produción continuas xustifican visitar regularmente un torneiro mecánico preto de min
Segundo unha análise comparativa entre a fresadora tradicional e a en liña, os servizos tradicionais de CNC centranse na precisión, na axuda práctica e nas rigorosas comprobacións de calidade: constrúese unha ligazón estreita coa fábrica, o que axuda nos proxectos grandes ou especiais. As plataformas en liña priorizan a velocidade, a facilidade e o acceso rápido, pero pode que non haxa moita comunicación coas persoas que fabrican as súas pezas.
A realidade práctica? Moitos compradores usan ambos os enfoques de forma estratéxica. As plataformas en liña encárganse das pezas sinxelas nas que a velocidade e a transparencia nos prezos son o máis importante. As talleres de torneiros locais preto de min encárganse dos proxectos complexos que requiren unha estreita colaboración e iteracións rápidas.
Considere este marco de decisión: se pode definir por completo os seus requisitos nun ficheiro CAD e en especificacións escritas, os servizos en liña normalmente ofrecen unha entrega máis rápida e máis económica. Se o seu proxecto require un diálogo continuo, modificacións do deseño no transcurso do proceso ou procesos especializados alén da torneiría estándar, as talleres de torneiros locais ofrecen vantaxes relacionadas que as plataformas dixitais non poden replicar.
Unha vez establecidos os criterios de avaliación, comprender como aplican estas normas distintos sectores —e que requisitos especializados demandan— axuda a elixir fornecedores axeitados para as súas necesidades específicas de aplicación.

Aplicacións industriais desde a automoción ata o espazo
Comprender as certificacións e os criterios de avaliación dávovos unha base sólida. Pero como se traducen estas normas en escenarios reais de fabricación? As distintas industrias non só prefiren certas certificacións: imponen procesos, materiais e protocolos de calidade específicos que moldean fundamentalmente o funcionamento dos servizos CNC en liña dentro de cada sector.
Sexa que estades desenvolvendo compoñentes metálicos CNC para conxuntos automotrices, servizos de mecanizado CNC de precisión para instrumentos cirúrxicos ou mecanizado CNC aeroespacial para estruturas críticas para o voo, cada industria presenta demandas únicas. Exploraremos o que significan estas requirimentos na práctica — e como os principais fabricantes os abordan.
Requisitos da fabricación de automóbiles
A industria automotriz opera segundo un principio sinxelo: cero defectos á escala. Cando se producen millares de compoñentes idénticos que deben encaixar con precisión nas liñas de montaxe que funcionan a alta velocidade, a consistencia non é opcional: é unha cuestión de supervivencia.
A certificación IATF 16949 constitúe a columna vertebral da xestión da calidade no sector automobilístico. Esta norma vai máis aló dos requisitos básicos da ISO 9001 para abordar os desafíos específicos da produción en gran volume. Segundo a investigación industrial sobre certificacións, a IATF 16949 combina os principios da ISO 9001 con requisitos específicos do sector para a mellora continua, a prevención de defectos e unha supervisión rigorosa dos fornecedores.
Que significa isto para os seus proxectos de CNC automobilísticos?
- Control Estatístico do Proceso (CEP): Vixilancia continua das dimensións críticas ao longo das series de produción, non só na inspección final
- Planificación Avanzada da Calidade do Produto (APQP): Procesos estruturados para o desenvolvemento e o lanzamento de novas pezas que minimicen os riscos de produción
- Proceso de Aprobación de Pezas para Producción (PPAP): Evidencia documentada de que os procesos de fabricación producen consistentemente pezas que cumpren as especificacións
- Análise de Modos de Fallo e os seus Efectos (FMEA): Identificación sistemática de posibles fallos antes de que ocorran
- Total Rastreabilidade: Documentación que vincule cada peza con lotes específicos de material, configuracións específicas de máquinas e accións dos operarios
As aplicacións típicas de CNC no sector automobilístico inclúen soportes do chasis, carcasas da transmisión, compoñentes do sistema de freos, pezas do mecanismo de dirección e casquillos metálicos personalizados. Estas pezas requiren con frecuencia a mecanización de acero inoxidable para resistir a corrosión en aplicacións expostas, ou aluminio para compoñentes críticos en canto ao peso.
