 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Estampado con Prensa Tándem vs Prensa de Transferencia: Eficiencia vs. Agilidade
RESUMO
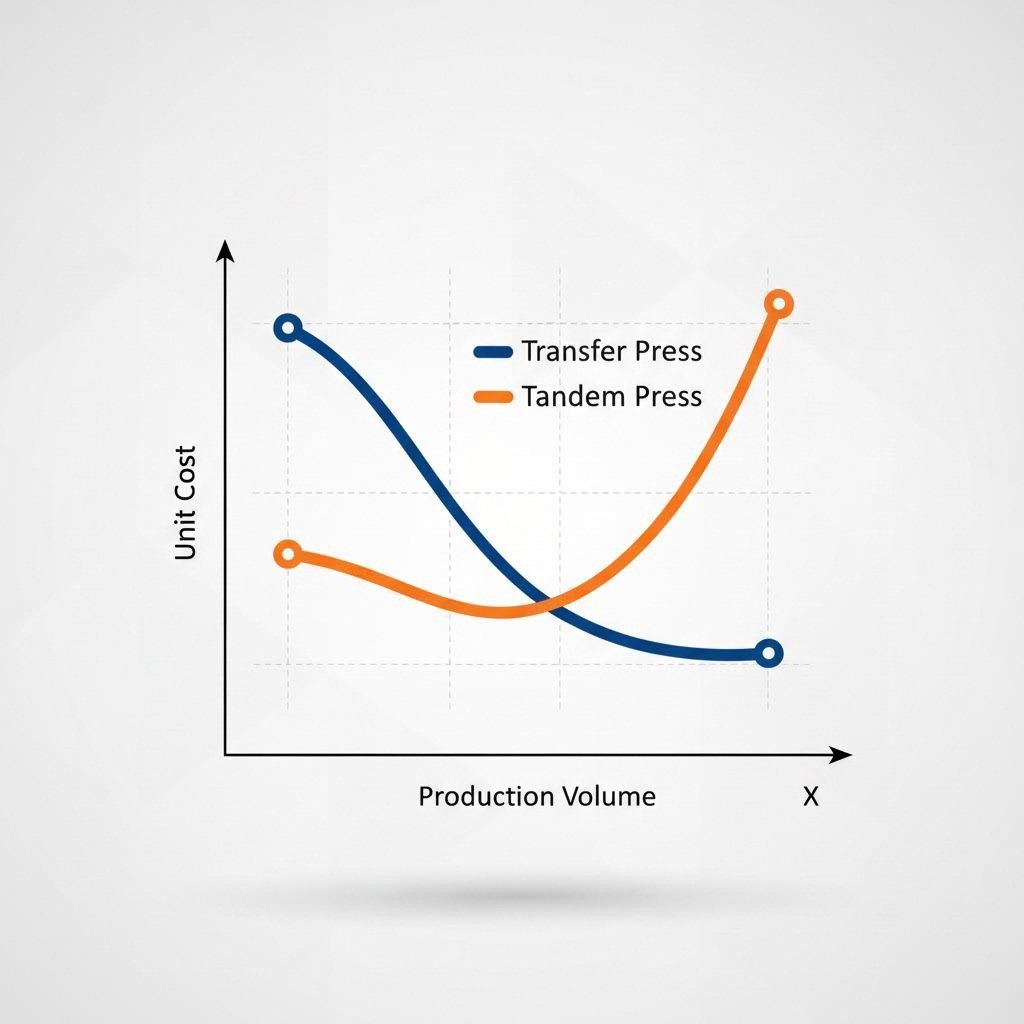
A elección entre estampado con prensa en liña versus estampado con prensa de transferencia representa o compromiso fundamental na fabricación entre velocidade e flexibilidade. Prensas de transferencia son bestas monolíticas de alta velocidade, que integran múltiples estacións nun só leito para ofrecer unha eficiencia inigualable (15–30+ ppm) para pezas de alto volume dedicadas. En contraste, liñas de prensas en tandem constan de prensas individuais ligadas por automatización robótica, ofrecendo unha modularidade e adaptabilidade superiores para produción de alta variedade, aínda que historicamente con velocidades máis baixas (8–15 ppm). En última instancia, escolla a prensa de transferencia para volume máximo e custo por peza máis baixo; escolla o sistema en tandem para versatilidade operativa e familias diversas de pezas.
1. Definicións Principais e Mecánica Operativa
Para entender o valor estratéxico destas tecnoloxías, debemos distinguir primeiro a súa arquitectura física. Unha prensa de transferencia é esencialmente unha única máquina inmensa que contén unha cama longa na que se montan múltiples estacións de troques lado a lado. A peza móvese entre estas estacións mediante un sistema de transferencia interno sincronizado mecanicamente—tipicamente raíls ou pinzas que operan en perfeita harmonía co movemento do prensa. Esta integración crea un ecosistema pechado no que a peza está sempre baixo control positivo, permitindo unha acceleración e desacceleración agresiva.
