 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Fornecedores de Mecanizado Descodificados: Desde a Primeira Cotação Ata o Parceiro de Confianza
Comprensión dos fornecedores de mecanizado e o seu papel na fabricación
Cando está buscando pezas de precisión para o seu próximo proxecto, atopar os adecuados fornecedores de mecanizado pode resultar abrumador. Con millares de opcións que van desde pequenos talleres locais ata fabricantes por contrato a gran escala , como sabe cal tipo se axusta ás súas necesidades? Comprender as categorías fundamentais destes fornecedores — e o que os diferencia — é o seu primeiro paso cara a tomar decisións máis intelixentes na adquisición.
Que define a un fornecedor de mecanizado
Un fornecedor de mecanizado é calquera empresa que elimina material dunha materia prima para crear compoñentes acabados empregando ferramentas de corte, tornos, fresadoras ou outro equipo de precisión. Pero aquí é onde se pon interesante: non todos os fornecedores operan do mesmo xeito. O significado de CNC —Control Numérico por Orde— fai referencia ao proceso automatizado que guía a maioría das operacións modernas de mecanizado, e comprender qué é a tecnoloxía CNC axúdalle a avaliar máis eficazmente as capacidades dos fornecedores.
Na súa esencia, a definición de CNC describe máquinas programadas para executar movementos precisos de forma repetida, garantindo unha calidade consistente en centenares ou millares de pezas. Un mecanizador CNC experimentado programa e opera este equipo, transformando deseños dixitais en compoñentes físicos con tolerancias medidas en milesimas de polegada.
O Ecosistema de Fabricación Explicado
Os fornecedores de mecanizado adoitan clasificarse en tres categorías distintas, cada unha das cales atende necesidades diferentes dos compradores:
- Talleres por encomenda: Estas operacións máis pequenas xestionan proxectos diversos e de baixo volume. Ao buscar «talleres mecánicos preto de min», con frecuencia atoparás talleres de traballo que sobresalen na fabricación rápida de prototipos e pezas personalizadas únicas.
- Fabricantes por contrato: Instalacións máis grandes que ofrecen servizos integrais, incluídos a montaxe, o acabado e a xestión da cadea de suministro. Son ideais para series de produción de volume medio a alto.
- Talleres de mecanizado especializados: Centrados en procesos específicos (como o torneado suizo ou o fresado de 5 eixos) ou en sectores concretos (aeroespacial, médico), estes fornecedores aportan unha gran experiencia en aplicacións complexas.
Por que isto é importante para a súa estratexia de adquisición? A selección da categoría incorrecta de fornecedor adoita levar a expectativas desalineadas: pagar de máis por pezas sinxelas nunha empresa especializada ou sobrecargar un taller de traballo con volumes de produción que non pode sostener. Nas seccións seguintes, descubrirá un marco completo para avaliar capacidades, certificacións e potencial de colaboración que transforma a súa busca de fornecedores dun proceso de adiviñação nun proceso estratéxico.
Capacidades esenciais de mecanizado que todo comprador debe comprender
Imaxine entrar nas instalacións dun fornecedor e comprender realmente o que fai cada máquina —e, máis importante, se é adecuada para o seu proxecto. Eses coñecementos transformanno dun comprador pasivo nun socio estratéxico. Analicemos os procesos esenciais de mecanizado cos que se atopará ao avaliar posibles fornecedores.
Fundamentos do fresado e do torneado CNC
Estes dous procesos constitúen a columna vertebral da maioría das operacións de mecanizado, aínda que cumpren finalidades fundamentalmente distintas.
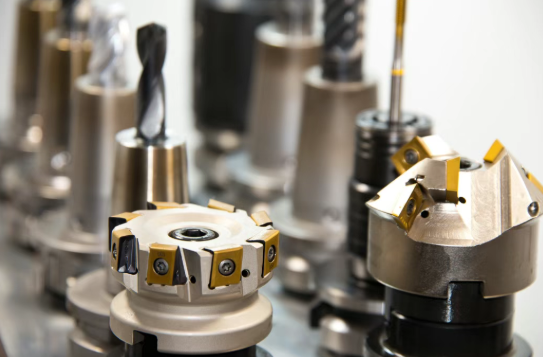
Fresado por CNC implica ferramentas de corte rotativas que se moven sobre unha peça de traballo estacionaria para eliminar material. Unha fresadora CNC destaca na creación de superficies planas, ranuras, bolsos e contornos complexos en 3D. Cando necesitas soportes, carcassas ou placas con características intrincadas, a fresado é normalmente o proceso ao que recorres. Un fresadora vertical coloca o eixe principal perpendicular á mesa—ideal para operacións de fresado frontal e taladrado—mentres que as configuracións horizontais manexan cortes máis pesados e pezas de maior lonxitude.
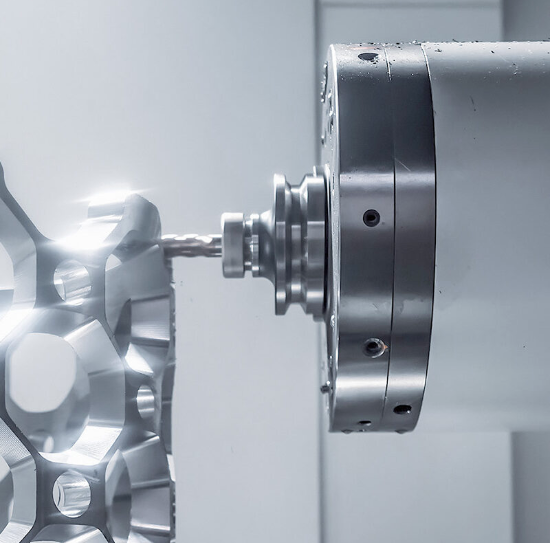
Torsión CNC inverte a ecuación: a peça de traballo xira mentres unha ferramenta de corte estacionaria a conforma. Un torno CNC produce pezas cilíndricas como eixes, pasadores, casquillos e compoñentes roscados cunha concentricidade excepcional. Se a túa peza é redonda ou ten simetría rotacional, o torneado ofrece tempos de ciclo máis rápidos e acabados superficiais mellor que o fresado da mesma xeometría.
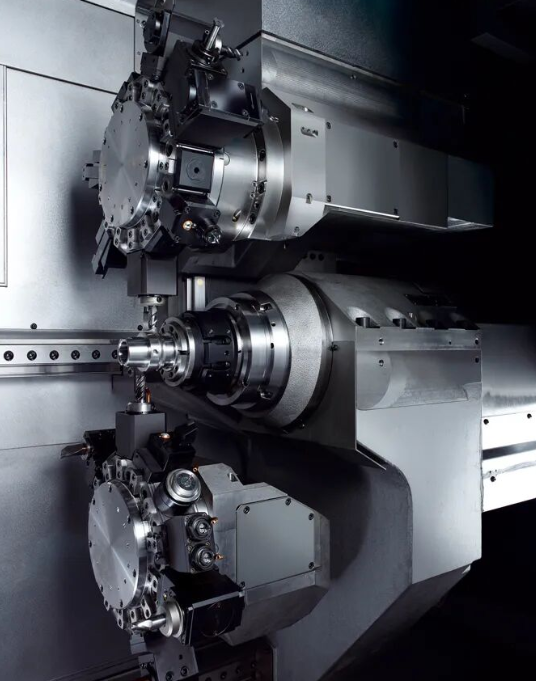
Aquí ten un consello práctico: ao revisar as capacidades dos fornecedores, non se limite a preguntar se teñen un fresadora ou un torno. Pregunte polas velocidades do eixe principal, os desprazamentos dos eixes e se utilizan ferramentas motorizadas nos seus tornos. As ferramentas motorizadas permiten que os centros de torneado realicen operacións de fresado sen ter que trasladar as pezas a unha segunda máquina, reducindo así os erros de manipulación e os tempos de entrega.
Procesos avanzados de múltiples eixes e especializados
Á medida que aumenta a complexidade das pezas, tamén o fai a sofisticación dos equipos necesarios. Comprender estas capacidades avanzadas axúdalle a identificar que fornecedores poden manexar xeometrías desafiantes.
fresado de 5 eixes: Unha fresadora CNC de 5 eixes move a ferramenta de corte ou a peza ao longo de cinco eixes diferentes de forma simultánea. Esta capacidade permite mecanizar compoñentes complexos para a industria aeroespacial, implantes médicos e pezas automotrices nun só montaxe. Menos montaxes significan tolerancias máis estreitas e menor erro acumulado, o que é fundamental cando o seu deseño require precisión.
