 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Tipos de Lubricación para Estampado de Metal: As 4 Categorías Clave Explicadas
RESUMO
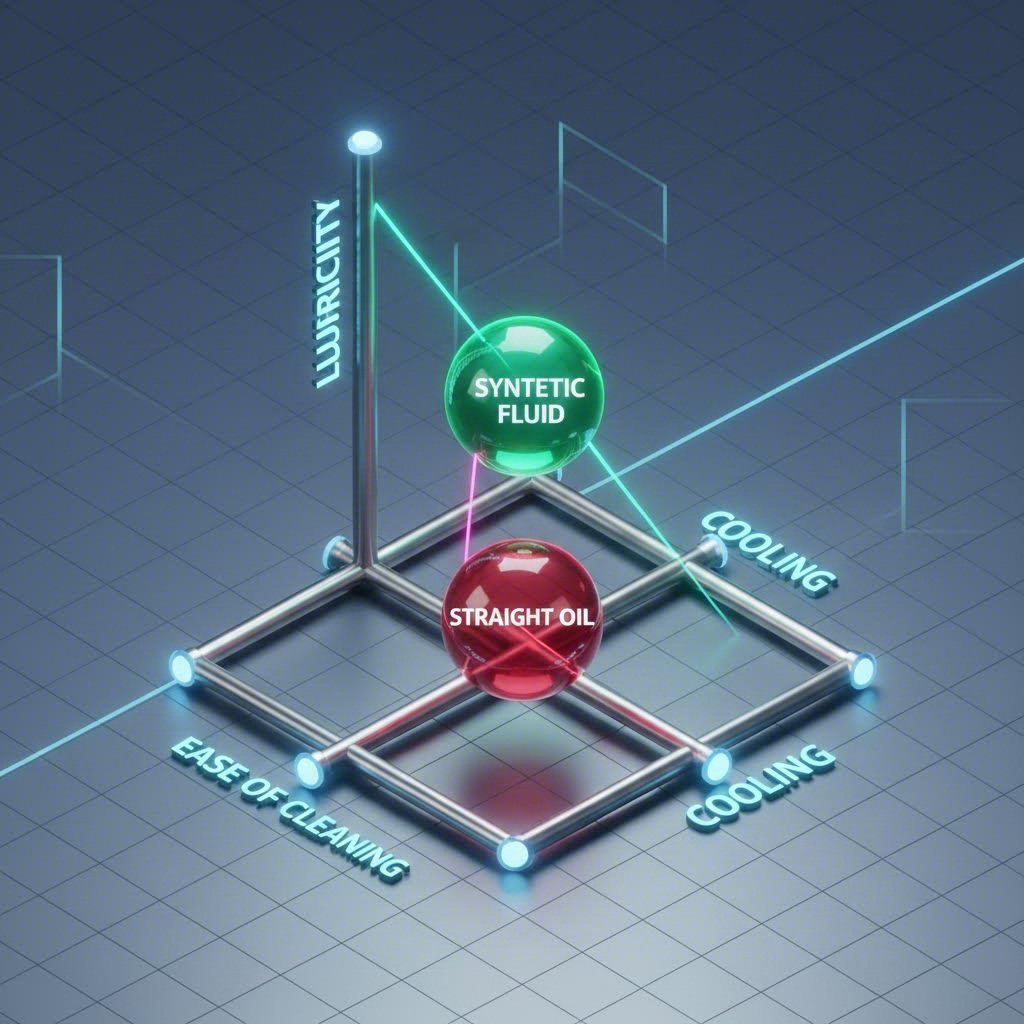
A lubricación para o estampado de metais xeralmente clasifícase en catro categorías principais: Aceites directos (para necesidades de alta resistencia e elevada lubricidade), Aceites solubles (emulsións versátiles para arrefriamento e uso xeral), Sintéticos (para máxima limpeza e arrefriamento), e Aceites volatís (fluídos evaporativos para aplicacións lixeiras sen residuos). A elección depende moito da dureza da operación (por exemplo, estirado profundo fronte a corte), o tipo de metal e os requisitos posteriores ao estampado, como soldadura ou pintura. A selección do tipo axeitado equilibra o compromiso entre protexer a matriz (lubricidade) e protexer a calidade da peza (arrefriamento e lavabilidade).
Factores críticos de selección: Como escoller
Seleccionar o tipo de lubricación idóneo non é só mercar un tambor de aceite; é unha decisión de enxeñaría que afecta á vida das ferramentas, á calidade das pezas e aos custos posteriores. A matriz de decisión xira habitualmente arredor de tres variables principais: a gravidade da deformación, o material que se punza e os requisitos posteriores ao proceso.
