 Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —
Pequeños lotes, altos estándares. O noso servizo de prototipado rápido fai que a validación sexa máis rápida e fácil —

Elixir Proveedores de Estampado Automotriz: A Guía de Auditoría 2025
RESUMO
Elixir fornecedores de estampado automotriz é unha decisión estratéxica de alto risco na que o prezo máis baixo por peza adoita enmascarar riscos significativos na cadea de suministro. Para protexer a súa liña de produción, priorice fornecedores con Certificación IATF 16949 (non só ISO 9001), PPAP e APQP marcos rigorosos e taxas de rexeitamento comprobadas por debaixo de 100 ppm (0.01%).
Unha verificación efectiva require auditar a capacidade técnica dun fornecedor —especificamente o seu intervalo de tonelaxe de prensas (normalmente entre 100 e 600+ tons) e as súas capacidades internas de ferramentas. Sexa que estea adquirindo compoñentes estruturais ou soportes de precisión, os responsables de tomar decisións deben validar a estabilidade financeira do socio e a súa capacidade para salvar a brecha dende prototipo ata produción en masa para evitar situacións custosas de parada de liña.
Fase 1: Os gardiáns de calidade non negociábeis
Na cadea de suministro do sector automobilístico, a xestión da calidade é o filtro principal. Un fornecedor sen as certificacións correctas representa un risco, non un aforro de custos. A distinción entre normas xenéricas de fabricación e os requisitos específicos do sector do automóbil é o primeiro ítem na súa lista de comprobación de auditoría.
IATF 16949 fronte a ISO 9001: A distinción clave
Aínda que a ISO 9001 establece unha base para a xestión da calidade en xeral, resulta insuficiente para as demandas rigorosas dos fabricantes de automóbiles (OEM) e fornecedores de nivel 1. IATF 16949 é a norma do sector, deseñada especificamente para previr defectos, reducir variacións e minimizar desperdicios na cadea de suministro do automóbil. Un fornecedor certificado por IATF conta con sistemas para xestionar compoñentes críticos de seguridade, mentres que un fornecedor só con ISO pode carecer dos protocolos de trazabilidade e xestión de riscos requiridos para pezas como compoñentes de freos ou reforzos de chasis.
Ao examinar fornecedores, teña coidado co termo "cumpridor". Un fornecedor que afirma ser "cumpridor con IATF" sen ter a certificación real non foi sometido a auditorías rigorosas de terceiros que garanticen o cumprimento do estándar. Sempre solicite unha copia actualizada do seu certificado e verifique a súa validez.
A Trindade da Calidade: PPAP, APQP e FAI
Alén do certificado na parede, debe avaliar os marcos operativos de calidade do fornecedor. Un estampador automotriz sólido rexeita tres acrónimos:
- APQP (Planificación Avanzada da Calidade do Produto): Este marco garante que a calidade sexa deseñada no proceso antes de que se estampe unha soa peza. Inclúe ferramentas de avaliación de riscos como a FMEA (Análise de Modos de Fallo e Efectos) para predicer e previr defectos.
- PPAP (Proceso de Aprobación de Pezas de Producción): Esta é a proba de que o fornecedor pode producir consistentemente pezas según as especificacións á taxa de produción requirida. Pida ver paquetes PPAP editados de proxectos recentes para avaliar a súa profundidade e atención aos detalles.
- FAI (Inspección do Primeiro Artigo): Isto valida que a primeira serie de produción cumpra todos os requisitos de enxeñaría.
Segundo datos do sector, os estampadores de metal de primeira liña acadan taxas de rexeitamento tan baixas como 0,01 % (100 PPM) , mentres que os fornecedores medios están arredor de 0,53% (5.300 PPM) . Esta brecha pode marcar a diferenza entre unha liña de montaxe sinxela e paradas custosas.
Fase 2: Auditoría de capacidade técnica e equipo
Unha vez verificados os sistemas de calidade, o foco pasa ao hardware. Ten o fornecedor a maquinaria física e o talento de enxeñaría necesarios para executar a xeometría e o volume específicos? Esta avaliación debería cubrir a tonelaxe das prensas, os tipos de troquel e a escalabilidade.
Tonelaxe da Prensa e Complexidade do Troquel
As tendencias do sector automobilístico cara ao alixeiramento aumentaron o uso de aceros de baixa aleación de alta resistencia (HSLA) e aluminio, que requiren maiores tonelaxes de prensa e ferramentas especializadas. Asegúrese de que o seu fornecedor potencial dispoña dunha gama de capacidades de prensa —normalmente desde 100 ata 600+ toneladas para manipular tanto soportes de precisión pequenos como compoñentes estruturais máis grandes, como brazos de control ou subchasis.