Mecanizado suízo: Desenvolvidos orixinalmente para a reloxoería, os tornos de tipo suízo son excelentes para producir pezas pequenas de diámetro, longas e esbeltas con precisión excesiva. Se os seus compoñentes inclúen pasadores cun diámetro inferior a 1,25 polgadas e relacións lonxitude/diámetro superiores a 3:1, o mecanizado suízo adoita superar ao torneado convencional.
EDM (mecanizado por descarga eléctrica): Cando as ferramentas de corte convencionais non poden acadar esquinas internas estreitas ou procesar materiais endurecidos, unha máquina EDM vólvese esencial. O EDM por fío emprega un fío fino cargado electricamente para cortar perfís intrincados en materiais condutores—ideal para compoñentes de matrices, ranuras aeroespaciais e características de dispositivos médicos. O EDM por inmersión crea cavidades complexas utilizando electrodos formados.
Esmerilado: Unha fresadora elimina material mediante acción abrasiva en vez de corte, conseguindo acabados superficiais e tolerancias que o mecanizado por si só non pode igualar. Cando os seus planos especifican acabados superficiais inferiores a 16 Ra ou tolerancias dentro de ±0,0002 polgadas, as capacidades de rectificado volvense imprescindibles.
| Tipo de Proceso | Mellores aplicacións | Tolerancias típicas | Compatibilidade de materiais |
|---|---|---|---|
| Fresado por CNC | Carcasas, soportes, placas, contornos 3D | ±0,001" a ±0,005" | Aluminio, acero, titano, plásticos |
| Torsión CNC | Eixes, pasadores, casquillos, pezas roscadas | ±0,0005" a ±0,002" | A maioría dos metais e plásticos de enxeñaría |
| mecanizado de 5 eixos | Compontes aeroespaciais/médicas complexas | ±0.0005" a ±0.001" | Titanio, Inconel, aluminio, compósitos |
| Mecanizado suizo | Pequenas pezas de precisión, parafusos médicos | ±0,0002" a ±0,0005" | Acero inoxidable, lata, titanio |
| Wire EDM | Perfís intrincados, materiais endurecidos | ±0,0001" a ±0,0005" | Calquera material condutor |
| Reciclagem | Acabado de precisión, tolerancias estreitas | ±0,0001" a ±0,0002" | Aceros endurecidos, cerámicas, carburo |
Ao escoller un fornecedor cuxas capacidades se axusten ás súas necesidades, considere esta aproximación: comece coa característica máis exixente da súa peza. Se a súa peza inclúe un furo de ±0,0003″, necesita un fornecedor con capacidades de rectificado ou alisado, independentemente de como realice o fresado das súas características externas. A especificación máis estrita do seu debuxo determina o limiar mínimo de capacidade. Agora que comprende o que ofrece cada proceso, a seguinte pregunta crítica é: ten o fornecedor as certificacións de calidade que demostran que o seu traballo cumpre os estándares do sector?
Requisitos de Certificación e Normas de Calidade Desentrañados
Encontrou un fornecedor co equipamento e as capacidades adecuadas, pero ¿como sabe que entregará unha calidade constante? As certificacións proporcionan a resposta. Non son só placas na parede; representan sistemas verificados que garanten procesos repetibles, procedementos documentados e mellora continua. Comprender qué certificacións son relevantes para o seu sector axúdalle a distinguir entre socios cualificados e fornecedores de risco.
Certificacións de Calidade Normalizadas no Sector
As certificacións de calidade funcionan como validación independente de que os procesos dun fornecedor cumpren normas establecidas. Pense nelas como unha auditoría por terceiros que confirma que o fornecedor fai o que afirma — desde como calibra ferramentas de medición como calibradores de profundidade e calibradores de pino ata como trata as pezas non conformes .
Isto é o que valida cada unha das principais certificacións:
- ISO 9001:2015 – O estándar fundamental de xestión da calidade aplicable a calquera industria. Verifica que un fornecedor mantén procesos documentados, leva a cabo auditorías internas, fai seguimento dos comentarios dos clientes e busca a mellora continua. Considere a norma ISO 9001 como seu requisito básico: calquera fornecedor serio de mecanizado debería posuír esta certificación.
- IATF 16949 – O estándar de calidade obrigatorio para a industria automobilística, que se basea na ISO 9001 e engade requisitos adicionais para a prevención de defectos, a redución da variabilidade e a eliminación de desperdicios. Os fabricantes de equipos orixinais (OEM) do sector automobilístico e os seus fornecedores de primeiro nivel (Tier 1) requiren normalmente esta certificación. Pon énfase no control estatístico de procesos, nos procedementos de aprobación de pezas de produción (PPAP) e na análise de modos de fallo.
- AS9100 – O equivalente para a industria aeroespacial, que engade requisitos rigorosos en materia de rastrexabilidade, xestión de configuración e avaliación de riscos. Se as súas pezas voan —xa sexa en avións comerciais, sistemas de defensa ou aplicacións espaciais—, a certificación AS9100 é, normalmente, imprescindible.
- ISO 13485:2016 – Deseñado especificamente para fabricantes de dispositivos médicos e os seus fornecedores. Esta certificación garante que os procesos aborden os requisitos reguladores, a trazabilidade dos produtos e a xestión de riscos ao longo do ciclo de vida do produto. Como se indica en A documentación de calidade de Tapecon , o rexistro ISO 13485:2016 permite crear dispositivos e solucións médicos que cumpren de maneira consistente os requisitos dos clientes e os requisitos reguladores.
- ITAR (International Traffic in Arms Regulations) – Non é unha norma de calidade en si, senón un requisito de conformidade para as empresas que fabrican ou manipulan artigos relacionados coa defensa. O rexistro ITAR no Departamento de Estado dos Estados Unidos demostra o compromiso dun fornecedor de protexer os datos técnicos controlados e restrinxir o acceso só ao persoal autorizado.
- Rexistro na FDA – Exixido para as instalacións que fabrican dispositivos médicos vendidos nos Estados Unidos. Aínda que non é unha certificación de calidade, o rexistro na FDA indica que o fornecedor opera baixo as normas actuais de Boas Prácticas de Fabricación (CGMP).
Máis aló das certificacións, os fornecedores competentes mantén ferramentas de mecánico calibradas, incluídos micrómetros, pie de rei e máquinas de medición por coordenadas, con rexistros de calibración trazables. Pídalle que lle mostre o seu calendario de calibración e os patróns de bloques de medición durante as avaliacións das instalacións.
Por que o nivel de certificación é importante para o seu proxecto
Aquí é onde moitos compradores cometen erros: ou especifican en exceso as certificacións (pagando prezos premium por cumprimentos innecesarios) ou especifican en defecto (creando riscos na cadea de subministro). A axustar os requisitos de certificación ás súas necesidades reais optimízase tanto o custo como os resultados de calidade.
Certificacións obrigatorias fronte a certificacións preferidas:
Se está fabricando compoñentes para contratistas principais aeroespaciais, a norma AS9100 non é opcional: é un requisito contractual que se transmite a través da cadea de subministro. De maneira semellante, os fabricantes de automóbiles (OEM) imponen a norma IATF 16949, e as empresas de dispositivos médicos enfrentan presión reguladora para adquirir produtos de fornecedores certificados segundo a ISO 13485.
Non obstante, se está producindo equipamento industrial ou produtos comerciais sen supervisión reguladora, a norma ISO 9001 ofrece unha garantía de calidade suficiente. Exixir certificacións automobilísticas ou aeroespaciais para pezas industriais xerais encarece os custos sen engadir valor.
Que verifican realmente as certificacións:
Un sistema de xestión da calidade certificado garante que o fornecedor mantén procesos controlados para todo, desde a inspección dos materiais entrantes ata a verificación final da peza. Isto inclúe a utilización axeitada de ferramentas para eliminar rebabas, a fin de eliminar os artefactos derivados da maquinaria que poderían afectar ao axuste ou á función, procedementos de inspección documentados que empreguen ferramentas de medición calibradas e enfoques sistemáticos para a acción correctiva cando xorden problemas.
As certificacións tamén validan os programas de formación. Os operarios aprenden procedementos estandarizados para o uso correcto das ferramentas de desbarbado, os inspectores comprenden os requisitos de mostraxe estatística e os enxeñeiros de calidade mantén a documentación de control de procesos. Esta aproximación sistemática reduce a variabilidade e detecta problemas antes do envío das pezas.
Preguntas que facer sobre os sistemas de calidade:
- Cando foi a súa última auditoría de certificación, e identificáronse algunhas non conformidades?