Por outra banda, a liña de prensas en tandem é unha secuencia de prensas independentes (tipicamente de 4 a 6 unidades) dispostas en liña. A primeira prensa, coñecida como prensa líder ou principal, adoita manexar a operación de embutido pesado, mentres que as prensas subseguintes, chamadas "seguidoras", realizan operacións de recorte, perforación e reborde. A distinción clave radica na automatización: as pezas móvense entre prensas mediante brazos robóticos externos ou sistemas de transferencia de travesaños. Esta separación define o carácter da liña en tandem—é unha cadea modular de máquinas en lugar dunha única unidade monolítica.
Visualmente, a diferenza é evidente. Unha prensa de transferencia é compacta pero require un cimentación profunda e pesada para soportar a súa tonelaxe concentrada. Unha liña en tándem exténdese polo chan da fábrica, necesitando máis superficie pero ofrecendo un acceso máis doado a cada estación para mantemento. Mentres que unha prensa de transferencia funciona como un mecanismo de reloxo sincronizado, unha liña en tándem opera como unha brigada de baldes—eficiente, pero dependente do relevo entre actores independentes.
2. Enfrontamento de velocidade e eficiencia (análise SPM)
No mundo de alto risco do estampado automotriz, golpes por minuto (SPM) é a moeda da rentabilidade. Historicamente, o prensa de transferencia foi o campión indiscutible de velocidade. Como o mecanismo de transferencia está ligado mecanicamente ao accionamento da prensa, móvese en sincronización exacta co carro. Isto permite que as prensas de transferencia funcionen continuamente a 15-30 PMB, con algúns sistemas de alta velocidade para pezas máis pequenas que superan os 60 PMB. Para un fabricante que produce millóns de travesouros idénticos ou brazos de suspensión, esta velocidade é inigualable.
Liñas en tandem tradicionalmente quedaron atrás, operando na franxa de 8 a 15 PMB. O estrangulamento está no "aperto de mans"—o tempo necesario para que un robot entre na prensa, agarre a peza, extraela e coloquea na seguinte. Con todo, a brecha está pechándose. As modernas liñas en tandem impulsadas por servomotores utilizan movemento programábel do carro para optimizar a carreira, permitindo que a prensa se abra máis rápido para os robots. Cando se combinan con alimentadores de barra transversal de fibra de carbono de alta velocidade, estas liñas en tandem avanzadas agora poden acadar 18–21 PMB, desafiando o dominio da prensa de transferencia no segmento de volume medio-alto.
| Característica | Prensa de transferencia | Liña Tándem Tradicional | Liña Tándem Servo |
|---|---|---|---|
| Velocidade Típica | 15–30+ SPM | 8–12 SPM | 15–21 SPM |
| Control de Peza | Continuo / Mecánico | Intermitente / Robótico | Servo Sincronizado |
| O mellor para | Produción en masa (Volume) | Pezas pesadas / Baixa velocidade | Alta variedade / Alta velocidade |
3. Flexibilidade e adaptabilidade: O xiro estratéxico
Se a velocidade é o superpoder da prensa de transferencia, a flexibilidade é a fortaleza da liña en tandem. Unha prensa de transferencia é un "especialista dedicado". Cambiar a produción dunha familia de pezas a outra require frecuentemente substituír raíles masivos de tres eixos e recalcular todo o paso interno de transferencia, unha proeza complexa de enxeñaría. Medra grazas ás "Economías de escala", onde a máquina produce a mesma peza durante semanas ou meses. É ríxida, potente e intolerante ás interrupcións frecuentes.
A liña en tándem, porén, ofrece "Economías de Escopo". Como as prensas e os robots son independentes, a liña é infinitamente reconfigurable. É necesario saltar unha estación para unha peza máis sinxela? Simplemente reprograma os robots para omitir a Prensa n°3. Trátase hoxe dun panel lateral grande do corpo e mañá dun paragolpes máis pequeno? Os robots poden adaptar instantaneamente os seus traxectos de agarre. Esta modularidade permite aos fabricantes executar combinacións de produtos diversos nun único activo, o que converte as liñas en tándem na opción preferida para provedores de nivel 1 que deben servir múltiplas plataformas OEM.
A resiliencia operativa tamén favorece a aproximación en tándem. Nunha prensa de transferencia, un fallo no accionamento principal ou no raíl de transferencia detén toda a liña —"unha caída, todas caídas". Nunha liña en tándem, se unha prensa individual falla durante o mantemento, ás veces é posíbel executar un proceso parcial ou omitir a unidade defectuosa (dependendo do proceso da matriz), o que ofrece unha capa de redundancia que protexe os cronogramas de entrega.