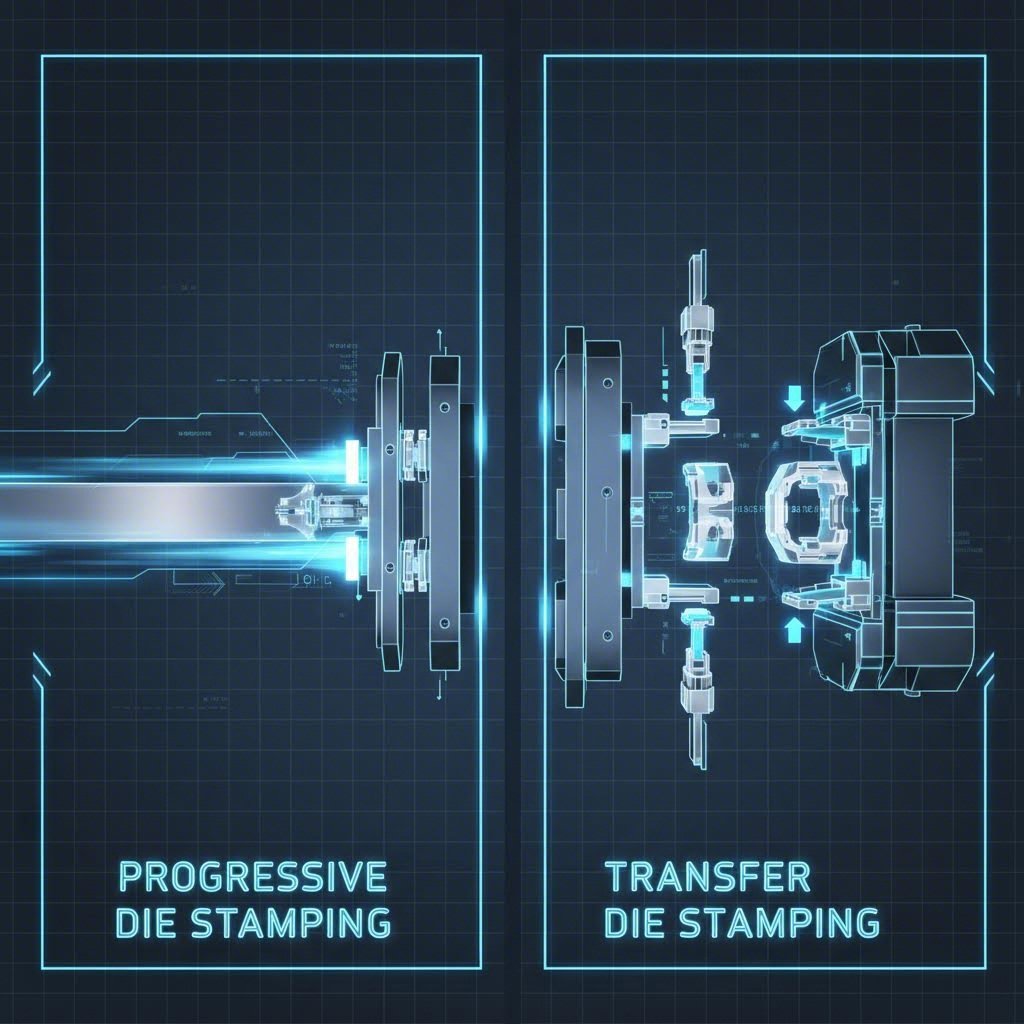
Tamén debeis mapear as súas capacidades de troquelado coas vosas necesidades de volume. Estampado de matrices progresivas é ideal para encontros de alto volume (250.000+ pezas/ano) que requiren velocidade e eficiencia de material. En contraste, Estampado por Transferencia é máis axeitado para pezas grandes con extraccións profundas ou xeometrías complexas que se movan de estación a estación.
Bridging the Gap: From Prototype to Mass Production
Un problema frecuente na adquisición automotriz é a desconexión entre talleres de prototipado e fábricas de produción. Moitos fornecedores destacan nun deles pero fracasan á hora de facer a transición ao outro. Idealmente, quereis un socio que poida xestionar todo o ciclo de vida.
Por exemplo, fabricantes como Shaoyi Metal Technology colmaban esta brecha ao ofrecer solucións integrais de estampación que se poden escalar desde prototipado rápido (entregando 50 pezas en tan só cinco días) ata produción masiva de alto volume. A súa instalación certificada segundo a IATF 16949 utiliza prensas de ata 600 toneladas, permitíndolle producir compoñentes críticos de seguridade como subchasis e brazos de control cunha precisión ao nivel do OEM.
Mantemento interno de utillaxe
Criticamente, preguntade se o fornecedor mantén os seus troqueis internamente. Capacidades internas de utillaxe reducir significativamente o tempo de inactividade. Se unha matriz se rompe durante unha produción, enviala para reparación pode levar días ou semanas. Un fornecedor cun taller de ferramentas e matrices no interior pode frecuentemente solucionar o problema en horas, mantendo o seu programa JIT sen interrupciones.

Fase 3: Saúde financeira e resiliencia da cadea de suministro
Na era da fabricación Just-in-Time (JIT), a estabilidade financeira dun fornecedor é un factor de risco na cadea de suministro. Un troquelador en mala situación financeira pode ter dificultades para mercar materias primas durante a volatilidade do mercado, o que pode levar a paradas nas liñas da súa instalación.