- Pode facilitarnos copias das súas certificacións actuais coas súas cifras de rexistro?
- Como xestionan a calibración das ferramentas de medición de precisión?
- Cal é o seu procedemento para responder ás reclamacións de calidade dos clientes?
As certificacións indícanlle que un fornecedor ten os sistemas adecuados implantados, pero os sistemas por si mesmos non garanten resultados. Na seguinte sección aprenderá como elaborar un marco de avaliación integral que vai máis aló das certificacións para avaliar as capacidades reais, a capacidade produtiva e a fiabilidade.

Un marco práctico para avaliar fornecedores de mecanizado
As certificacións confirmar que un fornecedor ten sistemas de calidade implantados—pero como verificas que realmente os aplique? Sexa que estás buscando «cnc preto de min» ou avaliando socios no estranxeiro, necesitas unha aproximación estruturada que transforme impresións subxectivas en decisións obxectivas. O seguinte marco ofrécete criterios prácticos para puntuar os fornecedores potenciais antes de comprometerte cunha parcería.
Construír a túa folla de puntuación de fornecedores
Unha folla de puntuación de fornecedores converte observacións dispersas en puntos de datos comparables. Pensa nela como unha lista de comprobación normalizada que garante que todos os candidatos se avalíen segundo os mesmos criterios—eliminando así o sesgo e posibilitando comparacións obxectivas.
Segundo a investigación sobre adquisicións de Smartsheet , a avaliación eficaz de fornecedores require tres elementos fundamentais: un roster organizado baseado no valor para a túa organización, un sistema para rastrexar o rendemento respecto das métricas e a utilización dun sistema estratéxico de clasificación. Aquí tes como construír a túa:
Avaliación das Capacidades Técnicas
Comece por coincidir o equipamento do fornecedor cos requisitos do seu proxecto. Non se limite a preguntar «¿Ten máquinas de 5 eixos?»—profundice máis:
- ¿Qué marcas e modelos específicos de máquinas operan?
- ¿Cal é o volume máximo de peza para o seu equipamento máis grande?
- ¿Teñen sistemas de supervisión de máquinas que rexistren a utilización do fuso e os tempos de ciclo?
- ¿Poden proporcionar estudos de capacidade (datos Cp/Cpk) para procesos semellantes ás súas pezas?
Un operador CNC cualificado que traballa con equipamento ben mantido obtén resultados distintos ca un equipo insuficientemente formado que opera máquinas obsoletas. Solicite pezas de mostra ou visite as instalacións para observar en primeira man a calidade real da produción.
Verificación do sistema de calidade
Ademais de comprobar as datas de certificación, verifique que os sistemas de calidade funcionan nas operacións cotiás. Pida revisar os resultados recentes das auditorías internas, os rexistros de queixas dos clientes e os informes de acción correctiva. Un fornecedor que se sente cómodo compartindo esta información demostra transparencia—unha señal positiva para parcerías a longo prazo.
Análise de capacidade e escalabilidade
Pode este fornecedor crecer xunto con vostede? Avalie as taxas actuais de utilización das máquinas, os patróns de turnos e os planos de expansión. Un taller de fabricación que opera en tres turnos cunha taxa de utilización do 95 % ten pouca capacidade para atender as súas encomendas urxentes. Por outra parte, unha instalación con capacidade dispoñible e planos de crecemento documentados indica que está preparada para escalar xunto co seu negocio.
Rapidez na comunicación
Probe a súa resposta antes de asinar contratos. Con que rapidez devolven as chamadas? Chegan as ofertas dentro dos prazos prometidos? Os patróns iniciais de comunicación predíxen as dinámicas futuras da parcería. Os fornecedores que teñen dificultades para responder na fase de cortejo raramente melloran despois de gañar o seu negocio.
Indicadores de estabilidade financeira
Un fornecedor tecnicamente competente que atravesa dificultades financeiras representa un risco grave para a cadea de suministro. Solicite referencias crediticias, revise os informes financeiros públicos, se están dispoñibles, ou utilice servizos terceirizados de monitorización crediticia. Enquisas do sector recoméndase solicitar as cualificacións de risco de Dun & Bradstreet ou puntuacións crediticias equivalentes durante a incorporación do fornecedor.
Siga este proceso de avaliación paso a paso para avaliar sistematicamente cada candidato:
- Filtrado inicial: Verifique as cualificacións básicas: certificacións, listas de equipos e experiencia no sector relevante para a súa aplicación.
- Petición de documentación: Recollan manuais de calidade, declaracións de capacidades, listas de equipos con números de modelo e exemplos de informes de inspección.
- Comprobación de referencias: Póñase en contacto con polo menos tres clientes actuais, preguntando especificamente sobre a entrega a tempo, a consistencia da calidade e a resolución de problemas.
- Avaliación das instalacións: Visite a liña de produción para observar a organización, o estado dos equipos e o compromiso dos traballadores. Busque imaxes de talleres mecánicos que coincidan co que ve en persoa fronte aos materiais promocionais.
- Pedido experimental: Realice un pedido inicial pequeno para avaliar o rendemento na práctica antes de comprometerse con volumes maiores.
- Elaboración do cartafol de puntuación: Valore cada criterio nunha escala consistente e calcule as puntuacións ponderadas en función das súas prioridades.
Banderas vermellos que indican risco do fornecedor
Saber o que buscar durante as avaliacións axúdalle a evitar erros custosos. Baseado en investigación consultiva sobre calidade , estas señais de alerta durante as visitas iniciais predín, con frecuencia, problemas futuros:
Banderas vermellos de proceso e calidade
- Adhesivos de calibración ausentes ou obsoletos nos equipos de medición suxiren que os resultados das inspeccións non son fiables.
- Taxas de defectos superiores ao 2 % indican problemas sistémicos de control de procesos que, finalmente, afectarán as súas pezas.
- Métricas de capacidade fluctuantes (Valores Cp/Cpk que oscilan entre aceptables e inaceptables) indican procesos de fabricación inestables.
- Registros de produción incompletos ou a reticencia a compartir os informes diarios adoitan agochar problemas de xestión máis profundos.
Sinais operativos de alerta
- Espazos de traballo desorganizados con pasillos bloqueados e equipamento de seguridade ausente revelan fallos na disciplina operativa.
- Máquinas obsoletas ou mal mantidas sen etiquetas actuais de mantemento aumentan o risco de avarías.
- Instalacións sobrecargadas con materiais almacenados en zonas temporais suxiren restricións de capacidade que afectarán os seus prazos de entrega.
- Dependencia excesiva da supervisión do comprador —se necesitan a súa dirección constante para resolver problemas rutineiros, a súa xestión interna é débil.
Sinais comerciais de alerta
- Precios significativamente por debaixo dos prezos de mercado a miúdo ocultan custos que aparecen máis tarde mediante órdenes de cambio, tarifas de utillaxe ou fallos de calidade.
- Condicions contractuais pouco claras sobre a propiedade da utillaxe, os calendarios de pagamentos ou as responsabilidades de entrega xeran litixios futuros.
- Promesas excesivas sen especificacións —frases como «podemos facer calquera cousa que vostede precise» sen explicacións concretas dos procesos indican unha maior atención en gañar contratos que en entregar resultados.
- Excusas de confidencialidade que impiden preguntas lexítimas pode ocultar debilidades no proceso ou brechas de conformidade.
Preguntas que revelan a preparación do fornecedor
Utilice estas preguntas durante as conversacións iniciais para detectar posibles problemas dende o principio:
- "Que porcentaxe da súa capacidade actual está a ser utilizada, e como podería acomodar un incremento do 50 % nas nosas encomendas?"
- "Podería explicarme o seu proceso para xestionar un fallo de calidade que chegue ao cliente?"
- "Quen son os seus subfornecedores críticos, e como xestiona os riscos na súa propia cadea de suministro?"
- "Cal foi o último investimento importante en equipos que realizou, e que está previsto para os próximos dous anos?"
- "Podería falar co seu xefe de calidade sobre as accións correctivas recentemente implantadas?"
Un taller mecánico automotriz ou un fabricante de precisión confiado nas súas operacións acolle con agrado estas preguntas. As respostas evasivas ou defensivas durante esta fase de descubrimento adoitan prever parcerías problemáticas.
As auditorías das instalacións merecen atención especial. Ademais do percorrido formal, observe como interactúan os empregados entre si e co seu equipamento. Os operarios seguen os procedementos documentados ou improvisan? As instrucións de traballo están expostas en cada posto e fai referencia a elas de forma clara? Estes detalles revelan se os sistemas de calidade existen só nos manuais ou funcionan na práctica diaria.