Para os fabricantes que pasan da mecanización de prototipos á produción completa, o sector automobilístico require socios capaces de manter a consistencia na calidade durante a transición cara a volumes máis altos. Shaoyi Metal Technology exemplifica esta capacidade: as súas instalacións certificadas segundo a norma IATF 16949 combinan un rigoroso control estatístico de procesos (SPC) coa escalabilidade rápida desde a prototipaxe ata a produción, ofrecendo prazos de entrega tan curtos como un día laborable para conxuntos do chasis e compoñentes de precisión. Esta combinación de certificación, control de procesos e velocidade responde ao reto fundamental da industria automobilística: introducir pezas de calidade nas liñas de montaxe sen demora.
Normas de precisión aeroespacial e médica
Se a fabricación automotriz exixe consistencia á escala, os sectores aeroespacial e médico exixen precisión sen compromisos. As consecuencias do fracaso —xa sexa unha pala de turbocompresor que se fende a 30.000 pés ou un implante cirúrxico que causa danos ao paciente— fan que os requisitos de calidade sexan fundamentalmente non negociables.
Requisitos para o fresado CNC aeroespacial
Segundo investigación sobre fabricación de precisión , as pezas aeroespaciais, como paletas de turbina, compoñentes de motor e soportes estruturais, requiren tolerancias tan estreitas como ±0,0005" (±0,013 mm), entrando na categoría de ultra-precisión, o que require controles ambientais e equipos especializados de medición.
A certificación AS9100D é obrigatoria para os fornecedores aeroespaciais. Este estándar amplía a ISO 9001 con requisitos específicos para a seguridade aérea:
- Xestión mellorada de riscos: Procesos formais para identificar e mitigar riscos durante todo o desenvolvemento do produto
- Xestión de configuración: Controis rigorosos que garantan que as pezas coincidan exactamente co deseño aprobado
- Controis da integridade do produto: Prevención de materiais falsificados e substitucións non autorizadas
- Inspección do Primeiro Artigo (FAI): Verificación exhaustiva de que os procesos de produción replican as pezas cualificadas
Os requisitos de materiais no sector aeroespacial demandan experiencia especializada. As aleacións de titán ofrecen excepcionais relacións resistencia-peso, pero se maquinan lentamente e desgastan rapidamente as ferramentas. O Inconel e outras superaleacións de níquel resisten temperaturas extremas, pero presentan importantes desafíos na maquinaria. Incluso a prototipaxe de fibra de carbono para estruturas compostas require comprender como se comportan estes materiais baixo forzas de corte.
Os compoñentes aeroespaciais típicos inclúen soportes estruturais, soportes de motores, compoñentes do tren de aterrizaxe, carcacas de actuadores e accesorios do sistema de combustible —cada un deles require certificacións documentadas dos materiais e verificación dimensional completa.
Normas para a mecanización médica
A fabricación de dispositivos médicos engade requisitos de biocompatibilidade ás exixencias de precisión. A certificación ISO 13485 rexula este sector con controles rigorosos sobre deseño, fabricación, trazabilidade e mitigación de riscos.
O que fai distinta a mecanización médica:
- Materiais biocompatibles: Graos de titánio 5 e 23, aceros inoxidables cirúrxicos (316L, 17-4PH) e plásticos especializados como o PEEK, que non causan reaccións adversas no corpo
- Requisitos de acabado superficial: Acabados lisos e sen rebabas que previnen danos nos tecidos e a colonización bacteriana
- Compatibilidade coa limpeza e esterilización: Pezas deseñadas para soportar ciclos repetidos de autoclave sen degradación
- Trazabilidade completa: Cada compoñente é rastrexable até lotes específicos de material para permitir a súa retirada en caso de aparecer problemas
As aplicacións da mecanización médica abranguen desde instrumentos cirúrxicos e implantes ortopédicos ata carcassas de equipos de diagnóstico e compoñentes de dispositivos de administración de fármacos. Cada unha delas require paquetes de documentación que cumpran as regulacións da FDA e as normas internacionais para dispositivos médicos.
Desde o prototipo á escala de produción
Quizais a transición máis desafiante na fabricación non sexa lograr a precisión, senón manter esa precisión cando os volumes aumentan dende un único prototipo ata millares de unidades de produción. Segundo a investigación sobre a escalabilidade na fabricación, unha das cousas máis difíciles de facer nun produto é o seu prezo: se este non se establece correctamente, todo o programa descarrila.
A prototipaxe mediante fresado CNC serve a fins fundamentalmente distintos que a fabricación en serie. O fresado de prototipos valida os conceptos de deseño, comproba a funcionalidade e identifica problemas antes de comprometerse coa produción en volume. Nesta fase, normalmente a velocidade importa máis que o custo por unidade.