Auditoría Financeira e Poder de Compra de Materias
Durante a súa auditoría, avalíe as prácticas de reinversión do fornecedor. Están actualizando os seus equipos, ou están a operar con activos depreciados? Un fornecedor que reinverte en prensas servo, cámaras de inspección automatizadas e sistemas robóticos de transferencia está a sinalar viabilidade a longo prazo.
Ademais, pregunte sobre as súas relacións con fábricas de materias primas. Os fornecedores con forte respaldo financeiro e relacións a longo prazo adoitan teñen un mellor "poder de compra", asegurando que poden asegurar o acero ou aluminio incluso durante escasezas mundiais. Isto é crítico ao equivalar custo e dispoñibilidade para materiais de precisión.
Estabilidade da Forza de Traballo
O coñecemento técnico necesario para manter matrices progresivas complexas reside na forza de traballo. Unhas taxas elevadas de rotación poden indicar unha perda de coñecementos tradicionais, o que a miúdo se corresponde con descensos na calidade. Pregunte especificamente sobre a antigüidade media dos seus construtores de ferramentas e matrices e xestores de proxectos. Unha forza de traballo estable é a miúdo un indicador de calidade constante.
Fase 4: Lista de comprobación da visita ao sitio (10 preguntas críticas)
Para pasar dunha revisión pasiva a unha auditoría activa, empregue estas dez preguntas durante a súa visita ao centro ou proceso de RFI (Solicitude de Información). Preste atención non só á resposta, senón tamén aos datos que a respaldan.
- "Deseña e constrúe as súas matrices internamente ou subcontrátalas?" (As ferramentas internas adoitan significar reparacións e cambios de enxeñaría máis rápidos.)
- "Cal é a súa utilización actual da capacidade fronte á capacidade punta?" (Necesita un margen de seguridade para picos de demanda.)
- "Pode amosarme un paquete recente de PPAP que completou?" (Verifique a profundidade da súa documentación.)
- cal é a vosa taxa interna e externa de rexeitamento (PPM) dos últimos 12 meses? (Busque tendencias, non só unha imaxe puntual.)
- como xestionan a volatilidade do prezo das materias primas? (Teñen estratexias de cobertura ou acordos de traslación de custos?)
- cal é o voso plan de recuperación ante desastres por danos nas ferramentas? (Teñen protección por sensores para previr colapsos do molde?)
- teñen experiencia específica con aceiro de alta resistencia ou aluminio? (Estes requiren estratexias diferentes de lubricación e tonelaxe.)
- cada canto tempo calibran os seus equipos de inspección? (O cumprimento requirex exixe calendarios rigorosos de calibración.)
- cal é a súa taxa de entrega puntual? (Calquera porcentaxe por baixo do 98 % é unha alerta para liñas JIT.)
- está disposto a investir en equipos capitais dedicados para este programa? (Avalía o seu compromiso cunha parcería a longo prazo.)
Conclusión: A mentalidade de xestión de riscos
Elixir un fornecedor de estampación automobilística é tanto un exercicio de xestión de riscos como de adquisicións. O prezo máis baixo por peza adoita levar os custos ocultos máis altos en forma de defectos, entregas tardías e sobrecarga de xestión.
Ao dar prioridade á certificación IATF 16949, auditar a redundancia técnica e verificar a saúde financeira, constrúes unha cadea de suministro resistente e non só de baixo custo. O socio axeitado actúa como unha extensión do teu propio equipo de enxeñaría, resolvendo proactivamente os retos de deseño antes de que se convertan en pesadillas na produción.
Preguntas frecuentes
1. Cal é a diferenza entre ISO 9001 e IATF 16949 na estampación?
ISO 9001 é un estándar xeral de xestión da calidade aplicable a calquera industria. IATF 16949 é un suplemento específico para a industria automotriz, que engade requisitos rigorosos para a prevención de defectos, a redución da variación na cadea de suministro e os requisitos específicos dos clientes. Para o estampado automotriz, IATF 16949 é xeralmente obrigatorio.
2. Por que se require PPAP para os fornecedores de estampado automotriz?
O Proceso de Aprobación de Pezas de Producción (PPAP) valida que o proceso de fabricación do fornecedor ten capacidade para producir consistentemente o produto segundo todos os requisitos durante unha execución real de produción á taxa de produción orzada. Minimiza o risco de fallo antes de comezar a produción en volume.
3. Como determino a tonelaxe de prensa axeitada para as miñas pezas?
A tonelaxe da prensa determínase polo perímetro da peza, o grosor do material e a resistencia ao corte do metal. Os aceros de alta resistencia e os grosores máis grandes requiren unha tonelaxe significativamente maior. Un fornecedor capacitado calculará a tonelaxe requirida máis un marxe de seguridade para garantir a vida do troquel e a calidade da peza.
4. Cais son os riscos de subministrar estampacións automotrices dende fóra?
Aínda que subministrar dende fóra poida ofrecer custos unitarios máis baixos, os riscos inclúen prazos de entrega máis longos, custos máis altos de inventario, barreras comunicativas, posibles preocupacións sobre propiedade intelectual e interrupcións na cadea de subministración debidas a problemas logísticos ou a asuntos xeopolíticos. É esencial realizar un análise do custo total incorporado.