Documente todo durante a súa avaliación: fotos, notas e observacións específicas. Este rexistro resulta inestimable ao comparar varios candidatos e fornece unha liña base para a supervisión futura do rendemento. Ao completar a súa folla de puntuación e identificar as banderolas vermellos, estará listo para facer unha selección informada; e na seguinte sección, exploraremos como cambian as estruturas de prezos á medida que os seus proxectos evolucionan desde o prototipo ata os volumes de produción.
Navegar pola transición do prototipo á produción
Identificaches fornecedores cualificados de mecanizado con as capacidades e certificacións adecuadas—pero aquí vai unha pregunta que moitos compradores pasan por alto: poden crecer xunto contigo? O fornecedor que entrega dez prototipos impecables pode ter dificultades cando necesites dez mil pezas de produción. Comprender como varían os prezos, os prazos de entrega e as demandas operativas ao longo das distintas fases do proxecto axúdache a seleccionar socios que apoiarán todo o ciclo de vida do teu produto.
Desde o prototipo á escala de produción
A transición do prototipo á fabricación en grande escala non se trata só de pedir máis pezas. Cambia fundamentalmente a relación co fornecedor, a estrutura de custos e as expectativas de calidade.
Cantidades mínimas de pedido (MOQ): As tendas centradas en prototipos adoitan aceptar pedidos tan pequenos como unha unidade, absorbindo os custos de configuración nun prezo máis alto por unidade. As instalacións orientadas á produción requiren normalmente cantidades mínimas—ás veces 100, 500 ou incluso 1.000 unidades—para xustificar os investimentos en eficiencia que realizaron. Antes de comprometerse cun fornecedor de prototipos, pregúntelle se manteñen cantidades mínimas de pedido (MOQ) para produción e qué volumes activan distintos niveis de prezos.
Custos de configuración e investimentos en utillaxes: Cada operación de mecanizado require programación, configuración de dispositivos de suxeición e verificación do primeiro artigo. Segundo investigación industrial sobre prezos , este custo de enxeñaría non recorrente (NRE) oscila normalmente entre 200 $ e 500 $ ou máis para pezas complexas—sen importar se está pedindo unha ou 1.000 unidades. Para prototipos, este custo fixo domina o prezo por unidade. Ao aumentar o volume, repártese entre máis pezas, reducindo dramaticamente o custo unitario.
Os investimentos en utillaxes engaden outra dimensión. Aínda que os prototipos adoitan empregar fresas estándar e mordazas suaves, as series de produción poden require utillaxes personalizadas, sistemas de suxeición específicos ou ferramentas de corte especializadas que melloran os tempos de ciclo pero demandan un capital inicial. Algúns fornecedores cobran por separado estas utillaxes; outros inclúenolos nos prezos unitarios. Aclarar a propiedade desde o principio: se pagou polas utillaxes personalizadas, pode transferilas a outro fornecedor se fose necesario?
Aquí hai unha consideración práctica: se aínda está afinando o seu deseño, non ten sentido investir moito nas utillaxes de produción. Un fresadoira CNC de sobremesa podería producir prototipos aceptables para comprobacións de axuste, pero a produción require equipos industriais coa repetibilidade necesaria para manter as tolerancias ao longo de millares de ciclos. Asegúrese de que a clase de equipo do seu fornecedor se adeque á fase do seu proxecto.
Comprensión dos modelos de prezo baseados no volume
¿Por que o mesmo compoñente custa 315 $ por unha unidade pero só 15,30 $ por 1.000? A matemática é sinxela unha vez que se entende a fórmula:
Prezo por unidade = (Custo de configuración único / Cantidade do pedido) + Custo variable por compoñente
Vexamos isto en acción cun exemplo real. Supoñamos que un compoñente ten un custo de configuración de 300 $ e un custo variable de 15 $ por unidade:
| Cantidade do pedido | Custo de preparación por unidade | Custo variable | Prezo total por unidade | Redución de prezo respecto ao nivel anterior |
|---|---|---|---|---|
| 1 | $300.00 | $15.00 | $315.00 | — |
| 10 | $30.00 | $15.00 | $45.00 | 86% |
| 100 | $3.00 | $15.00 | $18.00 | 60% |
| 1,000 | $0.30 | $15.00 | $15.30 | 15% |
Observe como as mellores economías ocorren ao principio: ao pasar de 1 a 10 unidades, o prezo por unidade redúcese un 86 %. O «punto óptimo» para moitos equipos de adquisición atópase entre 10 e 100 unidades, onde os custos de configuración pasan do 66,7 % do prezo ao 16,7 % únicamente. Máis aló das 1.000 unidades, achégase ao límite real do custo variable.
Unha advertencia crítica dos analistas de prezos: teña coidado cos fornecedores que afirman «$0 NRE» nas cotizacións de prototipos. Na maioría dos casos, están ocultando ese custo de configuración dentro de prezos unitarios inflados. Isto fai que a súa cotización pareza atractiva para pequenas cantidades, pero xera problemas ao escalar: está pagando esencialmente a tarifa de configuración repetidamente en vez de amortizala unha soa vez.
Expectativas de prazos de entrega segundo a fase do proxecto:
- Prototipos (1–10 pezas): Espérase entre 3 e 10 días hábiles, dependendo da complexidade. Os fornecedores adoitan acelerar a fabricación de prototipos para gañar traballo futuro de produción.
- Produción de baixo volume (10-100 pezas): Os prazos de entrega normalmente esténdense a 2–4 semanas, xa que a documentación de calidade e as inspeccións da primeira mostra volvense máis rigorosas.
- Volumes de produción (100+ pezas): Os prazos de entrega estándar van de 4 a 8 semanas, aínda que os fornecedores con capacidade dedicada poden ofrecer tempos de resposta máis rápidos. Confirme a asignación de capacidade antes de dar por feito que os prazos de entrega cotizados se mantén para pedidos repetidos.
A programación CNC tamén afecta a liña temporal desde o prototipo á produción. Os programas iniciais desenvolvidos para prototipos adoitan priorizar a flexibilidade fronte á velocidade. As series de produción xustifican os esforzos de optimización: mellorar as trayectorias das ferramentas, reducir os cortes en baleiro e implementar estratexias eficientes de evacuación de virutas que aforran segundos por ciclo. Eses segundos multiplícanse ao longo de millares de pezas, conseguindo reducións de custo significativas.
Buscar fornecedores que crezan contigo:
De acordo co a investigación sobre a transición á fabricación , cambiar de fornecedor entre a fase de prototipado e a de produción introduce complexidade e risco. Só o reacondicionamento das ferramentas pode custar 100 000 $ ou máis, dependendo do proceso e da súa complexidade. O socio ideal xestiona ambas as fases de forma perfecta.
Ao avaliar fornecedores, fágalles estas preguntas sobre a capacidade de escalar:
- Ofrecen tanto servizos de prototipado como de produción, ou especialízanse só nun deles?
- Como varían as súas estruturas de prezos entre pedidos de 10, 100 e 1 000 unidades?
- Poden compartir exemplos de clientes cos que pasaron desde o desenvolvemento ata a produción completa?
- Cal é o seu prazo de entrega habitual para volumes de produción fronte a prototipos?
Algunhos fabricantes—especialmente aqueles que anuncian unha fresadora CNC de sobremesa ou capacidades de fresado miniatura—destacan nos prototipos, pero carecen de infraestrutura de produción. Por outra banda, talleres de alta produción con equipos de fresado miniatura Haas poden rexeitar pedidos pequenos de prototipos ou ofrecer prezos prohibitivos para eles. Identificar fornecedores que cubran ambos os ámbitos colócaovos nunha posición máis favorable para transicións máis fluídas e para fortalecer a vosa capacidade de negociación á medida que aumenten os volumes.
Unha vez clarificadas as dinámicas de prezos e as consideracións sobre a escalabilidade, a seguinte decisión estratéxica implica a xeografía: debería aprovisionarse no mercado local, explorar opcións extranxeiras ou desenvolver un enfoque híbrido? A resposta depende de factores que van máis aló dunha simple comparación de custos.

Consideracións xeográficas e estratexia da cadea de suministro
Debería adquirir directamente dunha fábrica estadounidense, explorar a fabricación no estranxeiro ou construír unha cadea de subministro híbrida? Esta decisión vai moi aló da comparación dos prezos unitarios. A súa estratexia de adquisición xeográfica afecta os prazos de entrega, a eficiencia na comunicación, a seguridade da propiedade intelectual e a súa capacidade de resposta cando xorden problemas. Comprender estas compensacións axúdalle a tomar decisións informadas, alineadas cos seus obxectivos específicos e co seu nivel de tolerancia ao risco.