Primeiro, analice a gravidade da operación . Operacións sinxelas como recorte ou punzonado xeran calor pero requiren menos amortiguación hidrodinámica, o que fai dos sintéticos base auga ou aceites solubles a opción ideal. En contraste, o embutido en profundidade ou o punzonado de grosor pesado xera alta presión que pode soldar a peza á matriz (galling). Estas aplicacións requiren a alta viscosidade e os aditivos de Alta Presión (EP) presentes nos aceites puros. Para os fabricantes que transitan dende a prototipaxe rápida á produción en masa, é esencial asociarse con especialistas que comprendan estas nuances tribolóxicas. Por exemplo, Shaoyi Metal Technology ofrece solucións integrais de punzonado que aproveitan estratexias de lubricación precisa para fornecer compoñentes automotrices críticos como brazos de control e subchasis, asegurando a consistencia desde os primeiros 50 prototipos ata millóns de unidades producidas en masa.
En segundo lugar, considere o compatibilidade de materiais os metais ferrosos (aceros) requiren frecuentemente inhibidores de corrosión e poden tolerar aditivos de xofre ou cloro activos para un rendemento extremo. Os metais non ferrosos como o aluminio ou o cobre, porén, son susceptibles ao manchado por estes mesmos aditivos. Para estes metais máis brandos, adoita preferirse un sintético reforzado con polímeros ou un aceite solubilizable especializado para previr a decoloración química.
Finalmente, avaliar os requisitos posteriores ao proceso é fundamental para o control de custos. Se unha peza debe ser soldada, pintada ou recuberta inmediatamente despois do estampado, un aceite recto pesado requererá un proceso de lavado caro e de múltiples etapas. Neses casos, un aceite "evanescente" ou un sintético de baixo residuo pode eliminar completamente a etapa de lavado, reducindo significativamente o custo total por peza.
Tipo 1: Aceites rectos (de alta resistencia e estampado profundo)
Os aceites rectos, frecuentemente chamados aceites "puros", son fluídos petroquímicos ou mineráis sen diluir que non conteñen auga. Son os caballos de batalla tradicionais da industria de estampación de metais, valorados pola súa excelente capacidade de lubricación e amortiguación hidrodinámica. Como non dependen da auga, proporcionan unha protección contra o fío excelente para a máquina e as pezas acabadas.
O mecanismo principal dos aceites retos é a súa alta viscosidade, que crea unha barrera física grosa entre a punceira e a peza. Para mellorar o rendemento, os fabricantes adoitan mesturar estes aceites con aditivos de Presión Extrema (EP), como cloro, xeo ou graxa. Estes aditivos reaccionan coa superficie do metal baixo calor e presión para formar unha película química sacrificable, impedindo o contacto metal con metal incluso cando a película de aceite se adelgaza por forza extrema. Isto converte os aceites retos no estándar ouro para operacións difíciles, como o estampado en acero inoxidable ou a conformación de aleacións de alta resistencia de grosor elevado.
Non obstante, o rendemento dos aceites puros conlleva desvantaxes significativas. Son malos refrigerantes, o que significa que poden atrapar calor na ferramenta durante operacións a alta velocidade. Tamén deixan un residuo grosom oleoso que actúa como un imán para o po da oficina e require un desengraxado intensivo antes de pintar ou soldar. Desde o punto de vista ambiental, supoñen custos máis altos de eliminación e riscos potenciais de escorregón na oficina. A aplicación realízase normalmente mediante cubridores de rolos ou sistemas de goteo en lugar de pulverizadores, debido á súa espesor.
Tipo 2: Solubles base auga (Refrigeración e versatilidade)
Os aceites solubles, ou aceites emulsionados, son os lubricantes de uso xeral máis comúns nas modernas oficinas de estampación. Estes fluídos consisten en aceite mineral disperso en auga usando emulsionantes e surfactantes. O resultado é un fluído branco leitoso que intenta ofrecer o mellor dos dous mundos: a lubricidade do aceite e as superiores propiedades de arrefriamento da auga.
O alto contido de auga (moitas veces diluído en relacións de 5:1 a 20:1) permite que os aceites solubles disipen o calor rapidamente, o que os fai ideais para o estampado de matrices progresivas de alta velocidade onde a expansión térmica podería arruinar tolerancias estreitas. A fase de aceite proporciona lubricación límite para protexer as ferramentas do desgaste. Esta versatilidade permite que unha única instalación use un concentrado con diferentes relacións de dilución para varias tarefas—misturas máis ricas para formación, misturas máis lixeiras para cortes leves.