4. Análise Económica: CAPEX vs. TCO
A decisión financeira implica máis que o prezo do cartel. Unha prensa de transferencia de alta tonelaxe require un colosal gasto de capital inicial (CAPEX), non só pola máquina sen tamén pola enorme cimentación e as grúas especializadas de gran tonelaxe necesarias para a súa instalación. É un activo "aposta a empresa" que debe funcionar constantemente para amortizar o seu custo.
As liñas en tandem ofrecen un modelo de inversión máis flexible. Un fabricante podería comezar cunha liña de tres prensas e engadir unha cuarta ou quinta unidade dous anos despois cando o negocio crece. Esta estratexia de "inversión en fases" mellora o fluxo de efectivo e reduce o risco. Con todo, o Custo Total de Posse (TCO) conta unha historia matizada. Aínda que as prensas de transferencia son máis caras inicialmente, a súa operación centralizada adoita dá lugar a un menor consumo de enerxía por peza e a unha man de obra reducida (un operario fronte a potencialmente varios para unha liña tandem grande). De maneira oposta, as liñas tandem supoñen uns custos "indirectos" máis altos ao manter múltiples sistemas hidráulicos, controladores de robots e sistemas de interbloqueo de seguridade.
Para fabricantes nos que a inversión en capital para unha liña completa de transferencia ou en tándem é prohibitiva, ou nos que o volume fluctúa de xeito impredecible, asociarse cun fabricante por contrato especializado convértese no puente estratéxico. Empresas como Shaoyi Metal Technology aproveitan prensas de precisión de alta tonelaxe (ata 600 toneladas) para entregar compoñentes certificados segundo IATF 16949, ofrecendo un camiño escalable desde prototipado rápido ata produción masiva de alto volume sen o risco de activos fixos.
5. Matriz de decisión: Cal é a axeitada para vostede?
A selección da tecnoloxía adecuada require comparar a súa realidade de produción coas fortalezas da máquina. Utilice esta matriz de decisión para guiar a súa estratexia de investimento:
-
Escolla unha Prensa de Transferencia Se:
- O Volume é Rei: Require máis dun millón de pezas anuais do mesmo compoñente.
- O Espazo é Limitado: Necesita rendemento máximo por metro cadrado de superficie na fábrica.
- A Xeometría da Peza é Consistente: Estás a producir unha familia de pezas con tamaños e pasos de transferencia semellantes.
- Eficiencia do material: Necesitas capacidades de embutición profunda cun control preciso para minimizar os desperdicios.
-
Escolle unha Liña en Tándem Se:
- A Mezcla é Elevada: Producís pequenos lotes de pezas moi variadas (por exemplo, portas, capós e pilastras na mesma liña).
- As Pezas son Masivas: As dimensións dos compoñentes superan o tamaño da cama das prensas de transferencia estándar (por exemplo, laterais completas do corpo).
- O Orcamento é por Fases: Necesitas espallar o investimento capital ao longo de varios anos.
- A Resiliencia é Fundamental: Non podes permitir paradas totais da liña por falla dun único componente.
Conclusión
O debate entre estampado con prensa en liña versus estampado con prensa de transferencia non se trata de qué tecnoloxía é superior, senón de cal se axusta ao teu modelo de negocio. A prensa de transferencia segue sendo a rei indiscutible de eficiencia para produción masiva estable e alto volume. A liña en tándem, especialmente con integración moderna de servomotores, é o mestre áxil da fabricación de alta mestura, listo para adaptarse ás demandas cambiantes do mercado. Ao analizar o teu volume, a complexidade das pezas e as necesidades de flexibilidade a longo prazo, podes implementar o sistema que converte o teu taller de prensas nunha vantaxa competitiva.
Preguntas frecuentes
1. Cal é a principal diferenza entre prensas en tándem e prensas de transferencia?
A diferenza principal radica no mecanismo de transferencia e na estrutura da máquina. Unha prensa de transferencia é unha máquina única e monolítica na que as pezas se moven entre estacións mediante raíles internos. Unha prensa en tándem é unha liña de prensas individuais e separadas, onde as pezas se trasladan entre máquinas mediante brazos robóticos ou automatización en traveseiro.
2. Qué tipo de prensa é máis rápido?
As prensas de transferencia son xeralmente máis rápidas, capaces de velocidades entre 15 e 30+ golpes por minuto (SPM) grazas ao seu transferencia mecánica sincronizada. As liñas en tándem tradicionais funcionan máis lentamente (8–15 SPM), aínda que as liñas en tándem modernas con servocontrol están reducindo esta diferenza, acadando velocidades de ata 21 SPM.
3. Pode unha liña en tándem producir as mesmas pezas que unha prensa de transferencia?
Si, ambos os sistemas poden realizar operacións semellantes como embutición, recorte e perforación. Con todo, as prensas de transferencia están limitadas polo tamaño da súa cama e o paso de transferencia, polo que as liñas en tándem son máis axeitadas para pezas extremadamente grandes, como os laterais de carrocería de automóbiles, que requiren máis espazo entre estacións.