Vantaxes e consideracións dos fornecedores nacionais
Cando busca un "taller mecánico automotriz preto de min" ou está avaliando fornecedores de mecanizado rexionais, a proximidade ofrece beneficios que non sempre aparecen nas cotizacións, pero que teñen un impacto significativo no custo total de propiedade.
Prazos de entrega máis rápidos e simplicidade lóxica: A mecanización doméstica elimina as complexidades do transporte internacional. Segundo unha investigación do sector de Frigate, a produción local elimina os atrasos relacionados con aduana, minimiza os requisitos de inventario de seguridade e apoia os modelos de entrega xusta a tempo. Un taller de mecanizado de motores situado na súa rexión pode enviar as pezas acabadas en menos dun día en vez de esperar semanas pola liberación do transporte marítimo.
Comunicación en Tempo Real: As operacións no mesmo fuso horario significan que os problemas se resolven durante o seu horario laboral. Cando un cambio de deseño require axustes inmediatos das ferramentas ou cando unha dúbida sobre a calidade demanda aclaracións, os fornecedores nacionais responden en horas en vez de días. Esta velocidade de comunicación resulta crítica durante o desenvolvemento de prototipos ou ao xestionar ordes de cambio de enxeñaría.
Mellor protección da propiedade intelectual: A fabricación nacional opera dentro de marcos legais coñecidos. Segundo expertos internacionais en dereito da fabricación a transferencia de ficheiros de deseño a nivel internacional introduce puntos vulnerables nos que os datos poden ser interceptados, duplicados ou utilizados sen autorización—especialmente en rexións con aplicación laxa da propiedade intelectual. Os fornecedores nacionais ofrecen unha maior garantía contra a filtración de PI.
Accesibilidade da supervisión da calidade: Visitar un fornecedor local para auditorías, inspección do primeiro artigo ou resolución de problemas require un curto percorrido en vez dun viaxe internacional. Esta accesibilidade permite o tipo de supervisión práctica que prevén as fugas de calidade e constrúen relacións de colaboración auténticas.
O compromiso? A fabricación nacional acostuma ter un prezo máis elevado por unidade debido aos custos laborais e á estrutura de gastos xerais. Non obstante, cando se teñen en conta os menores custos de almacenamento de inventario, a eliminación das taxas aduaneiras e o tempo máis curto para chegar ao mercado, a diferenza no custo total de chegada reduce considerablemente.
Avaliación dos compromisos da fabricación no estranxeiro
A mecanización en alta mar promete menores custos por unidade, pero eses aforros van acompañados de complexidades operativas que requiren unha avaliación cuidadosa.
Realidades dos custos ocultos: Esa atractiva oferta de mecanización en alta mar raramente conta a historia completa. O custo total ao chegar inclúe as taxas de transporte internacional, os dereitos aduaneiros, os aranceis de importación, o inventario de reserva para cubrir a variabilidade dos tempos de tránsito e os custos de inspección de calidade. Unha investigación de Frigate mostra que estes custos ocultos poden reducir moito, se non todos, os aforros aparentes.
Vulnerabilidade da cadea de suministro: A dependencia de fornecedores en alta mar significa que calquera interrupción na cadea de suministro global — escaseza de contenedores, congestión portuaria ou tensións xeopolíticas — pode dar lugar a liñas de produción inactivas e a perda de oportunidades no mercado. Un informe de Deloitte descubriu que máis do 40 % dos fabricantes globais identificaron a inestabilidade no aprovisionamento en alta mar como un dos principais riscos operativos.
Preocupacións sobre Propiedade Intelectual: Os expertos legais especializados na fabricación internacional subliñan que os acordos de confidencialidade estándar raramente protexen os seus deseños no estranxeiro. Para protexer eficazmente a propiedade intelectual no exterior, é necesario rexistrar as marcas comerciais e as patentes no país de fabricación —incluso se non vende alí— e empregar acordos NNN específicos do país que impidan aos fornecedores utilizar a súa información, revelala ou vender directamente aos seus clientes.
Desafíos no control de calidade: Controlar a calidade dende lonxe require contratar inspectores de terceiros, programar auditorías regulares e aceptar que o "desgaste da calidade" —a diminución gradual da calidade do produto ao longo do tempo— resulta máis difícil de detectar e corrixir. Os fornecedores de mecanizado CNC no estranxeiro poden carecer de procedementos normalizados de rexistro ou operar fóra das certificacións ISO, o que xera riscos de incumprimento durante as auditorías.
As inversiones en automatización da fabricación e na automatización de fábricas reduciron algúns baleiros de calidade, xa que as instalacións modernas de fábricas no estranxeiro están a implantar cada vez máis o mesmo equipamento CNC que se atopa nas instalacións nacionais. Con todo, a disciplina nos procesos, a formación dos operarios e os sistemas de xestión varían moito, polo que é esencial unha avaliación minuciosa.
Comparación entre aprovisionamento nacional e aprovisionamento no estranxeiro
Utilice esta táboa comparativa para avaliar que factores son máis importantes para a súa aplicación específica:
| Factor | Aprovisionamento nacional | Aprovisionamento no estranxeiro |
|---|---|---|
| Prazo de entrega | 1-4 semanas típicas; posibilidade de aceleración en poucos días | 6-12 semanas, incluído o transporte; opcións limitadas de aceleración |
| Comunicación | Mesmo fuso horario; resolución en tempo real dos problemas | diferenzas de fuso horario de 12 ou máis horas; ciclos de resposta retrasados |
| Protección IP | Marco legal sólido; contratos exixíbeis | Aplicación variable; require o rexistro IP local |
| Estrutura de Custos | Prezos unitarios máis altos; custos ocultos máis baixos | Prezos unitarios máis baixos; posibles custos ocultos significativos |
| Supervisión de calidade | Acceso fácil ás instalacións; auditorías prácticas factibles | Require inspeccións por terceiros; auditorías intensivas en desprazamentos |
| Risco da Cadea de Suministro | Menor exposición a perturbacións globais | Vulnerable a retrasos no transporte e a eventos xeopolíticos |
| Cumprimento normativo | Normas familiares; verificación máis sinxela | Normas variables; requírese verificación da certificación |
Tomar a decisión xeográfica axeitada
A súa estratexia óptima de aprovisionamento depende de valorar estes factores en función das súas prioridades específicas:
- Escolla fabricación local cando a sensibilidade ao prazo de entrega, as preocupacións sobre propiedade intelectual ou o cumprimento de normativas (ITAR, AS9100, FDA) son prioritarios. Os proxectos que requiren cambios de enxeñaría frecuentes ou unha colaboración estreita na garantía da calidade tamén se benefician de socios locais.
- Considere a subcontratación no extranxeiro para produtos de alto volume e deseño estable nos que a redución de custos xustifica prazos de entrega máis longos e pode investirse en sistemas robustos de supervisión da calidade.
- Desenvolva estratexias híbridas prototipando localmente para obter velocidade e flexibilidade, e pasando despois á produción estable no extranxeiro —ou mantendo dúas fontes simultáneas para mitigar os riscos na cadea de suministro.
Para requisitos de solución integral nas que un único fornecedor xestiona todo, desde a materia prima ata o montaxe final, os socios locais adoitan ofrecer unha execución máis fluída. A complexidade da coordinación dos acordos integrais no extranxeiro introduce puntos adicionais de fallo.
Independentemente da estratexia xeográfica que escolla, lembre que o prezo máis baixo citado raramente representa o custo total máis baixo. Inclúa todos os elementos — desde o transporte e os dereitos aduaneiros ata a supervisión da calidade e os custos de almacenaxe de inventario — antes de asumir compromisos. Unha vez clarificadas as consideracións xeográficas, o seguinte paso crítico consiste en comprender como os requisitos específicos do sector moldean os seus criterios de selección de fornecedores.
Requisitos específicos do sector para socios de mecanizado
Xa avaliou as capacidades, verificou as certificacións e tivo en conta os factores xeográficos, pero aquí é onde moitos compradores cometen erros: os requisitos específicos do sector varían enormemente. Un fornecedor perfectamente adecuado para compoñentes automotrices pode carecer dos sistemas de trazabilidade que exixen os dispositivos médicos. Comprender o que o seu sector require realmente axúdalle a conciliar as especializacións do fornecedor coas necesidades de conformidade, sen sobreespecificar nin deixar brechas críticas.