Aínda que son versátiles, os aceites solubles requiren mantemento coidadoso. Como conteñen auga e materia orgánica, son propensos ao crecemento bacteriano, o que pode provocar odores desagradábeis (coñecidos frecuentemente como "cheiro do luns pola mañá") e dermatite cutánea nos operarios. Tamén requiren biocidas e monitorización regular do pH para manter a estabilidade. A limpeza é máis sinxela ca cos aceites puros, pero xeralmente necesítase aínda unha etapa de lavado para eliminar a película oleosa antes das operacións secundarias.
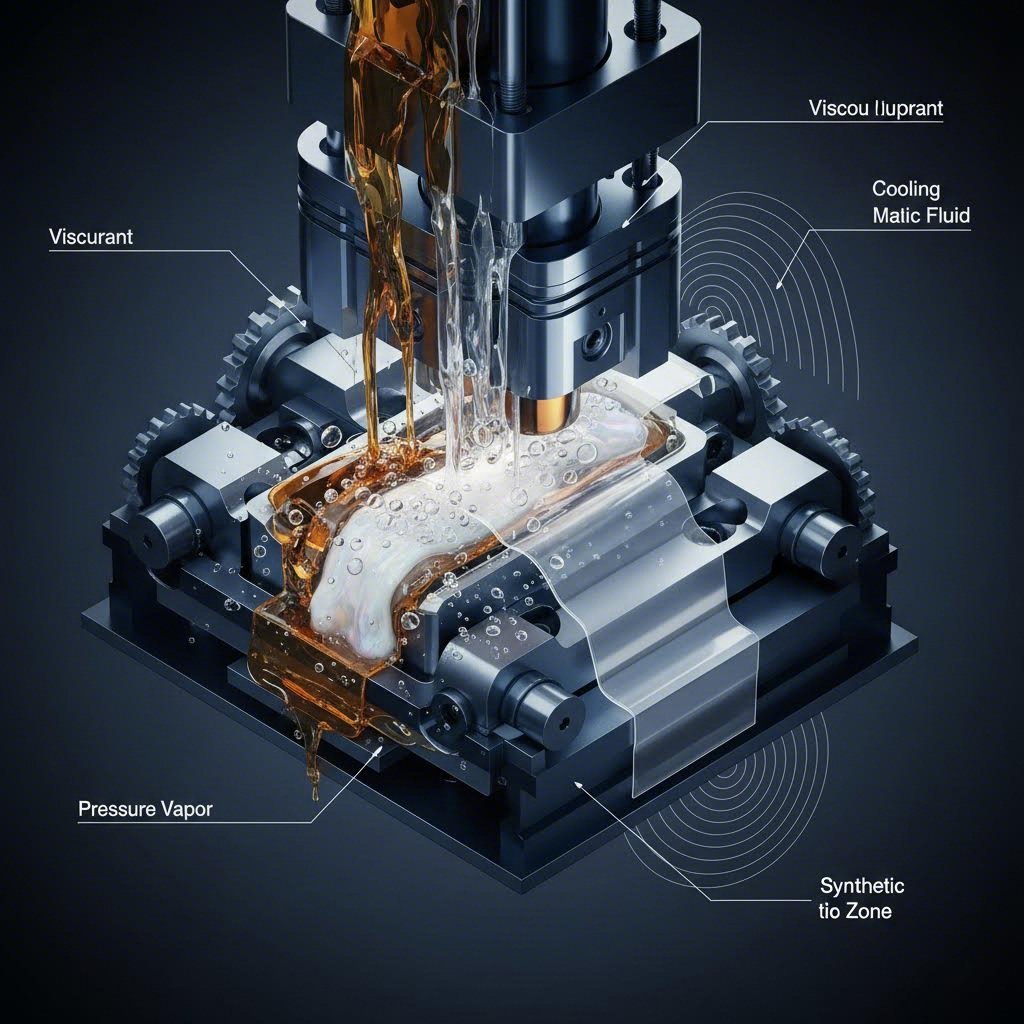
Tipo 3: Fluídos Sintéticos (Limpieza e Refrixeración)
Os lubricantes sintéticos verdadeiros non conteñen aceite mineral. En troques diso, son solucións químicas compostas por compostos orgánicos e inorgánicos alcalinos, que a miúdo inclúen polímeros e detergentes. Forman unha solución transparente cando se mesturan con auga, proporcionando unha excelente visibilidade da peza durante a produción.