O reto da transición xorde cando os prototipos exitosos deben converterse en realidades de produción. Isto implica:
- Refinamento do deseño para a fabricabilidade (DFM): Modificar os deseños de prototipo para optimizar a súa produción eficiente
- Validación do proceso: Confirmar que os métodos de produción replican de maneira consistente o rendemento do prototipo
- Consistencia do Material: Garantir que os materiais de produción coincidan exactamente coas propiedades dos materiais do prototipo
- Establecemento do sistema de calidade: Aplicación de protocolos de inspección adecuados para a fabricación en volume
- Optimización de custos: Redución dos custos por unidade mediante a eficiencia dos procesos sen comprometer a calidade
Os fabricantes intelixentes abordan estes retos colaborando con servizos de mecanizado CNC de precisión capaces de xestionar ambas as fases. Traballar coa mesma instalación desde o prototipo ata a produción elimina os riscos de transferir proxectos entre fornecedores, onde a coñecida como «conocemento tradicional» sobre pezas específicas adoita perderse.
É aquí onde proveedores como Shaoyi Metal Technology demostran un valor particular. A súa capacidade de entregar prototipos rápidos con prazos de entrega dun día, e logo escalar ata volumes de produción completos baixo o mesmo sistema de calidade IATF 16949, elimina a discontinuidade que normalmente afecta as transicións de prototipo a produción. En especial para aplicacións automotrices, a súa experiencia en montaxe de chasis e a supervisión constante mediante control estatístico de procesos (SPC) garanten que as pezas de produción coincidan exactamente cos prototipos validados.
A idea clave? Escoller un servizo de fresado CNC en liña non se trata só de facer hoxe o seu prototipo. Trátase de atopar un socio cuxas capacidades se alíñen co ciclo de vida completo do seu produto — desde a validación inicial do concepto ata os volumes de produción continuados. As certificacións, os procesos e a experiencia sectorial que avalie agora determinarán se a súa fabricación se escala de maneira fluída ou tropezará en cada punto de transición.
Unha vez comprendidas as necesidades do sector, está listo para dar o paso final: preparar a súa primeira encomenda cunha lista de comprobación clara que garanta o éxito.
Comezando coa súa primeira encomenda en liña de fresado CNC
Absorbeu moita información: procesos, materiais, tolerancias, factores de prezo e criterios de avaliación. Agora chega a pregunta práctica: como realiza realmente a súa primeira encomenda? Aínda máis importante, como sabe se os servizos de fresado CNC en liña son, de feito, a opción axeitada para o seu proxecto concreto?
Vamos resumir todo isto en orientacións prácticas. Sexa que estea encomendando pezas personalizadas de fresado CNC para un prototipo ou planeando series de produción de pezas fresadas CNC, esta sección final ofrece un marco claro para tomar decisións con confianza.
A túa lista de verificación previa ao pedido
Antes de facer clic en «subir», revise estas consideracións esenciais. Cada punto de comprobación evita erros comúns que atrasan os proxectos ou aumentan os custos:
- Selección do proceso confirmada: Determinou se a súa peza require fresado, torneado ou mecanizado multi-eixe? As pezas cilíndricas son máis adecuadas para o torneado; as xeometrías complexas con múltiplas caras requiren fresado; os contornos intrincados poden xustificar as capacidades de 5 eixes.
- Material especificado correctamente: É o material escollido apropiado para os requisitos mecánicos, térmicos e ambientais da aplicación? Verificou que o material está dispoñible na plataforma seleccionada?
- Tolerancias priorizadas: Identificou cales dimensións son realmente críticas e cales poden aceptar tolerancias estándar? Aplicar especificacións estreitas en todas partes incrementa innecesariamente os custos.
- Ficheiro CAD validado: O seu modelo é un sólido pechado e estanque? Eliminou a xeometría duplicada, verificou as unidades (mm ou polgadas) e confirmou que os vértices internos teñen radios mecanizables?
- Formato do ficheiro optimizado: Está subindo ficheiros STEP, IGES ou Parasolid en vez de formatos de malla como STL? A xeometría sólida tradúcese limpiamente en instrucións de fabricación.
- Roscas e características especiais documentadas: Indicou explicitamente as roscas, os requisitos de acabado superficial en caras específicas ou outros detalles que a xeometría CAD por si soa non pode comunicar?
- Cantidade considerada estratexicamente: A súa cantidade de pedido distribúe eficazmente os custos de preparación? Aumentar lixeiramente a cantidade pedida reduciría o custo por unidade o suficiente como para xustificarse?
- Prazo de entrega realista: Reservou tempo de produción adecuado, ou están inflando innecesariamente o seu orzamento cargos por entrega acelerada?