Requisitos para fornecedores do sector automobilístico
A fabricación mecanizada no sector automobilístico opera baixo algunhas das estruturas de calidade máis exigentes de calquera industria. Os fabricantes orixinais (OEM) e os fornecedores de nivel 1 transfiren estes requisitos a todos os eslabóns da cadea de suministro, o que significa que o seu socio en mecanizado debe cumprir normas orixinalmente deseñadas para fabricantes con facturacións de miles de millóns de dólares.
Certificación IATF 16949: Isto non é opcional para un traballo serio no sector automobilístico. A norma IATF 16949 basease na ISO 9001, pero engade requisitos específicos para o sector automobilístico relacionados coa prevención de defectos, a redución da variabilidade e a eliminación de desperdicios. Os fornecedores que posúen esta certificación demostran dispor de sistemas capaces de satisfacer as expectativas dos principais fabricantes de automóbiles.
Proceso de Aprobación de Pezas para Producción (PPAP): Antes de comezar a produción, os fornecedores do sector automobilístico deben completar a documentación PPAP, que comproba que o seu proceso produce pezas conformes. Isto inclúe informes dimensionais, certificados de materiais, diagramas de fluxo de procesos, planos de control e estudos de capacidade. Moitos empregos de fresadores CNC nas instalacións automobilísticas centranse especificamente en apoiar estes requisitos documentais.
Control Estatístico do Proceso (CEP): Os fornecedores do sector automobilístico non só inspeccionan as pezas—monitorizan os procesos en tempo real. Os gráficos de CEP (Control Estatístico de Procesos) rastrexan as dimensións críticas ao longo das series de produción, detectando desvío antes de que xere defectos. Ao avaliar fornecedores, pídalles que lle mostren a súa implantación do CEP e como responden os operarios aos sinais fora de control.
Os principais requisitos para fornecedores do sector automobilístico inclúen:
- Certificación IATF 16949 coa rexistración actual e un historial limpo de auditorías
- Capacidade PPAP en todos os cinco niveis de presentación, incluídos os paquetes completos de documentación no nivel 3
- Implantación do CEP nas dimensións críticas para a calidade, con planes de resposta documentados
- Experiencia en AMEF para a análise dos modos de fallo e os seus efectos no proceso durante o lanzamento
- resolución de Problemas 8D metodoloxía para a acción correctiva cando xorden problemas de calidade
- Planificación anual da capacidade documentación que amose a capacidade de cumprir as previsións de volume
Os profesionais que buscan empregos en CNC ou empregos de operarios de máquinas CNC na zona, no sector automobilístico, atoparán que estes requisitos condicionan as operacións cotiás. A disciplina requirida tradúcese nunha calidade constante, pero tamén implica custos máis altos para os fornecedores comparados co traballo industrial xeral.
Consideracións para os sectores aeroespacial, médico e dos semicondutores
Máis aló do sector automobilístico, outros sectores imponen as súas propias demandas especializadas. Adecuar a experiencia do seu fornecedor ao seu sector específico evita baleiros de conformidade que poderían deixar avións no chan, retrasar as aprobacións da FDA ou contaminar os procesos de fabricación de semicondutores.
Requisitos de Precisión Aeroespacial
Cando as pezas voan, as apostas non poden ser máis altas. A mecanización aeroespacial require:
- Certificación AS9100 como norma básica de calidade para a fabricación aeronáutica, espacial e de defensa
- capacidades CNC de 5 eixos para xeometrías complexas de perfís aerodinámicos, compoñentes de turbinas e elementos estruturais que non se poden producir con equipos máis sinxelos
- Rastreabilidade de Material desde a materia prima ata a peça acabada, con certificacións de fresado e documentación do lote de tratamento térmico
- Inspección do primeiro artigo (FAI) segundo os requisitos da norma AS9102, documentando cada dimensión nas pezas de produción inicial
- Certificacións de procesos especiais para tratamentos térmicos, recubrimentos ou ensaios non destructivos (END) aprobados por Nadcap, cando sexa aplicable
- Xestión de configuración sistemas que impiden cambios non autorizados no deseño
Os fornecedores aeroespaciais adoitan investir en capacidades de fresado de 5 eixos especificamente porque as complexas xeometrías aeroespaciais requiren movemento multieixe simultáneo para manter tolerancias estreitas en superficies compostas. Se as súas pezas inclúen blisks, impulsores ou compoñentes estruturais con rebaixos, verifique que o seu fornecedor opere equipos reais de CNC de 5 eixos, e non simplemente posicións 3+2.
Necesidades de trazabilidade dos dispositivos médicos
O mecanizado de dispositivos médicos realízase baixo escrutinio regulador da FDA e das súas equivalentes internacionais. Os fornecedores que sirven este sector deben demostrar:
- Certificación ISO 13485 deseñados especificamente para sistemas de xestión da calidade de dispositivos médicos
- Trazabilidade completa vinculando cada dispositivo finalizado cos lotes de materias primas, os números de serie das máquinas, a identificación do operario e os rexistros de inspección
- Procesos validados con cualificación de instalación (IQ), cualificación operacional (OQ) e cualificación de rendemento (PQ) documentadas
- Ambientes de fabricación limpos adecuado para a clasificación do dispositivo e o seu uso previsto
- Ficheiro de Historial de Deseño (DHF) soporte para compoñentes incorporados en dispositivos regulados
- Conciencia sobre biocompatibilidade asegurando que os procesos de mecanizado non introducen contaminantes que afecten á seguridade do paciente
As ferramentas e moldes para ferramentas e fixacións empregados na fabricación médica requiren, con frecuencia, protocolos específicos de almacenamento e limpeza para evitar a contaminación cruzada entre proxectos. Pregúntelle aos posibles fornecedores como segregan o traballo médico da produción industrial xeral.
Normas de limpeza para semicondutores
Os compoñentes dos equipos para semicondutores operan en entornos nos que a contaminación microscópica provoca fallos catastróficos. Os fornecedores que prestan servizo a esta industria deben cumprir:
- Protocolos de mecanizado ultra-limpos prevención da xeración de partículas durante a fabricación
- Limpeza e pasivación especializadas procesos que eliminan os residuos de mecanizado a niveis de partes por mil millón
- Embalaxe compatible con sala limpa prevención da recontaminación durante o transporte e a manipulación
- Documentación da pureza dos materiais verificación de que as composicións das aleacións cumpren as especificacións para semicondutores
- Controis de descarga electrostática (ESD) durante todo o proceso de fabricación e manipulación
- Verificación da desgasificación para compoñentes que operan en ambientes de baleiro
Os fornecedores de semicondutores adoitan manter equipos específicos para este traballo, xa que os residuos dos fluídos de corte ou doutros materiais poden contaminar procesos ultra limpos. Ao avaliar fornecedores para aplicacións de semicondutores, pregúntelles se aíslan este traballo e qué protocolos de validación seguen para os procesos de limpeza.
Adequación da especialización do fornecedor ás súas necesidades
Aquí ten unha guía práctica para alinear a experiencia do fornecedor cos seus requisitos de conformidade:
- Non especifique en exceso: Requirir AS9100 para pezas industriais xerais incrementa os custos sen engadir valor. Adecue as certificacións aos requisitos reguladores reais.
- Verifique a profundidade da especialización: Un fornecedor que enumera a súa experiencia «médica» pode ter fabricado un soporte sinxelo ou miles de implantes de clase III. Pregúntelle exemplos concretos relacionados coa clasificación do seu dispositivo.
- Confirme as certificacións actuais: As certificacións caducan. Solicite copias cos números de rexistro e verifique o estado directamente cos rexistradores cando a conformidade é crítica.
- Avalie a experiencia no sector: Os fornecedores con profunda experiencia vertical comprenden os requisitos non escritos: os estándares informais e as expectativas dos clientes que non aparecen nas especificacións formais.
A inversión na busca de fornecedores alineados co sector dá rendementos mediante auditorías máis sinxelas, menos revisións da documentación e menor risco de achados de non conformidade que atrasen o lanzamento dos seus produtos. Unha vez clarificados os requisitos específicos do sector, as últimas pezas da súa estratexia de fornecedores implican xestionar a relación continuada, desde a solicitude inicial de cotización ata o desenvolvemento dunha parcería a longo prazo.
Construír e xestionar as relacións cos fornecedores
Identificou fornecedores cualificados de mecanizado, avaliou as súas capacidades e verificou as súas certificacións—pero a selección dun socio é só o comezo. O verdadeiro traballo comeza cando envía esa primeira solicitude de orzamento (RFQ) e esténdese durante anos de produción, discusións sobre calidade e requisitos en constante evolución. Comprender o ciclo de vida completo da relación co fornecedor transforma a adquisición transaccional nunha asociación estratéxica que ofrece valor consistente.