Os produtos sintéticos están deseñados principalmente para arrefriamento e limpeza. Son a opción máis limpa entre os fluídos que aínda ofrecen certa lubricidade, e a miúdo rexeitan o "aceite intruso" (fluído hidráulico filtrado) á superficie para facilitar a súa eliminación. Isto mantén o baño limpo e prolonga significativamente a vida do fluído en comparación coas emulsións. A súa rápida disipación do calor fainos ideais para estampación moi rápida de metais lixeiros, como laminados eléctricos ou latas de bebida.
A limitación dos sintéticos historicamente foi a lubricidade. Sen contido de aceite, dependen de barreras químicas que poden non soportar as presións extremas do estampado en frío de metais duros. Con todo, os modernos híbridos "semi-sintéticos" ou os sintéticos poliméricos de alta resistencia están a compensar esta diferenza. Unha vantaxe importante é a lavabilidade; moitos sintéticos poden ser soldados sen limpeza previa ou limpanse facilmente con auga do grifo, o que achega a liña de produción.
Tipo 4: Aceites que desaparecen (evaporativos)
Os aceites que desaparecen, tamén coñecidos como lubricantes evaporativos, son fluídos especializados deseñados para eliminar por completo o proceso de limpeza. Están formulados cunha alta porcentaxe de disolventes de evaporación rápida (como espíritos minerais) que transportan unha pequena cantidade de aditivos lubricantes. Tras o impacto do estampado, o disolvente portador evapórase no aire, deixando unha película seca e imperceptible que normalmente non interfere coa pintura ou o embalaxe.
Estes lubricantes son a elección preferida para o estampado de baixa carga cando as cuestións estéticas son críticas, como en panelex de electrodomésticos, molduras arxendásicas ou conectores electrónicos. Resolven o problema do "cuello de botella" nas estacións de lavado, permitindo que as pezas pasen directamente da prensa á montaxe ou ao envío.
O intercambio é o rendemento e a seguridade. Os aceites que se evaporan ofrecen moi baixa lubricidade e non son adecuados para nada máis aló do conformado ou punzonado lixeiro. Ademais, o proceso de evaporación libera Compostos Orgánicos Volátiles (COV), o que pode require sistemas especializados de ventilación para cumprir coas normas medioambientais e protexer a saúde dos traballadores. A inflamabilidade tamén é unha preocupación, o que require protocolos estrictos de seguridade ao redor da prensa.
Conclusión
Optimizar o proceso de estampado de metal require axustar o lubricante non só á prensa, senón a todo o ciclo de produción. Mentres que os aceites puros ofrecen unha protección insuperable das ferramentas para formas pesadas, os seus custos de limpeza poden arruinar a rentabilidade en traballos máis lixeiros. Polo contrario, os aceites que desaparecen ofrecen velocidade de proceso pero fallan baixa alta presión. Os fabricantes máis eficientes adoitan utilizan unha combinación destes catro tipos—Puros, Solubles, Sintéticos e Vanexentes—en liñas diferentes para maximizar tanto a vida útil das ferramentas como o fluxo de proceso. Sempre proba novos lubricantes a pequena escala para verificar a lavabilidade e a compatibilidade co material antes da súa implementación completa.
Preguntas frecuentes
1. Cales son os 4 tipos principais de lubricantes de estampado?
As catro categorías principais son Aceites directos (base petroleo, sen auga), Aceites solubles (emulsións de aceite en auga), Sintéticos (disolucións químicas sen aceite), e Aceites volatís (fluídos evaporativos base solvente). Cada un sirve a un nicho específico que vai dende o embutido de alta resistencia ata o corte lixeiro sen limpeza.
2. Podo usar WD-40 para estampado de metal?
Aínda que o WD-40 é un penetrante e lubricante lixeiro de uso xeral moi popular, xeralmente non recomendado non é adecuado para estampado industrial de metal. Carece dos aditivos de alta presión (EP) e da viscosidade necesarias para protexer as ferramentas durante a deformación de alta tonelada. O seu uso pode provocar desgaste prematuro das matrices, agarrotamento e calidade de pezas inconsistente nun entorno de produción.
3. Cal é a diferenza entre os lubricantes para embutido e os para estampado?
"Estampado" é un termo xeral que inclúi corte, punzonado e conformado, mentres que "embutido" se refire especificamente a estirar o metal dentro dunha matriz. Os lubricantes para embutido (a miúdo aceites rectos ou pastas pesadas) requiren maior lubricidade e protección de barreira para evitar que o metal se rompa ou se suelde á matriz ao estirarse. Os lubricantes xerais para estampado poden priorizar o arrefrecemento e a eliminación de virutas por riba do rendemento a alta presión.