- Certificacións verificadas: O fornecedor dispón das certificacións adecuadas para a súa industria — ISO 9001 como mínimo, ademais de IATF 16949, AS9100D ou ISO 13485, se procede?
- Requisitos de documentación da calidade claros: Necesita informes de inspección, certificados de material ou certificados de conformidade? Especifíquelos desde o principio, en vez de solicitalos despois da produción.
Tomar a Decisión de Fabricación Correcta
Aquí ten unha verdade sincera: os servizos en liña de mecanizado CNC non sempre son a solución óptima. Comprender cando resulta máis axeitado recorrer a alternativas aforra tempo, diñeiro e frustración.
Escolla CNC en liña cando:
- A súa peza require a precisión, resistencia ou propiedades dos materiais que só o mecanizado pode ofrecer
- Necesita prototipos funcionais en materiais de produción, non só maquetas visuais
- As cantidades van dunha a varias centenas de pezas
- Valora uns prezos transparentes, orzamentos instantáneos e o seguimento do pedido
- Os materiais e tolerancias estándar cumpren os seus requisitos
- Os prazos de entrega de 3 a 10 días axústanse ao seu calendario
Considere a impresión 3D en vez diso cando:
- A súa xeometría inclúe canais internos, estruturas de rede ou formas orgánicas imposibles de mecanizar
- Necesita cantidades moi baixas (1–5 pezas) de prototipos non funcionais de forma rápida
- As propiedades do material son menos críticas que a velocidade e a liberdade xeométrica
- O seu orzamento é extremadamente limitado e os requisitos de precisión son modestos
Segundo a investigación comparativa sobre fabricación, a impresión 3D destaca para pezas con poucas restricións xeométricas, mentres que o fresado CNC ofrece unhas economías de escala máis favorables para cantidades superiores a 100 unidades cunhas xeometrías sinxelas.
Considere o moldeado por inxección cando:
- As cantidades superan as 500–1.000+ pezas plásticas idénticas
- O custo por unidade importa máis que o investimento inicial en ferramentas
- O teu deseño está finalizado e é improbable que cambie.
Considere talleres mecánicos locais cando:
- Os proxectos requiren unha colaboración extensa e un desenvolvemento iterativo
- Unha entrega no mesmo día ou no día seguinte é verdadeiramente crítica
- As discusións de deseño cara a cara mellorarían os resultados
- As preocupacións sobre propiedade intelectual requiren controles de confidencialidade máximos
Muitos compradores exitosos usan múltiples enfoques de forma estratéxica. A prototipaxe CNC rápida mediante plataformas en liña permite validar os deseños de forma áxil. Os volumes de produción poden trasladarse ao moldeado por inxección. As operacións altamente especializadas de corte CNC poden permanecer cos socios locais de confianza.
Próximos pasos para o teu proxecto
Agora está preparado para navegar pola fabricación CNC en liña con confianza. Pero o coñecemento sen acción permanece teórico. Aquí ten como avanzar de forma práctica:
Comece cun pedido de proba. Se nunca usou unha plataforma determinada, comece cunha peza máis sinxela en vez do seu compoñente máis crítico. Isto permite validar a súa calidade, comunicación e fiabilidade na entrega antes de comprometerse con proxectos máis amplos.
Busque socios preparados para a produción. Se o seu proxecto pode escalar desde a fabricación de prototipos por CNC ata a produción en volume, seleccione proveedores capaces de xestionar ambas fases. Segundo os criterios de avaliación de fabricación, unha boa parcería debe abordar non só as necesidades actuais, senón tamén a capacidade de satisfacer as demandas futuras e escalar co seu crecemento.
Que distingue aos proveedores preparados para a produción? Busque capacidades demostradas como prazos de entrega dun día para prototipos de urxencia, certificacións que cumpran os requisitos da súa industria e procesos de calidade documentados (en particular, a monitorización SPC para garantir a consistencia). Shaoyi Metal Technology exemplifica estas características—a súa certificación IATF 16949, a súa experiencia na montaxe de chasis e as súas capacidades de resposta rápida demostran o que deben ofrecer os proveedores centrados na produción.
Acepte a curva de aprendizaxe. O seu primeiro pedido probablemente non será perfecto. Descubrirá matices sobre a especificación de tolerancias, a preparación de ficheiros e a comunicación de requisitos que ningunha guía pode anticipar por completo. Cada proxecto constrúe experiencia que fai que os pedidos posteriores sexan máis sinxelos e máis rentables.
Siga iterando. As plataformas en liña de fresado CNC seguen evolucionando: algoritmos de presupostos mellorados, opcións de materiais ampliadas e capacidades de entrega máis rápidas. Mantéñase curioso sobre as novas funcións e non supoña que as limitacións actuais perdurarán.