Xestión do proceso de solicitude de orzamento e selección
A súa solicitude de orzamento (RFQ) establece o ton para toda a relación. Unha RFQ vaga invita a malentendidos; unha RFQ completa establece profesionalidade e atrae respostas serias de fornecedores capacitados.
Boas prácticas na RFQ que obtén mellores orzamentos
Considere a súa RFQ como unha ferramenta de comunicación, non só como unha solicitude de prezos. Inclúa estes elementos para recibir orzamentos precisos e comparables:
- Documentación técnica completa: Proporcione debuxos acotados, ficheiros 3D CAD (formatos STEP ou nativos) e especificacións de materiais. A ambigüidade aquí xera variacións nas cotizacións que complican as comparacións.
- Rangos realistas de cantidades: Cotice múltiples volumes (10, 100, 1.000 pezas) para comprender as estruturas de prezos e identificar fornecedores cuxo punto óptimo coincida coas súas necesidades.
- Requisitos obxectivo de prazo de entrega: Especifique se necesita unha entrega a velocidade de prototipo ou se pode aceptar os prazos estándar de produción.
- Expectativas en materia de documentación de calidade: Indique se require informes de inspección da primeira peza, certificacións de materiais ou datos continuos de control estatístico de procesos (SPC).
- Operacións Secundarias: Enumere os requisitos de acabado, tratamento térmico, galvanizado ou servizos de montaxe necesarios ademais do mecanizado.
Unha solicitude de orzamento ben estruturada tamén sinala aos fornecedores potenciais que é un comprador profesional ao que convén dar prioridade. Os fornecedores recoñecen que os clientes organizados adoitan manter prácticas organizadas de pagamento e expectativas razoables, o que fai que os seus proxectos sexan máis atractivos para os seus mellores equipos de operadores de máquinas CNC e programadores de produción.
Avaliación das ofertas máis aló do prezo unitario
Cando cheguen as respostas, resista á tentación de ordenalas só polo prezo. A experiencia en enxeñaría de aplicación —a capacidade do fornecedor para suxerir melloras no deseño que reduzan os custos ou melloren a fabricabilidade— adoita aportar máis valor ca a oferta máis baixa. Considere estes factores:
- Custos de utillaxe e preparación: Están desglosados por separado ou están incluídos nos prezos unitarios?
- Compromisos de prazos de entrega: Poden cumprir o seu calendario, ou a oferta é meramente aspiracional?
- Condicións de pagamento: O pagamento a 30 días netos fronte ao pagamento por adiantado afecta significativamente o seu fluxo de caixa.
- Servizos incluídos: A oferta inclúe informes de inspección, especificacións de embalaxe ou entrega nas súas instalacións?
- Suposicións e exclusións: Que non está explícitamente incluído e que podería xurdir posteriormente como ordes de cambio?
Consideracións para a negociación do contrato
Antes de finalizar os acordos, aborde estes elementos contractuais que con frecuencia se pasan por alto:
- Propiedade das ferramentas: Se está pagando por ferramentas personalizadas, especifique que permanecen na súa propiedade e que poden ser transferidas a outro fornecedor, se fose necesario.
- Períodos de validez dos prezos: Canto tempo permanecen válidos os prezos cotizados? A volatilidade dos custos dos materiais pode xustificar cláusulas de escalado para acordos a longo prazo.
- Disposicións de escape por calidade: Que ocorre cando pezas defectuosas chegan á súa instalación? Defina as responsabilidades en relación coa clasificación, o retraballo e os custos de substitución.
- Reservas de capacidade: Para pezas críticas na produción, considere acordos que garanticen a asignación de capacidade a cambio de compromisos de volume.
- Protección da propiedade intelectual: Asegúrese de que os contratos prohíban aos fornecedores compartir os seus deseños ou producir as súas pezas para competidores.
Os fornecedores que se resisten a condicións contractuais razoables adoitan revelar preocupacións operativas ou financeiras que merecen unha investigación máis a fondo. A transparencia durante a negociación predí a transparencia durante a produción.
Construír parcerías a longo prazo con fornecedores
A firma dunha orde de compra marca a transición da fase de avaliación á de parcería. O xeito no que xestione a incorporación, a comunicación e o seguimento do rendemento determinará se esa parcería medra ou ten dificultades.
Incorporación para o éxito
Unha incorporación eficaz prevén os malentendidos que desvían as novas relacións con fornecedores. Durante esta fase:
- Celebre unha reunión formal de inicio: Revise as especificacións, as expectativas de calidade e os protocolos de comunicación co equipo de produción —non só cos representantes de vendas.
- Estableza contactos principais: Identifique ao seu interlocutor para preguntas técnicas, problemas de calidade e coordinación de programación. As tecnoloxías de comunicación dunha única fonte prevén instrucións en conflito.
- Comparta o contexto histórico: Se está transferindo o traballo desde outro fornecedor, explique os problemas anteriores e o que intenta mellorar.
- Aliñación sobre o fornecemento de ferramentas de produción: Confirme se vostede fornece ferramentas especiais, ferramentas Haas ou outro equipo, ou se o fornecedor adquire todo.
- Definición dos requisitos de inspección: Especifique qué dimensións requiren unha inspección documentada fronte ao control estándar do proceso.
Expectativas de comunicación que prevén problemas
A maioría das fallas nas relacións con fornecedores remóntanse a roturas na comunicación. Establecer expectativas claras dende o principio prevén malentendidos onerosos:
- Normas de tempo de resposta: Canto tempo debe responder cada parte aos correos electrónicos? Unha resposta en 24 horas para asuntos rutineiros e o mesmo día para os asuntos urxentes funciona ben para moitas relacións.
- Vías de escalado: Cando os canais normais fallan, a quen se contacta? Defina o procedemento de escalado tanto para os problemas técnicos como para os comerciais.
- Xestión de cambios: Como deben comunicarse as revisións do deseño? Exíxase a emisión de avisos formais de revisión con datas de entrada en vigor claras, en vez de anotacións informais.
- Informes de estado: Para a produción en curso, estabeleza reunións periódicas — chamadas semanais ou informes mensuais, segundo o volume e a criticidade.
Xestión dos problemas de calidade cando xorden
Aínda que os mellores fornecedores producen ocasionalmente pezas non conformes. A forma na que manexa estas situacións determina a relación a longo prazo:
- Documente obxectivamente: Proporcione probas claras da non conformidade — medicións, fotos e referencia aos requisitos das especificacións. As queixas emocionais provocan respostas defensivas.
- Solicite primeiro a contención: Antes de analizar a causa raíz, asegúrese de que o inventario sospeitoso foi identificado e aillado nas dúas instalacións.
- Colabore na investigación: Comparta calquera información que poida axudar a identificar a causa. Houbo algún cambio no deseño? Un novo lote de material? Unha condición distinta de uso final?
- Avalie as accións correctivas: Os fornecedores eficaces propoñen solucións sistémicas, non só retraballos das pezas afectadas. Busque melloras nos procesos, instrucións de traballo actualizadas ou protocolos de inspección reforzados.
- Verificar a eficacia: Realice un seguimento das accións correctivas para confirmar a súa implementación. Solicite probas de que os cambios se levaron realmente a cabo.
Os socios que xestionan os problemas de calidade de forma profesional —reconecendo os problemas, investigándoos minuciosamente e aplicando correccións auténticas— adoitan converterse nos seus fornecedores máis fiables. A proba dunha relación non é evitar todos os problemas, senón como os resolven xuntos.
Enfoques de supervisión do rendemento
A medición continua mantén as relacións sanas e fornece datos para as revisións anuais e as decisións de aprovisionamento:
- Seguimento da entrega a tempo: Mida as datas reais de envío fronte ás datas comprometidas. As referencias do sector apuntan a un rendemento a tempo do 95 % ou superior.
- Métricas de calidade: Seguimento das taxas de defectos en partes por millón (PPM) ou nas taxas de aceptación de lotes. Os fornecedores de clase mundial conseguen menos de 100 PPM.
- Puntuacións de resposta: Avalíe periodicamente a calidade da comunicación e a velocidade na resolución de incidencias.
- Competitividade de custo: Compare os prezos anualmente coas alternativas do mercado para garantir o valor continuado.