O panorama da fabricación cambiou fundamentalmente. O que antes requiría semanas de chamadas telefónicas, visitas presenciais e negociacións de presupostos agora realízase en minutos mediante plataformas dixitais. Ten acceso a capacidades de fabricación de precisión das que só podían soñar as xeracións anteriores de enxeñeiros.
Utilice ese acceso sabiamente. Deseñe con criterio. Especifique con precisión. Colabore estratexicamente. E transforme os seus deseños dixitais en realidade física con confianza.
Preguntas frecuentes sobre os servizos online de CNC
1. Canto custa o fresado CNC?
Os custos de mecanizado CNC dependen de seis factores principais: selección do material (o aluminio custa 1-3 $/kg, mentres que o titán oscila entre 15-50 $/kg), complexidade da peza, requisitos de tolerancia, cantidade do pedido, especificacións do acabado superficial e prazo de entrega. As tolerancias estándar mantén os custos no nivel básico, mentres que as tolerancias de precisión poden duplicar os gastos. Os pedidos en volume reducen considerablemente o custo por unidade: unha peza que custa 134 $ por unidade pode baixar a 38 $ cada unha ao pedir 10 unidades. Optimizar os deseños empregando raios de ferramenta estándar, limitando a profundidade das cavidades e escollendo materiais facilmente dispoñíbeis axuda a minimizar os custos sen comprometer a calidade.
2. Cal é o mellor servizo CNC en liña?
O mellor servizo en liña de CNC depende dos seus requisitos específicos. Avalie os proveedores en función das súas certificacións (ISO 9001 como mínimo, máis IATF 16949 para o sector automobilístico ou AS9100D para o sector aeroespacial), os seus procesos de aseguramento da calidade, as opcións de materiais, a fiabilidade dos prazos de entrega e a calidade da comunicación. Para aplicacións automobilísticas que requiren a certificación IATF 16949 con monitorización SPC e escalado rápido desde a prototipaxe ata a produción, Shaoyi Metal Technology ofrece prazos de entrega dun día e experiencia na montaxe de chasis. Solicite sempre os informes de ensaio de materiais e verifique as capacidades de inspección antes de comprometerse con pedidos de gran volume.
3. Como obteño unha cita instantánea para usinaxe CNC?
Suba o seu ficheiro CAD (preferiblemente en formato STEP, IGES ou Parasolid) a unha plataforma en liña de fresado CNC. Os algoritmos do sistema analizan instantaneamente a xeometría, calculan o tempo de mecanizado e teñen en conta os custos dos materiais. Seleccione as súas especificacións — tipo de material, cantidade, tolerancias e acabado superficial — e reciba actualizacións de prezos en tempo real. A maioría das plataformas ofrecen orzamentos vinculantes en cuestión de minutos, comparado coas días que leva o proceso tradicional. Asegúrese de que o seu modelo é un sólido pechado e estanque, con raios de esquina internos mecanizables para obter un orzamento automático preciso.
4. Que formatos de ficheiro funcionan mellor para o fresado CNC en liña?
Os ficheiros STEP (.stp, .step) son o estándar universal para a mecanización CNC, conservando con precisión a xeometría sólida en todos os sistemas CAM. Os formatos IGES e Parasolid tamén funcionan ben. Evite os formatos baseados en malla, como STL ou OBJ, que descompoñen as curvas suaves en aproximacións facetadas inadecuadas para a mecanización de precisión. Antes de exportar, verifique que o seu modelo é estanque, elimine a xeometría duplicada, retire as paredes con menos de 0,5 mm de grosor para metais e confirme que as unidades son correctas para evitar erros comúns ao subir os ficheiros, que poden atrasar a produción.
5. Cando debo escoller a mecanización CNC en liña fronte á impresión 3D ou os talleres mecánicos locais?
Escolla CNC en liña cando precise precisión, resistencia e materiais de calidade produtiva para prototipos funcionais ou cantidades dunha a varias centenas de pezas. A impresión 3D é adecuada para canais internos, estruturas de rede ou maquetas visuais rápidas nas que as propiedades dos materiais importan menos. Os talleres mecánicos locais son excelentes para proxectos que requiren unha colaboración extensa, entrega o mesmo día ou discusións de deseño cara a cara. Moitos compradores utilizan os tres métodos estratexicamente: plataformas en liña para pezas sinxelas, talleres locais para proxectos complexos e colaborativos, e impresión 3D para liberdade xeométrica.