Comparta estas métricas regularmente cos fornecedores. A transparencia sobre as expectativas de rendemento —e sobre como se están cumprindo— motiva a mellora continua e evita sorpresas durante as revisións anuais. As parcerías máis fortes xúrden cando ambas as partes invisten na comunicación, responden de maneira construtiva aos retos e se alinian arredor de métricas compartidas de éxito. Unha vez establecidas as prácticas de xestión de relacións, está preparado para sintetizar todo isto nunha estratexia de aprovisionamento aplicable.
Pon a súa estratexia de selección de fornecedores en acción
Recorreu o percorrido completo: desde a comprensión das categorías de fornecedores e as capacidades de mecanizado ata a avaliación das certificacións, a elaboración de fichas de puntuación e a xestión das relacións continuadas. Agora é o momento de transformar este coñecemento en acción decisiva. A diferenza entre os profesionais da adquisición que loitan con problemas de fornecedores e aqueles que constrúen cadeas de suministro fiables radica na execución sistemática dos principios que vimos.
Conclusións Clave para a Selección de Fornecedores
Antes de enviar a súa seguinte solicitude de orzamento (RFQ), lembre os principios fundamentais que distinguen un aprovisionamento exitoso dos erros onerosos:
Axeite as capacidades do fornecedor cos seus requisitos específicos. O socio axeitado non é a opción máis barata nin a instalación máis impresionante, senón aquela cuxo equipamento CNC, certificacións e forzas operativas se axustan exactamente ás demandas do seu proxecto.
Este é o seu marco de decisión resumido:
- Comece co axuste técnico: Verifique que o inventario de máquinas CNC do fornecedor, as capacidades do centro de mecanizado vertical e os procesos especializados coincidan coas xeometrías das súas pezas e cos requisitos de tolerancia.
- Valide as certificacións para a súa industria: A ISO 9001 serve como norma básica; o sector automobilístico require a IATF 16949, o aeroespacial exixe a AS9100 e o sector médico necesita a ISO 13485. Non especifique en exceso, pero tampouco subespecifique para aplicacións reguladas.
- Avalie sinceramente a escalabilidade: Pode este parceiro crecer xunto con vostede, desde a fresado de prototipos ata a produción en gran volume? Cambiar de fornecedor no transcurso dun programa introduce riscos e custos.
- Avalie o custo total de chegada: O prezo por unidade só conta parte da historia. Téñase en conta os prazos de entrega, a consistencia na calidade, a eficiencia na comunicación e os custos ocultos derivados das interrupcións na cadea de suministro.
- Priorice a calidade da relación: A resposta dada durante a elaboración dos orzamentos predí a dinámica da colaboración durante a produción. Escolle fornecedores que comuniquen de forma proactiva e resolvan problemas de maneira colaborativa.
Ponter en práctica a súa estratexia de aprovisionamento
¿Preparado para aplicar estes principios? Segue esta secuencia de acción para acelerar a selección dos teus fornecedores:
- Documenta claramente os teus requisitos: Antes de contactar calquera centro de mecanizado, reúne paquetes técnicos completos que inclúan debuxos, especificacións de materiais, previsións de volumes e necesidades de documentación de calidade.
- Elabora a túa lista reducida de forma estratéxica: Evalúa os candidatos segundo os teus criterios obrigatorios: certificacións requiridas, preferencias xeográficas e experiencia demostrada no teu sector industrial.
- Solicita orzamentos completos: Pide prezos para varios niveis de volume, custos de utillaxe desglosados e compromisos realistas sobre os prazos de entrega. Os orzamentos pouco concretos dan lugar a sorpresas futuras.
- Realiza unha avaliación exhaustiva: As comprobacións de referencias, as visitas ás instalacións e os pedidos de proba revelan capacidades que as certificacións e os orzamentos non poden amosar. Inverte tempo ao principio para evitar problemas máis adiante.
- Establece expectativas claras: Formalizar os protocolos de comunicación, os requisitos de calidade e as métricas de rendemento antes de comezar a produción.
Considerar como os principais fornecedores demostran estes estándares na práctica. Shaoyi Metal Technology , por exemplo, exemplifica os criterios discutidos ao longo desta guía. A súa certificación IATF 16949 valida sistemas de calidade de grao automotriz, mentres que a súa implementación do Control Estatístico de Procesos garante unha produción consistente en todas as series de fabricación. O que distingue a socios como este é a súa capacidade de escalar sen problemas — desde a prototipaxe rápida con prazos de entrega tan curtos como un día laborable ata a produción en masa a gran escala — eliminando así as costosas transicións de fornecedores que afectan a moitos equipos de adquisición.
Sexa que está adquirindo compoñentes para tornos, conxuntos de fresado complexos ou pezas de precisión torneadas, o marco que aprendeu transforma a selección de fornecedores dunha simple adiviña nun proceso estratéxico de toma de decisións. Cal é o seu seguinte paso? Aplique estes principios ao seu reto actual de adquisición e experimente a diferenza que ofrece unha avaliación sistemática.
Preguntas frecuentes sobre proveedores de usinaxe
1. Cal é a tarifa horaria dunha máquina CNC?
As tarifas de mecanizado CNC varían considerablemente segundo o tipo de máquina e a súa complexidade. As máquinas de 3 eixos adoitan ter un prezo entre 25 $ e 50 $ por hora, mentres que o equipamento avanzado de 5 eixos pode custar entre 75 $ e 150 $ por hora. Estas tarifas inclúen a depreciación da máquina, os salarios dos operarios, os custos xerais e a manipulación de materiais. Ao solicitar orzamentos, pida aos fornecedores que desglosen os custos de preparación por separado das tarifas horarias de mecanizado, xa que as taxas de preparación (200 $–500 $ ou máis) afectan significativamente o prezo unitario nas encomendas máis pequenas.
2. Os fresadores CNC gañan moito diñeiro?
Os operarios de máquinas CNC nos Estados Unidos gañan unha media de 27,43 $ por hora, coas programadoras e operadores de múltiples eixos experimentados que cobran salarios máis altos. As industrias especializadas, como a aeroespacial e a dos dispositivos médicos, adoitan pagar tarifas premium debido aos requisitos de calidade máis estritos. As oportunidades de progresión profesional inclúen a programación CNC, a inspección de calidade e os cargos de supervisión da produción. Os fornecedores cun persoal operario experimentado e ben remunerado normalmente ofrecen unha calidade máis constante e menos problemas na produción.
3. Caes son os principais fabricantes de máquinas-ferramenta CNC?
Os principais fabricantes de máquinas-ferramenta CNC inclúen Yamazaki Mazak, DMG MORI, Trumpf, Haas Automation, Okuma, Makino, Doosan Machine Tools, AMADA, Hardinge e HELLER. Ao avaliar fornecedores de usinaxe, coñecer as marcas do seu equipamento axuda a valorar os seus niveis de capacidade. As máquinas Haas son comúns nas talleres de traballo debido á súa fiabilidade e valor, mentres que o equipamento Makino e DMG MORI adoita indicar capacidades de maior precisión, adecuadas para aplicacións aeroespaciais e médicas.
4. Como elixir entre fornecedores de usinaxe nacionais e estranxeiros?
Os fornecedores nacionais ofrecen prazos de entrega máis rápidos (1-4 semanas fronte a 6-12 semanas), comunicación en tempo real, unha protección máis forte da propiedade intelectual e un control de calidade máis sinxelo. As opcións estranxeiras ofrecen prezos unitarios máis baixos, pero engaden custos ocultos, como o transporte, os dereitos aduaneiros, as existencias de seguridade e as taxas de inspección por parte de terceiros. Escolla fornecedores nacionais para proxectos con prazos apertados, desenvolvemento de prototipos e sectores regulados que requiren un cumprimento rigoroso. Considere fornecedores estranxeiros para produtos de alto volume e deseño estable, onde as economías derivadas do custo xustifican prazos máis longos e investimentos en supervisión rigurosa da calidade.
5. Que certificacións debo exigir aos fornecedores de mecanizado?
A ISO 9001 serve como certificación de calidade básica para calquera fornecedor serio. Os requisitos específicos do sector inclúen a IATF 16949 para o sector automobilístico (obrigatoria para traballar con fabricantes orixinais de equipo e fornecedores de primeiro nivel), a AS9100 para aplicacións aeroespaciais, a ISO 13485 para dispositivos médicos e o rexistro ITAR para a fabricación relacionada coa defensa. Ajuste os requisitos de certificación ás súas necesidades reguladoras reais: especificar en exceso incrementa os custos sen engadir valor, mentres que especificar por debaixo crea riscos de incumprimento que poden atrasar o lanzamento de produtos ou provocar fracasos nas auditorías.